УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение в целом относится к роботизированным производственным операциям, в частности к размещению рабочего органа, прикрепленного к роботизированной руке, для осуществления производственных прикладных задач. Еще конкретнее, настоящее изобретение относится к способу и устройству для точного размещения роботизированного рабочего органа на заготовках, имеющих отклонения в целевых местоположениях.
В производственных прикладных задачах, включающих управление устройств с роботизированной рукой, необходимо точно установить роботизированный манипулятор или рабочий орган по отношению к заготовкам, в отношении которой необходимо выполнять любые операции. Многие прикладные задачи, которые используют устройства с роботизированной рукой, предполагают детерминированный подход для размещения и управления ориентацией роботизированного устройства. Этот детерминированный подход предполагает, что условия на роботизированном производственном участке должны быть постоянными, а управление движением роботизированного устройства будет всегда обеспечивать одни и те же результаты для каждой новой заготовки.
Однако для некоторых прикладных задач, в частности для прикладных задач, относящихся к большим деталям, детерминированные допущения о постоянном гибком автоматизированном участке и параметрах заготовки обычно не являются допустимыми. Например, изменение условий окружающей среды, например тепловое расширение и/или сжатие заготовки, часто приводит к изменениям в целевых местоположениях на заготовке. Для этих областей применения роботизированных устройств, в которых могут изменяться целевые местоположения на заготовке, сложно достигнуть точного выравнивания рабочего органа с элементами заготовки.
В ситуациях, в которых для точного выравнивания рабочего органа с элементом на заготовке необходима операция, например вставка приспособления в отверстие для измерительных типов задач, неправильное размещение рабочего органа может вызвать повреждение рабочего органа и/или заготовки. При возникновении неправильного размещения рабочего органа должна быть остановлена любая автоматизированная задача, выполняемая роботизированным устройством. Часто для решения проблемы необходимо вмешательство оператора-человека.
В стандартных прикладных задачах по управлению роботизированными устройствами, включающих точное размещение рабочего органа рядом с элементом заготовки, нарушение выравнивания потребовало бы от оператора остановки программы управления роботизированным устройством для осуществления регулировок местоположения заготовки или роботизированного устройства, а в дальнейшем перезапустить управляющую программу. Несмотря на это прерывание, регулировка и перезапуск подхода, включающего вмешательство человека, позволят завершить задачу, что является очень неэффективным.
В более адаптивных прикладных задачах для решения проблем нарушения выравнивания использовались видеосистемы. Видеосистемы обычно включают перемещение рабочего органа с прикрепленной к нему камерой в местоположении элемента. Камера получает изображение интересуемой области. Управляющая система идентифицирует правильный элемент на изображении и вычисляет локальное смещение, необходимое для перемещения рабочего органа в правильное местоположение. Роботизированное устройство в дальнейшем перемещает рабочий орган в правильное местоположение путем осуществления еще одного перемещения роботизированного устройства.
Видеосистемы могут хорошо функционировать в отношении заготовки при постоянном внешнем виде поверхности и при строго контролируемых условиях освещенности. Однако видеосистемы также могут иметь высокую стоимость, и их может быть сложно встроить в существующие роботизированные системы. Кроме того, видеосистемы частот требуют существенной степени первоначальной и постоянной калибровки, а также требуют специализированное техническое обеспечение.
Еще одним типом существующих решений являются системы наружных камер. Системы наружных камер вместо самого роботизированного устройства используют одну или более наружных камер или другие датчики, расположенные в среде. В прикладных задачах с системами внешних камер измеряют относительное местоположение и ориентацию рабочего органа относительно элемента. Однако, аналогично другим видеосистемам, системы наружных камер сильно зависят от постоянного внешнего вида поверхности и четко контролируемых условий освещенности.
Системы для оптического захвата движений представляют собой разновидность вышеописанной системы внешних камер. Системы для оптического захвата движений используют светоотражающие метки, размещенные на рабочем органе и заготовке. Светоотражающие метки решают некоторые из проблем освещенности, имеющиеся в других системах камер, так что системы для оптического захвата движений не зависят от внешнего вида поверхности или условий освещенности окружающей среды. Однако, как и в видеосистемах других типов, системы для оптического захвата движений имеют проблемы, связанные с первоначальной калибровкой и специальным техническим обеспечением, и обычно имеют очень высокую стоимость.
Специальные устройства для измерения координат (СММ) представляют собой устройства портального типа, используемые для множества различных измерительных задач. Однако устройства для измерения координат (СММ) обычно представляют собой большие и тяжелые устройства с ограниченными рабочими объемами. Использование устройств для измерения координат (СММ) для осуществления операций в отношении больших или сложных заготовок может быть сложным и времязатратным.
Таким образом, необходимо разработать способ и устройство, которые решают по меньшей мере некоторые из вышеописанных проблем, а также другие возможные проблемы.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В одном из иллюстративных примеров устройство содержит многоосевой податливый рабочий орган для прикрепления к роботизированному устройству. Рабочий орган содержит податливый контактный датчик. Податливый контактный датчик выполнен с возможностью определения, посредством контакта, фактического местоположения элемента заготовки. Рабочий орган дополнительно содержит по меньшей мере одно сочленение, обеспечивающее поступательное перемещение, и по меньшей мере одно вращательное сочленение, связанное с податливым контактным датчиком. По меньшей мере одно сочленение обеспечивающее поступательное перемещение и по меньшей мере одно вращательное сочленение выполнены с возможностью пассивного выравнивания податливого контактного датчика с элементом заготовки.
Еще в одном иллюстративном примере предложен способ автоматического выполнения операции в отношении заготовки с использованием многоосевого податливого рабочего органа для прикрепления к роботизированному устройству. Способ включает размещение рабочего органа в номинальном местоположении элемента заготовки, в отношении которого необходимо выполнить операцию. Способ дополнительно включает введение рабочего органа в контакт с элементом заготовки для пассивного выравнивания рабочего органа с элементом заготовки. Способ дополнительно включает выполнение операции в отношении элемента заготовки в ответ на выравнивание рабочего органа с указанным элементом заготовки.
Еще в одном иллюстративном примере предложен компьютерный программный продукт для автоматического выполнения операции в отношении заготовки с использованием многоосевого податливого рабочего органа для прикрепления к роботизированному устройству. Компьютерный программный продукт содержит компьютерочитаемый носитель. Компьютерный программный продукт содержит первый программный код, хранящийся на компьютерочитаемом носителе, для размещения рабочего органа в номинальном местоположении элемента заготовки, в отношении которого необходимо выполнить операцию. Компьютерный программный продукт дополнительно содержит второй программный код, хранящийся на компьютерочитаемом носителе, для введения рабочего органа в контакт с элементом заготовки с обеспечением пассивного выравнивания рабочего органа с элементом заготовки. Компьютерный программный продукт дополнительно содержит третий программный код, хранящийся на компьютерочитаемом носителе, для выполнения операции в отношении элемента заготовки в ответ на выравнивание рабочего органа с указанным элементом заготовки.
Указанные элементы и функции могут быть реализованы независимо друг от друга в различных примерах согласно настоящему изобретению или могут быть объединены еще в одних примерах, дополнительные сведения о которых можно найти по ссылке на приведенные далее описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Новые признаки, считаемые характеристикой иллюстративных примеров, заданы в пунктах прилагаемой формулы изобретения. Однако иллюстративные примеры, а также предпочтительный режим использования, дополнительные задачи и их признаки, будут наилучшим образом понятны со ссылкой на приведенное далее подробное описание иллюстративного примера настоящего изобретения при прочтении с использованием прилагаемых чертежей.
На ФИГ. 1 показана система сбора данных, изображенная в виде структурной схемы, в соответствии с иллюстративным примером.
На ФИГ. 2 показан перспективный вид роботизированного устройства, содержащего прикрепленный к нему блок рабочего органа, в соответствии с иллюстративным примером.
На ФИГ. 3 показан вид ортогональной проекции блока рабочего органа в соответствии с иллюстративным примером.
На ФИГ. 4 показан вид в разрезе блока рабочего органа в соответствии с иллюстративным примером.
На ФИГ. 5 показан покомпонентный ортогональный вид части узла блока рабочего органа, содержащего измерительный датчик, в соответствии с иллюстративным примером.
На ФИГ. 6 показан покомпонентный вид ортогональной проекции части узла блока рабочего органа, содержащего опору, в соответствии с иллюстративным примером.
На ФИГ. 7 показан покомпонентный вид ортогональной проекции части узла блока рабочего органа, содержащего основной корпус, в соответствии с иллюстративным примером.
На ФИГ. 8 показан перспективный вид узел рабочего органа в соответствии с иллюстративным примером.
На ФИГ. 9 показан увеличенный вид ортогональной проекции узел рабочего органа в соответствии с иллюстративным примером.
На ФИГ. 10 показан вид в разрезе узла рабочего органа в соответствии с иллюстративным примером.
На ФИГ. 11 показан вид в разрезе пассивно податливого блока рабочего органа с нарушением углового выравнивания с заготовкой в соответствии с иллюстративным примером.
На ФИГ. 12 показан вид в разрезе для пассивного выравнивания пассивно податливого блока рабочего органа с заготовкой с нарушением углового выравнивания в соответствии с иллюстративным примером.
На ФИГ. 13 показан вид в разрезе пассивно податливого блока рабочего органа в положении сближения с отверстием относительно заготовки в соответствии с иллюстративным примером.
На ФИГ. 14 показан вид в разрезе для пассивного выравнивания податливого блока рабочего органа с заготовкой с нарушением углового выравнивания в соответствии с иллюстративным примером.
На ФИГ. 15 показано первое изображение в группе видов в разрезе пассивно податливого рабочего органа, выполняющего операцию, в соответствии с иллюстративным примером.
На ФИГ. 16 показано второе изображение в группе видов в разрезе пассивно податливого рабочего органа, выполняющего операцию, в соответствии с иллюстративным примером.
На ФИГ. 17 показано третье изображение в группе видов в разрезе пассивно податливого рабочего органа, выполняющего операцию, в соответствии с иллюстративным примером.
На ФИГ. 18 показано четвертое изображение в группе видов в разрезе пассивно податливого рабочего органа, выполняющего операцию, в соответствии с иллюстративным примером.
На ФИГ. 19 показано пятое изображение в группе видов в разрезе пассивно податливого рабочего органа, выполняющего операцию в соответствии с иллюстративным примером.
На ФИГ. 20 показано шестое изображение в группе видов в разрезе пассивно податливого рабочего органа, выполняющего операцию, в соответствии с иллюстративным примером.
На ФИГ. 21 показано седьмое изображение в группе видов в разрезе пассивно податливого рабочего органа, выполняющего операцию, в соответствии с иллюстративным примером.
На ФИГ. 22 показано восьмое изображение в группе видов в разрезе пассивно податливого рабочего органа, выполняющего операцию, в соответствии с иллюстративным примером.
На ФИГ. 23 показано двумерное изображение блока рабочего органа в соответствии с иллюстративным примером.
На ФИГ. 24 показан вид ортогональной проекции для осуществления процесса поиска просвета для выдвижения в соответствии с иллюстративным примером.
На ФИГ. 25 показан вид ортогональной проекции для осуществления процесса поиска просвета для втягивания в соответствии с иллюстративным примером.
На ФИГ. 26 показан процесс выполнения операции по измерению толщины в элементе заготовки с использованием пассивно податливого рабочего органа в соответствии с иллюстративным примером.
На ФИГ. 27 показана система обработки данных в виде структурной схемы в соответствии с иллюстративным примером.
На ФИГ. 28 показана блок-схема способа изготовления и обслуживания летательного аппарата в соответствии с иллюстративным примером.
На ФИГ. 29 показана структурная схема летательного аппарата, в котором может быть реализован иллюстративный пример.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Иллюстративные примеры принимают в расчет различные принципы. Например, иллюстративные примеры принимают в расчет, что может быть необходимо осуществить различные производственные прикладные задачи, привлекающие оператора роботизированного устройства. Кроме того, иллюстративные примеры учитывают то, что может быть необходимо разработать способ и устройство для точного размещения роботизированного устройства по отношению к заготовке и выполнять в отношении них производственные операции. В частности, иллюстративные примеры учитывают то, что может быть необходимо разработать способ и устройство для точного размещения роботизированного устройства по отношению к большим заготовкам, таким как изготавливаемые компоненты самолета, а также точного измерения толщины отверстия или выреза.
Таким образом, в иллюстративных примерах предложены способ и устройство, которые позволяют выровнять рабочий орган с элементами заготовки в ситуациях, в которых между номинальными местоположениями заготовок и элементов заготовки и фактическими местоположениями заготовок и элементов заготовки имеются потенциальные различия. Эта способность обеспечивает возможность повторного использования программ по траектории роботизированного устройства без необходимости в перепрограммировании роботизированного устройства, что применяется в ситуациях, в которых разрешен выравнивающий контакт с заготовкой.
В иллюстративных примерах предложен податливый самовыравнивающийся роботизированный рабочий орган для прикрепления к роботизированной руке или раме, что позволяет системе компенсировать отклонения фактического местоположения элемента из номинального значения. Рабочий орган использует поворотные или поступательные податливые элементы для обеспечения возможности надлежащего выравнивания с заготовками и элементами заготовки, даже когда точное местоположение элементов точно не известно. Рабочий орган точно осуществляет измерения толщины поверхности, связанные с отверстиями, щелевыми отверстиями или вырезами иных типов, в особенности для больших объектов.
Таким образом, рабочий орган согласно иллюстративным примерам и процесс управления обеспечивают компенсационный способ выравнивания, который позволяет программе управления роботизированным устройством, разработанной для номинальных местоположений элементов, допускать от малых до среднеразмерных отклонений от номинальных значений в заготовках и в части местоположений элементов.
В иллюстративных примерах предложен рабочий орган, который использует податливую конструкцию, содержащую многочисленные встроенные сочленения, обеспечивающее поступательное перемещение, вращательные сочленения, а также магнитные фиксаторы, которые позволяют рабочему органу пассивно адаптироваться к неидеальным условиям и которые все еще выполняют запрограммированную операцию. Эта адаптивность позволяет использовать приложения для роботизированных устройств, разработанных для номинальных местоположений элементов, которые следует использовать в ситуациях, касающихся допустимых различий в местоположении, без необходимости в перепрограммировании траектории роботизированного устройства или без необходимости в остановке программы движений для осуществления регулировок местоположения заготовки или роботизированного устройства частично через завершенную программу.
В иллюстративных примерах предложен рабочий орган с податливым поступательным движением в трех направлениях, а также податливым движением с волномерным вращением рабочего органа. Многочисленные встроенные сочленения, обеспечивающее поступательное перемещение, вращательные сочленения, магнитные фиксаторы и датчики обеспечивают возможность самовыравнивания элемента рабочего органа, а также компенсации бокового перемещения рабочего органа за установленные пределы оператором роботизированного устройства. Вместе эти элементы позволяют рабочему органу получать точные результаты измерения толщины отверстия даже при расцентровке рабочего органа.
В иллюстративных примерах дополнительно предложен способ управления рабочим органом, имеющим множество уровней обнаружения ошибок, а также предложены способы восстановления для измерительных прикладных задач с большими различиями. Способы обнаружения ошибок и восстановления позволяют системе работать с минимальным вмешательством человека. В ситуациях с большим нарушением выравнивания (где датчики контактируют с поверхностью во время фазы проверки степени выравнивания вместо прохождения в отверстие) контроллер приложений осуществляет схему поиска для расположения отверстия. Контроллер приложений в дальнейшем выдает измерение смещения на управляющее приложение для повторного центрирования местоположения, а в дальнейшем приступает к измерительному процессу.
На чертежах, в частности на ФИГ. 1, показана структурная схема системы сбора данных в соответствии с иллюстративным примером. В данном иллюстративном примере система 100 сбора данных может быть использована для получения информации о заготовке.
Как показано, система 100 сбора данных содержит роботизированное устройство 102. Роботизированное устройство 102 может быть выполнено с возможностью перемещения блока 104 рабочего органа. В частности, роботизированное устройство 102 может быть использовано для размещения блока 104 рабочего органа относительно поверхности заготовки.
В одном из иллюстративных примеров роботизированное устройство 102 содержит соответствующую роботизированную руку. В данном примере блок 104 рабочего органа выполнен с возможностью прикрепления к роботизированной руке, связанной с роботизированным устройством 102.
Когда один из компонентов «связан» с другими компонентом, как использовано в данном документе, в показанных примерах эта связь представляет собой физическую связь. Например, можно считать, что первый компонент, такой как роботизированная рука, связан со вторым компонентом, таким как роботизированное устройство 102, путем его прикрепления ко второму компоненту, соединения со вторым компонентом посредством связующего, скрепления со вторым компонентом, соединения посредством сварки со вторым компонентом, соединения со вторым компонентом посредством крепежного элемента, магнитного прикрепления ко второму компоненту и/или соединения со вторым компонентом некоторым другим подходящим образом. В некоторых случаях можно считать, что первый компонент связан со вторым компонентом путем его соединения со вторым компонентом посредством третьего компонента. Кроме того, можно считать, что первый компонент связан со вторым компонентом путем его формирования в качестве части второго компонента и/или в качестве продолжения второго компонента.
Как показано, система 100 сбора данных содержит контроллер 106 для управления роботизированным устройством. Контроллер 106 для управления роботизированным устройством может быть выполнен с возможностью управления перемещением роботизированного устройства 102. В частности, контроллер 106 для управления роботизированным устройством может быть использован для управления роботизированным устройством 102 с обеспечением размещения блока 104 рабочего органа относительно поверхности заготовки.
Как показано, система 100 сбора данных содержит контроллер 108 для управления сбором данных. Контроллер 108 для управления сбором данных может быть выполнен с возможностью управления работой блока 104 рабочего органа. В частности, контроллер 108 для управления сбором данных может быть использован для управления работой блока 104 рабочего органа для получения информации о заготовке.
В одном из иллюстративных примеров контроллер 108 для управления сбором данных представляет собой модуль для получения данных о заготовке. В данном иллюстративном примере контроллер 108 для управления сбором данных сам не исполняет свои собственные управляющие программы. Вместо этого контроллер 108 для управления сбором данных выдает необработанные входные/выходные данные на контроллер 106 для управления роботизированным устройством и/или контроллером 114 приложений.
В одном из иллюстративных примеров контроллер 108 для управления сбором данных представляет собой модуль, которым можно управлять контроллером 106 для управления роботизированным устройством или который встроен в контроллер 106 для управления роботизированным устройством. Таким образом, контроллер 108 для управления сбором данных может представлять собой модуль, который имеет связь непосредственно с контроллером 106 для управления роботизированным устройством.
Еще в одном иллюстративном примере управление контроллером 108 для управления сбором данных может осуществляться контроллером 114 приложений. Таким образом, контроллер 108 для управления сбором данных может быть связан посредством интерфейса с блоком 104 рабочего органа через контроллер 114 приложений.
В данном иллюстративном примере система 100 сбора данных содержит контроллер 106 для управления роботизированным устройством, контроллер 108 для управления сбором данных и контроллер 114 приложений. По меньшей мере один из контроллера 106 для управления роботизированным устройством, контроллера 108 для управления сбором данных и контроллера 114 приложений может быть реализован с использованием программного обеспечения, аппаратных средств, прошивки или их комбинации. При использовании программного обеспечения операции, выполняемые контроллером 106 для управления роботизированным устройством, контроллером 108 для управления сбором данных и контроллером 114 приложений, могут быть реализованы с использованием, например, без ограничения, программного кода, выполненного с возможностью исполнения на процессорном блоке. При использовании прошивки операции, выполняемые контроллером 106 для управления роботизированным устройством и контроллером 108 для управления сбором данных, могут быть реализованы с использованием, например, без ограничения, программного кода и данных, хранящихся в постоянной памяти, для исполнения на процессорном блоке.
При использовании аппаратных средств, такие аппаратные средства могут содержать одну или более схем, которые работают для осуществления операций, выполняемых контроллером 106 для управления роботизированным устройством и контроллером 108 для управления сбором данных. В зависимости от реализации аппаратные средства могут принимать форму системы схем, интегральной схемы, специализированной интегральной схемы (ASIC), программируемого логического устройства или аппаратного устройства некоторого иного подходящего типа, выполненного с возможностью осуществления любого количества операций.
Программируемое логическое устройство может быть выполнено с возможностью осуществления конкретных операций. Устройство может быть по умолчанию выполнено с возможностью осуществления этих операций или может быть выполнено с возможность его перенастраивания. Программируемое логическое устройство может принимать форму, например, без ограничения, программируемой логической матрицы, программируемой матричной логической схемы, логической матрицы с эксплуатационным программированием, вентильной матрицы с эксплуатационным программированием или программируемого аппаратного устройства некоторого иного типа.
Как использовано в данном документе, фраза «по меньшей мере один из», при ее использовании с перечнем элементов, означает, что могут быть использованы различные комбинации из одного или более из перечисленных элементов, но может быть необходим только один из этих элементов в указанном перечне. Элемент может представлять собой конкретный объект, предмет, этап, операцию, процесс или категорию. Другими словами, фраза «по меньшей мере один из» означает, что могут быть использованы любая комбинация элементов или некоторое количество элементов из перечня, но не все из этих элементов в перечне могут быть необходимы.
Например, без ограничения, «по меньшей мере один из объекта А, объекта В или объекта С» или «по меньшей мере один из объекта А, объекта В и объекта С» может означать объект А, объект А и объект В, объект В, объект А, объект В и объект С, объект В и объект С или их некоторую другую подходящую комбинацию. В некоторых случаях «по меньшей мере один из объекта А, объекта В или объекта С» или «по меньшей мере один из объекта А, объекта В и объекта С» может означать, но без ограничения, два объекта А, один объект В и десять объектов С, четыре объекта В и семь объектов С или какую-либо другую подходящую комбинацию.
В данном иллюстративном примере система 100 сбора данных содержит блок 104 рабочего органа. Блок 104 рабочего органа выполнен с возможностью прикрепления к роботизированному устройству 102. В данном иллюстративном примере блок 104 рабочего органа выполнен с возможностью прикрепления к роботизированной руке, связанной с роботизированным устройством 102.
Блок 104 рабочего органа выполнен с возможностью получения информации о заготовке. Информация может представлять собой, например, информацию, касающуюся физической характеристики заготовки, а также размера заготовки. В одном из иллюстративных примеров блок 104 рабочего органа выполнен с возможностью измерения толщины заготовки.
В одном из иллюстративных примеров блок 104 рабочего органа является пассивно податливым. Пассивная податливость блока 104 рабочего органа позволяет блоку 104 рабочего органа адаптироваться к неидеальным условиям и все еще выполнять запрограммированные управляющие инструкции из контроллера 108 для управления сбором данных. Способность адаптироваться к неидеальным условиям позволяет контроллеру 108 для управления сбором данных адаптировать приложения для роботизированных устройств, разработанные для номинальных местоположений элементов заготовки в заготовке, к ситуациям, включающим умеренные различия в местоположении элемента заготовки. Приложения для роботизированных устройств могут быть адаптированы без необходимости в перепрограммировании контроллера 106 для управления роботизированным устройством для другой траектории или в осуществления регулировок местоположения заготовки или роботизированного устройства частично через завершенную программу.
В одном из иллюстративных примеров пассивную податливость блока 104 рабочего органа реализуют через многочисленные поступательные и вращательные сочленения, встроенные в блок 104 рабочего органа. В иллюстративном примере поступательные и вращательные сочленения содержат магнитные фиксаторы и пружины, которые позволяют блоку 104 рабочего органа пассивно адаптироваться к неидеальным условиям и все еще выполнять запрограммированные управляющие инструкции из контроллера 108 для управления сбором данных. Во время пассивного податливого движения датчики 112 используют для обнаружения или определения контакта и сдвигов, которые в дальнейшем передают на контроллер 106 для управления роботизированным устройством.
Блок 104 рабочего органа содержит несколько компонентов. Как показано, блок 104 рабочего органа содержит измерительный датчик 110 и чувствительные элементы 112.
Измерительный датчик 110 представляет собой аппарат, выполненный с возможностью получения информации о заготовке. В одном из иллюстративных примеров измерительный датчик 110 представляет собой приводимый в действие линейный измерительный датчик, выполненный с возможностью точного измерения толщины поверхности заготовки в конкретном местоположении.
В одном из иллюстративных примеров измерительный датчик 110 выполнен с возможностью контакта с заготовкой. Измерительный датчик 110 может быть податливым при контакте, что обеспечивает возможность легкого контакта с заготовкой без повреждения блока 104 рабочего органа или заготовки. Блок 104 рабочего органа выполнен с возможностью шарнирного поворота в ответ на контакт и с возможностью последующего возврата в свою первоначальную конфигурацию после выхода из контакта.
Чувствительные элементы 112 выполнены с возможностью обнаружения контакта между измерительным датчиком 110 и заготовкой. Обнаружение контакта между измерительным датчиком 110 и заготовкой обеспечивает возможность выравнивания при контакте измерительного датчика 110 с элементом заготовки. Выравнивание при контакте измерительного датчика 110 позволяет роботизированному устройству 102 адаптироваться к неидеальным условиям, включающим позиционные различия между номинальными местоположениями элементов заготовки и фактическими местоположениями элементов заготовки без необходимости в перепрограммировании контроллера 106 для управления роботизированным устройством на другую траекторию или осуществлении регулировок местоположения заготовки или роботизированного устройства частично через завершенную программу.
Как показано, система 100 сбора данных содержит контроллер 114 приложений. В одном из иллюстративных примеров контроллер 114 приложений реализуют в компьютерной системе, образованной из одного компьютера или многочисленных компьютеров, которые имеют связь друг с другом. В одном из иллюстративных примеров инструкции или код для осуществления этапов, осуществляемых контроллером 114 приложений, могут быть сохранены в памяти компьютерной системы и могут быть реализованы одним или более процессорами в компьютерной системе.
В данном иллюстративном примере контроллер 114 приложений имеет связь посредством интерфейса с контроллером 106 для управления роботизированным устройством и контроллером 108 для управления сбором данных. Пользователь может взаимодействовать с контроллером 106 для управления роботизированным устройством и/или контроллером 108 для управления сбором данных через пользовательский интерфейс 116 контроллера 114 приложений.
Изображение системы 100 сбора данных, показанной на ФИГ. 1, не означает введение физических или конструктивных ограничений способом, которым может быть реализован иллюстративный пример. В дополнение к показанным компонентам или вместо них могут быть использованы и другие компоненты. Некоторые компоненты могут быть необязательными. Кроме того, блоки представлены для иллюстрации некоторых функциональных компонентов. При реализации в иллюстративном примере один или более из этих блоков могут быть объединены и/или разделены на различные блоки.
Например, в некоторых случаях контроллер 108 для управления сбором данных может быть реализован в качестве части контроллера 106 для управления роботизированным устройством или контроллера 114 приложений. В некоторых случаях контроллер 114 приложений и контроллер 108 для управления сбором данных могут быть реализованы в качестве части контроллера 106 для управления роботизированным устройством.
На ФИГ. 2 показан перспективный вид роботизированного устройства, содержащего прикрепленный к нему блок рабочего органа, в соответствии с иллюстративным примером. Роботизированное устройство 202 может представлять собой пример физической реализации роботизированного устройства 102, показанного в блочной форме на ФИГ. 1.
В одном из иллюстративных примеров роботизированное устройство 202 может быть выполнено с возможностью перемещения блока рабочего органа 204. В частности, роботизированное устройство 202 может быть использовано для размещения блока 204 рабочего органа относительно поверхности заготовки. Как показано, роботизированное устройство 202 содержит роботизированную руку.
В данном иллюстративном примере блок 204 рабочего органа выполнен с возможностью прикрепления к роботизированному устройству 202. Блок 204 рабочего органа, показанный на ФИГ. 2, может представлять собой пример физической реализации блока 104 рабочего органа, показанного в блочной форме на ФИГ. 1. Блок 204 рабочего органа выполнен с возможностью получения информации о заготовке.
В одном из иллюстративных примеров блок 204 рабочего органа является пассивно податливым. Блок 204 рабочего органа может адаптироваться к неидеальным условиям, включающим умеренные различия в местоположениях заготовок и элементов заготовки. Способность адаптироваться к неидеальным условиям позволяет блоку 204 рабочего органа адаптироваться к небольшим различиям в местоположениях заготовок и элементов заготовки без перепрограммирования роботизированного устройства 202 в другую траекторию или осуществление регулировок местоположения в отношении роботизированного устройства 202.
В одном из иллюстративных примеров блок 204 рабочего органа содержит измерительный датчик 206. Измерительный датчик 206, показанный на ФИГ. 2, может представлять собой пример физической реализации измерительного датчика 110, показанного в блочной форме на ФИГ. 1. В данном иллюстративном примере блок 204 рабочего органа выполнен податливым к контакту, что обеспечивает возможность легкого контакта с заготовкой без повреждения блока 204 рабочего органа или заготовки.
Измерительный датчик 206 выполнен с возможностью контакта с заготовкой. В данном иллюстративном примере измерительный датчик 206 выполнен с возможностью его выравнивания при контакте с заготовками и элементами заготовки. Выравнивание при контакте измерительного датчика 206 позволяет блоку 204 рабочего органа адаптироваться к неидеальным условиям, включающим различия в местоположении, без перепрограммирования роботизированного устройства 202.
На ФИГ. 3 показан вид ортогональной проекции блока рабочего органа в соответствии с иллюстративным примером. На ФИГ. 3 показан увеличенный вид блока 204 рабочего органа, показанного на ФИГ. 2.
Как показано, блок 204 рабочего органа содержит измерительный датчик 206, основной корпус 302 и опорный узел 304. Измерительный датчик 206 установлен в основном корпусе 302 и опорном узле 304. Опорный узел 304 связан с основным корпусом 302 таким образом, что опорный узел 304 и измерительный датчик 206 являются пассивно податливыми, что позволяет блоку 204 рабочего органа адаптироваться к неидеальным местоположениям элементов заготовки.
На ФИГ. 4 показан вид в разрезе блока рабочего органа в соответствии с иллюстративным примером. Как показано, на ФИГ. 4 показан вид блока 204 рабочего органа в разрезе, выполненном вдоль линии 306, показанной на ФИГ. 3.
Как показано, блок 204 рабочего органа содержит соединительную пластину 402. Соединительная пластина 402 соединяет блок 204 рабочего органа с роботизированным устройством 202, показанным на ФИГ. 2. В одном из иллюстративных примеров соединительная пластина 402 содержит разрывное соединение 404 на основе микропереключателя для обнаружения рассоединения между соединительной пластиной 402 и магнитным разрывным соединением 410. В одном из иллюстративных примеров разрывное соединение 404 на основе микропереключателя активирует состояние аварийного останова в тот момент, когда элемент безопасности в случайной соединительной пластине 402 становится отсоединенным от магнитного разрывного соединения 410.
Соединительная пластина 402 содержит встроенные магниты 406 и кинематические позиционирующие устройства 408. Встроенные магниты 406 и кинематические позиционирующие устройства 408 точно соединяют магнитное разрывное соединение 410 с соединительной пластиной 402.
В одном из иллюстративных примеров кинематические позиционирующие устройства 408 представляют собой трехэлементную конструкцию из трех выступов на соединительной пластине 402, которые соответствуют углублениям 411 на магнитном разрывном соединении 410. Когда соединительная пластина 402 соединена с магнитным разрывным соединением 410, кинематические позиционирующие устройства 408 детерминированно сдерживают относительное перемещение между соединительной пластиной 402 и магнитным разрывным соединением 410 в шести степенях свободы.
Линейный ползун 412 скреплен с магнитным разрывным соединением 410 посредством планки 413. В одном из иллюстративных примеров пружина 414 обеспечивает податливость вдоль оси z 416, что обеспечивает возможность светового контакта между блоком 204 рабочего органа и заготовкой. Вместе с другими нижеописанными признаками пружина 414 обеспечивает возможность пассивного выравнивания при контакте измерительного датчика 206, что позволяет блоку 204 рабочего органа получать точную информацию о признаках заготовки при неидеальных условиях.
Податливые характеристики линейного ползуна 412 позволяют основному корпусу 302 совершать перемещение вдоль оси z 416. Вместе с другими нижеописанными признаками, при выдвижении вдоль оси z 416 относительно соединительной пластины 402 и магнитного разрывного соединения 410, линейный ползун 412 обеспечивает компенсацию неидеальных местоположений заготовок и элементов заготовки. В частности, линейный ползун 412 частично компенсирует нарушение углового выравнивания элементов заготовки и позволяет собирать точные данные посредством измерительного датчика 206.
Линейный измерительный прибор 418 магнитно соединен с линейным ползуном 412 посредством выравнивающих магнитов 420а и 420b. Вместе с другими нижеописанными признаками магнитное соединение с линейным ползуном 412 позволяет линейному измерительному прибору 418 вернуться в номинальную ориентацию после перемещения блока из номинальной ориентации для компенсации неидеального местоположения элементов заготовки. В частности, магнитное соединение между линейным ползуном 412 и линейным измерительным прибором 418 частично компенсирует нарушение углового выравнивания элементов заготовки, что обеспечивает выравнивание измерительного датчика 206 с нарушением углового выравнивания элемента заготовки. По меньшей мере частично на основании магнитного соединения между линейным ползуном 412 и линейным измерительным прибором 418, блок 204 рабочего органа может получить точную информацию об элементах заготовки при неидеальных условиях, а также может вернуться в нейтральное состояние по завершению получения информации.
Линейный измерительный прибор 418 представляет собой датчик, выполненный с возможностью измерения информации о заготовке. Информация может представлять собой, например, толщину, кривизну, эксцентричность, смещение, высоту, глубину, гладкость, отклонение, износ, округлость, искривление, прогиб или местоположение. В одном из иллюстративных примеров линейный измерительный прибор 418 выполнен с возможностью определения толщины заготовки в элементе заготовки на основании диапазона прохождения контактора 422 вдоль оси z 416. Когда линейный измерительный прибор выполнен с возможностью определения толщины заготовки в заготовке, линейный измерительный прибор 418 может представлять собой, например, измерительный датчик на основе кодирующего устройства, регулируемый дифференциальный трансформатор с линейной характеристикой или устройства для измерения расстояния иных подходящих типов.
В одном из иллюстративных примеров выдвижение контактора 422 приводится в действие пневматическим приводным устройством, соединенным с контактором 422 через удлинительный вал 421. В показанном примере пневматическое приводное устройство приводится в действие пневматическим цилиндром в измерительном датчике 206. Пневматическое приведение в действие контактора 422 обеспечивает дополнительную податливость вдоль оси z 416.
Еще в одном иллюстративном примере выдвижение контактора 422 приводится в действие приводными устройствами других типов, такими как, например, приводное устройство с ходовым винтом. В данном иллюстративном примере эти приводные устройства других типов могут содержать свою собственную внутреннюю систему пружин для обеспечения дополнительной податливости вдоль оси z 416.
Единовременная податливость прохождения вдоль оси z 416 и волномерное вращение обеспечивают возможность пассивного самовыравнивания измерительного датчика 206, а также компенсацию бокового перемещения за установленные пределы блока 204 рабочего органа. По меньшей мере частично на основании самовыравнивания измерительного датчика 206, блок 204 рабочего органа может получить точную информацию об элементах заготовки при неидеальных условиях.
Одним из примеров сочленения (424, 426), обеспечивающего поступательное перемещение, является корпус 426 подшипника, закрепленный с возможностью перемещения в пределах цангового патрона 424 рабочего органа 204. Этот цанговый патрон 424 образует кольцо вокруг корпуса 426 подшипника. Корпус 426 подшипника выполнен с возможностью вращения в цанговом патроне 424 вокруг сферического подшипника 428, что обеспечивает возможность вращательного перемещения цангового патрона 424 относительно корпуса 426 подшипника и основного корпуса 302. Одним из примеров вращательного сочленения (426, 428) является сферический подшипник 428, установленный с возможностью вращения в корпусе 426 подшипника рабочего органа 204.
Сферический подшипник 428 поддерживает линейный измерительный прибор 418. Сферический подшипник 428 обеспечивает возможность углового поворота линейного измерительного прибора 418 вокруг центральной точки в ортогональных направлениях вокруг сферического подшипника 428.
Вращательная податливость измерительного датчика 206 вокруг сферического подшипника 428 в ортогональных направлениях обеспечивает возможность пассивного самовыравнивания измерительного датчика 206. По меньшей мере частично на основании самовыравнивания измерительного датчика 206, блок 204 рабочего органа может получить точную информацию о признаках заготовки при неидеальных условиях.
Корпус 426 подшипника магнитно соединен с основным корпусом 302 посредством выравнивающих магнитов 430 и выравнивающих магнитов 432. Вместе с другими признаками выравнивающие магниты 430 и выравнивающие магниты 432 позволяет блоку 204 рабочего органа компенсировать неидеальное местоположение элементов заготовки. В частности, магнитное соединение между выравнивающими магнитами 430 и выравнивающими магнитами 432 частично компенсирует нарушение выравнивания элементов заготовки в одной плоскости, что обеспечивает возможность поступательного выравнивания измерительного датчика 206 в одной плоскости с заготовкой и элементом заготовки. Выравнивающие магниты 430 взаимодействуют с выравнивающими магнитами 432 корпуса 426 подшипника, действуя как магнитные фиксаторы. Частично на основании магнитного соединения между корпусом 426 подшипника и основным корпусом 302 блок 204 рабочего органа может получить точную информацию о элементах заготовки при неидеальных условиях, а также может вернуться в нейтральное состояние по завершению приобретения состояния.
Бочкообразный датчик 423 представляет собой часть блока 204 рабочего органа, выполненного с возможностью обеспечения отклика на контакт во время бокового перемещения рабочего органа 204 роботизированным устройством 202. В одном из иллюстративных примеров бочкообразный датчик 423 имеет встроенную способность определять контакт и выполнен с возможностью отправки цифрового сигнала на контроллер 106 для управления роботизированным устройством, показанный в блочной форме на ФИГ. 1. Сигнал от бочкообразного датчика 423 указывает на контакт с заготовкой и на то, что контроллер 106 для управления роботизированным устройством должен остановить движение роботизированного устройства 102.
В одном из иллюстративных примеров встроенную способность определять контакт бочкообразного датчика 423 обеспечивают посредством одного или более контактных датчиков, таких как датчики 112, показанные в блочной форме на ФИГ. 1. В данном иллюстративном примере встроенная способность определять контакт бочкообразного датчика 423 может быть обеспечена посредством контактных датчиков, таких как, но без ограничения, манометрические переключатели, емкостные датчики, резистивный датчик, датчики электрического соединения и их сочетания.
На ФИГ. 5 показан покомпонентный вид ортогональной проекции части узла блока рабочего органа, содержащего измерительный датчик, в соответствии с иллюстративным примером. Узел 500, показанный на ФИГ. 5, представляет собой покомпонентный вид ортогональной проекции измерительного датчика 206, а также других компонентов, блока 204 рабочего органа, показанного на ФИГ. 2.
Как показано, узел 500 содержит соединительную пластину 402. Соединительная пластина 402 соединяет блок 204 рабочего органа с роботизированным устройством 202, которые показаны на ФИГ. 1. В одном из иллюстративных примеров соединительная пластина 402 содержит разрывное соединение 404 на основе микропереключателя для соединения блока 204 рабочего органа с возможностью отсоединения с роботизированным устройством 202.
Соединительная пластина 402 содержит встроенные магниты 406 и кинематические позиционирующие устройства 408. Кинематические позиционирующие устройства 408 соответствуют углублениям 411 на магнитном разрывном соединении 410, что обеспечивает точное соединение магнитного разрывного соединения 410 с соединительной пластиной 402.
Линейный ползун 412 скреплен с магнитным разрывным соединением 410 посредством планки 413. В одном из иллюстративных примеров пружина 414 обеспечивает податливость вдоль оси z 416, что обеспечивает частичную компенсацию нарушения углового выравнивания элементов заготовки.
Линейный измерительный прибор 418 имеет магнитное соединение с линейным ползуном 412 посредством выравнивающих магнитов 420а и 420b. Выравнивающие магниты 420а и 420b обеспечивают возможность частичной компенсации нарушения углового выравнивания заготовок и элементов заготовки, что обеспечивает возможность пассивного выравнивания измерительного датчика 206 с нарушением углового выравнивания элемента заготовки.
На ФИГ. 6 показан покомпонентный вид ортогональной проекции части узла блока рабочего органа, содержащего опорный узел, в соответствии с иллюстративным примером, опорный узел 304, показанный на ФИГ. 6, представляет собой покомпонентный вид ортогональной проекции опорного узла 304, а также других компонентов, блока 204 рабочего органа, показанного на ФИГ. 3.
Опорный узел 304 содержит цанговый патрон 424. Цанговый патрон 424 образует кольцо вокруг корпуса 426 подшипника, показанного на ФИГ. 4. Цанговый патрон 424 обеспечивает возможность вращения корпуса 426 подшипника, показанного на ФИГ. 8, вокруг сферического подшипника 428, что обеспечивает возможность вращательного перемещения цангового патрона 424 относительно корпуса 426 подшипника и основного корпуса 302.
Цанговый патрон 424 содержит некоторое количество наконечников 602 контактора. Наконечники 602 контактора позволяют свету контактировать с заготовкой без повреждения блока 204 рабочего органа или заготовки.
Сферический подшипник 428 обеспечивает возможность углового поворота линейного измерительного прибора 418, показанного на ФИГ. 4, вокруг центральной точки в ортогональных направлениях вокруг сферического подшипника 428. Сферический подшипник 428 скреплен с линейным измерительном прибором 418 посредством зажимной гайки 604. Зажим 606 закрепляет сферический подшипник 428 в корпусе 426 подшипника, показанном на ФИГ. 4.
На ФИГ. 7 показан покомпонентный вид ортогональной проекции части узла блока рабочего органа, содержащего основной корпус, в соответствии с иллюстративным примером. Узел 700, показанный на ФИГ. 7, представляет собой покомпонентный вид ортогональной проекции основного корпуса 302, а также других компонентов, блока 204 рабочего органа, показанного на ФИГ. 3.
Основной корпус 302 обеспечивает защитный корпус для измерительного датчика 206, показанного на ФИГ. 2, а также несущую конструкцию и соединение между линейным ползуном 412 и сферическим подшипником 428, показанным на ФИГ. 4. Основной корпус 302 связан с линейным ползуном 412, показанным на ФИГ. 4. В одном из иллюстративных примеров линейный ползун 412 закреплен в основном корпусе 302 посредством удерживающего кольца 702.
Удерживающее кольцо 704 удерживает сферический подшипник 428 в корпусе 426 подшипника, показанном на ФИГ. 4. Как описано на ФИГ. 6, зажим 606 закрепляет сферический подшипник 428 в корпусе 426 подшипника, которые показаны на ФИГ. 4.
Корпус 426 подшипника магнитно соединен с основным корпусом 302 посредством выравнивающих магнитов 430 и выравнивающих магнитов 432. Магнитное соединение между выравнивающими магнитами 430 и выравнивающими магнитами 432 частично компенсирует нарушение линейного выравнивания элементов заготовки, что обеспечивает возможность линейного выравнивания измерительного датчика 206 с заготовкой и элементом заготовки.
На ФИГ. 8 показан перспективный вид узла рабочего органа в соответствии с иллюстративным примером. Узел 800 иллюстрирует удаленные из него части блока 204 рабочего органа с основным корпусом 302, которые показаны на ФИГ. 3.
Как показано, узел 800 иллюстрирует линейный измерительный прибор 418 и контактор 422, установленные внутри сферического подшипника 428. Сферический подшипник 428 поддерживает линейный измерительный прибор 418, что обеспечивает возможность углового поворота линейного измерительного прибора 418 вокруг центральной точки в ортогональных направлениях вдоль оси х 802 и оси y 804. Зажим 606 закрепляет зажимную гайку 604 по ФИГ. 6, которая закрепляет сферический подшипник 428 в корпусе 426 подшипника.
Цанговый патрон 424 образует кольцо вокруг корпуса 426 подшипника. Корпус 426 подшипника выполнен с возможностью вращения в цанговом патроне 424 вокруг сферического подшипника 428, что обеспечивает возможность вращательного перемещения цангового патрона 424 относительно корпуса 426 подшипника.
На ФИГ. 9 показан вид ортогональной проекции узла рабочего органа в соответствии с иллюстративным примером. Как показано, узел 900 представляет собой увеличенный вид ортогональной проекции нижней части узла 800, показанного на ФИГ. 8.
На ФИГ. 10 показан вид в разрезе узла рабочего органа в соответствии с иллюстративным примером. На ФИГ. 10 показан вид узла 900 в разрезе, выполненном по линии 902 разреза, показанной на ФИГ. 9. Как показано, контактор 422 установлен на удлинительном валу 421, который совершает скользящее перемещение в бочкообразном датчике 423, который проходит через сферический подшипник 428. Сферический подшипник 428 поддерживает линейный измерительный прибор 418, что обеспечивает возможность углового поворота линейного измерительного прибора 418 вокруг центральной точки в ортогональных направлениях вдоль оси х 802 и оси y 804. Зажим 606 закрепляет сферический подшипник 428 в корпусе 426 подшипника.
Цанговый патрон 424 образует кольцо вокруг корпуса 426 подшипника. Корпус 426 подшипника выполнен с возможностью вращения в цанговом патроне 424 вокруг сферического подшипника 428, что обеспечивает возможность вращательного перемещения цангового патрона 424 относительно корпуса 426 подшипника.
На ФИГ. 11 показан вид в разрезе пассивно податливого блока рабочего органа с нарушением углового выравнивания с заготовкой в соответствии с иллюстративным примером. Рабочий орган 204 показан в соответствии с видом в разрезе, показанным на ФИГ. 4.
В данном иллюстративном примере рабочий орган 204 размещен с обеспечением осуществления операции в отношении элемента 1102 заготовки 1104. В данном иллюстративном примере операция представляет собой измерение толщины 1106 заготовки 1104.
В данном иллюстративном примере заготовка 1104 может представлять собой часть летательного аппарата. Например, без ограничения, заготовка 1104 может быть вделана по меньшей мере в один из следующих компонентов: панель обшивки, крыло, фюзеляж, горизонтальный стабилизатор, дверца, корпус, двигатель или другие подходящие конструкции в летательном аппарате. Заготовка 1104 также может представлять собой несущую конструкцию летательного аппарата, такую как нервюра, лонжерон, стрингер или другие подходящие рамные конструкции летательного аппарата.
Заготовка 1104 может иметь поверхность 1108. В некоторых иллюстративных примерах поверхность 1108 может называться «рабочей поверхностью». Элемент 1102 заготовки 1104 расположен в фактическом местоположении 1110.
В данном иллюстративном примере элемент 1102 заготовки представляет собой элемент заготовки 1104, в отношении которой необходимо выполнить операцию посредством блока 204 рабочего органа. В данном иллюстративном примере элемент 1102 заготовки представляет собой отверстие в заготовке 1104. В данном иллюстративном примере блок 204 рабочего органа выполнен с возможностью точного осуществления операции по измерению толщины 1106 заготовки 1104.
Блок 204 рабочего органа размещают посредством роботизированного устройства 202, показанного на ФИГ. 2, в номинальном местоположении в соответствии с контроллером 106 для управления роботизированным устройством, показанным в блочной форме на ФИГ. 1. Номинальное местоположение соответствуют ожидаемым местоположению и ориентации заготовки 1104 и элемента 1102 заготовки вдоль поверхности 1108. Номинальное местоположение может быть основано на технических требованиях к проектированию и изготовлению заготовки 1104. Номинальное местоположение может быть сохранено в качестве опорных данных в контроллере 106 для управления роботизированным устройством и/или контроллере 114 приложений.
В данном иллюстративном примере фактическое местоположение 1110 заготовки 1104 отклоняется по существу под углом от номинального местоположения, в котором ориентирован блок 204 рабочего органа. При этих условиях работы блок 204 рабочего органа может быть неспособен точно выполнить операции в элементе 1102 заготовки по причине нарушения углового выравнивания между блоком 204 рабочего органа и заготовкой 1104.
Термины «примерно», «приблизительно» и «по существу», использованные в данном документе, представляют некоторое количество, близкое к стандартному количеству, которое все еще обеспечивает выполнение необходимой функции или достижение необходимого результата. Например, термины «примерно», «приблизительно» и «по существу» могут относится к количеству, которое составляет менее 10% от стандартного количества, менее 5% от стандартного количества, менее 1% от стандартного количества, менее 0,1% от стандартного количества и менее 0,01% от стандартного количества.
На ФИГ. 12 показан вид в разрезе для выравнивания пассивно податливого блока рабочего органа с заготовкой с нарушением углового выравнивания в соответствии с иллюстративным примером. Как показано, рабочий орган 204, показанный в соответствии с видом в разрезе по ФИГ. 4, пассивно выровнен с элементом 1102 заготовки, показанным на ФИГ. 11.
Сферический подшипник 428 обеспечивает возможность углового поворота линейного измерительного прибора 418 и цангового патрона 424 вокруг центральной точки в ортогональных направлениях вокруг сферического подшипника 428 относительно основного корпуса 302. По мере вставки контактора 422 в элемент 1102 заготовки цанговый патрон 424 пассивно вращается вокруг сферического подшипника 428, что обеспечивает возможность вращательного перемещения цангового патрона 424 относительно корпуса 426 подшипника и основного корпуса 302.
Линейный измерительный прибор 418 измерительного датчика 206 соединен с нижним цанговым патроном 424. Таким образом, вращение нижнего цангового патрона 424 вокруг сферического подшипника 428 создает соответствующее вращение измерительного датчика 206 в ортогональных направлениях вдоль оси х 802 и оси y 804.
Вращательная податливость измерительного датчика 206 вокруг сферического подшипника 428 в ортогональных направлениях обеспечивает возможность пассивного углового самовыравнивания блока 204 рабочего органа. По меньшей мере частично на основании пассивного самовыравнивания измерительного датчика 206 блок 204 рабочего органа может точно выполнить операции в отношении элемента 1102 заготовки.
На ФИГ. 13 показан вид в разрезе пассивно податливого блока рабочего органа с нарушением углового выравнивания с заготовкой в соответствии с иллюстративным примером. Как показано, рабочий орган 204 оказан в соответствии с видом в разрезе, показанным на ФИГ. 4.
В данном иллюстративном примере блок 204 рабочего органа размещен с обеспечением осуществления операции в отношении элемента 1302 заготовки 1104. В данном иллюстративном примере операция представляет собой измерение толщины 1106 заготовки 1104.
Блок 204 рабочего органа размещают посредством роботизированного устройства 202, показанного на ФИГ. 2, в некотором местоположении, находящемся выше номинального местоположения отверстия, с помощью контроллера 106 для управления роботизированным устройством, показанным в блочной форме на ФИГ. 1. Номинальное местоположение соответствуют ожидаемому местоположению заготовки 1104 и элемента 1302 заготовки вдоль поверхности 1108. Номинальное местоположение может быть основано на технических требованиях к проектированию и изготовлению заготовки 1104. Номинальное местоположение может быть сохранено в качестве опорных данных в контроллере 106 для управления роботизированным устройством и/или контроллере 114 приложений. В данном иллюстративном примере номинальное местоположение является ожидаемым местоположением, в том числе местоположением в пространстве и угловой ориентацией для центра элемента 1102 заготовки.
В данном иллюстративном примере фактическое местоположение 1310 заготовки 1104 по существу линейно отклонено от номинального местоположения, в котором размещен блок 204 рабочего органа. При этих рабочих условиях блок 204 рабочего органа может быть неспособен точно выполнить операции в элементе 1302 заготовки по причине нарушения линейного выравнивания между блоком 204 рабочего органа и элементом 1302 заготовки.
На ФИГ. 14 показан вид в разрезе пассивного выравнивания пассивно податливого блока рабочего органа с заготовкой с нарушением углового выравнивания в соответствии с иллюстративным примером. Как показано, рабочий орган 204, показанный в соответствии с видом в разрезе по ФИГ. 4, пассивно выровнен с элементом 1302 заготовки, показанным на ФИГ. 13.
Когда фактическое местоположение 1310 заготовки 1104 по существу линейно отклонено из номинального местоположения, в котором размещен блок 204 рабочего органа, корпус 426 подшипника пассивно сдвигается по существу из нейтрального местоположения для обеспечения совпадения с нарушенным выравниванием фактического местоположения 1304 элемента 1302. В данном иллюстративном примере корпус 426 подшипника может быть перемещен вдоль оси х 802 и оси y 804 относительно основного корпуса 302.
Корпус 426 подшипника магнитно соединен с основным корпусом 302 посредством выравнивающих магнитов 430 и выравнивающих магнитов 432. По мере вставки контактора 422 в элемент 1302 заготовки происходит смещение выравнивающих магнитов 430 и выравнивающих магнитов 432, что позволяет блоку 204 рабочего органа скомпенсировать неидеальное местоположение элементов заготовки. Корпус 426 подшипника пассивно смещается относительно основного корпуса 302, что обеспечивает линейное перемещение корпуса 426 подшипника относительно основного корпуса 302.
Линейный измерительный прибор 418 измерительного датчика 206 соединен с корпусом 426 подшипника. Таким образом, линейное смещение корпуса 426 подшипника создает соответствующее смещение измерительного датчика 206.
Линейная податливость измерительного датчика 206 на основании перемещения корпуса 426 подшипника относительно основного корпуса 302 частично компенсирует нарушение линейного выравнивания элементов заготовки, что обеспечивает линейное выравнивание измерительного датчика 206 с заготовкой и элементом заготовки. Линейная податливость измерительного датчика 206 обеспечивает возможность пассивного линейного самовыравнивания блока 204 рабочего органа. По меньшей мере частично на основании пассивного самовыравнивания измерительного датчика 206 блок 204 рабочего органа может точно выполнить операции в отношении элемента 1302 заготовки.
На ФИГ. 15-22 показана группа изображений, иллюстрирующих виды ортогональной проекции пассивно податливого рабочего органа, выполняющего операцию, в соответствии с иллюстративным примером. Показано, что блок 204 рабочего органа выполняет операцию в отношении заготовки 1500. В данном иллюстративном примере операция представляет собой измерение толщины 1506 заготовки 1504 в элементе 1502 заготовки. В данном иллюстративном примере элемент 1502 заготовки представляет собой отверстие 1508.
Согласно ФИГ. 15, блок 204 рабочего органа размещен в месте 1510 сближения посредством роботизированного устройства 202, показанного на ФИГ. 2, в соответствии с контроллером 106 для управления роботизированным устройством, показанным в блочной форме на ФИГ. 1. Место 1510 сближения представляет собой местоположение, находящееся немного выше номинального местоположения для отверстия 1508. Место 1510 сближения расположено на высоте выше заготовки 1504 таким образом, что контактор 422 может выдвигаться в отверстие 1508 без соударения с заготовкой 1504.
На ФИГ. 16 показан блок 204 рабочего органа, находящийся в непосредственной близости от заготовки 1504, но без контакта с ней. Когда контроллер 106 для управления роботизированным устройством, показанный в блочной форме на ФИГ. 1, завершает перемещение блока 204 рабочего органа 204, контроллер 108 для управления сбором данных, показанный в блочной форме на ФИГ. 1, выдвигает контактор 422 измерительного датчика 206 с обеспечением проверки контакта с поверхностью 1512 заготовки 1504. Когда контактор 422 измерительного датчика 206 оказывается полностью выдвинутым, контроллер 108 для управления сбором данных, показанный в блочной форме на ФИГ. 1, полагает, что измерительный датчик 206 выдвинулся в отверстие 1508.
Если измерительный датчик 206 не может быть полностью выдвинут, контроллер 108 для управления сбором данных полагает, что контактор 422 вошел в контакт с поверхностью 1512. Контроллер 114 приложений, показанный в блочной форме на ФИГ. 1, в дальнейшем переходит к процессу смягчения большой степени нарушения выравнивания, как показано ниже на ФИГ. 24.
Согласно ФИГ. 17, блок 204 рабочего органа перемещают роботизированным устройством 102, показанным в блочной форме на ФИГ. 1, так что контактор 422 совершает перемещение по направлению вниз через центр отверстия 1508 на глубину 1702 измерения.
В данном иллюстративном примере вертикальная податливость блока 204 рабочего органа предотвращает повреждение заготовки 1504 и блока 204 рабочего органа. Вертикальная податливость может быть обеспечена путем, например, сжатия пружины 414.
По мере перемещения контактора 422 в отверстие 1508 происходит пассивное выравнивание по ориентации измерительного датчика 206 с фактическим местоположением 1514 отверстия 1508. В данном иллюстративном примере измерительный датчик 206 пассивно выровнен с фактическим местоположением 1514 отверстия 1508, как описано со ссылкой на приведенные выше ФИГ. 11-14.
Согласно ФИГ. 18, после перемещения измерительного датчика 206 в отверстие 1508 и его пассивного выравнивания с отверстием 1508, рабочий орган 204 перемещают в место 1802 измерения. В данном иллюстративном примере место 1802 измерения представляет собой местоположение вокруг периферии отверстия 1508, в котором необходимо определить толщину 1506 заготовки 1504. Для достижения места 1802 измерения контроллер 106 для управления роботизированным устройством, показанный в блочной форме на ФИГ. 1, управляет роботизированным устройством 202, показанным на ФИГ. 2, с обеспечением перемещения блока 204 рабочего органа в направлении вдоль оси х 802 и/или оси y 804 до тех пор, пока измерительный датчик 110 не будет контактировать с заготовкой 1504 в месте 1802 измерения.
В одном из иллюстративных примеров податливые элементы, описанные выше со ссылкой на приведенные выше ФИГ. 8-11, сдвигаются для устранения выхода за пределы места 1802 измерения. Как описано выше со ссылкой на приведенные выше ФИГ. 8-11, когда блок 204 рабочего органа выходит за пределы места 1802 измерения, корпус 426 подшипника пассивно сдвигается относительно основного корпуса 302 для компенсации выхода за границы места 1802 измерения блоком 204 рабочего органа. Сигнал о контакте от бочкообразного датчика 423 будет отправлен на контроллер 106 для управления роботизированным устройством для указания на то, что он должен остановить перемещение. Даже если роботизированное устройство принимает одиночный сигнал о возникновении контакта, остановка роботизированного устройства займет долю секунды. Пассивная X, Y податливость рабочего органа будет обеспечивать податливую компенсацию этого движения. Как показано на ФИГ. 18, корпус 426 подшипника перемещают относительно основного корпуса 302 вдоль оси х 802 и оси y 804.
Согласно ФИГ. 19, блок 204 рабочего органа был перемещен в место 1802 измерения. Как только блок 204 рабочего органа оказывается в месте 1802 измерения, контроллер 108 для управления сбором данных, показанный в блочной форме на ФИГ. 1, направляет измерительный датчик 206 с обеспечением осуществления измерительной операции. Как показано, измерительный датчик 206 втягивают до тех пор, пока контактор 422 не будет контактировать с заготовкой 1504. Контроллер 108 для управления сбором данных, показанный в блочной форме на ФИГ. 1, идентифицирует степень выдвижения линейного измерительного прибора 418, на основании которой может быть определена толщина 1506 заготовки 1504 в месте 1802 измерения.
На ФИГ. 20 контактор 422 показан в выдвинутом состоянии, а блок 204 рабочего органа вернулся в номинальный центр отверстия 1508. Когда отдельное измерение завершено, контроллер 106 для управления роботизированным устройством, показанный в блочной форме на ФИГ. 1, может в дальнейшем переместить блок 204 рабочего органа с обеспечением осуществления дополнительных измерений в отношении различных мест измерения вокруг отверстия 1508. После завершения процесса измерения для каждого места измерения вокруг отверстия 1508, блок 204 рабочего органа возвращается в номинальный центр отверстия 1508.
Согласно ФИГ. 21, контактор 422 оказывается втянутым. Когда контроллер 106 для управления роботизированным устройством, показанный в блочной форме на ФИГ. 1, завершает перемещение блока 204 рабочего органа 204, контроллер 108 для управления сбором данных, показанный в блочной форме на ФИГ. 1, втягивает контактор 422 и проверяет расстояние выдвижения датчика для определения, было ли полное втягивание или вошел ли контактор 422 в контакт с заготовкой 1504.
Если контактор 422 не может быть полностью втянут, то контактор 422 вошел в контакт с заготовкой 1504 во время втягивания. Контроллер 114 приложений, показанный в блочной форме на ФИГ. 1, переходит к процессу смягчения большой степени нарушения выравнивания, как показано ниже на ФИГ. 25.
На ФИГ. 22 показан блок 204 рабочего органа, вернувшийся обратно в место 1510 сближения. Когда просвет контактора 422 был подтвержден, контроллер 106 для управления роботизированным устройством, показанный в блочной форме на ФИГ. 1, перемещает блок 204 рабочего органа от заготовки 1504 обратно в место 1510 сближения. Контроллер 106 для управления роботизированным устройством, показанный в блочной форме на ФИГ. 1, может в дальнейшем переместить блок 204 рабочего органа в последующее место сближения, находящееся выше еще одного элемента заготовки, и может выполнить в нем операции.
На ФИГ. 23 показано двумерное изображение блока рабочего органа показана в соответствии с еще одним иллюстративным примером. Блок 2302 рабочего органа, показанный на ФИГ. 23, представляет собой второй пример физической реализации блока 104 рабочего органа, показанного в блочной форме на ФИГ. 1.
Как показано, измерительный датчик 2304 расположен снаружи по отношению к основному корпусу 2306. В данной конфигурации блок 2302 рабочего органа выполнен с возможностью точного осуществления операции по измерению толщины 2310 вдоль кромки 2312 заготовки 2314.
На ФИГ. 24 показан вид ортогональной проекции для осуществления процесса поиска просвета для выдвижения в соответствии с иллюстративным примером. Как показано, процесс 2400 поиска степени выдвижения представляет собой процесс смягчения большой степени нарушения выравнивания для установления местоположения элемента заготовки, когда возможность выдвижения контактора 422 оказывается заблокированной заготовкой 1504 в месте 1510 сближения.
Как показано, блок 204 рабочего органа был размещен в номинальном местоположении 2404 в соответствии с контроллером 106 для управления роботизированным устройством, показанным в блочной форме на ФИГ. 1. Номинальное местоположение 2404 соответствует ожидаемому местоположению и ориентации заготовки 1504 и элемента 1502 заготовки. Номинальное местоположение 2404 может быть основано на технических требованиях к проектированию и изготовлению заготовки 1504. Номинальное местоположение 2404 может быть сохранено в качестве опорных данных в контроллере 106 для управления роботизированным устройством и контроллере 114 приложений, которые показаны в блочной форме на ФИГ. 1.
В данном иллюстративном примере номинальное местоположение 2404 элемента 1502 заготовки по существу отличается от фактического местоположения 1514 элемента 1502 заготовки, так что выдвижение контактора 422 оказывается заблокированным заготовкой 1504.
Когда обнаружен контакт с заготовкой 1504, контроллер 114 приложений, показанный в блочной форме на ФИГ. 1, инициирует процесс 2400 поиска степени выдвижения. Во время процесса 2400 поиска степени выдвижения контроллер 106 для управления роботизированным устройством, показанный в блочной форме на ФИГ. 1, осуществляет небольшие перемещения к блоку 204 рабочего органа по внешней спиральной траектории 2402. После каждого пошагового перемещения контроллер 108 для управления сбором данных, показанный в блочной форме на ФИГ. 1, выдвигает контактор 422 для проверки элемента 1502 заготовки. Когда элемент 1502 заготовки оказывается открытым, например на величину просвета контактора 422 в отверстии 1508, контроллер 114 приложений сохраняет отклонение от номинального местоположения 2404 в качестве данных об отклонении и продолжает процесс измерения, как показано на ФИГ. 15-22.
На ФИГ. 25 показан вид ортогональной проекции для осуществления процесса поиска просвета для втягивания в соответствии с иллюстративным примером. Как показано, процесс 2500 поиска просвета для втягивания представляет собой процесс смягчения большой степени нарушения выравнивания для установления местоположения, в котором блок 204 рабочего органа может быть безопасно вытянут из заготовки 1504, когда втягивание контактора 422 оказывается заблокированным заготовкой 1504.
Как показано, блок 204 рабочего органа переместился в номинальное местоположение 2404. В данном иллюстративном примере номинальное местоположение 2404 представляет собой центральное местоположение отверстия 1508. Когда обнаружен контакт с заготовкой 1504, контроллер 114 приложений, показанный в блочной форме на ФИГ. 1, инициирует процесс 2500 поиска просвета для втягивания. Во время процесса 2500 поиска просвета для втягивания контроллер 106 для управления роботизированным устройством, показанный в блочной форме на ФИГ. 1, обеспечивает небольшие пошаговые перемещения к блоку 204 рабочего органа по внешней спиральной траектории 2502. В одном из иллюстративных примеров внешняя спиральная траектория 2502 находится на внешней спиральной траектории из номинального местоположения 2404, которое начинается в направлении, противоположном последнему месту измерения, такому как место 1802 измерения, показанное на ФИГ. 18. После каждого пошагового перемещения контроллер 108 для управления сбором данных, показанный в блочной форме на ФИГ. 1, совершает попытки по втягиванию контактора 422 для проверки просвета от элемента 1502 заготовки. Когда просвет от элемента 1502 заготовки оказывается обнаруженным, например при втягивании контактор 422 не контактирует с заготовкой 1504, то контроллер 106 для управления роботизированным устройством втягивает блок 204 рабочего органа в место 1510 сближения, как показано на ФИГ. 15.
На ФИГ. 26 показан процесс осуществления операции по измерению толщины в элементе заготовки с использованием пассивно податливого рабочего органа в соответствии с иллюстративным примером. Процесс, показанный на ФИГ. 26, может быть реализован в одном или более из контроллера 106 для управления роботизированным устройством, контроллера 108 для управления сбором данных и контроллера 114 приложений, которые показаны в блочной форме на ФИГ. 1.
Процесс 2600 начинается с перемещения блока рабочего органа в место сближения (этап 2602). Блок рабочего органа может представлять собой, например, блок 204 рабочего органа, показанный на ФИГ. 2. Место сближения представляет собой местоположение, находящееся немного выше номинального местоположения центра у элемента заготовки, в отношении которого необходимо выполнить операцию. Элемент заготовки может представлять собой, например, отверстие 1202, показанное на ФИГ. 12 и 13. Место сближения может представлять собой, например, место 1510 сближения, показанное на ФИГ. 15.
После перемещения в место сближения процесс 2600 обеспечивает выдвижение измерительного датчика для проверки контакта с поверхностью (этап 2604). Если контакт с поверхностью» обнаружен («да» на этапе 2606), процесс 2600 инициирует процесс поиска степени выдвижения путем осуществления небольших перемещений и проверок степени выдвижения датчика по внешней спиральной траектории из номинального местоположения центра (этап 2608). Процесс поиска степени выдвижения может представлять собой, например, процесс 2400 поиска степени выдвижения, показанный на ФИГ. 24.
Согласно этапу 2606, если контакт с поверхностью не обнаружен («нет» на этапе 2606), процесс 2600 перемещает блок рабочего органа на глубину измерения (этап 2610). Глубина измерения может представлять собой, например, глубину 1702 измерения, показанную на ФИГ. 17.
По мере перемещения блока рабочего органа на глубину измерения происходит пассивное выравнивание измерительного датчика, такого как измерительный датчик 206, показанный на ФИГ. 2, по ориентации с фактическим местоположением элемента заготовки. В данном иллюстративном примере процесс 2600 обеспечивает пассивное выравнивание блока 204 рабочего органа с фактическим местоположением 1514 отверстия 1508, как описано со ссылкой на приведенные выше ФИГ. 11-14.
Процесс 2600 начинается с перемещения рабочего органа в направлении к номинальному месту измерения до тех пор, пока электрический контактный датчик не будет приведен в действие (этап 2612). В данном иллюстративном примере блок рабочего органа перемещают в место измерения, такое как место 1802 измерения, показанное на ФИГ. 18.
Когда блок рабочего органа достигает места измерения, процесс 2600 осуществляет измерение толщины (этап 2614). В данном иллюстративном примере процесс 2600 обеспечивает втягивание измерительного датчика до тех пор, пока контактор, такой как контактор 422, не будет контактировать с заготовкой. На основании местоположения контактора процесс 2600 может определить толщину заготовки в месте измерения. В данном иллюстративном примере контактор связан с линейным измерительным прибором, таким как линейный измерительный прибор 418, показанный на ФИГ. 4. Процесс 2600 определяет толщину заготовки путем измерения степени выдвижения линейного измерительного прибора, когда контактор находится в контакте с заготовкой.
После осуществления измерительной операции процесс 2600 выдвигает измерительный датчик и перемещает рабочий орган обратно в номинальное местоположение центра у элемента заготовки (этап 2615). Контроллер 106 для управления роботизированным устройством, показанный в блочной форме на ФИГ. 1, может в дальнейшем переместить блок 204 рабочего органа с обеспечением осуществления дополнительных измерений в различных местах измерения вокруг элемента заготовки.
Когда все измерения завершены, измерительный датчик втягивают для проверки просвета датчика от заготовки (этап 2616). Если контакт с заготовкой обнаружен («да» на этапе 2618), процесс 2600 инициирует процесс поиска степени втягивания путем осуществления небольших перемещений и проверок степени выдвижения датчика по внешней спиральной траектории из номинального местоположения центра, начиная в направлении, противоположном местоположению последнего измерения (этап 2620). Процесс поиска степени втягивания может представлять собой, например, процесс 2500 поиска степени втягивания, показанный на ФИГ. 25.
Согласно этапу 2618, если контакт с заготовкой не обнаружен («нет» на этапе 2618), процесс 2600 втягивает блок рабочего органа в место сближения, находящееся выше элемента заготовки (этап 2622), с последующим соответственно завершением процесса. Когда контактор не контактирует с заготовкой при втягивании, просвет измерительного датчика от элемента заготовки оказывается подтвержденным. После втягивания рабочего органа в место сближения контроллер для управления роботизированным устройством, такой как контроллер 106 для управления роботизированным устройством, показанный на ФИГ. 1, может переместить блок рабочего органа в последующее место сближения, находящееся выше следующего элемента заготовки, и может выполнить в нем операции.
Блок-схемы и структурные схемы в различных показанных примерах иллюстрируют архитектуру, функциональные возможности и работу некоторых возможных реализаций устройств и способов в иллюстративном примере. Таким образом, каждый блок в блок-схемах или структурных схемах может представлять модуль, сегмент, функцию и/или часть операции или этапа.
В некоторых альтернативных реализациях иллюстративного примера, функция или функции, указанные в блоках, могут осуществляться в порядке, отличном от порядка, указанного на чертежах. Например, в некоторых случаях два блока, показанные последовательно, могут быть осуществлены по существу одновременно или эти блоки иногда могут быть осуществлены в обратном порядке в зависимости от задействованных функциональных возможностей. Кроме того, в дополнение к блокам, показанным на блок-схеме или структурной схеме, могут быть добавлены и другие блоки.
Таким образом, иллюстративный пример, описанный в данном документе, обеспечивает решение, которое включает трехмерную податливость и отклик датчика для обеспечения возможности адаптации к нарушению выравнивания роботизированного рабочего органа и элемента, которое возникает в крупномасштабных областях применения роботизированных устройств. Кроме того, система сбора данных иллюстративных примеров также ограничивает необходимость в участии человека для решения проблемы нарушения выравнивания. Таким образом, иллюстративный пример, описанный в данном документе, обеспечивает возможность регулировки производственных изменений в деталях или расширение/сжатие вследствие изменения факторов окружающей среды (таких как температура) способом, который не имеют стандартные роботизированные системы, спроектированные с возможностью осуществления разомкнутого детерминистического способа.
По сравнению с видеосистемами, иллюстративный пример, описанный в данном документе, проще реализовать, а также он не подвержен изменениям условий освещенности. Система сбора данных согласно иллюстративным примерам не основана на камерах или иных оптических аппаратных средствах, требуемых видеосистемами. Таким образом, результирующая реализация имеет меньшие первоначальные инвестиционные расходы и меньшие периодические расходы на техническое обеспечение.
По сравнению с приборами для измерения координат описанные иллюстративные примеры для обеспечения размещения используют роботизированную руку с относительно низкой стоимостью. Кроме того, иллюстративные примеры не требуют большой выделенной площади пространства для реализации прибора для измерения координат, в особенности требующегося при измерении больших или сложных деталей.
На ФИГ. 27 показана структурная схема системы обработки данных в соответствии с иллюстративным примером. Система 2700 обработки данных может быть использована для реализации одного или более из контроллера 106 для управления роботизированным устройством, контроллера 108 для управления сбором данных и контроллера 114 приложений, которые показаны в блочной форме на ФИГ. 1. Как показано, система 2700 обработки данных содержит инфраструктуру 2702 связи, которая обеспечивает связь между процессорным блоком 2704, запоминающие устройства 2706, блок 2708 связи, блок 2710 ввода-вывода и дисплей 2712. В некоторых случаях инфраструктура 2702 связи может быть реализована в виде магистральной системы.
Процессорный блок 2704 выполнен с возможностью исполнения инструкций для программного обеспечения с обеспечением осуществления некоторого количества операций. В зависимости от реализации процессорный блок 2704 может содержать несколько процессоров, многопроцессорное ядро и/или процессор некоторого другого типа. В некоторых случаях процессорный блок 2704 может принимать форму аппаратного блока, такого как система схем, специализированная интегральная схема (ASIC), программируемое логическое устройство или аппаратный блок некоторого иного подходящего типа.
Инструкции для операционной системы, приложения и/или программы, исполняемые процессорным блоком 2704, могут быть расположены в запоминающих устройствах 2706. Запоминающие устройства 2706 могут иметь связь с процессорным блоком 2704 через инфраструктуру 2702 связи. Как использовано в данном документе, запоминающее устройство, также называемое машиночитаемым запоминающим устройством, представляет собой любую часть аппаратных средств, выполненных с возможностью хранения информации на временной и/или постоянной основе. Эта информация может содержать, но без ограничения, данные, программный код и/или иную информацию.
Память 2714 и запоминающее устройство 2716 для длительного хранения данных представляют собой примеры запоминающих устройств 2706. Память 2714 может иметь форму, например, оперативного запоминающего устройства или энергонезависимого запоминающего устройства некоторого типа для кратковременного хранения данных. Запоминающее устройство 2716 для длительного хранения данных может содержать любое количество компонентов или устройств. Например, запоминающее устройство 2716 для длительного хранения данных может содержать жесткий диск, флешь-память, перезаписываемый оптический диск, перезаписываемую оптическую ленту или их некоторую комбинацию. Носители, используемые запоминающим устройством 2716 для длительного хранения данных, могут или не могут быть выполнены с возможностью замены.
Блок 2708 связи позволяет системе 2700 обработки данных иметь связь с другими системами обработки данных и/или устройствами. Блок 2708 связи может обеспечивать связь с использованием физических и/или беспроводных линий связи.
Блок 2710 ввода-вывода обеспечивает возможность приема входных данных от других устройств, соединенных с системой 2700 обработки данных, и возможность отправки выходных данных на указанные другие устройства. Например, блок 2710 ввода-вывода может обеспечить возможность приема входных данных пользователя посредством клавиатуры, манипулятора типа «мышь» и/или устройства ввода некоторого иного типа. В качестве еще одного примера блок 2710 ввода-вывода может обеспечивать возможность отправки выходных данных на принтер, соединенный с системой 2700 обработки данных.
Дисплей 2712 выполнен с возможностью отображения информации пользователю. Дисплей 2712 может содержать, например, без ограничения, монитор, сенсорный экран, лазерный дисплей, голографический дисплей, виртуальное дисплейное устройство и/или дисплейное устройство некоторого другого типа.
В данном иллюстративном примере процессы различных иллюстративных примеров могут быть выполнены процессорным блоком 2704 с использованием реализуемых компьютером инструкций. Эти инструкции могут называться программным кодом, используемым компьютером программным кодом или компьютерочитаемым программным кодом и могут быть считаны и исполнены одним или более процессорами в процессорном блоке 2704.
В этих примерах программный код 2718 расположен в функциональной форме на компьютерочитаемом носителе 2720, выполненном с возможностью его выборочного извлечения, а также может быть загружен на систему 2700 обработки данных или передан на нее для исполнения процессорным блоком 2704. Программный код 2718 и компьютерочитаемый носитель 2720 вместе образуют компьютерный программный продукт 2722. В данном иллюстративном примере компьютерочитаемый носитель 2720 может представлять собой компьютерочитаемый носитель 2724 хранения данных или компьютерочитаемый носитель 2726 сигналов.
Компьютерочитаемый носитель 2724 хранения данных представляет собой физическое или материальное запоминающее устройство, используемое для хранения программного кода 2718, а не среду, которая распространяет или передает программный код 2718. Компьютерочитаемый носитель 2724 хранения данных может представлять собой, например, без ограничения, оптический или магнитный диск или запоминающее устройство для длительного хранения данных, которое соединено с системой 2700 обработки данных.
В качестве альтернативы программный код 2718 может быть передан на систему 2700 обработки данных с использованием компьютерочитаемого носителя 2726 сигналов. Компьютерочитаемый носитель 2726 сигналов может представлять собой, например, распространяемый сигнал данных, содержащий программный код 2718. Этот сигнал данных может представлять собой электромагнитный сигнал, оптический сигнал и/или сигнал некоторого иного типа, который может быть передан по физическим и/или беспроводным линиям связи.
Изображение системы 2700 обработки данных, показанное на ФИГ. 27, не означает введение конструктивных ограничений способом, которым могут быть реализованы иллюстративные примеры. Различные иллюстративные примеры могут быть реализованы в системе обработки данных, которая содержит компоненты в дополнение к компонентам, показанным для системы 2700 обработки данных, или вместо них. Кроме того, компоненты, показанные на ФИГ. 27, могут отличаться от показанных иллюстративных примеров.
Иллюстративные примеры настоящего изобретения могут быть описаны в контексте способа 2800 изготовления и обслуживания летательного аппарата, показанного на ФИГ. 28, и летательного аппарата 2900, показанного на ФИГ. 29. На ФИГ. 28 показана блок-схема способа изготовления и обслуживания летательного аппарата в соответствии с иллюстративным примером. Во время подготовки к производству способ 2800 изготовления и обслуживания летательного аппарата может включать проработку и проектирование 2802 летательного аппарата 2900, показанного на ФИГ. 29, и материальное обеспечение 2804.
Во время производства осуществляют изготовление 2806 компонентов и подузлов и системную интеграцию 2808 летательного аппарата 2900, показанного на ФИГ. 29. Соответственно, летательный аппарат 2900, показанный на ФИГ. 29, может проходить через сертификацию и поставку 2810 для его помещения на обслуживание 2812. Во время нахождения на обслуживании 2812 заказчиком для летательного аппарата 2900, показанного на ФИГ. 29, составляют расписание планового технического обеспечения и обслуживания 2814, которое может включать модификацию, перенастройку, восстановление и техническое обеспечение или обслуживание иных видов.
Каждый из процессов способа 2800 изготовления и обслуживания летательного аппарата может быть выполнен или осуществлен системным интегратором, третьей стороной, оператором или их сочетанием. В этих примерах оператор может представлять собой заказчика. Для целей данного описания системный интегратор может содержать, без ограничения, любое количество производителей и субподрядчиков летательного аппарата, третья сторона может содержать, без ограничения, любое количество продавцов, субподрядчиков и поставщиков, а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.п.
На ФИГ. 29 показана структурная схема летательного аппарата, в котором может быть реализован иллюстративный пример. В данном примере летательный аппарат 2900 изготавливают посредством способа 2800 изготовления и обслуживания летательного аппарата, показанного на ФИГ. 28, и может содержать корпус 2902 с множеством систем 2904 и внутренней частью 2906. Примеры систем 2904 содержат одну или более из следующих систем: движительная система 2908, электрическая система 2910, гидравлическая система 2912 и климатическая система 2914. Может иметься любое количество других систем. Несмотря на то, что пример показан для авиакосмической промышленности, различные иллюстративные примеры могут быть использованы в других отраслях промышленности, таких как автомобильная промышленность.
Устройство и способы, реализованные в данном документе, могут быть использованы во время по меньшей мере одного из следующих этапов способа 2800 изготовления и обслуживания летательного аппарата, показанного на ФИГ. 28. В частности, система 100 сбора данных, показанная на ФИГ. 1, может быть использована во время различных этапов способа 2800 изготовления и обслуживания летательного аппарата. Например, без ограничения, блок 104 рабочего органа может быть использован для определения толщины корпуса 2902 во время проработки и проектирования 2802. Кроме того, система 100 сбора данных может быть использована в операциях обследования, осуществляемых в отношении корпуса 2902 во время планового технического обеспечения и обслуживания 2814, или на некотором другом этапе способа 2800 изготовления и обслуживания летательного аппарата.
В одном из иллюстративных примеров компоненты или подузлы, изготовленные на этапе изготовления 2806 компонентов и подузлов, показанном на ФИГ. 28, могут быть произведены или изготовлены способом, аналогичным компонентам и подузлам, изготовленным при нахождении летательного аппарата 2900 на этапе 2812 обслуживания, показанном на ФИГ. 28. В качестве еще одного примера один или более примеров устройства, примеры способа или их сочетание могут быть использованы во время этапов изготовления, таких как изготовление 2806 компонентов и подузлов и системная интеграция 2808, показанные на ФИГ. 28. Один или более примеров устройства, примеры способа или их сочетание могут быть использованы при нахождении летательного аппарата 2900 на обслуживании 2812, во время этапа 2814 технического обеспечения и обслуживания, показанного на ФИГ. 28, или при их сочетании. Использование некоторого количества различных иллюстративных примеров может по существу упрощать узел и/или уменьшать стоимость летательного аппарата 2900.
Кроме того, настоящее изобретение содержит примеры в соответствии со следующими пунктами.
Пункт 1. Многоосевой податливый рабочий орган для прикрепления к роботизированному устройству, содержащий:
податливый контактный датчик, выполненный с возможностью определения, посредством контакта, фактического местоположения элемента заготовки,
по меньшей мере одно сочленение, обеспечивающее поступательное перемещение, и
по меньшей мере одно вращательное сочленение, связанное с податливым датчиком,
причем указанные сочленения выполнены с возможностью пассивного выравнивания податливого контактного датчика с элементом заготовки.
Пункт 2. Многоосевой податливый рабочий орган по пункту 1, в котором указанное по меньшей мере одно сочленение, обеспечивающее поступательное перемещение, дополнительно содержит корпус подшипника, закрепленный с возможностью перемещения в пределах цангового патрона рабочего органа.
Пункт 3. Многоосевой податливый рабочий орган по пункту 2, в котором по меньшей мере одно вращательное сочленение дополнительно содержит сферический подшипник, установленный с возможностью его вращения в корпусе подшипника рабочего органа.
Пункт 4. Многоосевой податливый рабочий орган по пункту 3, в котором податливый контактный датчик дополнительно содержит контактор, выполненный с возможностью податливого контакта с заготовкой, и выполнен с возможностью обеспечения отклика в ответ на контакт между контактором и заготовкой.
Пункт 5. Многоосевой податливый рабочий орган по пункту 4, дополнительно содержащий линейный измерительный прибор, связанный с податливым контактным датчиком,
при этом обеспечена возможность определения толщины заготовки в элементе заготовки на основании степени выдвижения линейного измерительного прибора, когда контактор контактирует с заготовкой.
Пункт 6. Многоосевой податливый рабочий орган по пункту 5, в котором линейный измерительный прибор установлен в сферическом подшипнике,
при этом обеспечена возможность определения толщины заготовки в элементе заготовки на основании степени выдвижения линейного измерительного прибора, когда контактор контактирует с нижней стороной заготовки.
Пункт 7. Многоосевой податливый рабочий орган по пункту 1, дополнительно содержащий множество магнитных фиксаторов, выполненных с возможностью удержания податливого контактного датчика по существу в нейтральной ориентации, когда податливый контактный датчик не имеет пассивного выравнивания с элементом заготовки.
Пункт 8. Многоосевой податливый рабочий орган по пункту 7, в котором указанное множество магнитных фиксаторов дополнительно выполнены с возможностью удержания податливого контактного датчика в ориентации с пассивным выравниванием во время сбора данных.
Пункт 9. Многоосевой податливый рабочий орган по пункту 1, дополнительно содержащий магнитное соединение с кинематическим выравниванием для прикрепления рабочего органа к роботизированному устройству.
Пункт 10. Способ автоматического выполнения операции в отношении заготовки с использованием многоосевого податливого рабочего органа для прикрепления к роботизированному устройству, включающий:
размещение рабочего органа в номинальном местоположении элемента заготовки, в отношении которого необходимо выполнить указанную операцию,
введение рабочего органа в контакт с элементом заготовки с обеспечением пассивного выравнивания рабочего органа с элементом заготовки и
в ответ на выравнивание рабочего органа с элементом заготовки выполнение указанной операции в отношении элемента заготовки.
Пункт 11. Способ по пункту 10, дополнительно включающий: в ответ на размещение рабочего органа в номинальном местоположении элемента заготовки определение возможности пассивного выравнивания рабочего органа с фактическим местоположением элемента заготовки.
Пункт 12. Способ по пункту 11, согласно которому определение возможности пассивного выравнивания рабочего органа с фактическим местоположением элемента заготовки дополнительно включает выдвижение податливого контактного датчика из рабочего органа с обеспечением определения возможности пассивного выравнивания рабочего органа с фактическим местоположением элемента заготовки,
причем контактный датчик является вертикально податливым для предотвращения повреждения заготовки.
Пункт 13. Способ по пункту 12, согласно которому элемент заготовки представляет собой отверстие в заготовке, а пассивное выравнивание рабочего органа с элементом заготовки дополнительно включает:
выдвижение контактного датчика через отверстие и
поступательное и угловое смещение контактного датчика из заданного магнитным способом нейтрального местоположения по мере выдвижения контактного датчика через отверстие до тех пор, пока рабочий орган не будет выровнен с отверстием.
Пункт 14. Способ по пункту 13, согласно которому указанная операция включает определение толщины заготовки в отверстии, а указанный способ дополнительно включает:
втягивание контактного датчика до тех пор, пока податливый контактный датчик не будет контактировать с нижней стороной заготовки, и
определение толщины заготовки в отверстии на основании степени выдвижения контактного датчика.
Пункт 15. Способ по пункту 14, дополнительно включающий смещение рабочего органа до тех пор, пока отклик о контакте от податливого контактного датчика не будет указывать на контакт с боковой стенкой отверстия, при этом этап втягивания контактного датчика осуществляют в ответ на смещение рабочего органа.
Пункт 16. Способ по пункту 14, дополнительно включающий:
в ответ на выполнение указанной операции определение возможности извлечения податливого контактного датчика из элемента заготовки,
в ответ на определение невозможности извлечения контактного датчика из элемента заготовки осуществление процесса поиска степени втягивания для установления местоположения рабочего органа, в котором обеспечена возможность отвода контактного датчика от элемента заготовки, и
в ответ на установление местоположения рабочего органа, в котором обеспечена возможность отвода контактного датчика от элемента заготовки, вытягивание рабочего органа из элемента заготовки с обеспечением извлечения податливого контактного датчика из элемента заготовки.
Пункт 17. Способ по пункту 12, дополнительно включающий:
в ответ на определение того, что номинальное местоположение элемента заготовки не является фактическим местоположением элемента заготовки, выполнение процесса поиска элемента заготовки и
в ответ на установление местоположения элемента заготовки сохранение смещения из номинального местоположения в фактическое местоположение элемента заготовки.
Пункт 18. Способ по пункту 17, согласно которому осуществление процесса поиска элемента заготовки дополнительно включает осуществление небольших перемещений рабочего органа и проверок степени выдвижения контактного датчика по внешней спиральной траектории из номинального местоположения до тех пор, пока фактическое местоположение элемента заготовки не будет определено на основании отклика о контакте от податливого контактного датчика.
Пункт 19. Машинный программный продукт для автоматического выполнения операции в отношении заготовки с использованием многоосевого податливого рабочего органа для прикрепления к роботизированному устройству, содержащий:
компьютерочитаемый носитель,
первый программный код, хранящийся на компьютерочитаемом носителе, для размещения рабочего органа в номинальном местоположении элемента заготовки, в отношении которой необходимо выполнить указанную операцию,
второй программный код, хранящийся на компьютерочитаемом носителе, для обеспечения контакта рабочего органа с элементом заготовки для пассивного выравнивания рабочего органа с элементом заготовки, и
третий программный код, хранящийся на компьютерочитаемом носителе, для выполнения указанной операции в отношении элемента заготовки в ответ на выравнивание рабочего органа с элементом заготовки.
Пункт 20. Компьютерный программный продукт по пункту 19, дополнительно содержащий четвертый программный код, хранящийся на компьютерочитаемом носителе, для определения возможности пассивного выравнивания рабочего органа с фактическим местоположением элемента заготовки в ответ на размещение рабочего органа в номинальном местоположении элемента заготовки.
Пункт 21. Компьютерный программный продукт по пункту 20, в котором четвертый программный код дополнительно содержит программный код, хранящийся на машиночитаемом носителе, для выдвижения податливого контактного датчика из рабочего органа с обеспечением определения возможности пассивного выравнивания рабочего органа с фактическим местоположением элемента заготовки.
Пункт 22. Компьютерный программный продукт по пункту 21, в котором элемент заготовки представляет собой отверстие в заготовке, а второй программный код дополнительно содержит программный код, хранящийся на компьютерочитаемом носителе, для выдвижения контактного датчика через отверстие в заготовке, причем по мере выдвижения контактного датчика через отверстие происходит пассивное поступательное и угловое смещение контактного датчика от заданного магнитным способом нейтрального местоположения до тех пор, пока рабочий орган не будет выровнен с отверстием.
Пункт 23. Компьютерный программный продукт по пункту 22, в котором указанная операция включает определение толщины заготовки в отверстии, а компьютерный программный продукт дополнительно содержит:
пятый программный код, хранящийся на компьютерочитаемом носителе, для втягивания контактного датчика до тех пор, пока податливый контактный датчик не будет контактировать с нижней стороной заготовки, и
шестой программный код, хранящийся на компьютерочитаемом носителе, для определения толщины заготовки в отверстии на основании степени выдвижения контактного датчика.
Пункт 24. Компьютерный программный продукт по пункту 23, дополнительно содержащий седьмой программный код, хранящийся на компьютерочитаемом носителе, для смещения рабочего органа до тех пор, пока отклик о контакте от податливого контактного датчика не будет указывать на контакт с боковой стенкой отверстия, причем в ответ на седьмой программный код обеспечена возможность выполнения пятого программного кода.
Пункт 25. Компьютерный программный продукт по пункту 23, дополнительно содержащий:
седьмой программный код, хранящийся на компьютерочитаемом носителе, для определения посредством отклика о контакте возможности извлечения податливого контактного датчика из элемента заготовки в ответ на выполнение указанной операции,
восьмой программный код, хранящийся на компьютерочитаемом носителе, для осуществления процесса поиска степени втягивания для установления местоположения рабочего органа, в котором обеспечена возможность отвода контактного датчика от элемента заготовки в ответ на определение возможности извлечения контактного датчика из элемента заготовки, и
девятый программный код, хранящийся на компьютерочитаемом носителе, для отвода рабочего органа от элемента заготовки с обеспечением извлечения податливого контактного датчика из элемента заготовки в ответ на установление местоположения рабочего органа, в котором обеспечена возможность отвода контактного датчика от элемента заготовки.
Пункт 26. Компьютерный программный продукт по пункту 20, дополнительно содержащий:
пятый программный код, хранящийся на компьютерочитаемом носителе, для осуществления процесса поиска элемента заготовки в ответ на определение того, что номинальное местоположение элемента заготовки не является фактическим местоположением элемента заготовки, и
шестой программный код, хранящийся на компьютерочитаемом носителе, для сохранения смещения из номинального местоположения в фактическое местоположение элемента заготовки в ответ на установление местоположения при контакте с элементом заготовки.
Пункт 27. Машинный программный продукт по пункту 26, в котором пятый программный код дополнительно содержит программный код, хранящийся на машиночитаемом носителе, для осуществления небольших перемещений рабочего органа и проверок степени выдвижения контактного датчика по внешней спиральной траектории из номинального местоположения до тех пор, пока фактическое местоположение элемента заготовки не будет определено на основании отклика о контакте от контактного датчика.
Данные различные иллюстративные примеры были приведены в иллюстративных и описательных целях, при этом не следует полагать, что приведенное выше описание является исчерпывающим или ограниченным раскрытыми примерами. Специалистам в данной области техники будут очевидны различные модификации и изменения. Кроме того, различные иллюстративные примеры могут обеспечивать элементы, отличные от элементов иных необходимых примеров. Выделенный пример или выделенные примеры выбраны и описаны для наилучшего пояснения принципов примеров, практического применения, а также для обеспечения возможности понимания другими специалистами в данной области техники настоящего изобретения ввиду различных примеров с различными модификациями, подходящими для предполагаемого конкретного использования.
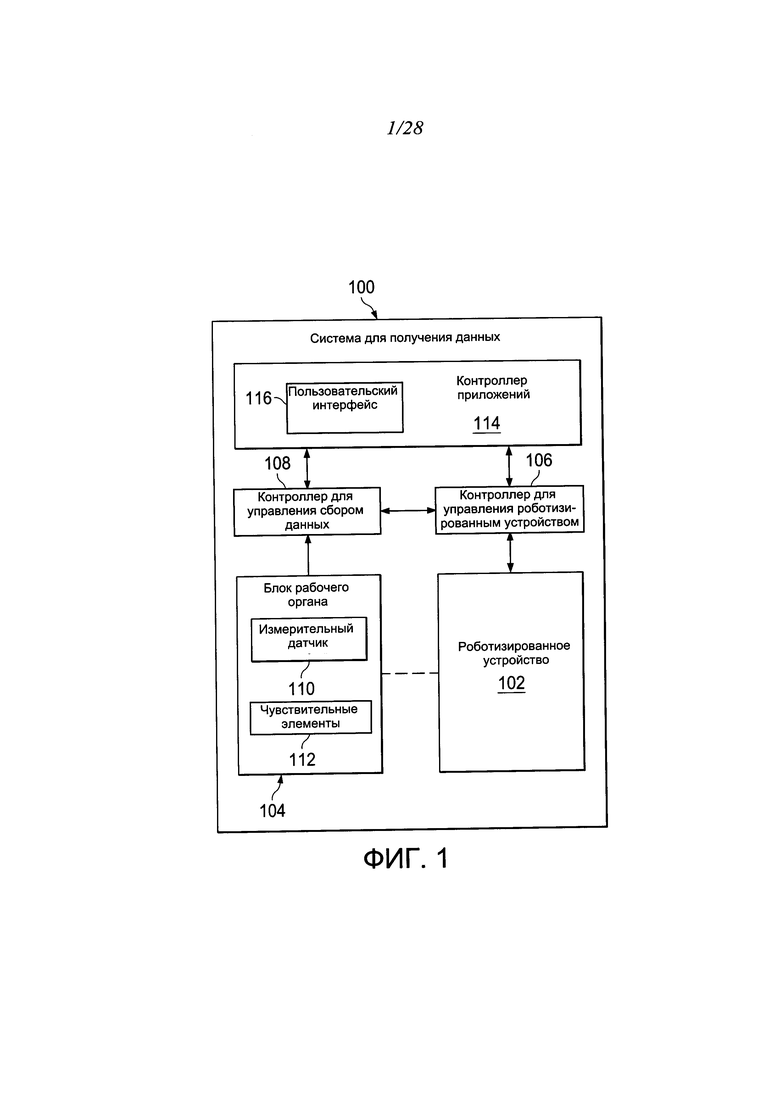
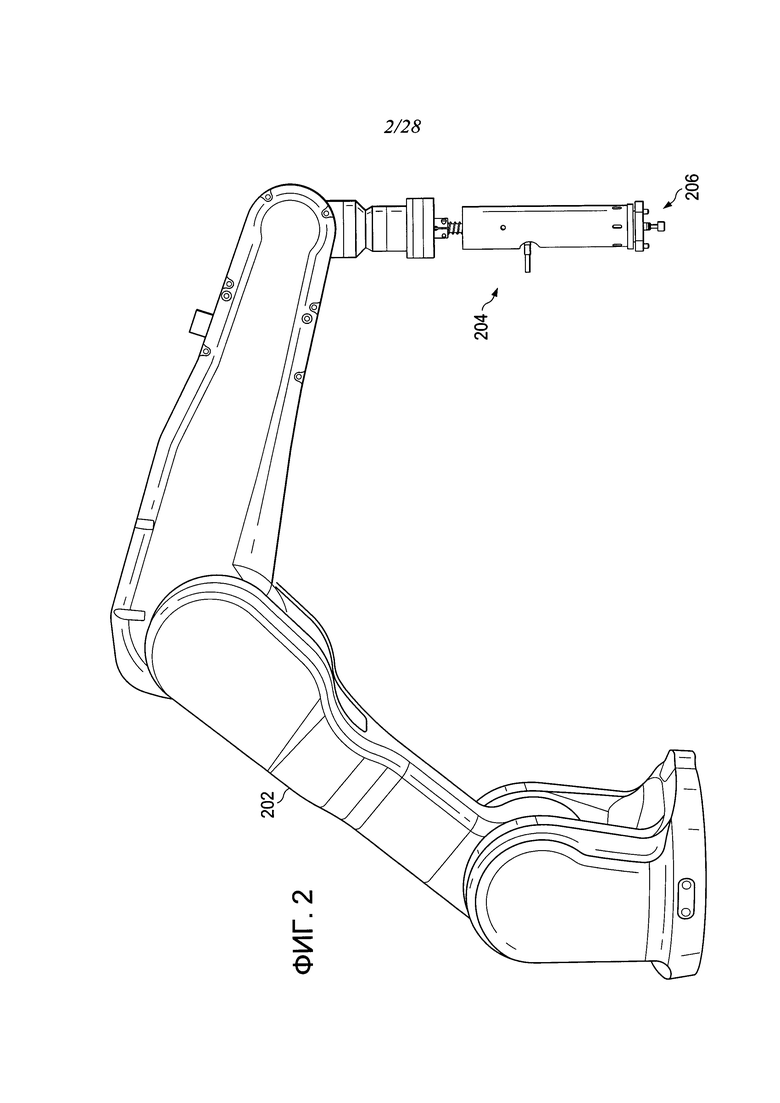
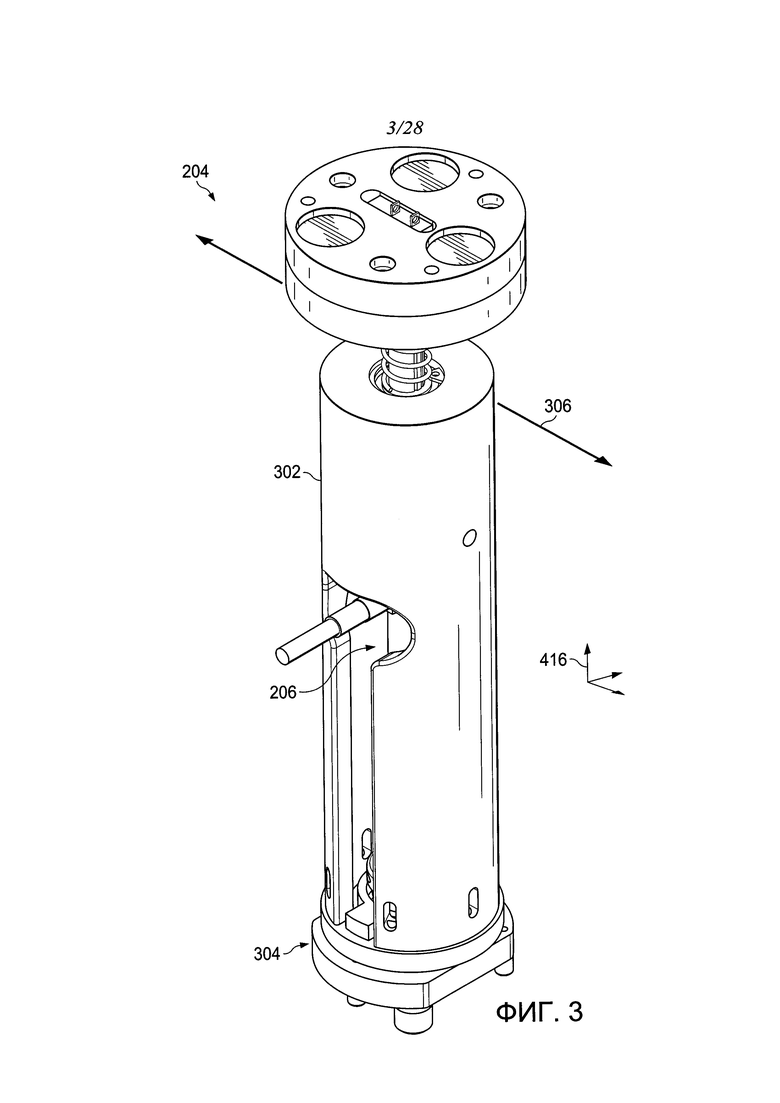
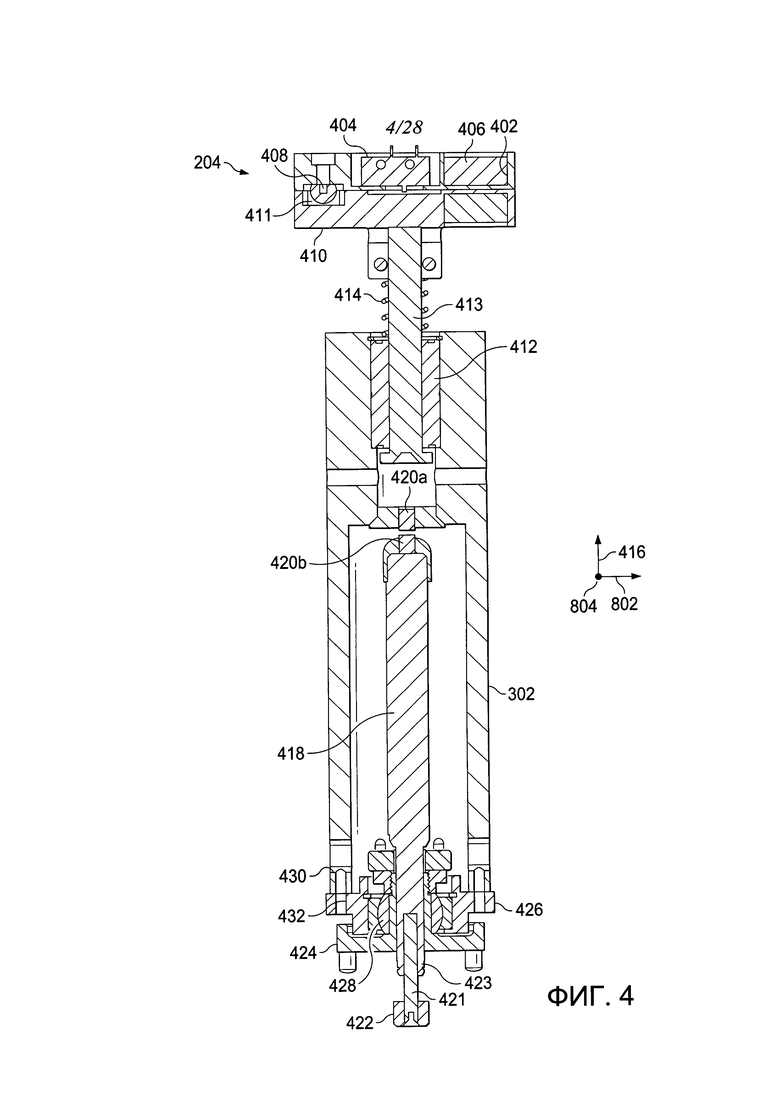
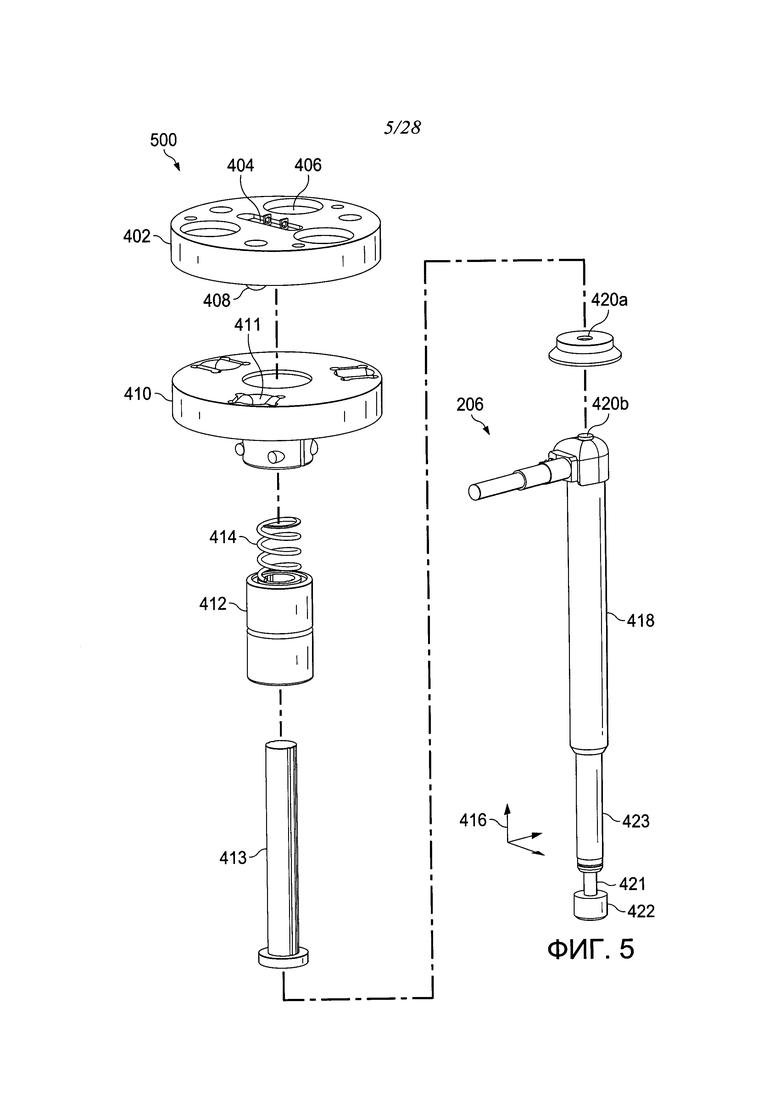
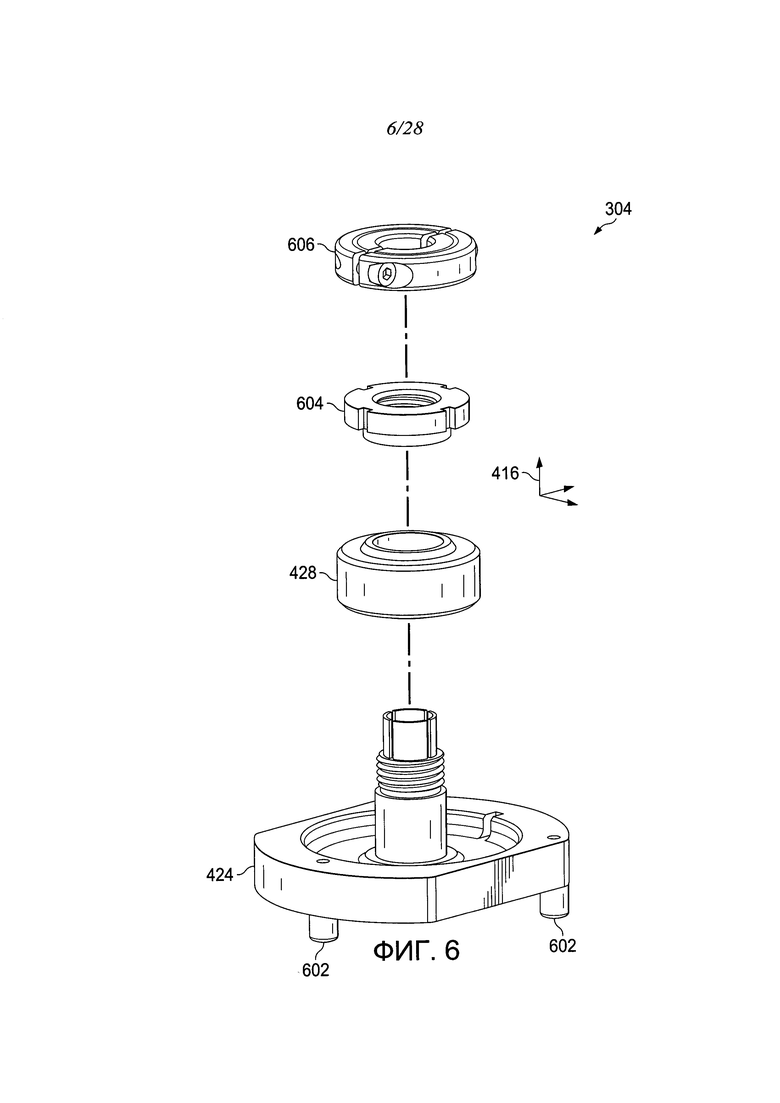
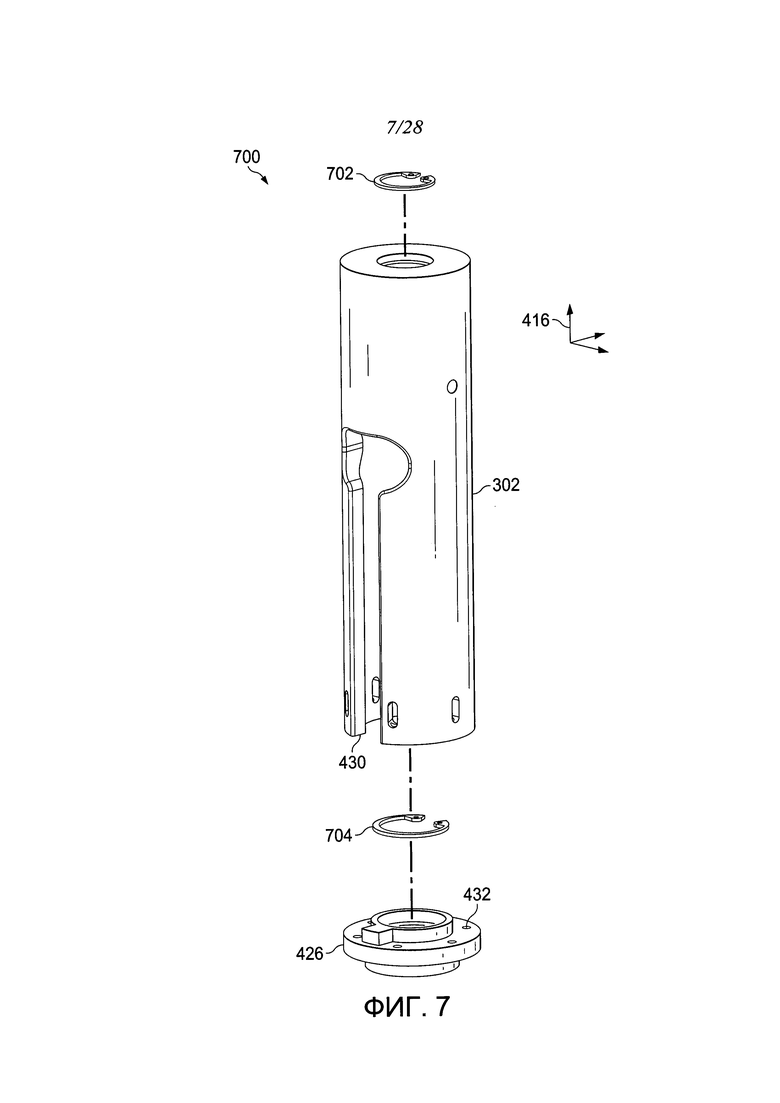
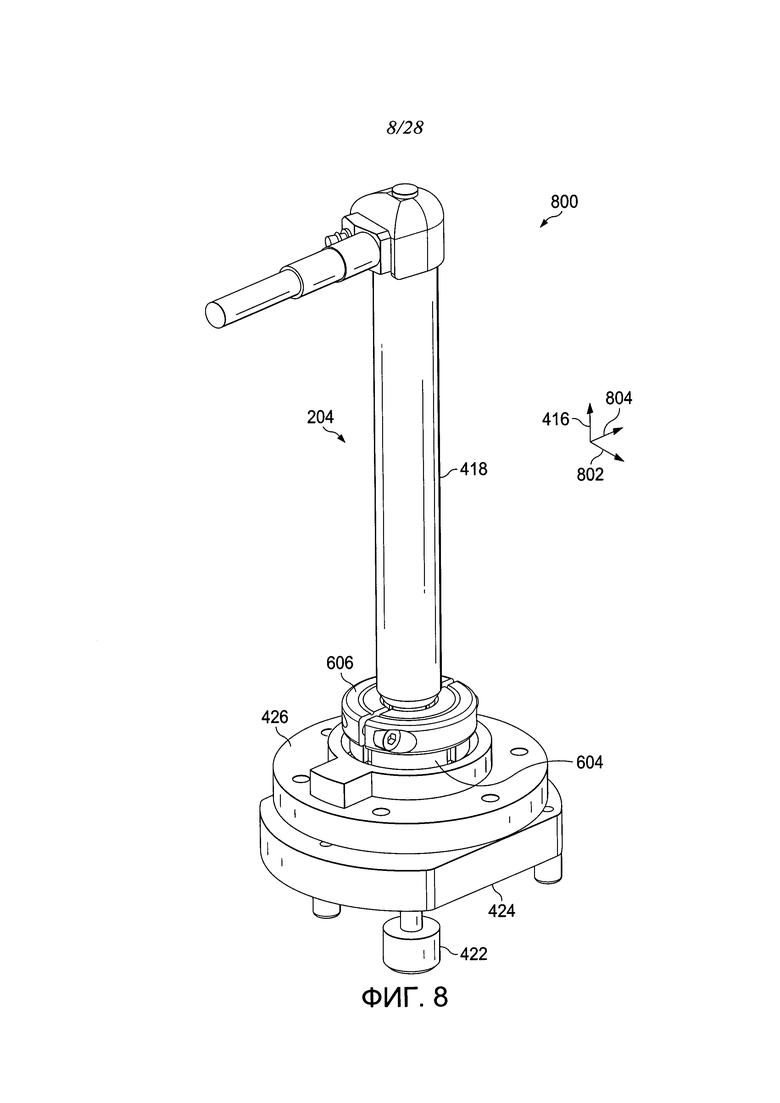
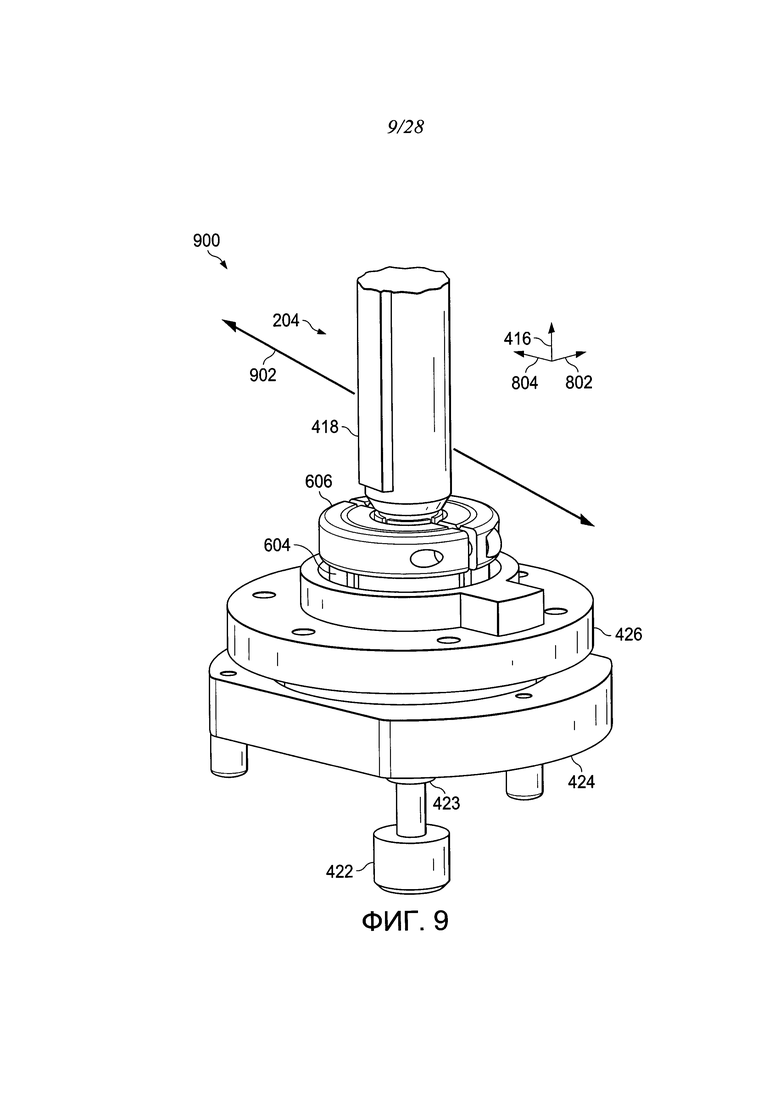
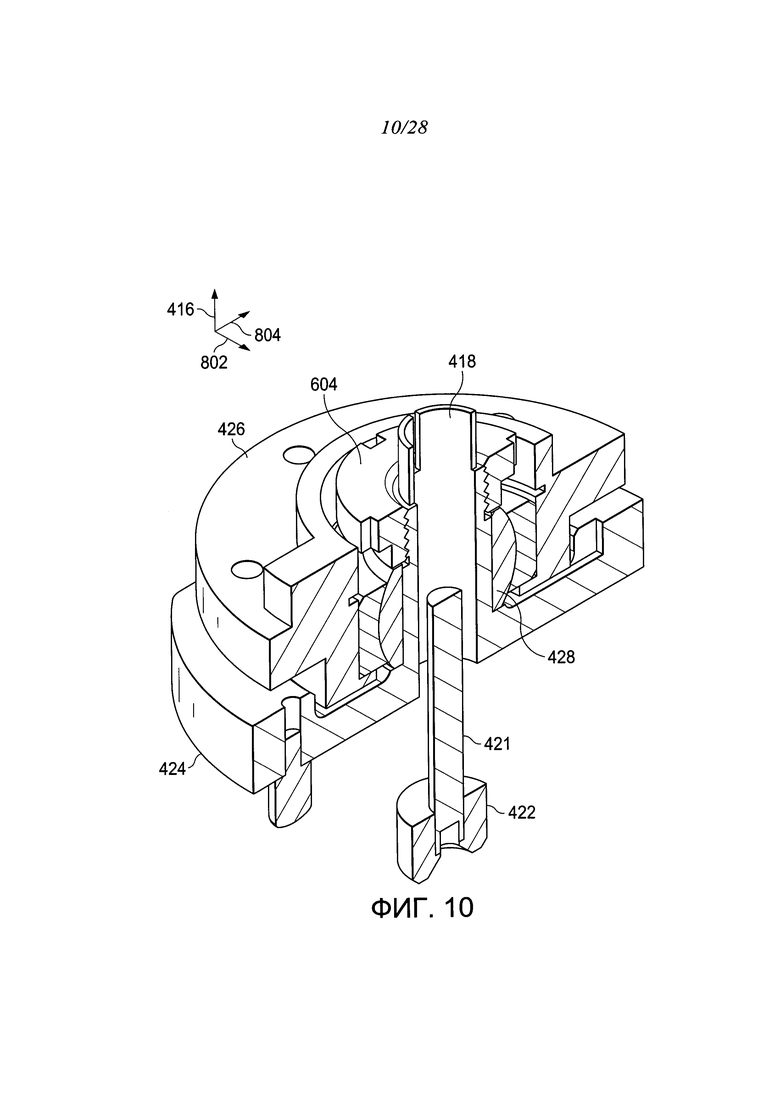
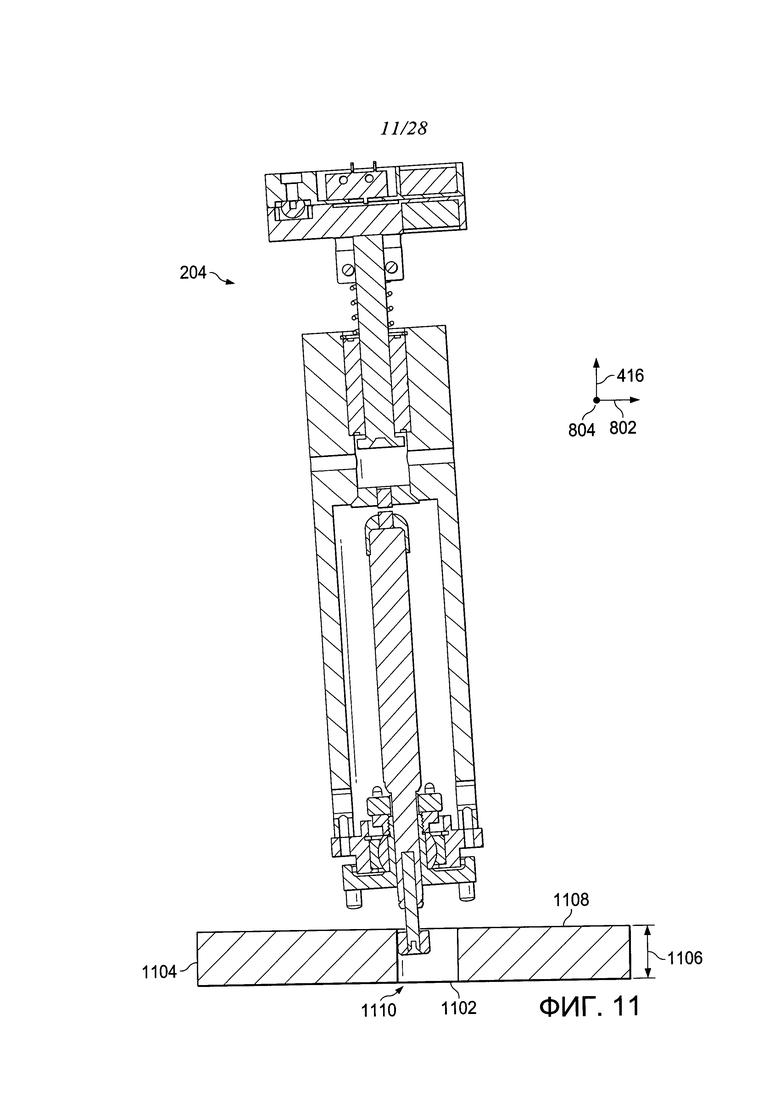
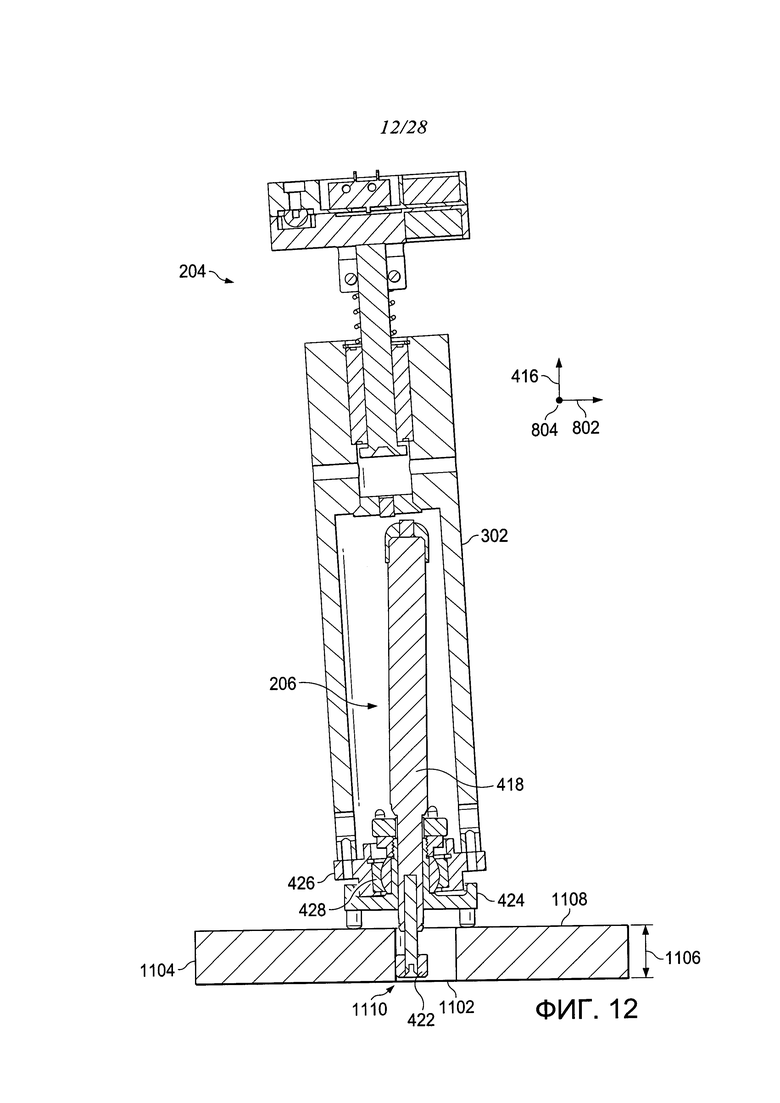
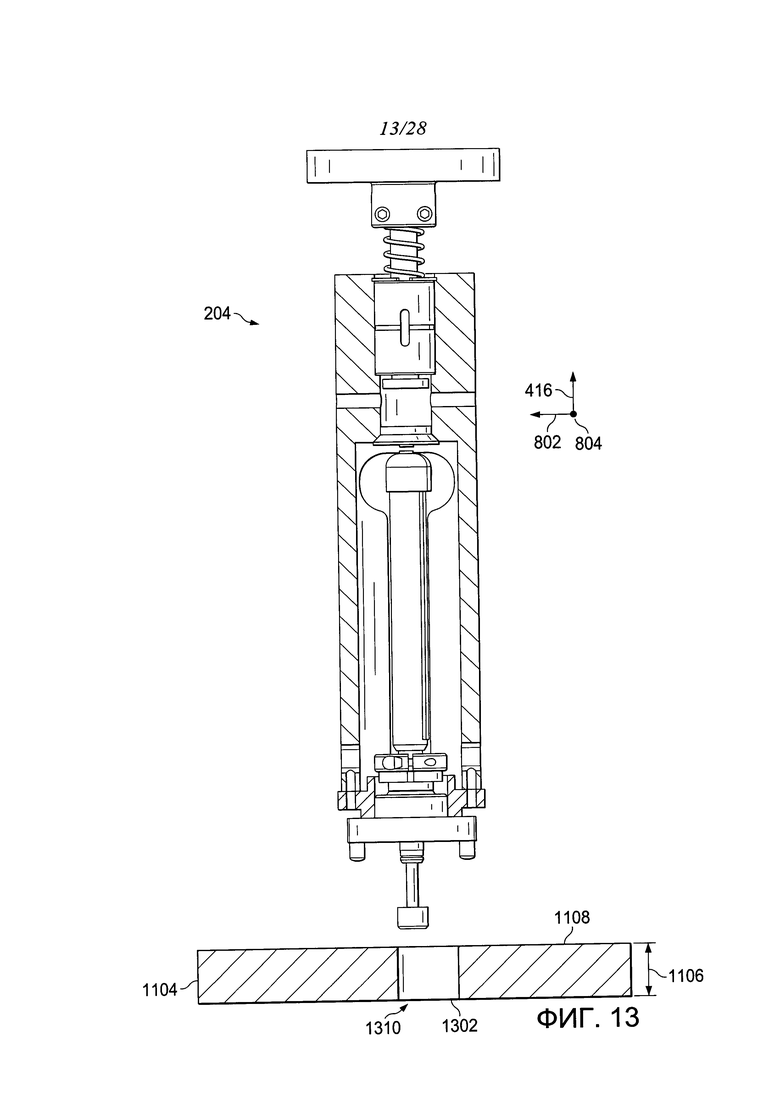
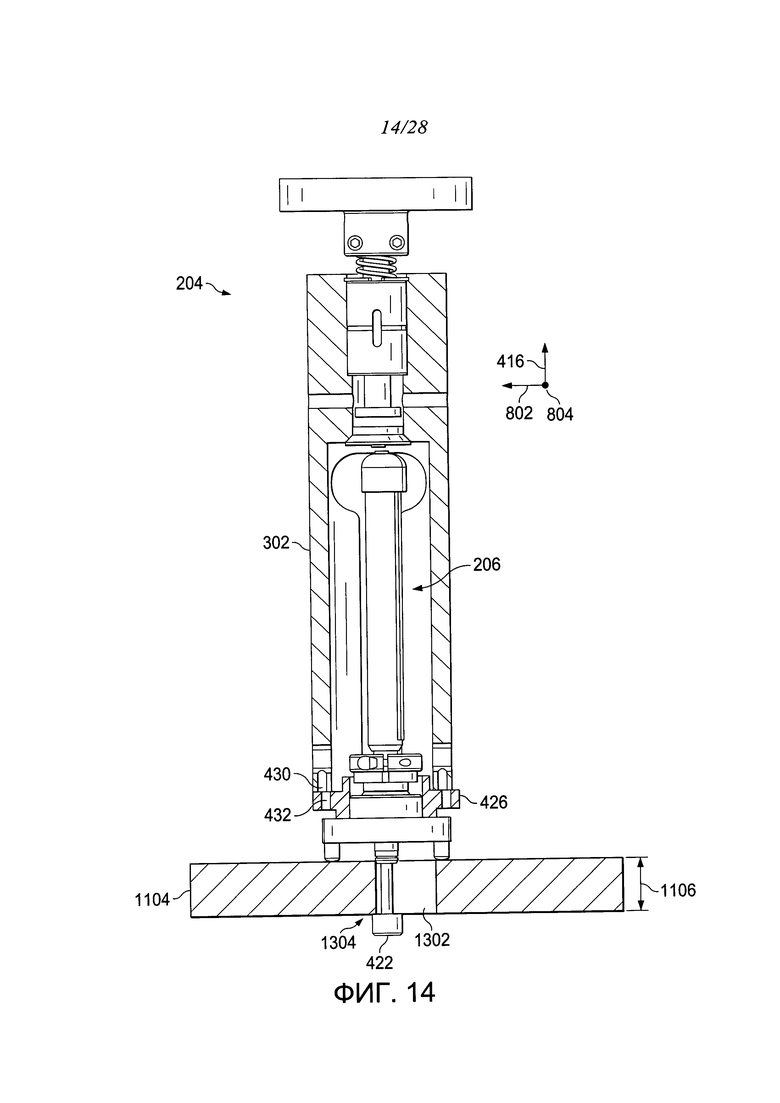
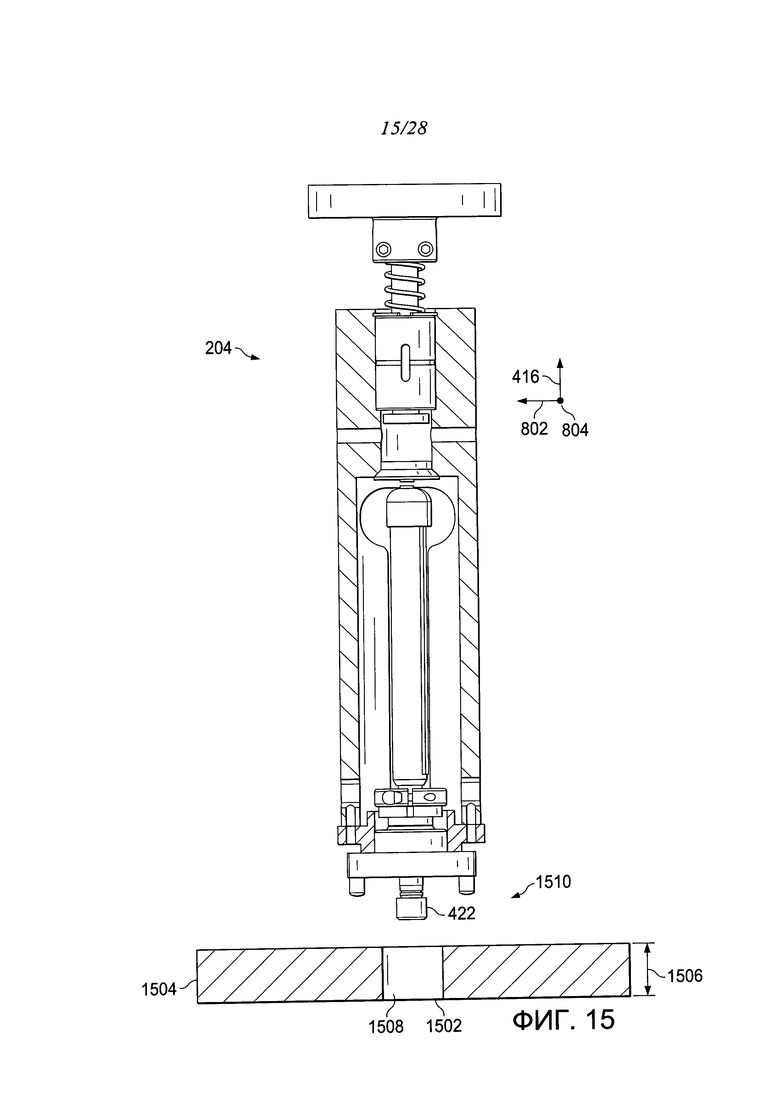
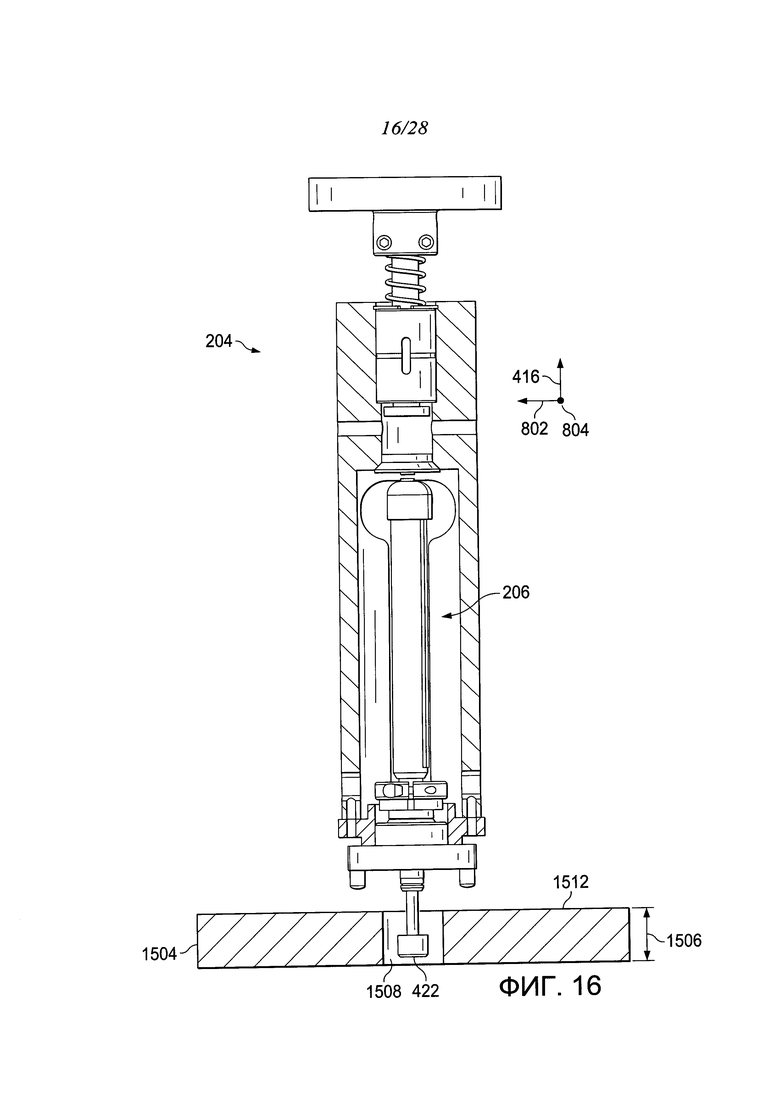
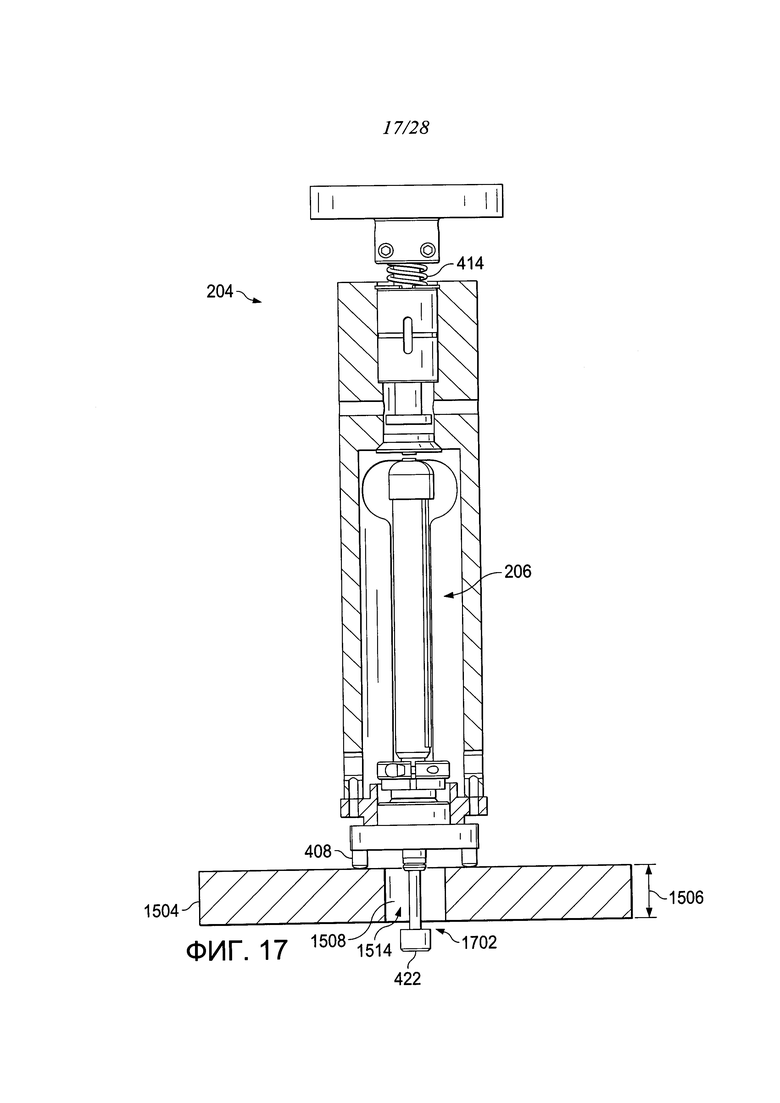
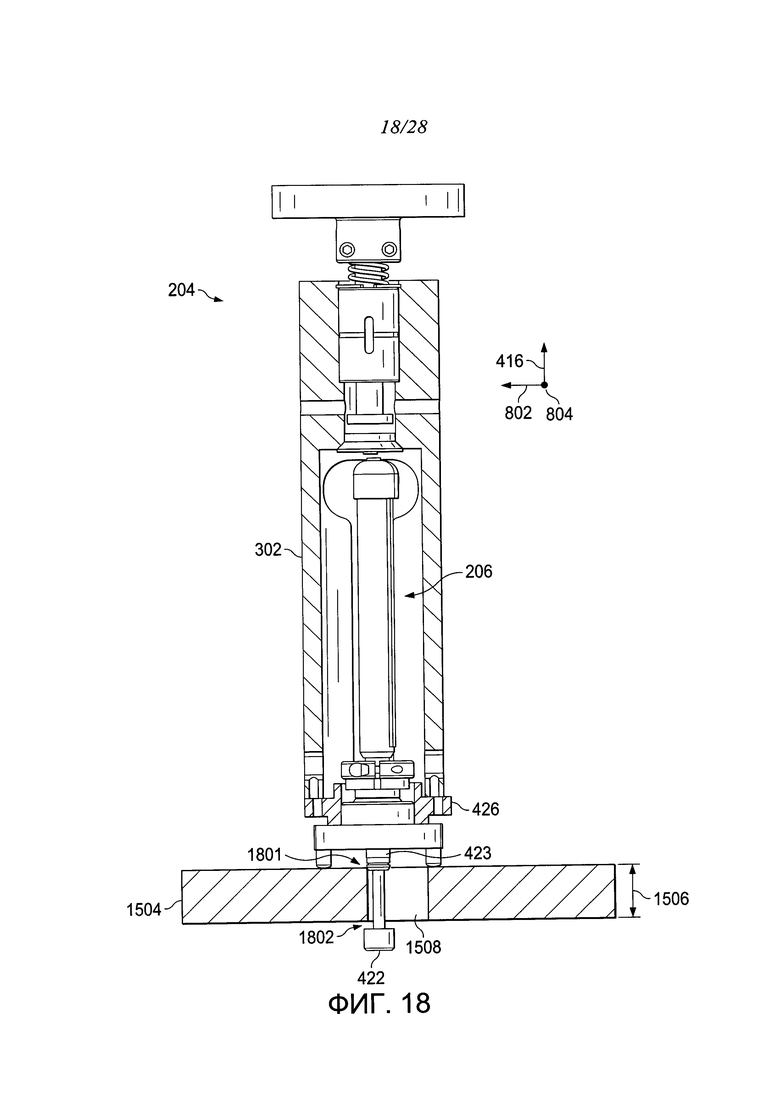
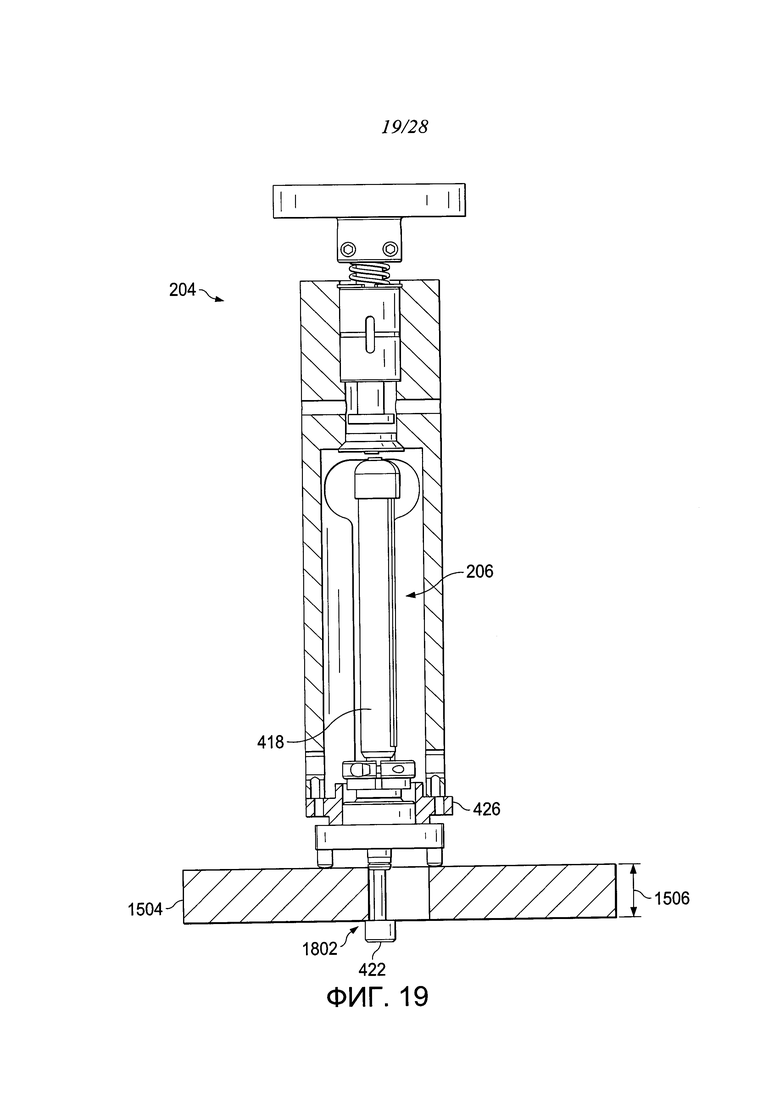
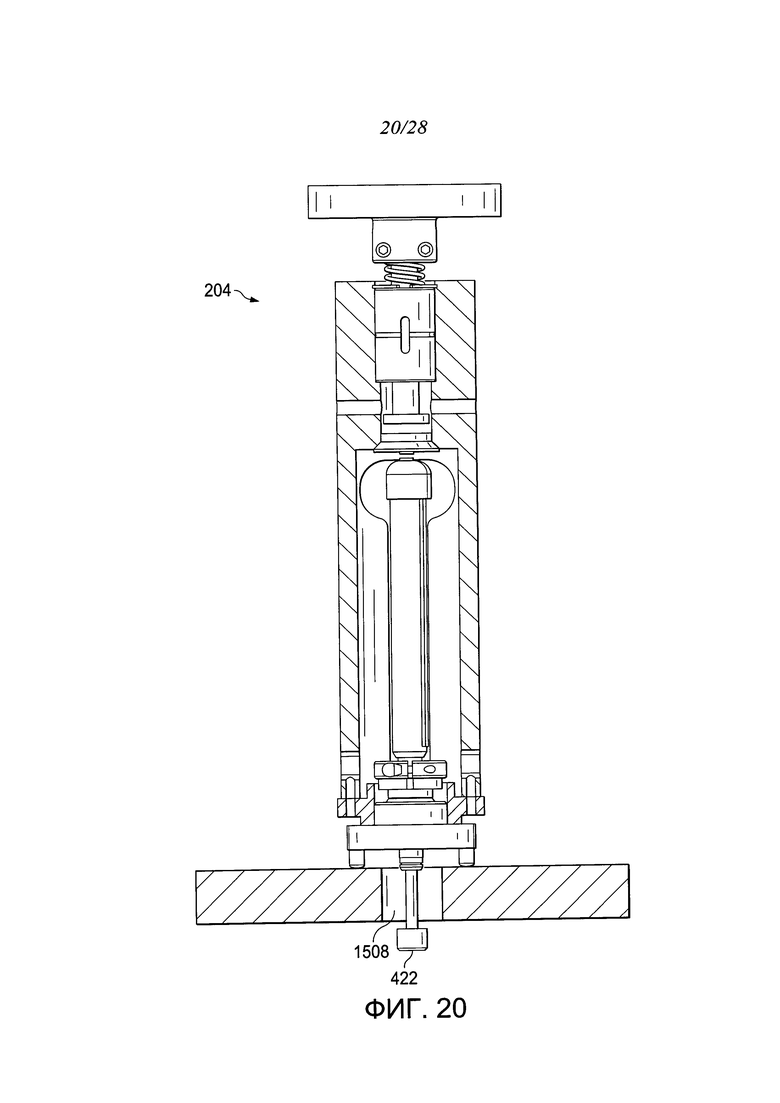
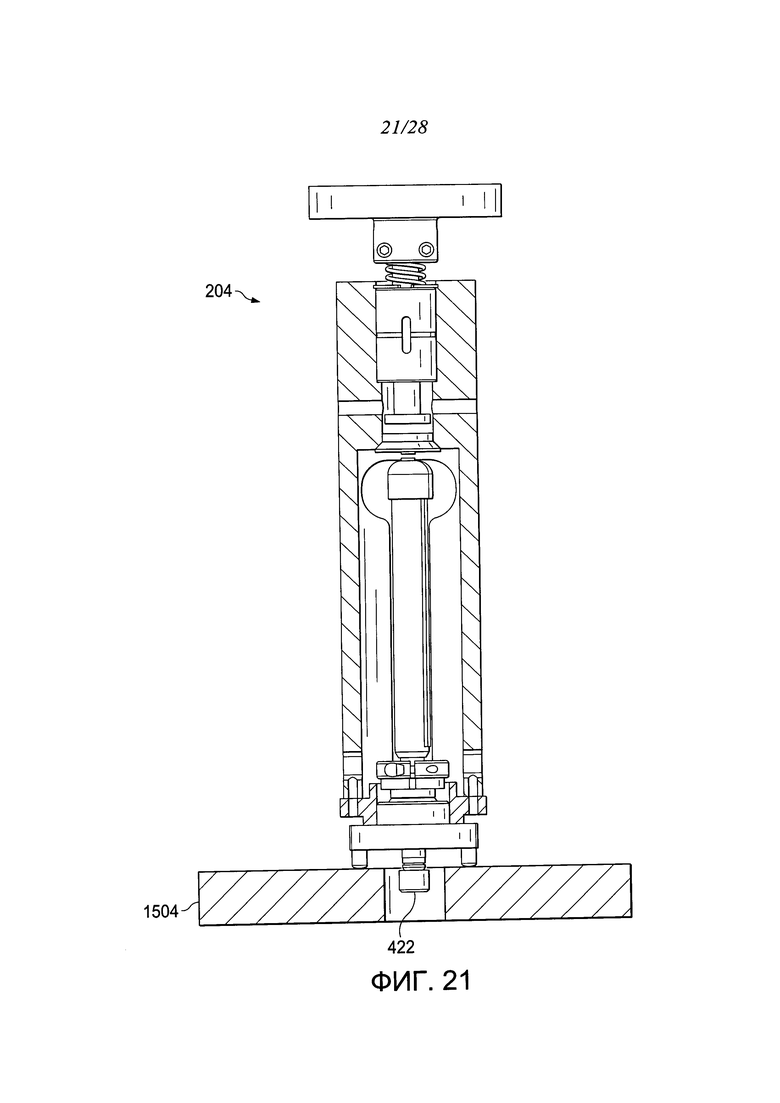
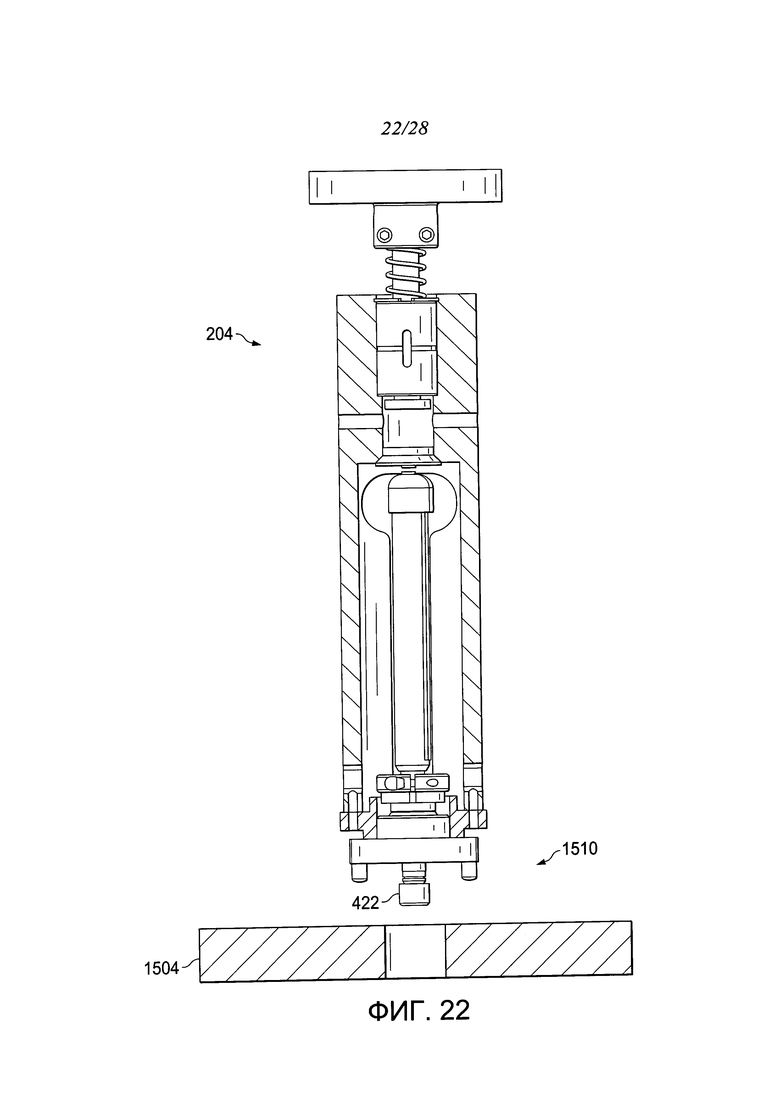
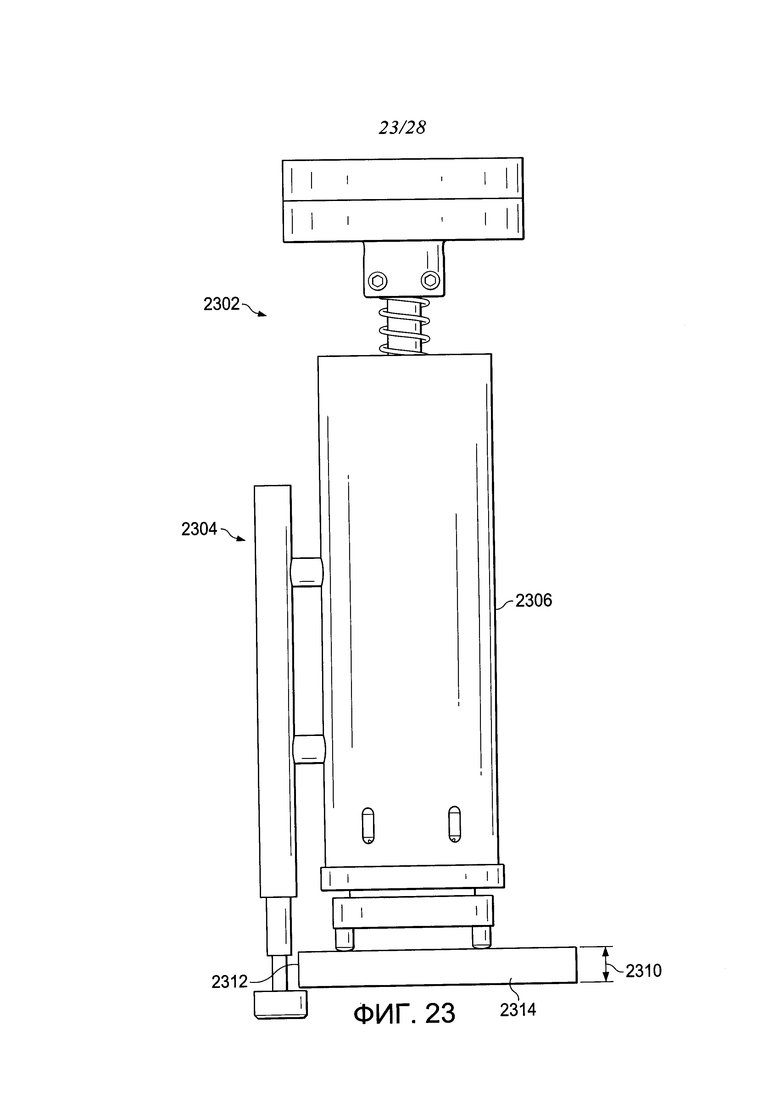
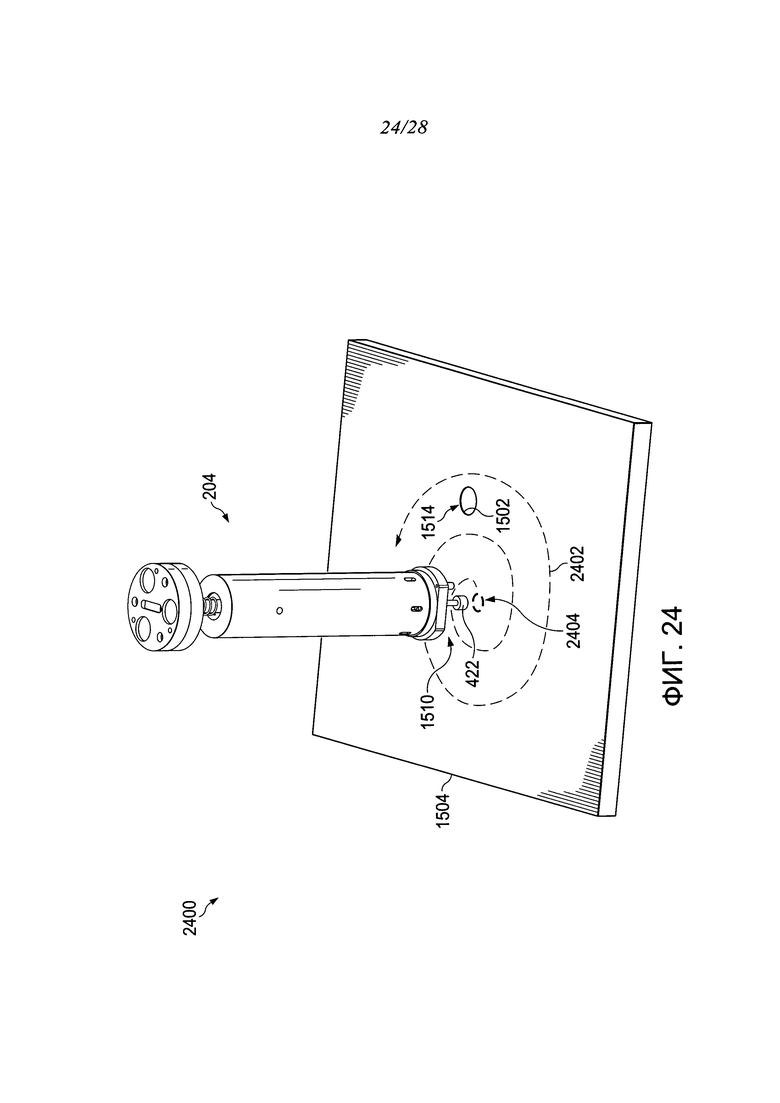
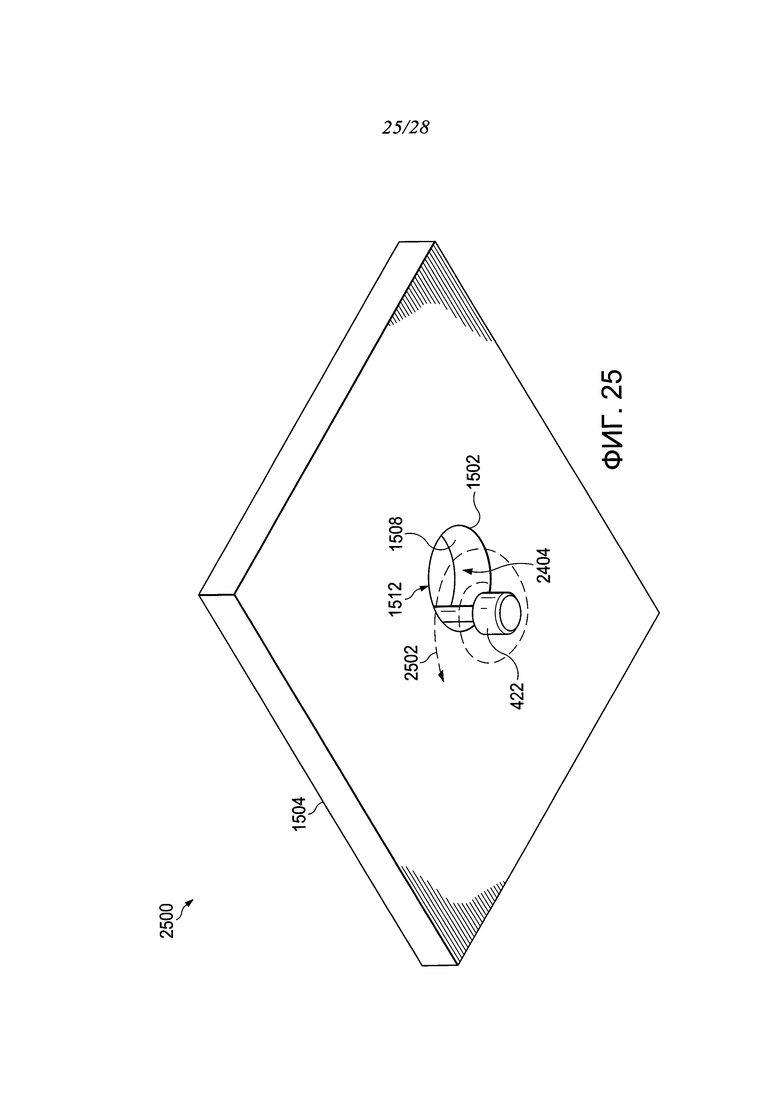
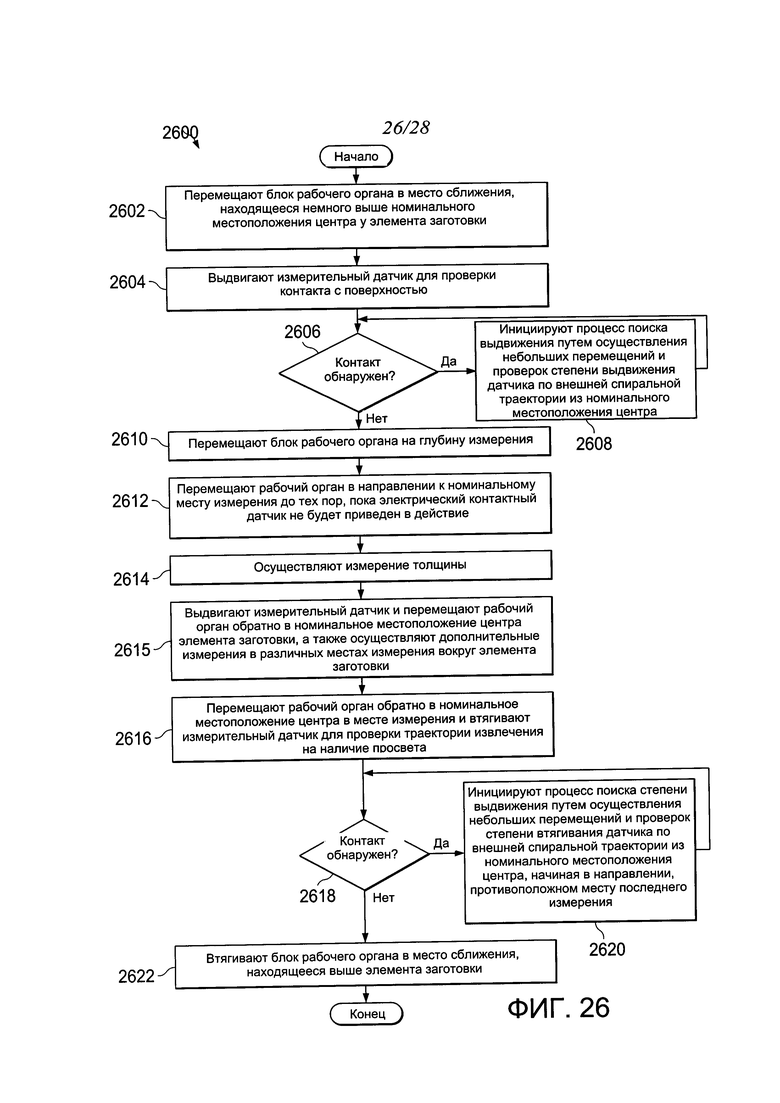
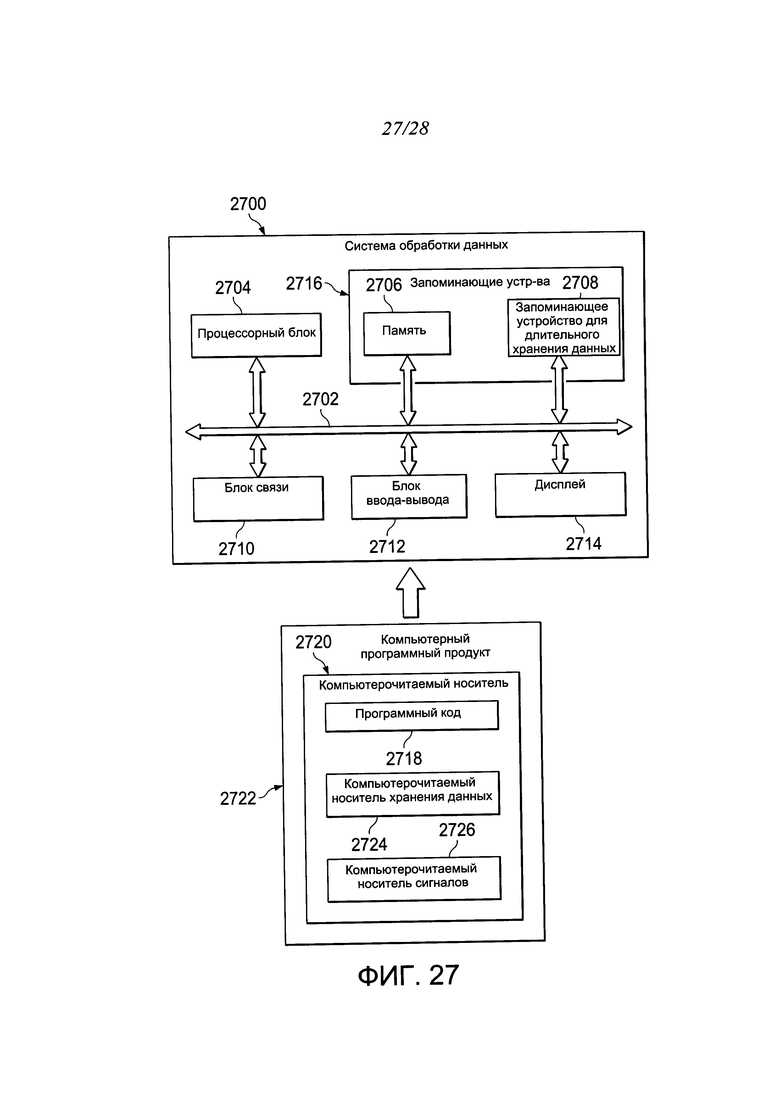
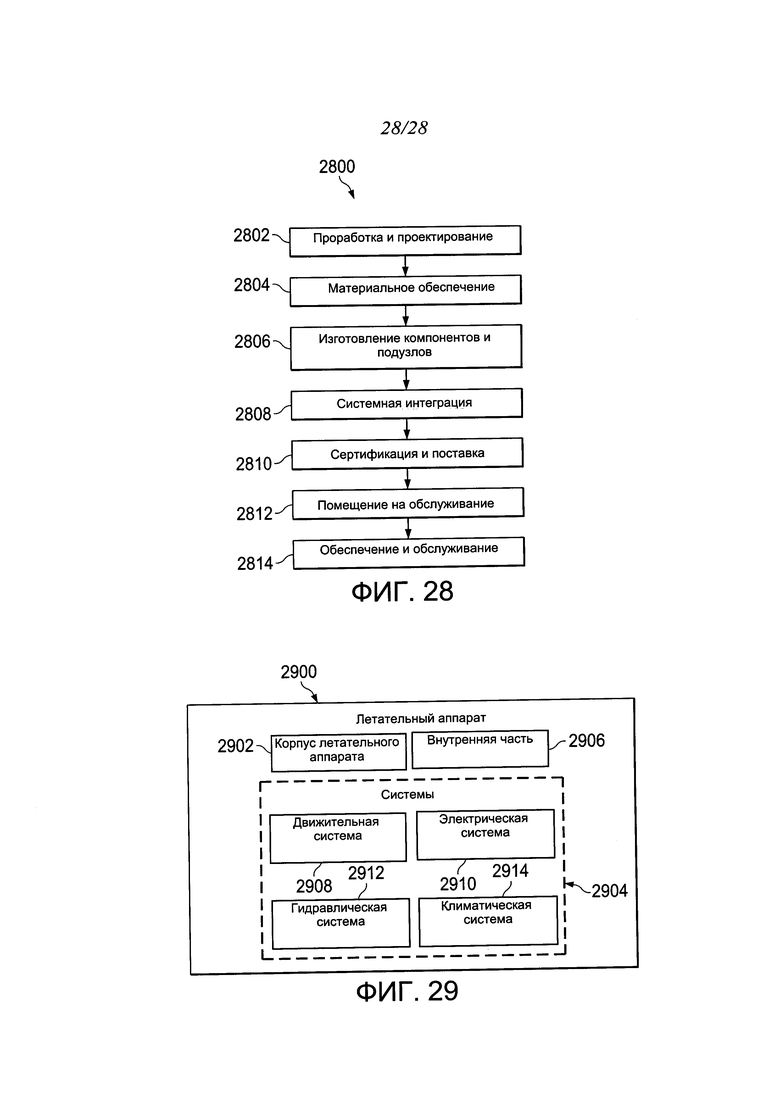
Заявлены способ и устройство для выполнения операции в отношении заготовки с использованием многоосевого податливого рабочего органа для прикрепления к роботизированному устройству. Рабочий орган размещают в номинальном местоположении элемента заготовки, в отношении которой необходимо выполнить заданную операцию. Рабочий орган пассивно выравнивают с элементом заготовки путем обеспечения контакта рабочего органа с указанным элементом заготовки. Заданную операцию выполняют в отношении элемента заготовки в ответ на выравнивание рабочего органа с указанным элементом заготовки. Предложенные способ и устройство позволяют выровнять рабочий орган с элементами заготовки в ситуациях, в которых между номинальными местоположениями заготовок и элементов заготовки и фактическими местоположениями заготовок и элементов заготовки имеются потенциальные различия. Эта способность обеспечивает возможность повторного использования программ по траектории роботизированного устройства без необходимости в перепрограммировании роботизированного устройства, что применяется в ситуациях, в которых разрешен выравнивающий контакт с заготовкой. 3 н. и 21 з.п. ф-лы, 29 ил.
1. Многоосевой податливый рабочий орган (204) для прикрепления к роботизированному устройству (202), содержащий:
податливый контактный датчик (206), выполненный с возможностью определения, посредством контакта, фактического местоположения (1110) элемента (1102) заготовки,
по меньшей мере одно сочленение (424), обеспечивающее поступательное перемещение, и
по меньшей мере одно вращательное сочленение (426, 428), связанное с податливым контактным датчиком (206), причем указанные сочленения выполнены с возможностью пассивного выравнивания податливого контактного датчика (206) с элементом (1102) заготовки, и
множество магнитных фиксаторов (432), выполненных с возможностью удержания податливого контактного датчика (206) по существу в нейтральной ориентации, когда податливый контактный датчик (206) не имеет пассивного выравнивания с элементом (1102) заготовки.
2. Многоосевой податливый рабочий орган (204) по п. 1, в котором указанное по меньшей мере одно сочленение (424), обеспечивающее поступательное перемещение, дополнительно содержит корпус (426) подшипника, закрепленный с возможностью перемещения в пределах цангового патрона (424) рабочего органа (204).
3. Многоосевой податливый рабочий орган (204) по п. 1 или 2, в котором указанное по меньшей мере одно вращательное сочленение (426, 428) дополнительно содержит сферический подшипник (428), установленный с возможностью его вращения в корпусе (426) подшипника рабочего органа (204).
4. Многоосевой податливый рабочий орган (204) по п. 1 или 2, в котором податливый контактный датчик (206) дополнительно содержит контактор (422), выполненный с возможностью податливого контакта с заготовкой (1104), и выполнен с возможностью обеспечения отклика в ответ на контакт между контактором (422) и заготовкой (1104).
5. Многоосевой податливый рабочий орган (204) по п. 4, дополнительно содержащий линейный измерительный прибор (418), связанный с податливым контактным датчиком (206),
при этом обеспечена возможность определения толщины заготовки (1104) в элементе (1102) заготовки с использованием линейного измерительного прибора (418), когда контактор (422) контактирует с заготовкой (1104).
6. Многоосевой податливый рабочий орган (204) по п. 5, в котором линейный измерительный прибор (418) установлен в сферическом подшипнике (428),
при этом обеспечена возможность определения толщины заготовки (1104) в элементе (1102) заготовки с использованием линейного измерительного прибора (418), когда контактор (422) контактирует с нижней стороной заготовки (1104).
7. Многоосевой податливый рабочий орган (204) по п. 1, в котором указанное множество магнитных фиксаторов (432) дополнительно выполнены с возможностью удержания податливого контактного датчика (206) в ориентации с пассивным выравниванием во время сбора данных.
8. Многоосевой податливый рабочий орган (204) по п. 1 или 2, дополнительно содержащий магнитное соединение с кинематическим выравниванием (402) для прикрепления рабочего органа (204) к роботизированному устройству (202).
9. Способ автоматического выполнения операции в отношении заготовки (1104) с использованием многоосевого податливого рабочего органа (204) по любому из пп. 1-8, включающий:
размещение рабочего органа (204) в номинальном местоположении (2404) элемента (1102) заготовки, в отношении которого необходимо выполнить указанную операцию,
введение рабочего органа (204) в контакт с элементом (1102) заготовки с обеспечением пассивного выравнивания рабочего органа (204) с элементом (1102) заготовки и
в ответ на выравнивание рабочего органа (204) с элементом (1102) заготовки выполнение указанной операции в отношении элемента (1102) заготовки.
10. Способ по п. 9, дополнительно включающий в ответ на размещение рабочего органа (204) в номинальном местоположении (2404) элемента (1102) заготовки определение возможности пассивного выравнивания рабочего органа (204) с фактическим местоположением (1110) элемента (1102) заготовки.
11. Способ по п. 10, согласно которому определение возможности пассивного выравнивания рабочего органа (204) с фактическим местоположением (1110) элемента (1102) заготовки дополнительно включает выдвижение податливого контактного датчика (206) из рабочего органа (204) для определения возможности пассивного выравнивания рабочего органа (204) с фактическим местоположением (1110) элемента (1102) заготовки,
причем контактный датчик (206) является вертикально податливым для предотвращения повреждения заготовки (1104).
12. Способ по п. 11, согласно которому элемент (1102) заготовки представляет собой отверстие (1508) в заготовке (1104), при этом пассивное выравнивание рабочего органа (204) с элементом (1102) заготовки дополнительно включает:
выдвижение контактного датчика (206) через отверстие (1508) и
поступательное и угловое смещение контактного датчика (206) от заданного магнитным способом нейтрального местоположения по мере выдвижения контактного датчика (206) через отверстие (1508) до тех пор, пока рабочий орган (204) не будет выровнен с отверстием (1508).
13. Способ по п. 12, согласно которому указанная операция включает определение толщины заготовки (1104) в отверстии (1508), а указанный способ дополнительно включает:
втягивание контактного датчика (206) до тех пор, пока податливый контактный датчик (206) не будет контактировать с нижней стороной заготовки (1104), и
определение толщины заготовки (1104) в отверстии (1508) на основании степени выдвижения контактного датчика (206).
14. Способ по п. 13, дополнительно включающий смещение рабочего органа (204) до тех пор, пока отклик о контакте от податливого контактного датчика (206) не будет указывать на контакт с боковой стенкой отверстия (1508), при этом этап втягивания контактного датчика (206) осуществляют в ответ на смещение рабочего органа (204).
15. Способ по п. 13, дополнительно включающий:
в ответ на выполнение указанной операции определение возможности извлечения податливого контактного датчика (206) из элемента (1102) заготовки,
в ответ на определение невозможности извлечения контактного датчика (206) из элемента (1102) заготовки, осуществление процесса поиска степени втягивания для установления местоположения рабочего органа, в котором обеспечена возможность отвода контактного датчика (206) от элемента (1102) заготовки, и
в ответ на установление местоположения рабочего органа, в котором обеспечена возможность отвода контактного датчика (206) от элемента (1102) заготовки, вытягивание рабочего органа из элемента (1102) заготовки (1104) с обеспечением извлечения податливого контактного датчика (206) из элемента (1102) заготовки.
16. Способ по п. 11, дополнительно включающий:
в ответ на определение того, что номинальное местоположение (2404) элемента (1102) заготовки не является фактическим местоположением (1110) элемента (1102) заготовки, выполнение процесса поиска элемента (1102) заготовки и
в ответ на установление местоположения элемента (1102) заготовки сохранение смещения из номинального местоположения (2404) в фактическое местоположение (1110) элемента (1102) заготовки.
17. Способ по п. 16, согласно которому осуществление процесса поиска элемента (1102) заготовки дополнительно включает осуществление небольших перемещений рабочего органа (204) и проверок степени выдвижения контактного датчика (206) по внешней спиральной траектории из номинального местоположения (2404) до тех пор, пока фактическое местоположение (1110) элемента (1102) заготовки не будет определено на основании отклика о контакте от податливого контактного датчика (206).
18. Компьютерочитаемый носитель (2720), содержащий компьютерочитаемые программные коды, хранящиеся на компьютерочитаемом носителе (2720) для автоматического выполнения операции в отношении заготовки (1104) с использованием многоосевого податливого рабочего органа (204) по любому из пп. 1-8, содержащий:
первый программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для размещения рабочего органа (204) в номинальном местоположении (2404) элемента (1102) заготовки, в отношении которого необходимо выполнить указанную операцию,
второй программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для обеспечения контакта рабочего органа (204) с элементом (1102) заготовки для пассивного выравнивания рабочего органа (204) с элементом (1102) заготовки и
третий программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для выполнения операции в отношении элемента (1102) заготовки в ответ на выравнивание рабочего органа с элементом (1102) заготовки.
19. Компьютерочитаемый носитель по п. 18, дополнительно содержащий четвертый программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для определения возможности пассивного выравнивания рабочего органа (204) с фактическим местоположением (1110) элемента (1102) заготовки в ответ на размещение рабочего органа (204) в номинальном местоположении (2404) элемента (1102) заготовки.
20. Компьютерочитаемый носитель по п. 19, в котором четвертый программный код (2718) дополнительно содержит программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для выдвижения податливого контактного датчика (206) из рабочего органа (204) с обеспечением определения возможности пассивного выравнивания рабочего органа (204) с фактическим местоположением (1110) элемента (1102) заготовки.
21. Компьютерочитаемый носитель по п. 20, в котором
элемент (1102) заготовки представляет собой отверстие (1508) в заготовке (1104), а
второй программный код (2718) дополнительно содержит программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для выдвижения контактного датчика (206) через отверстие (1508) в заготовке (1104),
при этом по мере выдвижения контактного датчика (206) через отверстие (1508) происходит пассивное поступательное и угловое смещение контактного датчика (206) от заданного магнитным способом нейтрального местоположения до тех пор, пока рабочий орган (204) не будет выровнен с отверстием (1508).
22. Компьютерочитаемый носитель по п. 21, в котором указанная операция включает определение толщины заготовки (1104) в отверстии (1508), а компьютерочитаемый носитель дополнительно содержит:
пятый программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для втягивания контактного датчика (206) до тех пор, пока податливый контактный датчик (206) не будет контактировать с нижней стороной заготовки (1104), и
шестой программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для определения толщины заготовки (1104) в отверстии (1508) на основании степени выдвижения контактного датчика (206).
23. Компьютерочитаемый носитель по п. 22, дополнительно содержащий седьмой программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для смещения рабочего органа (204) до тех пор, пока отклик о контакте от податливого контактного датчика (206) не будет указывать на контакт с боковой стенкой отверстия (1508),
при этом в ответ на седьмой программный код (2718) обеспечена возможность выполнения пятого программного кода (2718).
24. Компьютерочитаемый носитель по п. 22, дополнительно содержащий:
седьмой программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для определения посредством отклика о контакте возможности извлечения податливого контактного датчика (206) из элемента (1102) заготовки в ответ на выполнение указанной операции,
восьмой программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для осуществления процесса поиска степени отвода для установления местоположения рабочего органа, в котором обеспечена возможность отвода контактного датчика (206) от элемента (1102) заготовки в ответ на определение невозможности извлечения контактного датчика (206) из элемента (1102) заготовки, и
девятый программный код (2718), хранящийся на компьютерочитаемом носителе (2720), для отвода рабочего органа от элемента (1102) заготовки с обеспечением извлечения податливого контактного датчика (206) из элемента (1102) заготовки в ответ на установление местоположения рабочего органа, в котором обеспечена возможность отвода контактного датчика (206) от элемента (1102) заготовки.
| УСТРОЙСТВО ДЛЯ ПЕРЕДВИЖЕНИЯ ПРЫЖКАМИ НА ПНЕВМОБАЛЛОНАХ | 2002 |
|
RU2218963C1 |
| US 8683882 B2, 01.04.2014 | |||
| US 7596846 B2, 06.10.2009 | |||
| US 7228741 B2, 12.06.2007 | |||
| US 5944329 A, 31.08.1999 | |||
| US 20140215841 A1, 07.08.2014 | |||
| US 20100153058 A1, 17.06.2010 | |||
| US 5959211 A, 28.09.1999 | |||
| US 8798790 B2, 05.08.2014. | |||

