Изобретение относится к обработке металлов давлением и их сварке, в частности к способам изготовления трубчатых радиаторов путем соединения труб с использованием метода оплавления соединяемых контактных поверхностей труб, расположенных преимущественно под прямым углом друг другу. Изобретение предназначено для использования в производстве радиаторов отопления помещений.
Из патентной документации известно, что для соединения отрезков трубок под углом друг к другу в одной из трубок выполняют трубчатый отвод или патрубок, который формируют из стенки трубки (RU 2528927 C1, 20.09.2014. RU 209610911 C1, 20.11.1994).
В известных способах изготовления патрубков вокруг отверстия в трубе формируют отбортовку деформирующими инструментами, установленными на заданном расстоянии от образующей цилиндрической поверхности изделия. В процессе формирования патрубка рабочие поверхности вытяжного инструмента при вращении и вертикальной подаче контактируют со стенкой изделия, осуществляя раскатку и вытяжку горловины патрубка. В известных способах изготовления патрубков из стенки трубки предусмотрены операции механической вырезки отверстия в стенке трубы, нагрев зоны вытяжки, операции по отбортовке стенок отверстия конусообразным пуансоном, совершающим поступательное движение вдоль оси формируемого патрубка в направлении от оси изделия (Аверкиев Ю.А., Башков Б.Ф. Отбортовка с утонением стенки. Кузнечно-штамповочное производство, 1976, №9, с. 21 и 22. Ковка и штамповка, Справочник под ред. Матвеева А.Д., М., «Машиностроение», 1987 г., том. 4, с. 198, рис. 10).
Известны способы соединения труб оплавлением мест контакта (SU 515610 A, 30.05.1976. SU 308620 A, 15.04.1981. CN 2706268 Y, 29.06.2005). Из известных наиболее близким способом к представленному в данном описании способу является способ изготовления трубчатых радиаторов, состоящих из головных частей (коллекторов) и располагаемых между ними множества трубок - колонок, причем способ отличается тем, что, по меньшей мере, одну трубку колонки и, по меньшей мере, одну головную часть позиционируют в устройстве для соединения и соединяют их между собой путем оплавления мест контакта токами средней частоты при продолжительности сварки менее 100 мс (RU 2495736 G1, 20.10.2013 - прототип).
В этом способе по патенту RU 2495736 C1 предусмотрены операции подготовки соединяемых труб перед операцией их ввода в сварочную машину. Трубы автоматически разрезают, с кромок снимают фаски, при этом измеряют длину каждой трубки, ее овальность и пригодность для использования в конструкции радиатора. На головных частях радиатора (коллекторах) производят обрезку патрубков, их закругление, калибровку и снятие фасок. Головную часть перед подачей на сварку подвергают трехмерному измерению.
В патенте RU 2495736 C1 предусмотрен узел соединения трубчатых элементов радиатора, который содержит патрубки головных частей (коллекторов) радиатора. Посредством каждого патрубка головная часть соединяется с трубой - колонкой радиатора.
Существенным недостатком известного способа является его сравнительно большая энергоемкость, связанная с необходимостью использования сварочного тока, большая трудоемкость, связанная с необходимостью проверки качества соединяемых частей радиатора и применения для этой цели средств контроля, а также неудовлетворительной формой мест соединения коллекторов с трубками колонок, что в итоге существенно усложняет способ изготовления радиаторов. Следует отметить, что для оплавления электросваркой контактных поверхностей соединяемых деталей требуется точная подгонка свариваемых поверхностей друг к другу.
Общими признаками прототипа и представленного в данном описании способа является то, что оба способа предназначены для соединения элементов коллекторов радиатора с трубками его колонок, причем каждый способ характеризуется выполнением операций изготовления в стенках элементов трубчатых коллекторов отверстий с расположенными вокруг них патрубками (воротничками), изготовление трубок вертикальных колонок и соединение концов трубок колонок с воротничками коллекторов.
Техническим результатом изобретения, представленного в данном изобретении, является упрощение способа соединения коллекторов радиатора с трубками колонок.
Технический результат получен способом соединения коллекторов радиатора с трубками вертикальных колонок, характеризующимся выполнением операций изготовления в стенках трубчатых коллекторов отверстий с расположенными вокруг них воротничками, изготовление трубок вертикальных колонок и жесткое соединение концов трубок колонок с воротничками коллекторов, причем каждое отверстие в каждом коллекторе изготавливают с диаметром, меньшим внутреннего диаметра воротничка, затем путем пластической деформации стенки коллектора выдавливают внутрь коллектора вокруг каждого отверстия воротничок, располагаемый в полости коллектора, одновременно при изготовлении воротничка изготавливают на наружной поверхности коллектора лунку вокруг отверстия коллектора, далее надевают на концы каждой трубки выполненные из припоя кольца и вводят концы каждой трубки в воротнички коллекторов до упора каждого кольца припоя в поверхность лунки коллектора, после чего жестко соединяют пайкой трубки колонок с воротничками коллекторов путем нагревания в индукторе контактных поверхностей коллектора и трубки в зоне расположения кольца припоя.
В способе сначала соединяют одни концы трубок колонок с воротничками одного коллектора, а затем соединяют другие концы трубок колонок с воротничками другого коллектора.
В способе соединяют одни концы трубок с воротничками одного коллектора и другие концы трубок с воротничками другого коллектора одновременно.
В способе пробой каждого отверстия в стенке коллектора, формовку воротничка и калибровку его внутренней поверхности осуществляют инструментом за один проход.
В способе используют разрезные или цельные кольца припоя.
В способе устанавливают каждое кольцо припоя на конце трубки колонки с натягом так, чтобы кольцо припоя за счет сил его упругости прижималось к поверхности калиброванного конца трубки колонки.
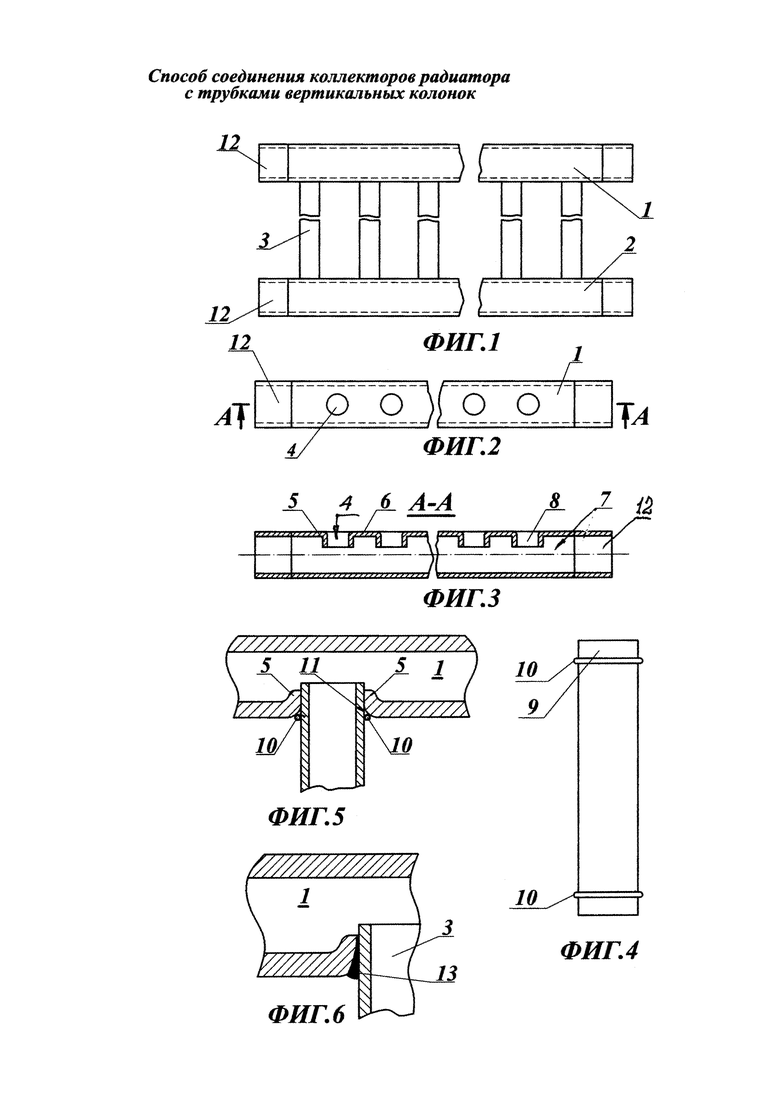
На фиг. 1 показана схема радиатора.
На фиг. 2 показана заготовка коллектор радиатора с пробитыми в его стенке отверстиями.
На фиг. 3 - разрез коллектора по А-А на фиг. 2.
На фиг. 4 - трубка колонки с надетыми на ее концы кольцами припоя.
На фиг. 5 - схема расположения коллектора, кольца припоя и трубки колонки радиатора перед операцией пайки.
На фиг. 6 показано место соединения коллектора с трубкой колонки радиатора с отвержденным в лунке коллектора припоем после операции пайки.
Способ соединения трубчатых коллекторов 1 и 2 радиатора с трубками 3 вертикальных колонок радиатора (фиг. 1) характеризуется последовательностью выполнения следующих нижеизложенных действий.
Известным инструментом (не показан) известным путем выполняют отверстия 4 в стенках трубчатых коллекторов 1 и 2 (фиг. 2). Инструмент выбирают таким образом, чтобы диаметр каждого отверстия 4 был меньше диаметра каждой трубки 3 трубчатой колонки. После выполнения отверстий 4 инструментом изготавливают в стенке каждого коллектора воротнички 5 (фиг. 3), вертикально направленные от стенки 6 каждого коллектора внутрь полости 7 коллектора, при этом ось каждого воротничка ориентируют под прямым углом к продольной оси коллектора.
Изготовление каждого воротничка 5 коллектора осуществляют путем пластической деформации края стенки коллектора, расположенного вокруг отверстия 4 по его периметру. Одновременно с изготовлением воротничка 5 образуется внутренняя цилиндрическая поверхность 8 каждого воротничка 5. Выполнение каждого отверстия 4 в каждом коллекторе и изготовление каждого воротничка 5 осуществляют одним инструментом. Аналогичным образом изготавливают второй коллектор радиатора. Способ предусматривает изготовление трубок 3 трубчатых колонок для реализации способа (фиг. 4). Для этого известным образом осуществляют подготовку к пайке наружных поверхностей 9 концов каждой трубки 3 колонки.
После выполнения указанных операций надевают на каждый конец каждой трубки 3 трубчатой колонки кольцо 10 припоя. Вводят под давлением калиброванные одни концы трубок 3 трубчатых колонок радиатора в калиброванные воротнички 5 коллектора 1, а другие калиброванные концы трубок колонок вводят под давлением в калиброванные воротнички 5 коллектора 2. Концы трубок 3 в воротнички 5 одного или двух коллекторов вводят последовательно или одновременно в сборочном устройстве (не показано).
Способ предусматривает использование разрезных колец 10 припоя с зазором между торцами кольца, а также использование цельных (не разрезных) колец 10 припоя. Способ предусматривает установку каждого кольца припоя на конце трубки колонки так, чтобы кольцо припоя за счет сил его упругости и за счет деформации прижималось к поверхности конца трубки колонки.
В способе при запрессовке конца трубки в воротничок 5 коллектора кольцо 10 припоя оказывается зажатым между поверхностью трубки 3 и поверхностью лунки 11 коллектора (фиг. 5), при этом кольцо припоя, посаженное на поверхность 9 конца трубки 3, плотно охватывает этот конец трубки.
Соединяют каждый коллектор радиатора контактной пайкой с трубчатыми колонками 3 путем нагревания в индукторе колец 10 припоя и соединяемых поверхностей 8 и 9 в зоне расположения колец 10.
Кольцо 10 припоя, зажатое между контактными соединяемыми поверхностями 8 и 9, эффективно и быстро расплавляется в процессе его нагревания места соединения. В процессе пайки соединяемых контактных поверхностей каждое кольцо 10 расплавляются и материал припоя сцепляется с поверхностями 8 и 9, при этом материал кольца 10 в расплавленном состоянии проникает в зазор соединения, расположенный между поверхностью 8 коллектора и поверхностью 9 конца трубки. Расплавленный материал припоя занимает положение, показанное на фиг. 6 зачерненной поверхностью. После отверждения расплавленного материала припоя в каждой лунке 11 коллектора и зазоре соединения (фиг. 5), в лунке 11 образуется дополнительный наружный воротничок 13 (фиг. 6) из отвержденного материала припоя. Материалом для припоя выбрана латунь, что не исключает использование для припоя других известных материалов. В этой связи предусмотрены иные варианты соединения коллекторов с колонками путем использования вместо колец 10 припоя различного рода металлических электропроводящих материалов. Основным свойством такого материала является его текучесть в расплавленном состоянии, что обеспечивает возможность затекания расплавленного материала в лунку 11, полученную при изготовлении воротничка 5 коллектора.
Существенно, что до выполнения операций соединения коллекторов 1 и 2 с трубками 3 (фиг. 1) с концами коллекторов 1 и 2 радиатора сначала соединяют резьбовые соединительные втулки 12, которые предназначены для соединения радиатора с трубами системы отопления.
В итоге, как показали испытания, данный способ соединения в сравнении со способом (в котором использована контактная сварка оплавлением соединяемых труб колонок с коллекторами) позволил получить соединение коллекторов с трубками радиатора без использования электросварки. Это позволило существенно сократить расход электроэнергии, число операций процесса соединения и упростить способ соединения коллекторов с трубками вертикальных колонок радиатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединительный элемент трубы регистра с коллектором в радиаторе отопления и способ сборки радиатора с его использованием | 2020 |
|
RU2746908C1 |
| СОЕДИНЕНИЕ ТРУБ ПОД УГЛОМ ДРУГ К ДРУГУ И СПОСОБ ОСУЩЕСТВЛЕНИЯ СОЕДИНЕНИЯ | 2017 |
|
RU2715514C2 |
| БИМЕТАЛЛИЧЕСКИЙ РАДИАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2662937C1 |
| ТРУБЧАТАЯ КАМЕРА СГОРАНИЯ РАКЕТНОГО ДВИГАТЕЛЯ С РЕГЕНЕРАТИВНЫМ ОХЛАЖДЕНИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕЕ ОХЛАЖДАЮЩЕГО ТРАКТА | 2004 |
|
RU2267634C1 |
| ДВИГАТЕЛЬ И СПОСОБ СБОРКИ КАМЕРЫ СГОРАНИЯ РАКЕТНОГО ДВИГАТЕЛЯ | 2004 |
|
RU2267635C1 |
| Радиатор для самолета | 1927 |
|
SU12027A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА ПАЯНЫХ ТРУБОК ПРИ ИЗГОТОВЛЕНИИ РАДИАТОРОВ И ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2238531C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБЫ С ПЛАСТИНАМИ ТЕПЛООБМЕННИКА И ПЛАСТИНА ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 2014 |
|
RU2557825C1 |
| Трубчатый радиатор | 2022 |
|
RU2779677C1 |
| СПОСОБ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ | 2004 |
|
RU2305615C2 |
Изобретение относится к способу соединения коллекторов радиатора с трубками вертикальных колонок. В стенках трубчатых коллекторов выполняют отверстия с расположенными вокруг них воротничками. Изготавливают трубки вертикальных колонок и соединяют концы трубок колонок с воротничками коллекторов. Каждое отверстие в каждом коллекторе изготавливают с диаметром, меньшим диаметра воротничка. Путем пластической деформации стенки коллектора вокруг отверстия коллектора выдавливают стенку внутрь коллектора и изготавливают вокруг отверстия воротничок из стенки коллектора. Каждый воротничок располагают в полости коллектора. Надевают на концы каждой трубки выполненные из припоя кольца и вводят концы трубки в воротнички коллекторов так, чтобы кольцо контактировало с поверхностью лунки и трубки. Соединяют контактные поверхности концов трубок колонок с воротничками коллекторов пайкой путем нагревания в индукторе контактных поверхностей коллектора и трубки в зоне расположения кольца из припоя. В результате, упрощается способ соединения коллекторов радиатора с трубками колонок. 6 з.п. ф-лы, 6 ил.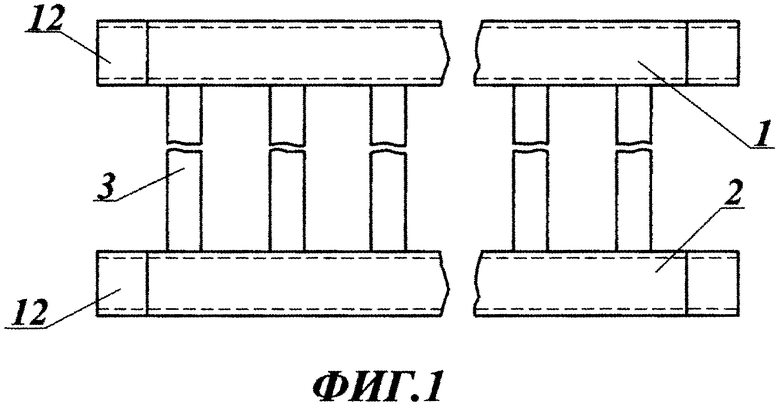
1. Способ соединения коллекторов радиатора с трубками вертикальных колонок, включающий выполнение операций изготовления в стенках трубчатых коллекторов отверстий с расположенными вокруг них воротничками, изготовление трубок вертикальных колонок и жесткое соединение концов трубок колонок с воротничками коллекторов, отличающийся тем, что каждое отверстие в каждом коллекторе изготавливают с диаметром, меньшим внутреннего диаметра воротничка, затем путем пластической деформации стенки коллектора выдавливают внутрь коллектора вокруг каждого отверстия воротничок, располагаемый в полости коллектора, одновременно при изготовлении воротничка изготавливают на наружной поверхности коллектора лунку вокруг отверстия коллектора, далее надевают на концы каждой трубки выполненные из припоя кольца и вводят концы каждой трубки в воротнички коллекторов до упора каждого кольца из припоя в поверхность лунки коллектора, после чего жестко соединяют пайкой трубки колонок с воротничками коллекторов путем нагревания в индукторе контактных поверхностей коллектора и трубки в зоне расположения кольца из припоя.
2. Способ по п. 1, отличающийся тем, что сначала соединяют одни концы трубок колонок с воротничками одного коллектора, а затем соединяют другие концы трубок колонок с воротничками другого коллектора.
3. Способ по п. 1, отличающийся тем, что соединяют одни концы трубок с воротничками одного коллектора и другие концы трубок с воротничками другого коллектора одновременно.
4. Способ по п. 1, отличающийся тем, что пробой каждого отверстия в стенке коллектора, изготовление воротничка и лунки осуществляют инструментом за один проход.
5. Способ по п. 1, отличающийся тем, что в качестве колец из припоя используют разрезные кольца.
6. Способ по п. 1, отличающийся тем, что в качестве колец из припоя используют цельные кольца.
7. Способ по п. 1, отличающийся тем, что устанавливают каждое кольцо из припоя на конце трубки колонки с натягом так, чтобы кольцо из припоя за счет сил его упругости и за счет деформации плотно прижималось к поверхности конца трубки колонки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ РАДИАТОРОВ И СВАРОЧНОЕ УСТРОЙСТВО | 2011 |
|
RU2495736C2 |
| СПОСОБ СВАРКИ ПЛОСКИХ ПАНЕЛЕЙ С КОЛЛЕКТОРНОЙ ТРУБОЙ | 2008 |
|
RU2374054C1 |
| СПОСОБ СВАРКИ РАДИАТОРОВ | 0 |
|
SU172414A1 |
| US 2006006148 A1, 12.01.2006. | |||

