Изобретение относится к космической технике, в частности для создания сотовых панелей, предназначенных для изготовления корпусов негерметичных космических аппаратов (КА).
Известен опорный узел трехслойной панели, описанный в патенте РФ №2291782 С1 от 01.08.2005, который содержит втулку с фланцами на обоих торцах, установленную в отверстиях, выполненных в верхней обшивке трехслойной панели и сотовом заполнителе, расположенном между верхней и нижней обшивками трехслойной панели, и соединенную с сотовым заполнителем по боковой поверхности с помощью вспенивающейся клеевой композиции, имеющей вокруг осевого отверстия кольцевой выступ прямоугольного сечения, высотой, не превышающей толщин верхней и нижней обшивок трехслойной панели, при этом нижняя обшивка выполнена с отверстием, соосным с отверстием верхней обшивки, и указанные отверстия в обеих обшивках имеют диаметр, обеспечивающий фиксацию в них кольцевых выступов фланцев втулки, а втулка торцевыми поверхностями фланцев плотно прилегает к внутренним поверхностям верхней и нижней обшивок трехслойной панели и соединена с ними с помощью клеевой композиции.
Недостатком данного опорного узла является трудоемкость, поскольку для обеспечения точности позиционирования втулки необходимо выполнять отверстия в обшивках с точностью 0,05 до склеивания сотовой панели в составе обшивок, наличие канавок для закрепления к обшивкам повышает время изготовления деталей для сборочных единиц, а использование улов фиксированной высоты не позволяет унифицировать номенклатуру закладных элементов для панелей различной толщины и усложняет технологический цикл изготовления сотовой панели.
Известен опорный узел трехслойной панели (патент RU №2242369 C1), содержащей сотовый заполнитель, расположенный между верхней и нижней обшивками из полимерного композиционного материала, который содержит втулку, установленную в отверстии, выполненном в верхней обшивке и сотовом заполнителе, и соединенную с ними по боковой поверхности с помощью вспенивающейся клеевой композиции. Отверстие под втулку выполнено в виде кольцевой проточки, образующей в трехслойной панели центральный сотовый сердечник, втулка выполнена тонкостенной, а на ее внутренней поверхности имеется не менее двух кольцевых выступов клиновидного сечения. При этом тонкостенная втулка выполнена двухсоставной в виде цилиндрического стакана и опорной площадки, образованной верхней частью тонкостенной втулки, соединенных между собой по резьбе с мелким шагом.
Недостатками известного опорного узла являются: отсутствие гибкости в обеспечение единой плоскостности выступающих элементов большого количества двухсоставных втулок - необходимо применение специнструмента для выставки каждого элемента; в узле отcутствуют элементы для точного позиционирования относительно отверстий в сотовой панели; для каждого типоразмера (толщины сотопанели) необходимо применение своей, уникальной составной части узла (стакана); отсутсвует фиксация регулируемой опорной площадки относительно сотовой панели, что может првиести к развинчиванию узла в процессе эксплуатации; наличие выступающих элементов, которые перерезают стенки сотового заполнителя разупрочняют конструкцию в местах деформации сотового заполнителя.
В качестве ближайшего аналога (прототипа) устройства выбран опорный узел сотовой панели, описанный в патенте RU №193643 U1, который включает сотовый заполнитель, расположенный между верхней и нижней обшивками и соединенный с ними посредством клея. Узел содержит втулки, расположенные коаксиально в сквозном отверстии сотовой панели и сопряженные между собой резьбовым соединением. При этом втулки выполнены с фланцами и зафиксированы между собой и приборной панелью при помощи клея.
Недостатками прототипа являются: низкая технологичность, заключающаяся в отсутствии возможности механической обработки узлов для получения необходимой точности по плоскостности; отсутствие элементов для позиционирования втулок относительно отверстий в сотовой панели, что сказывается на качестве выпускаемой продукции; выполненное отверстие в узле не позволяет унифицировать элементы, что приводит к увеличению номенклатуры и времени изготовления сборочных единиц.
Известен способ установки втулок в сотовую панель, представленный в статье А.И. Ендогура и др. Сотовые конструкции. Выбор параметров и проектирование. М.: Машиностроение. 1986 г. с. 121, согласно которому в отверстие сотовой панели устанавливают втулку для крепления интерфейсных элементов, которая с помощью электросварки присоединяется к упрочненному сотовому заполнителю.
Недостатком известного способа является существенное повышение времени выполнения технологических операций, за счет длительности процесса установки; увеличение массовых характеристик, за счет использования упрочненного сотового заполнителя в местах установки втулок; местное разупрочнение сборочной единицы, при использовании электросварки, что неприемлемо при использовании клееного сотового заполнителя.
Известен способ сборки трехслойной панели с опорными узлами, описанный в патенте РФ №2360799 С2 от 09.08.2007, который содержит фиксацию сотового заполнителя опорными узлами, нанесение на внутренних сторонах верхней и нижней обшивок и боковых поверхностях опорных узлов клеевой композиции для соединения с сотовым заполнителем, фиксацию опорных узлов в панели с помощью технологических штырей, длина которых равна или меньше толщины панели, установленных во внутренние отверстия опорных узлов и отверстия в обшивках.
Недостатком способа является трудоемкость, заключающаяся в использовании клеевой композиции для закрепления втулки до полимеризации сотовой панели, использование технологических штырей для фиксации опорных узлов не позволяющих обеспечить высокую точность позиционирования узлов в сотовой панели, а также механическая обработка обшивок сотовой панели до полимеризации - разупрочняющей конструкцию в целом.
Известен опорный узел трехслойной панели и способ сборки трехслойной панели с опорными узлами, описанные в патенте РФ №2544690 С1 от 20.03.2015. Способ сборки включает установку нижней обшивки, нижнего клеевого слоя, сотового заполнителя с отверстиями под усиливающие элементы опорных узлов, усиливающих элементов опорных узлов в отверстия сотового заполнителя, верхнего клеевого слоя и верхней обшивки; усиливающий элемент, выполненный в виде закрученной по спирали пластины в стянутом состоянии, устанавливают в отверстия, выполненные в сотовом заполнителе под усиливающие элементы, снимают стяжку и заполняют образовавшуюся полость вспенивающейся и/или заливочной клеевой композицией.
К недостаткам известного устройства и способа относятся трудоемкость, заключающаяся в изготовлении и использовании усиливающего элемента в виде закрученной по спирали пластины из пружинного материала, выполнении перфорации, использовании в способе сборки снимаемой нити; увеличение массы изделия, за счет использования пружинного материала и неограниченной полости для заливки вспенивающейся композиции, кроме того, усиливающий элемент имеет фиксированную высоту, что не позволит использовать его в сотовых панелях различной толщины и обеспечить требуемую плоскостность.
В качестве ближайшего аналога (прототипа) способа сборки опорного узла сотовой панели взят способ изготовления трехслойной панели по заявке RU №2005107379, в котором описаны этапы сборки сотовой панели, содержащей опорные узлы, включающие выполнение в сотовой панели отверстий определенной глубины под установку вставок, вклеивание втулок в отверстия, испытания панели на прочность и герметичность.
Недостатками прототипа являются: трудоемкость, заключающаяся в контроле определенной глубины каждого отверстия; применение в составе сборки вставок с выполненными резьбовыми отверстиями, что не может обеспечить высокую точность по плоскостности сборочной единицы; отсутствие последовательности обработки и установки вставок.
Для заявленного устройства выявлены следующие общие с прототипом существенные признаки: опорный узел сотовой панели, включающий сотовую панель, состоящую из сотового заполнителя, расположенного между верхней и нижней обшивками и соединенного с ними посредством клеевой композиции; втулки, расположенные коаксиально в сквозном отверстии сотовой панели и сопряженные между собой резьбовым соединением, при этом втулки выполнены с фланцами и зафиксированы между собой и панелью с помощью клеевой композиции.
Для заявленного способа выявлены следующие общие с прототипом существенные признаки: способ сборки опорного узла, содержащего втулки, сотовый заполнитель, расположенный между верхней и нижней обшивками, в составе сотовой панели, включающий соединение сотового заполнителя с обшивками посредством клеевой композиции, выполнение в сотовой панели отверстия определенной глубины, вклеивание втулок в указанное отверстие.
Технической проблемой изобретения является: снижение трудоемкости изготовления опорного узла и сборки сотовой панели с опорными узлами, повышение точности взаимного положения элементов узла относительно сотовой панели, расширение области использования узла.
Техническим результатом изобретения является: снижение номенклатуры выпускаемых узлов, снижению времени по комплектации составными деталями сотовой панели, повышение точности изготовления элементов конструкции, исключение дополнительной оснастки.
Техническая проблема решается:
1) опорным узлом сотовой панели, включающим сотовую панель, состоящую из сотового заполнителя, расположенного между верхней и нижней обшивками и соединенного с ними посредством клеевой композиции; втулки, расположенные коаксиально в сквозном отверстии сотовой панели и сопряженные между собой резьбовым соединением, при этом втулки выполнены с фланцами и зафиксированы между собой и панелью с помощью клеевой композиции, отличается от прототипа тем, что обе цилиндрические втулки, свинченные друг с другом по резьбе, с наружной стороны своей цилиндрической поверхности имеют направляющие бурты, которые выступают за тело своей втулки и сопрягаются с соответствующими верхней и нижней обшивками, образуя полость между внешней цилиндрической поверхностью втулок и поверхностью сотового заполнителя. При этом втулка, находящаяся в верхней части узла, содержит на своей торцевой поверхности цилиндрическую бобышку.
2) способом сборки опорного узла по п. 1, содержащего втулки, сотовый заполнитель, расположенный между верхней и нижней обшивками, в составе сотовой панели, включающим соединение сотового заполнителя с обшивками посредством клеевой композиции, выполнение в сотовой панели отверстия определенной глубины, вклеивание втулок в указанное отверстие, отличающимся от прототипа тем, что две цилиндрические втулки устанавливают в упомянутое отверстие после полимеризации клеевой композиции, связывающей сотовый заполнитель и обшивки, при этом на внутреннюю поверхность фланцев втулок наносят клеевую композицию, свинчивают втулки друг с другом по резьбе до соприкосновения фланцев с обшивками, заполняют клеевой композицией полость, образованную между внешней цилиндрической поверхностью втулок, поверхностью сотового заполнителя и двумя цилиндрическими направляющими буртами, выступающими за тело своей втулки и сопрягающимися с соответствующими верхней и нижней обшивками; затем производят полимеризацию упомянутых клеевых композиций, на заключительном этапе проводят механическую обработку верхней плоскости бобышки, находящейся на торцевой поверхности втулки верхней части опорного узла, и выполняют отверстие в бобышке необходимого типоразмера.
Техническая сущность и принцип действий предложенного устройства поясняется чертежами, на которых:
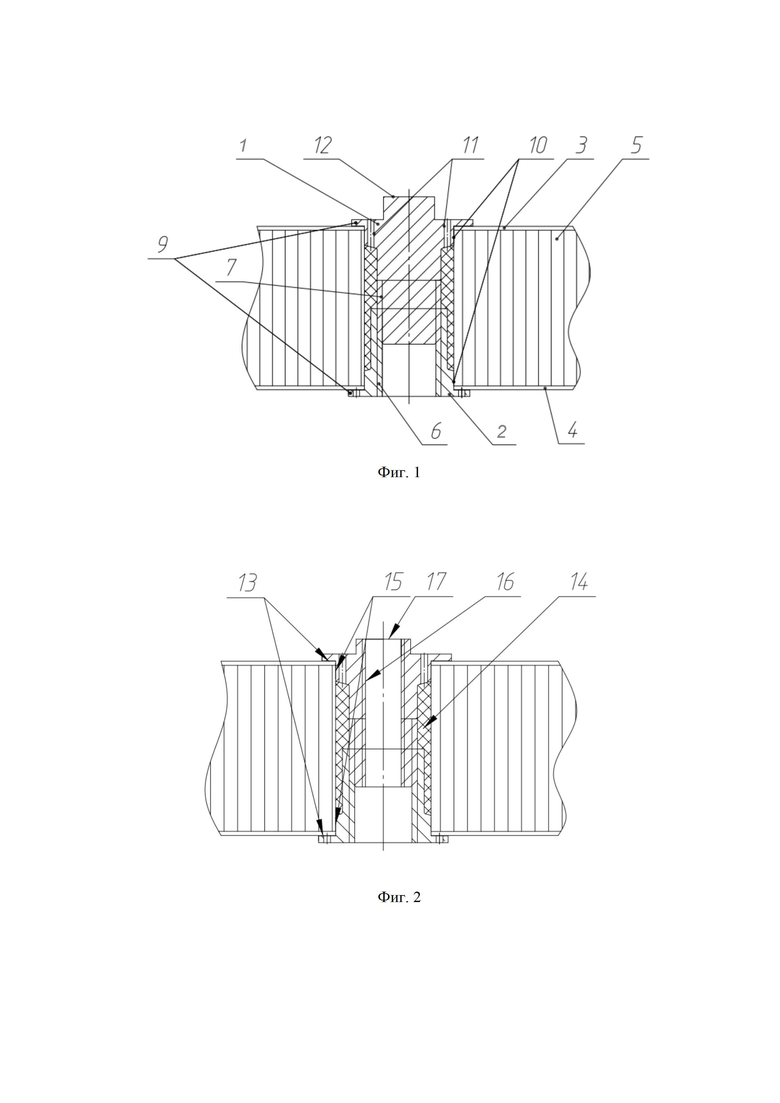
- на Фиг. 1 изображено сечение опорного узла сотовой панели до механической обработки бобышки;
- на Фиг. 2 изображено сечение опорного узла сотовой панели после механической обработки бобышки.
Опорный узел сотовой панели состоит из двух цилиндрических втулок 1, 2, расположенных коаксиально в сквозном отверстии 15 сотовой панели, содержащие внутреннюю 6 и внешнюю 7 резьбы для обеспечения свинчиваемости, и сотовой панели, состоящей из верхней 3 и нижней 4 обшивок и сотового заполнителя 5. Сотовый заполнитель 5 расположен между верхней 3 и нижней 4 обшивками и соединен с ними посредством клеевой композиции. При этом обе втулки 1, 2 содержат фланцы 9, которые зафиксированы своими внутренними поверхностями на соответствующих обшивках 3, 4 при помощи эпоксидной клеевой композиции. Для точного позиционирования в отверстии 15 сотовой панели обе цилиндрические втулки 1, 2 с наружной стороны своей цилиндрической поверхности имеют направляющие бурты 10, которые выступают за тело своей втулки и сопрягаются с соответствующими верхней 3 и нижней 4 обшивками, образуя полость между внешней цилиндрической поверхностью втулок 1, 2 и поверхностью (отверстия 15) сотового заполнителя. При этом верхняя втулка 1 имеет на торцевой поверхности цилиндрическую бобышку 12 и отверстия 11 для заливки и заполнения упомянутой полости вспенивающейся клеевой композицией 14.
Сущность способа сборки упомянутого опорного узла заключается в следующем:
После полимеризации клеевой композиции, соединяющей сотовый заполнитель 5 с обшивками 3, 4, выполняется сквозное отверстие 15 определенной глубины в обшивках 3, 4 и сотовом заполнителе 5 для установки цилиндрических втулок 1, 2. На внутреннюю поверхность фланцев 9 наносят эпоксидную клеевую композицию и свинчивают втулки 1, 2 до соприкосновения фланцев 9 с соответствующими обшивками 3, 4. Через отверстия 11 вносят вспенивающуюся клеевую композицию 14, заполняя полость, образованную между внешней цилиндрической поверхностью втулок 1, 2, поверхностью сотового заполнителя (отверстия 15) и двумя цилиндрическими направляющими буртами 10, выступающими за тело своей втулки и сопрягающимися с соответствующими верхней 3 и нижней 4 обшивками. По завершению полимеризации эпоксидной и вспенивающейся клеевых композиций производится механическая обработка верхней плоскости бобышки 12, находящейся на торцевой поверхности втулки 1, до обеспечения плоскости 17 и выполняется в бобышке 12 отверстие 16 необходимого типоразмера. Тем самым достигается точность выполнения требований по плоскостности и взаимного расположения отверстий в сотовой панели.
Таким образом, опорный узел сотовой панели, состоящий из двух втулок с внутренней и внешней резьбой, свинчиваемых и устанавливаемых после механической обработки сотовой панели с приклеиванием фланцев к обшивке, впоследствии обрабатываемых для достижения необходимой точности по плоскостности и взаимного расположения отверстий в сотовой панели, позволяет достигнуть решения поставленной задачи изобретения - унификации и снижению времени по комплектации составными деталями сотовой панели, исключения дополнительной оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2291782C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2006 |
|
RU2322354C1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ УСТАНОВКИ ОПОРНОГО УЗЛА В СОТОВУЮ ПАНЕЛЬ | 2021 |
|
RU2783874C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2003 |
|
RU2242369C1 |
| ТОРЦЕВОЙ ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2755443C1 |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2007 |
|
RU2360799C2 |
| СПОСОБ УСТАНОВКИ ЗАКЛАДНОЙ ВСТАВКИ В СОТОВУЮ ПАНЕЛЬ | 2021 |
|
RU2768815C1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ | 2020 |
|
RU2742177C1 |
| СПОСОБ МОНТАЖА ЗАКЛАДНОГО ЭЛЕМЕНТА В СОТОВУЮ ПАНЕЛЬ | 2023 |
|
RU2809105C1 |
Изобретение относится к космической технике, в частности для создания сотовых панелей, предназначенных для изготовления корпусов негерметичных космических аппаратов (КА), и касается опорного узла сотовой панели и способа сборки опорного узла. Опорный узел сотовой панели включает сотовую панель, состоящую из сотового заполнителя, расположенного между верхней и нижней обшивками и соединенного с ними посредством клеевой композиции; втулки, расположенные коаксиально в сквозном отверстии сотовой панели и сопряженные между собой резьбовым соединением, при этом втулки выполнены с фланцами и зафиксированы между собой и панелью с помощью клеевой композиции, отличается от прототипа тем, что обе цилиндрические втулки, свинченные друг с другом по резьбе, с наружной стороны своей цилиндрической поверхности имеют направляющие бурты, которые выступают за тело своей втулки и сопрягаются с соответствующими верхней и нижней обшивками, образуя полость между внешней цилиндрической поверхностью втулок и поверхностью сотового заполнителя, при этом втулка, находящаяся в верхней части узла, содержит на своей торцевой поверхности цилиндрическую бобышку. Описан также способ сборки опорного узла. Изобретение обеспечивает снижение номенклатуры выпускаемых узлов, снижение времени по комплектации составными деталями сотовой панели, повышение точности изготовления элементов конструкции, исключение дополнительной оснастки, повышение прочности и расширение области использования узла. 2 н.п. ф-лы, 2 ил.
1. Опорный узел сотовой панели, включающий сотовый заполнитель, расположенный между верхней и нижней обшивками и соединенный с ними посредством эпоксидной клеевой композиции; втулки, расположенные коаксиально в сквозном отверстии сотовой панели и сопряженные между собой резьбовым соединением, при этом втулки выполнены с фланцами и зафиксированы между собой и панелью с помощью вспененной клеевой композиции, отличающийся тем, что обе цилиндрические втулки, свинченные друг с другом по резьбе, с наружной стороны своей цилиндрической поверхности имеют направляющие бурты, которые выступают за тело своей втулки и сопрягаются с соответствующими верхней и нижней обшивками, образуя полость между внешней цилиндрической поверхностью втулок и поверхностью сотового заполнителя; при этом втулка, находящаяся в верхней части узла, содержит на своей торцевой поверхности цилиндрическую бобышку.
2. Способ сборки опорного узла по п. 1, содержащего втулки, сотовый заполнитель, расположенный между верхней и нижней обшивками, в составе сотовой панели, включающий соединение сотового заполнителя с обшивками посредством эпоксидной клеевой композиции, выполнение в сотовой панели отверстия определенной глубины, вклеивание втулок в указанное отверстие, отличающийся тем, что две цилиндрические втулки устанавливают в упомянутое отверстие после полимеризации вспененной клеевой композиции, связывающей сотовый заполнитель и обшивки, при этом на внутреннюю поверхность фланцев втулок наносят эпоксидную клеевую композицию, свинчивают втулки друг с другом по резьбе до соприкосновения фланцев с обшивками, заполняют вспененной клеевой композицией полость, образованную между внешней цилиндрической поверхностью втулок, поверхностью сотового заполнителя и двумя цилиндрическими направляющими буртами, выступающими за тело своей втулки и сопрягающимися с соответствующими верхней и нижней обшивками; затем производят полимеризацию упомянутых вспененной и эпоксидной клеевых композиций, на заключительном этапе проводят механическую обработку верхней плоскости бобышки, находящейся на торцевой поверхности втулки верхней части опорного узла, и выполняют отверстие в бобышке необходимого типоразмера.
| 0 |
|
SU193643A1 | |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2286290C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2291782C1 |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2007 |
|
RU2360799C2 |
| US 5474262 A, 12.12.1995 | |||
| CN 102490910 A, 13.06.2012. | |||

