Настоящее изобретение касается вертикального конвейера, имеющего бесконечную конвейерную ленту, на которой с распределением в продольном направлении конвейерной ленты установлены с возможностью вращения с обеих сторон множество несущих роликов, причем эти несущие ролики для направления конвейерной ленты вдоль транспортировочного участка по меньшей мере на отдельных участках обкатываются по несущим элементам.
Конвейеры непрерывного действия, например, ленточные транспортеры, для транспортировки материала достаточно известны. У таких конвейеров непрерывного действия бесконечная конвейерная лента направляется по обводным роликам, при этом между двумя обводными роликами обычно расположено множество несущих роликов для подпирания конвейерной ленты, либо верхней ленты, а при необходимости также нижней ленты. Верхней лентой называется обычно часть конвейерной ленты, на которую ложится предназначенный для перемещения материал, в то время как нижней лентой называется обычно часть конвейерной ленты в области возврата. Однако есть также конвейеры непрерывного действия, у которых и на нижней ленте перемещается материал. По меньшей мере по одному обводному ролику расположено в загрузочной станции и в разгрузочной станции, между которыми перемещается материал.
Известны также конвейеры непрерывного действия, имеющие циркулирующую конвейерную ленту, у которых на конвейерной ленте расположены установленные с возможностью вращения несущие ролики, причем эти несущие ролики обкатываются по несущим тросам, которые натянуты между двумя конечными точками транспортировочного участка конвейера непрерывного действия. Преимущество таких установок видится в том, что несущие тросы позволяют реализовать очень большие пролеты, и при этом на протяжении транспортировочного участка нужны только небольшое количество опор для несущих тросов. И у таких конвейеров непрерывного действия конвейерная лента направляется в конечных станциях по обводным роликам. Примеры таких конвейеров непрерывного действия содержатся в EP 1 538 112 B1, EP 1 338 531 B1 или EP 2 030 919 B1.
Зачастую для целей перемещения требуется также преодолевать разность высоты. При этом при больших разностях высоты находят применение, в частности, вертикальные конвейеры, у которых конвейерная лента расположена по существу вертикально, потому что им необходима небольшая базовая поверхность. Такие вертикальные конвейеры, имеющие очень большие высоты перемещения в пределах нескольких сотен метров, находят применение, например, в области рудников, для перемещения материала из рудника на поверхность. Меньшие высоты перемещения можно встретить, например, у перегрузочных устройств, например, судовых разгрузочных устройств в порту. У таких вертикальных конвейеров перемещение может также осуществляться в двух направлениях, например, у устройств для перегрузки грузов или материалов.
Один из примеров вертикального конвейера содержится в US 5,382,897 A, где показан вертикальный конвейер, у которого применяются две конвейерные ленты, расположенные, будучи обращены друг к другу, так что две верхние ветви в вертикальном транспортировочном участке соприкасаются. Предназначенный для перемещения материал заключается между двумя верхними ветвями и таким образом перемещается вертикально вверх. Для этого верхняя ветвь зигзагообразно проведена по опорным роликам, при этом опорные ролики соединены друг с другом в виде цепи. Когда эта система в виде цепи натягивается в продольном направлении, то за счет этого соответствующая верхняя ветвь прижимается к противолежащей верхней ветви для надежного удержания предназначенного для перемещения (транспортировки) материала между двумя верхними ветвями.
Из EP 1 102 715 B1 известен вертикальный конвейер, имеющий конвейерную ленту, на которой закреплено множество несущих органов для помещения перемещаемого материала. Сама конвейерная лента состоит из некоторого количества тянущих органов и некоторого количества направляющих тросов и направляется по некоторому количеству обводных шкивов и шкивов для направляющих тросов. Вследствие иногда очень большой длины конвейерной ленты в вертикальной области возможно и является проблематичным горизонтальное отклонение (в этом направлении конвейерная лента практически не имеет жесткости). При этом могут возникать колебания конвейерной ленты, и конвейерная лента может также касаться частей шахты, в которой она расположена, что может приводить к повреждениям конвейерной ленты или шахты. Не в последнюю очередь из-за таких колебаний предназначенный для перемещения материал может также вываливаться с конвейерной ленты и падать вниз в шахту, что тоже могло бы приводить к повреждениям и простоям установки. Поэтому в вертикальной конвейерной области в EP 1 102 715 B1 предусмотрены шкивы для направляющих тросов и направляющий корпус, чтобы избежать горизонтального отклонения конвейерной ленты.
В случае таких вертикальных конвейеров при определенных обстоятельствах необходима очень глубокая вертикальная шахта, в которой располагается вертикальный конвейер. Однако, чем больше становится необходимая базовая поверхность вертикальной шахты, тем более трудоемко ее изготовление, например, при бурении шахты. Когда при этом в шахте должны располагаться части, требующие технического обслуживания, такие как, например, направляющие элементы, которые описаны в EP 1 102 715 B1, то они должны быть, конечно, доступны техническому персоналу, что значительно повышает издержки такого вертикального конвейера. Поэтому, помимо относительно трудоемкого технического обслуживания таких направляющих элементов, с самого начала требуется также шахта большего размера.
Поэтому задачей настоящего изобретения является, предложить вертикальный конвейер, который может также располагаться в шахте, имеющей наименьшую возможную площадь поперечного сечения, и который по возможности прост в техническом обслуживании.
Эта задача в соответствии с изобретением решается таким образом, что в вертикальной транспортировочной области вертикального конвейера с обеих сторон верхней ленты и/или нижней ленты конвейерной ленты расположено по некоторому количеству вертикальных опорных элементов, что соседние первые и вторые несущие ролики расположены на конвейерной ленте со сдвигом на некоторый поперечный сдвиг друг относительно друга, и первые и вторые несущие ролики обкатываются по указанному количеству опорных элементов, так что конвейерная лента в вертикальном транспортировочном участке при обкате первых и вторых несущих роликов по указанному количеству опорных элементов отклоняется в направлении поперечного сдвига и за счет этого прижимает первые и вторые несущие ролики к указанному количеству опорных элементов. Благодаря поперечному сдвигу несущих роликов конвейерная лента (верхняя лента (ветвь) или нижняя лента (ветвь)) отклоняется, вследствие чего сдвинутые несущие ролики прижимаются к указанному количеству опорных элементов. При этом получается надежное направление конвейерной ленты в вертикальном транспортировочном участке по указанному количеству опорных элементов, поэтому могут также реализовываться очень большие разности высоты в пределах нескольких сотен метров. Особое преимущество этого варианта осуществления заключается, однако, в том, что в вертикальном транспортировочном участке должны располагаться только опорные элементы, поэтому в вертикальном транспортировочном участке практически не нужны никакие части, требующие технического обслуживания, которые все расположены на самой конвейерной ленте. Это позволяет также изготавливать вертикальный транспортировочный участок с очень малой площадью поперечного сечения, что, в свою очередь, снижает затраты.
В первом возможном, более простом варианте осуществления с обеих сторон расположено по одному вертикальному опорному элементу, и первые и вторые сдвинутые несущие ролики обкатываются по этому одному опорному элементу. Поэтому с обеих сторон нужен только один единственный опорный элемент.
В другом предпочтительном варианте осуществления с обеих сторон расположены по одному первому и одному второму вертикальному опорному элементу, так что при отклонении конвейерной ленты первые несущие ролики обкатываются только по первому опорному элементу, а вторые несущие ролики обкатываются только по второму опорному элементу.
При одинаковой ширине колеи сдвинутых несущих роликов расстояние между указанными по меньшей мере двумя опорными элементами в направлении поперечного сдвига предпочтительно больше, чем диаметр ходовых поверхностей первых и вторых сдвинутых несущих роликов, чтобы предотвратить зажатия какого-либо несущего ролика между обоими опорными элементами.
В одном из предпочтительных вариантов осуществления между соседними первыми и вторыми несущими роликами расположены другие несущие ролики, которые расположены между сдвинутыми первыми и вторыми несущими роликами. При этом при варианте осуществления с двумя опорными элементами с каждой стороны может достигаться, что эти другие несущие ролики в вертикальном транспортировочном участке не будут обкатываться по опорным элементам, что снижает износ этих несущих роликов. Для этого может быть также предусмотрено, чтобы диаметр ходовых поверхностей других несущих роликов был иным, предпочтительно меньше, чем диаметр ходовых поверхностей первых и вторых, расположенных со сдвигом друг относительно друга несущих роликов.
В одном простом варианте осуществления каждый n-й несущий ролик, при n≥3, может быть расположен со сдвигом на указанный поперечный сдвиг с тем, чтобы сдвинутые несущие ролики могли реализовываться очень просто.
Для простого и надежного отцепления сдвинутых несущих роликов в области верхнего конца и/или нижнего конца вертикального транспортировочного участка при применении опорных тросов в качестве опорных элементов предпочтительно предусмотрена разводная рама, которая разводит два опорных троса с данного расстояния на большее расстояние. Дополнительно эта разводная рама может к тому же также направлять опорные тросы на большую ширину колеи.
Настоящее изобретение поясняется подробнее ниже со ссылкой на фиг.1-10, на которых в качестве примера, схематичным и не ограничивающим образом, показаны предпочтительные варианты осуществления изобретения. При этом показано:
фиг.1: изображение вертикального конвейера;
фиг.2: сечение конвейерной ленты вертикального конвейера;
фиг.3: вид первой конечной станции вертикального конвейера;
фиг.4: вид второй конечной станции вертикального конвейера;
фиг.5: вид вертикального транспортировочного участка вертикального конвейера при предлагаемом изобретением направлении посредством опорных элементов;
фиг.6: изображение сдвинутых несущих роликов на конвейерной ленте;
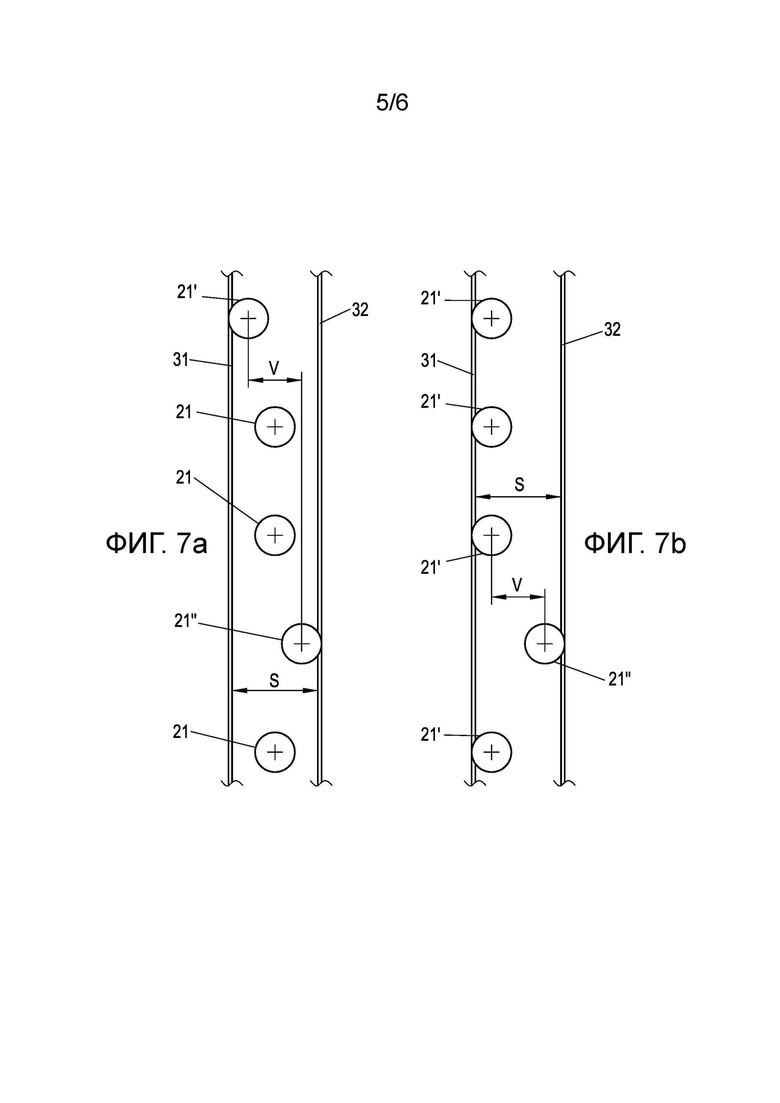
фиг.7a и 7b: возможные расположения несущих роликов на конвейерной ленте;
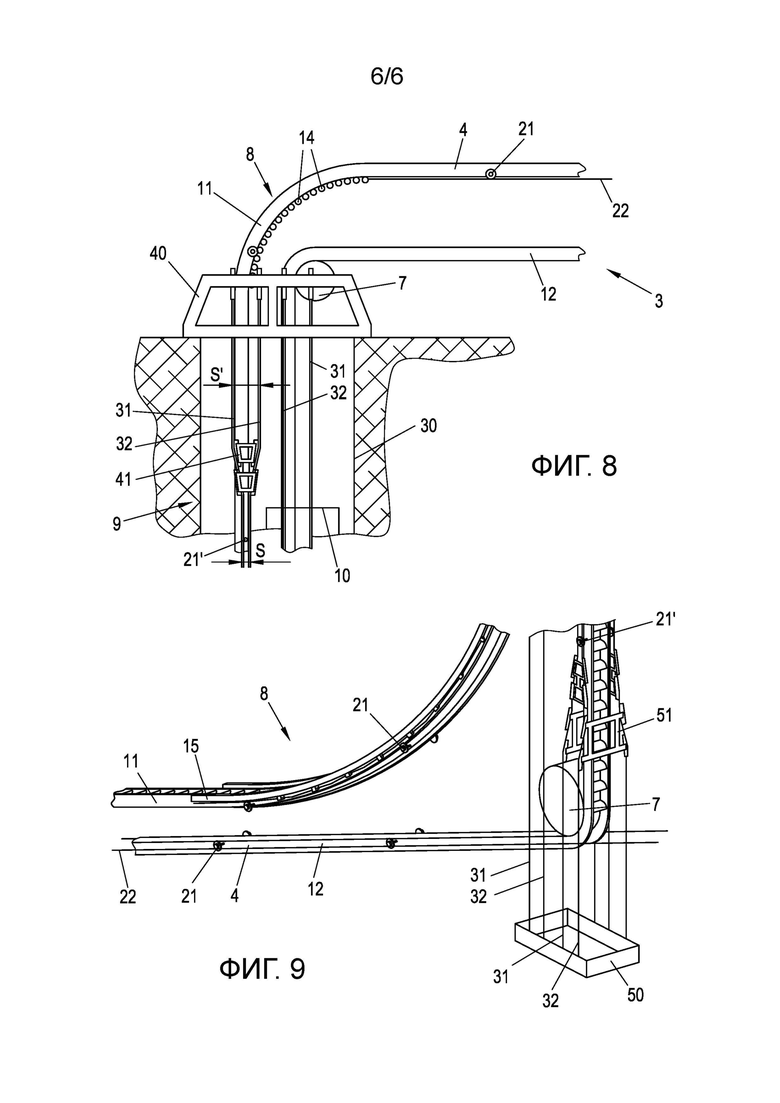
фиг.8 и 9: вариант осуществления опорных элементов в виде тросов в области первой и второй конечной станции и
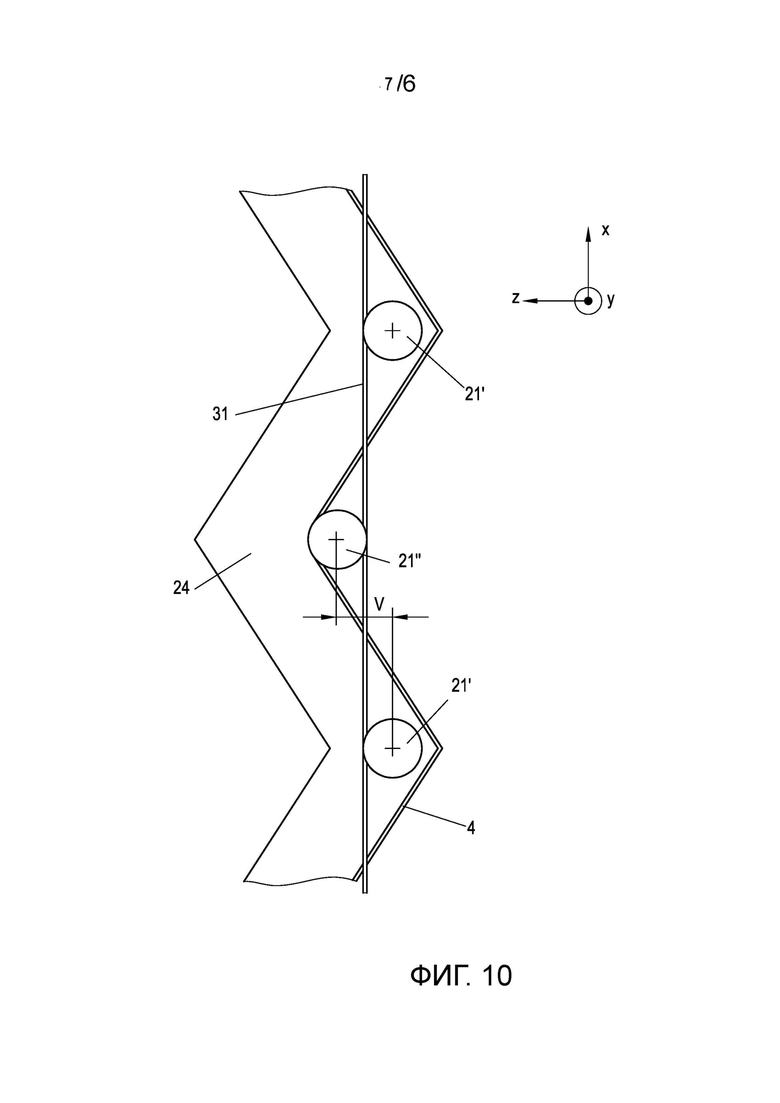
фиг.10: осуществление направления при одном опорном элементе с каждой стороны.
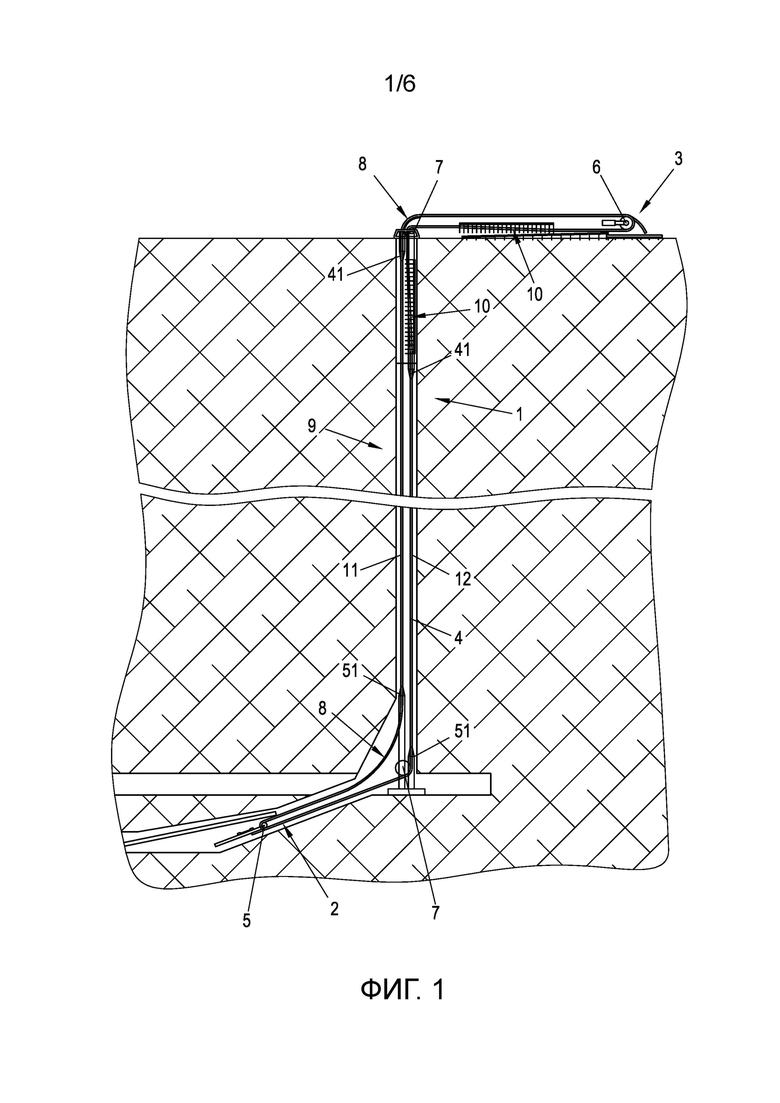
На фиг.1 изображен примерный случай применения предлагаемого изобретением вертикального конвейера 1 в руднике. Под землей, на первом уровне высоты, предусмотрена загрузочная станция 2, в которой предназначенный для перемещения перемещаемый материал, например, сыпучий материал, загружается на циркулирующую бесконечную конвейерную ленту 4 вертикального конвейера 1. Как перемещаемый материал загружается на конвейерную ленту 4, для изобретения несущественно. На втором уровне высоты, например, на поверхности или также под землей, предусмотрена разгрузочная станция 3, в который перемещаемый материал выгружается с конвейерной ленты 4. Для изобретения также несущественно, как перемещаемый материал выгружается в разгрузочной станции 3. Разность между первым уровнем высоты и вторым уровнем высоты дает по существу разность высоты, которая должна преодолеваться вертикальным конвейером 1. Бесконечная конвейерная лента 4 циркулирует между загрузочной станцией 2 и разгрузочной станцией 3, для чего в области загрузочной станции 2 расположен первый обратный ролик 5, а в области разгрузочной станции 3 второй обратный ролик 6, по которому движется конвейерная лента 4. По меньшей мере один из обратных роликов 5, 6 приводится в движение достаточно известным образом, чтобы заставлять конвейерную ленту 4 циркулировать по кругу.
Но направление перемещения (транспортировки) вертикального конвейера 1, то есть снизу вверх или наоборот, является собственно любым и зависит только от направления вращения привода. Также перемещение может осуществляться либо только в верхней ленте (ветви) 11, либо одновременно в верхней ленте (ветви) 11 и в нижней ленте (ветви) 12. Это может также изменяться при необходимости.
Вдоль транспортировочного участка вертикального конвейера 1 обычно предусмотрены еще обводные (отклоняющие) ролики 7 и/или обводные (отклоняющие) области 8 для адаптации ориентации бесконечной конвейерной ленты 4 к данным требованиям. В изображенном примере осуществления конвейерная лента 4 ориентирована в области загрузочной станции 2 слегка наклонно вверх. В обводной/отклоняющей области 8 осуществляется переход в вертикальный транспортировочный участок 9, в котором верхняя лента 11 конвейерной ленты 4 проходит по существу вертикально. В области разгрузочной станции 3 осуществляется повторное изменение направления (отклонение) верхней ленты 11 конвейерной ленты 4 на по существу горизонтальную ориентацию. Нижняя лента 12 конвейерной ленты 4 возвращается предпочтительно по существу параллельно верхней ленте 11. Конечно, ведение конвейерной ленты 4 по всему транспортировочному участку (трассе) может быть также организовано любым иным образом, но при этом в вертикальном конвейере 1 имеется по меньшей мере один вертикальный транспортировочный участок 9.
В этой связи и в контексте изобретения «вертикально» применительно к ориентации конвейерной ленты 4 в вертикальном транспортировочном участке 9 не должно пониматься строго как отвесно. Конвейерная лента 4 может также, в принципе, быть наклонена на определенный угол относительно отвеса (вертикали). Но при желаемых очень больших разностях высоты в несколько сотен метров каждый градус наклона конвейерной ленты 4 может означать необходимое расширение вертикального транспортировочного участка 9 на несколько метров. При бурении вертикального транспортировочного участка 9 это заметно повышало бы затраты на бурение. Но сам вертикальный транспортировочный участок 9 может быть также ориентирован наклонно под некоторым углом относительно вертикали, за счет чего площадь поперечного сечения вертикального транспортировочного участка 9, несмотря на наклонно ориентированную конвейерную ленту 4, могла бы снова уменьшаться. Однако и этому также поставлены технологические пределы. Например, технологический предел для бурения равен наклонному положению прибл. 70°. Поэтому для предлагаемого изобретением вертикального конвейера под «вертикальной» понимается ориентация конвейерной ленты 4 ±20° от вертикали (отвеса).
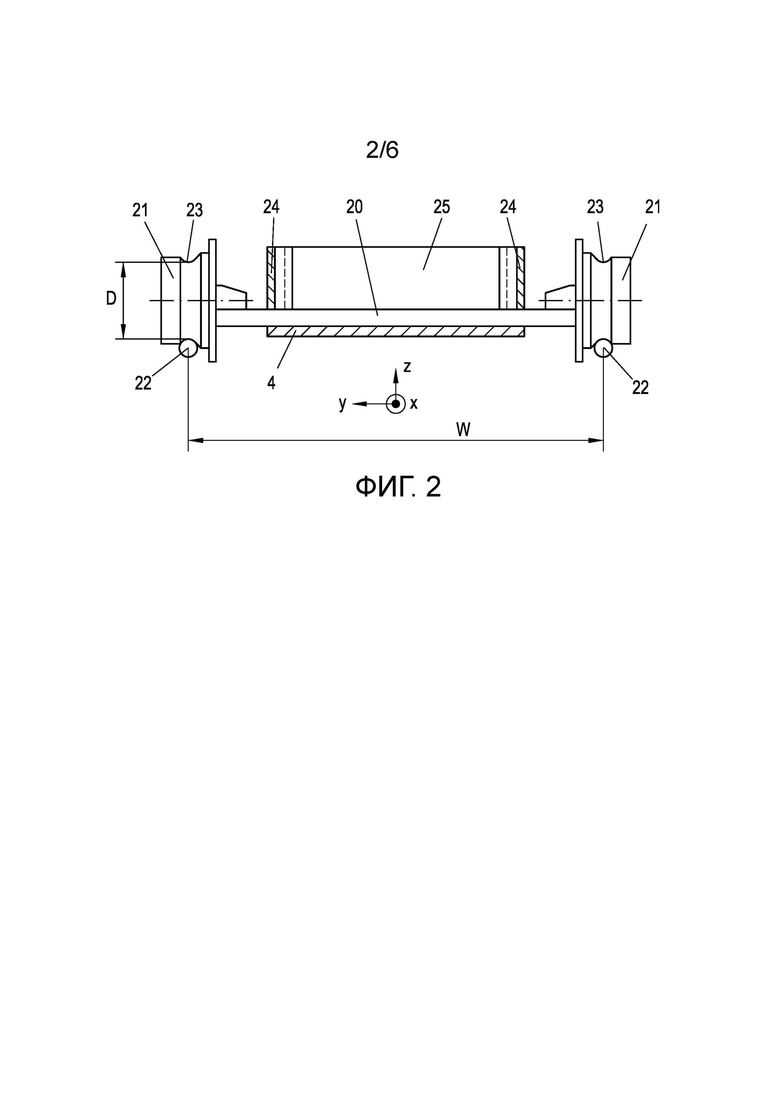
На фиг.2 изображено поперечное сечение конвейерной ленты 4. На конвейерной ленте в продольном направлении (которое соответствует направлению перемещения конвейерной ленты 4) на расстоянии друг от друга предусмотрены множество поперечных балок 20, которые выдаются за ширину конвейерной ленты 4, и на осевых концах которых расположено по одному, установленному с возможностью вращения несущему ролику 21. Ходовые поверхности 23 несущих роликов 21 движутся по несущим элементам 22, таким как, например, тросы, трубы, круглые стержни, шины и пр., которые предусмотрены вдоль транспортировочного участка вертикального конвейера 1. Осевое расстояние между ходовыми поверхностями 23 определяет ширину W колеи несущих роликов 21, которая, конечно, совпадает с шириной колеи несущих элементов 22. Кроме того, на конвейерной ленте 4 с обеих сторон расположены боковые ограничительные стенки 24, которые выступают от конвейерной ленты 4, чтобы создавать лоткообразное вместилище для перемещаемого материала. Так как перемещаемый материал 4 вдоль транспортировочного участка обычно изменяет направление несколько раз, ограничительные стенки 24 предпочтительно выполнены так, что они допускают определенное продольное растяжение или изгиб, например, как известные гофроборта или находящиеся на расстоянии в продольном направлении шлицы.
Из-за ведения конвейерной ленты 4 по обратным роликам 5, 6 и из-за ограничительных стенок 24 на конвейерной ленте 4 может быть также необходимо, переворачивать конвейерную ленту 4 перед изменением направления, так как конвейерная лента 4 стороной, имеющей ограничительные стенки 14, конечно, не может вестись по обводному ролику 7. На фиг.1 для этого, например, предусмотрены переворотные станции 10, которые могут быть выполнены, как описано в EP 1 338 531 B1, и которые поворачивают конвейерную ленту 4, если смотреть в продольном направлении, каждая на 180°.
На конвейерной ленте 4 со стороны ограничительных стенок 24 по длине конвейерной ленты 4 может быть предусмотрено распределенное между ограничительными стенками 24 множество перегородок 25, чтобы можно было удерживать конвейерную ленту в вертикальном транспортировочном участке 9. Разумеется, конвейерная лента 4 для помещения перемещаемого материала может быть также выполнена иначе.
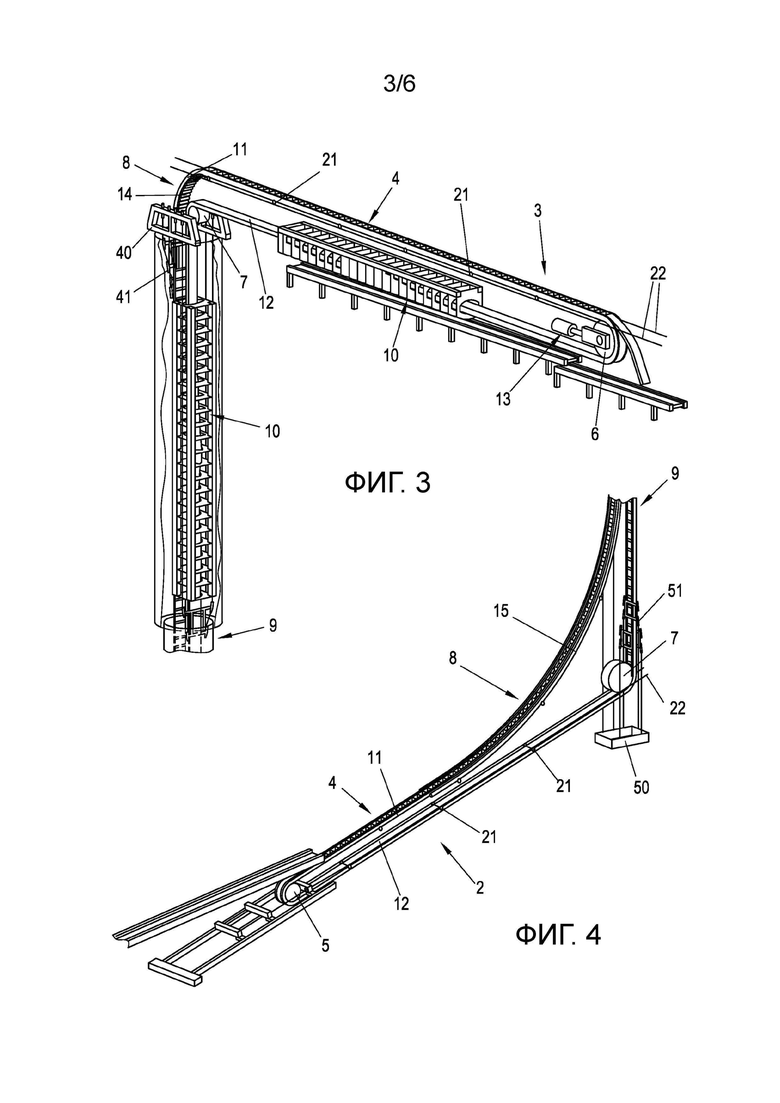
На фиг.3 изображен детальный вид области разгрузочной станции 3. На нем можно видеть привод 13, который приводит в движение обратный ролик 6. Также можно видеть, что в обратной области 8 для верхней ленты 11 конвейерной ленты 4 дугообразно расположены множество опорных роликов 14, чтобы подпирать конвейерную ленту 4 по большой площади и тем самым снижать нагрузку на наполненную перемещаемым материалом верхнюю ленту 11 конвейерной ленты 4. Также на фиг.3 обозначены несущие элементы 22, например, натянутые тросы, по которым обкатываются несущие ролики 21 конвейерной ленты 4 в разгрузочной станции 3. Нижняя лента 12 после поворота на 180° может перенаправляться (отклоняться) по простому обводному ролику 7 в вертикальный транспортировочный участок 9.
На фиг.4 показана область загрузочной станции 2 в деталях. И здесь можно видеть, что сильно нагруженная верхняя лента 11 конвейерной ленты 4 перенаправляется предпочтительно через дугообразную, очень длинную обводную область 8, в то время как нижняя лента снова перенаправляется по обводному ролику 7. Обводная область 8 выполнена, например, с изогнутыми трубами в качестве несущих элементов 22, которые расположены на стационарной структуре, при этом несущие ролики 21 конвейерной ленты 4 в обводной области 8 обкатываются по изогнутым трубам 15. В обводной области 8 предпочтительно несколько несущих роликов 21 должны одновременно обкатываться по одному несущему элементу 22. Помимо этого, снова обозначены другие несущие элементы 22, по которым несущие ролики 21 конвейерной ленты 4 обкатываются в загрузочной станции 2.
Только полноты ради, следует упомянуть, что загрузка могла бы также или дополнительно осуществляться вверху, а разгрузка также или дополнительно внизу, что, однако, ничего не изменило бы в настоящем изобретении.
Чтобы можно было надежно направлять конвейерную ленту 4 в вертикальном транспортировочном участке 9 и чтобы, в частности, избежать отклонения конвейерной ленты 4 в направлении, нормальном к поверхности конвейерной ленты 4 (также называемом вертикальным направлением z), в вертикальном транспортировочном участке 9 в соответствии с изобретением для верхней ленты 11 и/или нижней ленты 12 с каждой стороны конвейерной ленты 4 расположен по меньшей мере один опорный элемент 31, который ориентирован по существу вертикально (±20° от вертикали). Этот опорный элемент 31 может представлять собой жесткую часть конструкции, такую как, например, труба, рельс, стержень и пр., или может также быть выполнен в виде натянутого троса. В другом варианте осуществления вдоль конвейерной ленты 4 с каждой стороны конвейерной ленты 4 по существу вертикально (±20° от вертикали) расположены по два опорных элемента 31, 32, как поясняется с помощью фиг.5-9.
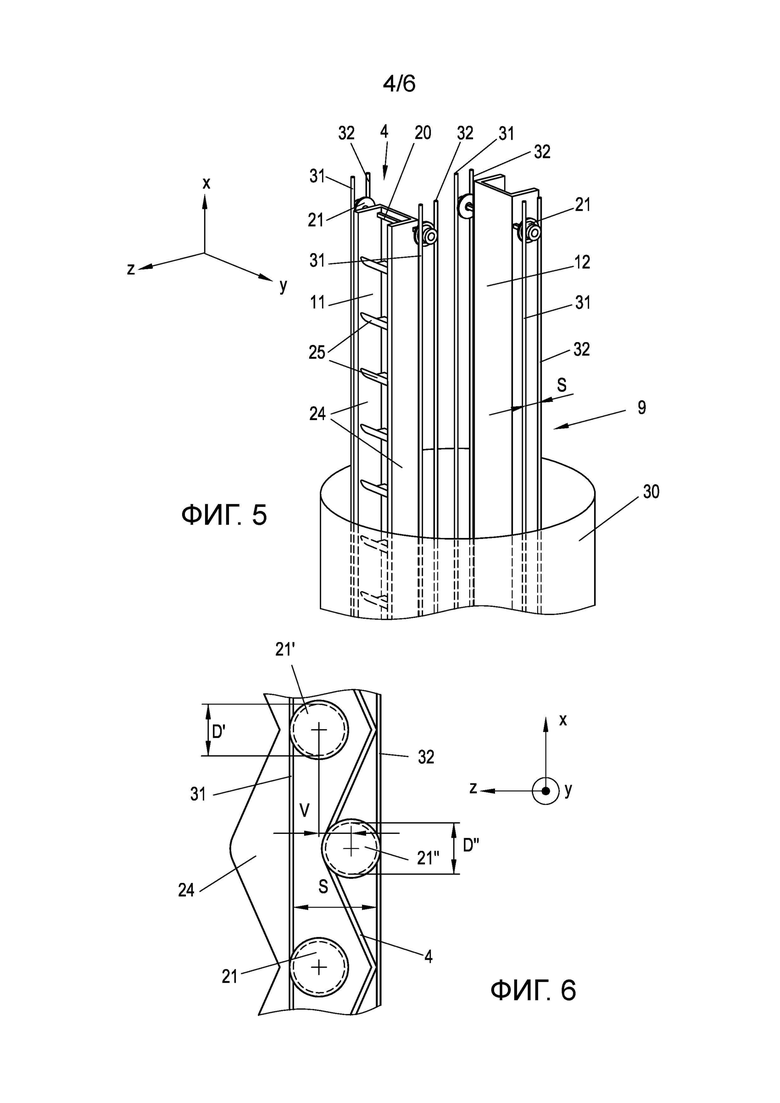
На фиг.5 показана часть вертикального транспортировочного участка 9, который выполнен, например, в виде примерно круглой вертикальной буровой скважины 30. На верхней ленте 11 конвейерной ленты 4 в ней различимы также ограничительные стенки 24 и перегородки 25. В этом примере осуществления для верхней ленты 11 и нижней ленты 12 с обеих сторон (если смотреть в продольном направлении x) вертикально расположены по одному первому опорному элементу 31 и одному второму опорному элементу 21. При этом осевое расстояние между опорными элементами 31, 32 с обеих сторон в поперечном направлении y (поперек продольного направления x) соответствует предпочтительно ширине W колеи несущих роликов 21 на конвейерной ленте 4.
Каждые два соседних в продольном направлении x несущих ролика 21’, 21’’ на конвейерной ленте 4 в вертикальном направлении z (нормально к продольному направлению x и к поперечному направлению y) расположены всегда со сдвигом друг относительно друга на поперечный сдвиг V, как показано на фиг.6. При этом, конечно, распределенные по всей длине конвейерной ленты 4 несущие ролики расположены со сдвигом друг относительно друга. Но поперечный сдвиг V между двумя соседними несущими роликами 21’, 21’’ не должен быть всегда одним и тем же. Вертикальное направление z по существу нормально к поверхности конвейерной ленты 4. Вследствие этого поперечного сдвига V несущих роликов 21’, 21’’, которые расположены между двумя опорными элементами 31, 32, конвейерная лента 4 отклоняется в вертикальном транспортировочном участке 9 в вертикальном направлении z. Вследствие этого отклонения несущие ролики 21’, 21’’ прижимаются к опорным элементам 31, 32, при этом первые несущие ролики 21’ прижимаются к первому опорному элементу 31, а вторые, сдвинутые относительно них на поперечный сдвиг V несущие ролики 21’’ ко второму опорному элементу 32. При этом получается заданное направление конвейерной ленты 4 в вертикальном транспортировочном участке 9 между обоими опорными элементами 31, 32, не только в продольном направлении x, но и в вертикальном направлении z, а также в поперечном направлении y.
Но ширина колеи обоих опорных элементов 31, 32 и вместе с тем также ширина колеи соответствующих сдвинутых несущих роликов 21’, 21’’ не должна быть одинаковой. В случае одинаковой ширины колеи расстояние S между двумя опорными элементами 31, 32 с одной стороны конвейерной ленты 4 предпочтительно больше, чем диаметр D’ D’’ ходовых поверхностей 23 сдвинутых несущих роликов 21’, 21’’ конвейерной ленты 4. Диаметры D’ D’’ ходовых поверхностей несущих роликов 21’, 21’’ предпочтительно одинаковы, но могут быть также разными.
Выбранным расстоянием S и этим поперечным сдвигом V и получающимся при этом отклонением конвейерной ленты 4 гарантируется также, что сдвинутый несущий ролик 21’, 21’’ заданным образом и с низким износом будет обкатываться только по одному опорному элементу 31, 32. При этом несущий ролик 21’, 21’’ не зажимается между двумя опорными элементами 31, 32, что приводило бы к неконтролируемому скольжению несущего ролика 21’, 21’’ на одном или обоих опорных элементах 31, 32, что, в свою очередь, значительно увеличивало бы износ.
На фиг.6 соотношения показаны сильно преувеличенным образом. Боковой поперечный сдвиг V изменяется обычно в пределах от 1 до 50 см. Это зависит, конечно, также от размера конвейерной ленты 4, так как на конвейерной ленте 4 большего размера может, конечно, реализовываться больший поперечный сдвиг V. С другой стороны, пытаются по возможности уменьшить поперечный сдвиг, чтобы ограничить вынужденное отклонение конвейерной ленты 4 в вертикальном транспортировочном участке 9. Но поперечный сдвиг V должен быть столь большим, чтобы получалось достаточное предварительное напряжение конвейерной ленты 4 в направлении опорных элементов 31, 32 для гарантии надежного направления. Также расстояние между двумя соседними, сдвинутыми несущими роликами 21’, 21’’ может варьироваться в зависимости от требования. Обычные расстояния составляют в пределах от 5 до 200 м. Этот поперечный сдвиг V не нарушает движение конвейерной ленты 4 в направлении перемещения, также не нарушает на конвейерных участках за пределами вертикального транспортировочного участка 9 или в обводных областях 8. При таком направлении конвейерной ленты 4 вертикальным транспортировочным участком 9 могут преодолеваться разности высоты в пределах нескольких сотен метров.
В принципе, непосредственно соседние несущие ролики 21’, 21’’ на конвейерной ленте 4 могли бы быть сдвинуты каждый на некоторый поперечный сдвиг V друг относительно друга. Но это не является обязательно необходимым для направления (ведения) конвейерной ленты 4 в вертикальном транспортировочном участке 9. Поэтому между двумя расположенными с поперечным сдвигом V друг относительно друга несущими роликами 21’, 21’’ в продольном направлении x могут быть расположены некоторое количество m других несущих роликов 21, которые расположены сбоку (в направлении поперечного сдвига V) между двумя сдвинутыми несущими роликами 21’, 21’’, как изображено на фиг.7a. Обычно есть от 1 до 20 несущих роликов 21 между расположенными со сдвигом друг относительно друга несущими роликами 21’, 21’’. Эти несущие ролики 21 в вертикальном транспортировочном участке 9 вообще не находились бы в контакте с опорными элементами 31, 32, что снижало бы износ этих несущих роликов 21 в вертикальном транспортировочном участке 9. Поэтому для этих других несущих роликов 21 выполняется m≥0, причем в случае m=0 первый несущий ролик 21’ находится непосредственно рядом со вторым несущим роликом 21’’ (фиг.6). Эти другие несущие ролики 21 могли бы также иметь другой диаметр D рабочей поверхности, предпочтительно меньший диаметр, чем диаметр D’ D’’ расположенных со сдвигом друг относительно друга несущих роликов 21’, 21’’. Но диаметр D других несущих роликов должен был бы быть меньше, чем расстояние S между двумя опорными элементами 31, 32.
В этом варианте осуществления расположенные со сдвигом друг относительно друга несущие ролики 21’, 21’’ могли бы также иметь иную ширину колеи, чем другие, расположенные между ними несущие ролики 21. При этом конвейерная лента 4 за пределами вертикального транспортировочного участка 9 была бы проведена предпочтительно только по другим несущим роликам 21, а не по распложенным со сдвигом друг относительно друга несущим роликам 21’, 21’’. При другой ширине колеи диаметр D несущих роликов мог бы быть даже больше, чем расстояние S между двумя опорными элементами 31, 32.
В другом возможном варианте осуществления каждый n-й несущий ролик 21’’, при n≥3, мог бы быть сдвинут относительно других несущих роликов 21’ на некоторый поперечный сдвиг V, как изображено на фиг.7b. В этом случае между ними нет других несущих роликов 21. Также ширина W колеи несущих роликов 21’, 21’’ была бы при этом предпочтительно, но не обязательно, такой же.
Тот же самый эффект может также достигаться с помощью только одного опорного элемента 31, как описывается с помощью фиг.10. При этом с каждой стороны конвейерной ленты 4 расположено только по одному опорному элементу 31. Несущие ролики 21’, 21’’ на конвейерной ленте 4 снова расположены с некоторым сдвигом V друг относительно друга. При этом несущие ролики 21’, 21’’ установлены на опорном элементе 31 так, что контактные точки ходовых поверхностей сдвинутых несущих роликов 21’, 21’’ с опорным элементом 31 обращены друг к другу, то есть опорный элемент 31 расположен в вертикальном направлении z между сдвинутыми несущими роликами 21’, 21’’. Благодаря поперечному сдвигу V конвейерная лента 4 снова отклоняется, и снова достигается надежное направление, когда несущие ролики 21’, 21’’ прижимаются к опорному элементу 31. И в этом варианте осуществления между сдвинутыми несущими роликами 21’, 21’’ могут быть расположены другие несущие ролики 21, как уже описано со ссылкой на фиг.7a. При этом возможен, конечно, также вариант осуществления, который описан с помощью фиг.7b. Таким же образом сдвинутые несущие ролики 21’, 21’’ могут снова иметь иные ширины колеи, чем другие несущие ролики 21, точно также как диаметры D, D’ D’’ могут быть одинаковыми или же разными. Также указанные значения поперечного сдвига V и количества других несущих роликов 21 равным образом относятся и к этому варианту осуществления.
Но в конвейерных участках, отличающихся от вертикального транспортировочного участка 9, например, в горизонтальных или приблизительно горизонтальных транспортировочных участках, и, в частности, также в обводных областях 8, конвейерная лента 4 предпочтительно подпиралась бы всеми имеющимися несущими роликами 21, 21’, 21’’ на соответствующих несущих элементах 22, что снижает нагрузку на отдельные несущие ролики 21, 21’, 21’’. Когда сдвинутые несущие ролики 21’, 21’’ имеют иную ширину колеи, чем другие несущие ролики 21 между ними, то опора осуществлялась бы предпочтительно только с помощью других несущих роликов 21.
В одном из практичных вариантов осуществления сдвинутые несущие ролики 21’, 21’’ на конвейерной ленте 4 могли бы быть расположены в продольном направлении x на расстоянии прибл. 50 м. Между ними могли бы быть предусмотрены, например, пять других несущих роликов 21.
С помощью фиг.8 и 9 поясняется так же, как опорные элементы 31, 32 при варианте осуществления в виде тросов могут быть расположены в вертикальном конвейерном участке 9.
На верхнем конце вертикального транспортировочного участка 9 (фиг.8) расположена верхняя натяжная рама 40, на которую натягиваются концы тросовых опорных элементов 31, 32. Для этого, конечно, могут быть также предусмотрены соответствующие натяжные устройства для опорных элементов 31, 32. На конце вертикального транспортировочного участка 9 направление конвейерной ленты 4 опорными элементами 31, 32 должно, конечно, прекращаться. Для этого в области верхнего конца вертикального транспортировочного участка 9 может быть расположена разводная рама 41, которая приводит опорные элементы 31, 32 с расстояния S в вертикальном транспортировочном участке 9 на большее расстояние S’. Одновременно разводная рама 41 может также разводить опорные элементы 31, 32 с обеих сторон с ширины W колеи дальше в стороны в поперечном направлении y (как можно видеть, например, на фиг.3). Предпочтительно с каждой стороны конвейерной ленты 4 расположено по одной такой разводной раме 41. Благодаря этому несущие ролики 21’, 21’’ отцепляются от опорных элементов 31, 32, и все несущие ролики 21, 21’, 21’’ могут в дальнейшем сцепляться с несущими элементами 22 на других транспортировочных участках транспортировочной трассы (участка). В случае если предусмотрена поворотная станция 10, как, например, на нисходящей нижней ленте 12 конвейерной ленты 4, то конвейерная лента 4 в поворотной станции 10, конечно, ведется внутри нее, и только после этого опорные элементы 31, 32 приводятся на расстояние S и правильную ширину W колеи, для чего снова может быть предусмотрена соответствующая разводная рама 41.
Нижний конец вертикального транспортировочного участка 9, как изображено на фиг.9, конечно, выполнен точно так же. Здесь предусмотрена нижняя натяжная рама 50, на которую натянуты противоположные концы тросовых опорных элементов 31, 32. Равным образом, конечно, могут быть также предусмотрены соответствующие натяжные устройства для опорных элементов 31, 32, причем обычно достаточно одного натяжного устройства вверху или внизу. Таким же образом предусмотрена разводная рама 51 для отцепления несущих роликов 21’, 21’’ на конце вертикального транспортировочного участка 9 от опорных элементов 31, 32. Предпочтительно с каждой стороны конвейерной ленты 4 расположено по одной такой разводной раме 51. На восходящей верхней ленте 11 опорные элементы 31, 32, конечно, только после обводной области 8 приводятся на правильное расстояние S и на правильную ширину W колеи, для чего тоже снова может быть предусмотрена соответствующая разводная рама 51.
Сцепление и расцепление несущих роликов 21, 21’, 21’’ конвейерной ленты 4 при жестких опорных элементах 31, 32 осуществляется, конечно, аналогичным образом. При этом также, в случае необходимости, соответственно изменяется расстояние S и, возможно, ширина W колеи для сцепления и расцепления несущих роликов 21, 21’, 21’’ с опорными элементами 31, 32.
Существенное преимущество этого варианта осуществления вертикального транспортировочного участка 9 заключается в том, что в вертикальном транспортировочном участке 9 не должны располагаться части, требующие технического обслуживания. Это позволяет выполнять вертикальный транспортировочный участок 9 с очень малым поперечным сечением, что заметно снижает издержки изготовления вертикального транспортировочного участка 9. При сооружении вертикального конвейера 1 надо только расположить в вертикальном транспортировочном участке 9 опорные элементы 31, 32, например, когда тросы, которые расположены на верхней натяжной раме 40, опускаются в глубину и натягиваются на нижнюю натяжную раму 50, к которой имеется доступ. Также монтаж жестких опорных элементов 31, 32 в вертикальном транспортировочном участке 9 может производиться просто. Конвейерная лента 4 может тоже просто опускаться вниз или тянуться вверх, при этом имеющееся направление по несущим роликам 21, 21’, 21’’, несущим элементам 22 и опорным элементам 31, 32 способствует тому, что возможна надежная заправка конвейерной ленты 4.
Вертикальный конвейер (1) имеет конвейерную ленту (4), на которой в продольном направлении (x) конвейерной ленты (4) с распределением с обеих сторон установлены с возможностью вращения несущие ролики (21, 21’, 21’’), причем несущие ролики (21, 21’, 21’’) для направления конвейерной ленты (4) вдоль транспортировочного участка на некоторых участках обкатываются по несущим элементам (22). В вертикальной транспортировочной области (9) вертикального конвейера (1) с обеих сторон верхней ленты (11) и/или нижней ленты (12) конвейерной ленты (4) расположено по соответствующему количеству вертикальных опорных элементов (31, 32), причем соседние в продольном направлении (x) первые несущие ролики (21’) и вторые несущие ролики (21’’) расположены на конвейерной ленте (4) со сдвигом на поперечный сдвиг (V) друг относительно друга, и первые несущие ролики (21’) и вторые несущие ролики (21’’) обкатываются по указанному количеству опорных элементов (31, 32), так что конвейерная лента (4) в вертикальном транспортировочном участке (9) при обкате первых несущих роликов (21’) и вторых несущих роликов (21’’) по указанному количеству опорных элементов (31, 32) отклоняется в направлении указанного поперечного сдвига (V) и за счет этого прижимает первые несущие ролики (21’) и вторые несущие ролики (21’’) к указанному количеству опорных элементов (31, 32). Конвейер прост в техническом обслуживании и имеет малую площадь поперечного сечения. 8 з.п. ф-лы, 10 ил.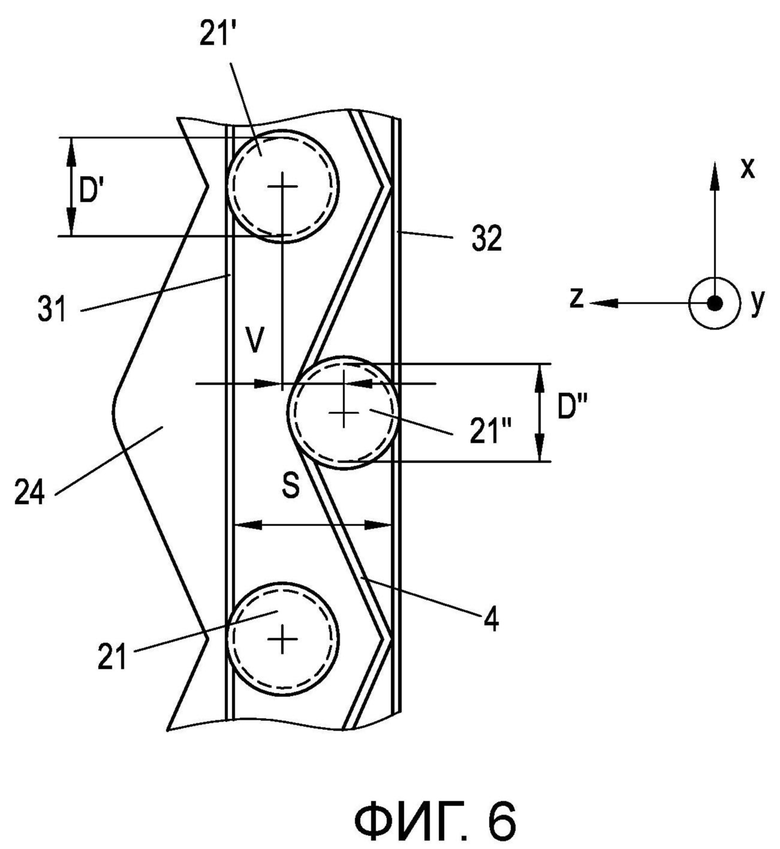
1. Вертикальный конвейер (1), имеющий бесконечную конвейерную ленту (4), на которой в продольном направлении (x) конвейерной ленты (4) с распределением с обеих сторон установлены с возможностью вращения несущие ролики (21, 21’, 21’’), причем несущие ролики (21, 21’, 21’’) для направления конвейерной ленты (4) вдоль транспортировочного участка по меньшей мере на некоторых участках обкатываются по несущим элементам (22), отличающийся тем, что в вертикальной транспортировочной области (9) вертикального конвейера (1) с обеих сторон верхней ленты (11) и/или нижней ленты (12) конвейерной ленты (4) расположено по соответствующему количеству вертикальных опорных элементов (31, 32), причем соседние в продольном направлении (x) первые несущие ролики (21’) и вторые несущие ролики (21’’) расположены на конвейерной ленте (4) со сдвигом на поперечный сдвиг (V) друг относительно друга, и первые несущие ролики (21’) и вторые несущие ролики (21’’) обкатываются по указанному количеству опорных элементов (31, 32), так что конвейерная лента (4) в вертикальном транспортировочном участке (9) при обкате первых несущих роликов (21’) и вторых несущих роликов (21’’) по указанному количеству опорных элементов (31, 32) отклоняется в направлении указанного поперечного сдвига (V) и за счет этого прижимает первые несущие ролики (21’) и вторые несущие ролики (21’’) к указанному количеству опорных элементов (31, 32).
2. Вертикальный конвейер по п.1, отличающийся тем, что с обеих сторон расположено по одному вертикальному опорному элементу (31), и сдвинутые первые несущие ролики (21’) и вторые несущие ролики (21’’) обкатываются по этому одному опорному элементу (31).
3. Вертикальный конвейер по п.1, отличающийся тем, что с обеих сторон расположено по одному первому и одному второму вертикальному опорному элементу (31, 32), так что при отклонении конвейерной ленты (4) первые несущие ролики (21’) обкатываются только по первому опорному элементу (31), а вторые несущие ролики (21’’) обкатываются только по второму опорному элементу (32).
4. Вертикальный конвейер по п.3, отличающийся тем, что первые несущие ролики (21’) и вторые несущие ролики (21’’) имеют одинаковую ширину колеи, и расстояние (S) между первым и вторым опорным элементом (31, 32) в направлении поперечного сдвига (V) больше, чем диаметр (D’, D’’) ходовых поверхностей (23) первых и вторых несущих роликов (21’, 21’’).
5. Вертикальный конвейер по одному из пп.1-4, отличающийся тем, что между соседними первыми несущими роликами (21’) и вторыми несущими роликами (21’’) в продольном направлении (x) на конвейерной ленте (4) расположены другие несущие ролики (21), которые расположены на конвейерной ленте (4) в направлении поперечного сдвига (V) между сдвинутыми первыми и вторыми несущими роликами (21’, 21’’).
6. Вертикальный конвейер по п.5, отличающийся тем, что диаметр (D) ходовых поверхностей (23) других несущих роликов (21) иной, в частности меньше, чем диаметр (D’, D’’) ходовых поверхностей (23) первых и вторых, расположенных со сдвигом друг относительно друга несущих роликов (21’, 21’’).
7. Вертикальный конвейер по одному из пп.1-4, отличающийся тем, что каждый n-й несущий ролик (21’’) в продольном направлении (x) конвейерной ленты (4), при n≥3, расположен со сдвигом на указанный поперечный сдвиг (V).
8. Вертикальный конвейер по одному из пп.1-7, отличающийся тем, что указанные опорные элементы (31, 32) выполнены в виде опорных тросов, и в области верхнего конца и/или нижнего конца вертикального транспортировочного участка (9) предусмотрена разводная рама (41, 51), которая разводит два опорных троса с расстояния (S) на большее расстояние (S’).
9. Вертикальный конвейер по п.8, отличающийся тем, что разводная рама (41, 51) разводит опорные тросы на большую ширину колеи.
| Способ хранения газонасыщенной нефти в резервуаре с понтоном | 1989 |
|
SU1661076A1 |
| СПОСОБ ВЫЯВЛЕНИЯ И РЕГИСТРАЦИИ АБОНЕНТОВ ТЕЛЕФОННОЙ СЕТИ ОБЩЕГО ПОЛЬЗОВАНИЯ, ИСПОЛЬЗУЮЩИХ ОКОНЕЧНОЕ УСТРОЙСТВО С ФУНКЦИЕЙ АОН | 2004 |
|
RU2257680C1 |
| US 6457576 B1, 01.10.2002 | |||
| WO 1997041052 A1, 06.11.1997 | |||
| Конвейер с платформами | 1986 |
|
SU1480756A3 |

