Изобретение относится к области машиностроения и может быть использовано для изготовления космических конструкций, в частности сотовых панелей, предназначенных для изготовления, например, корпусов негерметичных космических аппаратов (КА), которые имеют закладные элементы, предназначенных для крепления на своей поверхности конструкций, приборов и оборудования.
Из существующего уровня техники известен способ установки закладных элементов в сотовую панель, описанный в патенте RU №2360799, согласно которому, закладные элементы, устанавливают в процессе сборки сотовой панели. При этом на внутренних сторонах верхней и нижней обшивок и боковых поверхностях закладных элементов нанесена клеевая композиция для соединения с сотовым заполнителем, фиксацию закладных элементов в панели осуществляют с помощью технологических штырей, установленных во внутренние отверстия закладных элементов и отверстия в обшивках. После, из склеенной панели, штыри демонтируют.
Известен способ установки закладного элемента в сотовую панель, описанный в патенте RU №2768815, взятый за прототип, заключающийся в выполнении сквозного отверстия в сотовой панели, размещении в сквозном отверстии закладного элемента, содержащего на одном из фланцев не менее двух отверстий для введения вспенивающейся композиции в пустоты между сотовым заполнителем и центральной частью закладного элемента и сквозное интерфейсное отверстие с резьбой для закрепления конструкций, приборов и оборудования на поверхности сотовой панели, на один из фланцев закладного элемента устанавливают прижимной элемент для позиционирования закладного элемента в отверстии сотовой панели, вводят вспенивающуюся клеевую композицию, после полимеризации которой прижимной элемент демонтируют.
Для заявленного изобретения выявлены следующие общие с прототипом существенные признаки: способ монтажа закладного элемента в сотовую панель, заключающийся в выполнении сквозного отверстия в сотовой панели, размещении в упомянутом сквозном отверстии закладного элемента, выполненного в виде втулки с двумя фланцами, имеющего сквозное интерфейсное отверстие с резьбой, при этом на одном из фланцев выполнены отверстия для введения вспенивающейся клеевой композиции в пустоты между обшивкой сотовой панели и центральной частью закладного элемента, установке на одном из фланцев прижимного элемента для позиционирования закладного элемента в отверстии сотовой панели, дальнейшем введении вспенивающейся клеевой композиции и её полимеризации.
Общими недостатками перечисленных способов является то, что технологические операции по установки закладного элемента в сотовую панель и технологические операции по нанесению или введению клея, идут либо одновременно, либо в строгой последовательности друг за другом, без возможности введения дополнительных технологических операций между ними, для самой сотовой панели, либо для закладного элемента.
Технической задачей, на решение которой направлено заявленное изобретение, является создание такого способа установки закладного элемента, который позволит сделать технологический процесс создания сотовой панели с закладными элементами более гибким, оперативным и эффективным.
Поставленная задача решается за счет того, что в способе монтажа закладного элемента в сотовую панель один из фланцев закладного элемента выполняют с опорной площадкой для опирания на поверхность сотовой панели и обеспечения клеевого контакта с обшивкой сотовой панели, а на другой фланец закладного элемента устанавливают прижимной элемент с центральным отверстием, которым с помощью болтового соединения, проходящего через центральное отверстие прижимного элемента и сквозное интерфейсное отверстие закладного элемента обеспечивают давление в клеевом слое между опорной площадкой и обшивкой сотовой панели, после полимеризации клеевого слоя прижимной элемент демонтируют.
Техническим результатом является возможность введения дополнительных технологических операций (перемещения сотовой панели, нанесения покрытия, рентген, термоциклирование и т.п.) между операциями фиксации закладного элемента и введением, нанесением клеевой композиции. При этом для процесса ввода, нанесения вспенивающейся клеевой композиции отпадает потребность в дополнительных технологических приспособлениях. Приведенные выше результаты повышают гибкость, оперативность и эффективность технологического процесса изготовления сотовой панели с закладными элементами.
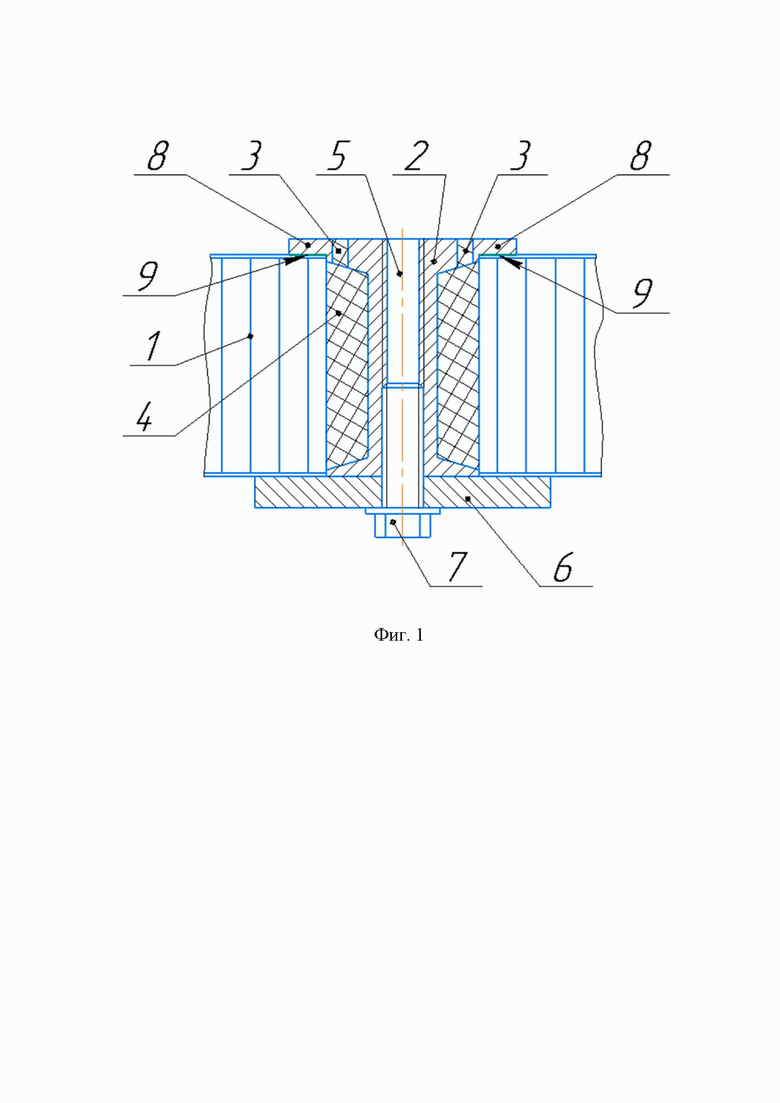
Сущность технического решения заявляемого способа поясняется чертежом (фиг. 1), на котором изображена сотовая панель с установленным закладным элементом.
На фиг. 1 показана сотовая панель 1 с выполненным сквозным отверстием и установленным в нем закладным элементом 2, выполненным в виде втулки с двумя фланцами. В верхнем фланце выполнены, по меньшей мере, два отверстия 3 для введения вспенивающейся клеевой композиции 4 в пустоты между обшивкой сотовой панели 1 и центральной частью (внешней поверхностью втулки) закладного элемента 2. Закладной элемент 2 содержит сквозное интерфейсное отверстие с резьбой 5 для закрепления конструкций, приборов и оборудования на поверхности сотовой панели 1. Прижимной элемент 6, имеющий центральное отверстие, устанавливается на нижний фланец закладного элемента 2 при помощи болтового соединения 7, проходящего через упомянутое центральное отверстие. Верхний фланец выполнен с опорной площадкой 8 для опирания на поверхность сотовой панели 1 и обеспечения клеевого контакта с обшивкой сотовой панели 1. Между опорной площадкой 8 и обшивкой сотовой панели 1 находится клеевой слой 9.
Способ монтажа закладного элемента, выполненного в виде втулки с двумя фланцами в сотовую панель 1 заключается в следующем: в сотовой панели 1 выполняется сквозное отверстие. После этого в выполненное отверстие устанавливается закладной элемент 2, при этом на опорную площадку 8 верхнего фланца предварительно нанесен клеевой слой 9. После этого на нижний фланец устанавливается прижимной элемент 6 при помощи болтового соединения 7, проходящего через центральное отверстие прижимного элемента 6 и сквозное интерфейсное отверстие с резьбой 5 закладного элемента 2, обеспечивающего давление в клеевом слое 9, а также перпендикулярное и неподвижное положение закладного элемента 2 во время полимеризаций клеевого слоя 9. После полимеризации клеевого слоя 9 прижимной элемент 6 демонтируется, и появляется возможность провести дополнительные необходимые технологические операций над сотовой панелью или закладными элементами до ввода вспенивающейся клеевой композиций 4 (перемещение сотовой панели, нанесения покрытия, рентген, термоциклирование и т.п.). После, через отверстия 3 вводится вспенивающаяся клеевая композиция 4 в пустоты между сотовой панелью 1 и центральной частью закладного элемента 2. И при этом не требуется использовать дополнительные технологические приспособления до конца полимеризации вспенивающейся клеевой композиций 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ЗАКЛАДНОЙ ВСТАВКИ В СОТОВУЮ ПАНЕЛЬ | 2021 |
|
RU2768815C1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ УСТАНОВКИ ОПОРНОГО УЗЛА В СОТОВУЮ ПАНЕЛЬ | 2021 |
|
RU2783874C1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ОПОРНОГО УЗЛА | 2020 |
|
RU2747562C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2006 |
|
RU2322354C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2003 |
|
RU2242369C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ | 2020 |
|
RU2742177C1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2009 |
|
RU2408464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2678814C1 |
Изобретение относится к области машиностроения и может быть использовано для изготовления космических конструкций, в частности сотовых панелей, предназначенных для изготовления, например, корпусов негерметичных космических аппаратов (КА), которые имеют закладные элементы, предназначенных для крепления на своей поверхности конструкций, приборов и оборудования. В способе монтажа закладного элемента в сотовую панель один из фланцев закладного элемента выполняют с опорной площадкой для опирания на поверхность сотовой панели и обеспечения клеевого контакта с обшивкой сотовой панели, а на другой фланец закладного элемента устанавливают прижимной элемент с центральным отверстием, которым с помощью болтового соединения, проходящего через центральное отверстие прижимного элемента и сквозное интерфейсное отверстие закладного элемента, обеспечивают давление в клеевом слое между опорной площадкой и обшивкой сотовой панели. После полимеризации клеевого слоя прижимной элемент демонтируют. Техническим результатом является возможность введения дополнительных технологических операций (перемещения сотовой панели, нанесения покрытия, рентген, термоциклирование и т.п.) между операциями фиксации закладного элемента и введением, нанесением клеевой композиции. При этом для процесса ввода, нанесения вспенивающейся клеевой композиции отпадает потребность в дополнительных технологических приспособлениях. Приведенные выше результаты повышают гибкость, оперативность и эффективность технологического процесса изготовления сотовой панели с закладными элементами. 1 ил.
Способ монтажа закладного элемента в сотовую панель, заключающийся в выполнении сквозного отверстия в сотовой панели, размещении в упомянутом сквозном отверстии закладного элемента, выполненного в виде втулки с двумя фланцами, имеющего сквозное интерфейсное отверстие с резьбой, при этом на одном из фланцев выполнены отверстия для введения клеевой композиции в пустоты между обшивкой сотовой панели и центральной частью закладного элемента, установке на одном из фланцев прижимного элемента для позиционирования закладного элемента в отверстии сотовой панели, дальнейшем введении вспенивающейся клеевой композиции и её полимеризации, отличающийся тем, что один из фланцев закладного элемента выполняют с опорной площадкой для опирания на поверхность сотовой панели и обеспечения клеевого контакта с обшивкой сотовой панели, а на другой фланец закладного элемента устанавливают прижимной элемент с центральным отверстием, которым с помощью болтового соединения, проходящего через центральное отверстие прижимного элемента и сквозное интерфейсное отверстие закладного элемента, обеспечивают давление в клеевом слое между опорной площадкой и обшивкой сотовой панели, после полимеризации клеевого слоя прижимной элемент демонтируют.
| СПОСОБ УСТАНОВКИ ЗАКЛАДНОЙ ВСТАВКИ В СОТОВУЮ ПАНЕЛЬ | 2021 |
|
RU2768815C1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ОПОРНОГО УЗЛА | 2020 |
|
RU2747562C1 |
| 0 |
|
SU201803A1 | |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2007 |
|
RU2360799C2 |
| US 4817264 A, 04.04.1989. | |||

