Область техники
Настоящее изобретение относится к способу и устройству для нанесения шумоподавляющих элементов на шины для колес транспортных средств.
Настоящее изобретение попадает в область способов и устройств для производства шин для колес транспортных средств.
В частности, настоящее изобретение относится к способу и автоматическому или полуавтоматическому устройству для нанесения шумоподавляющих элементов на шины для колес транспортных средств.
Термин "автоматический" используется, чтобы указывать способ и устройство, в которых практически все операции выполняются механическими устройствами (например, с помощью электрического, пневматического, гидравлического срабатывания) предпочтительно управляемыми блоком управления и посредством подходящего программного обеспечения. Термин "полуавтоматический" используется, чтобы указывать способ и устройство, в которых большая часть реализуемых операций выполняются механическими устройствами, упомянутыми выше, а ручное вмешательство оператора уменьшается до нескольких конкретных операций.
Уровень техники
Шина для колес транспортных средств, в целом, содержит каркасную конструкцию, содержащую, по меньшей мере, один слой каркаса, имеющий торцевые отгибы, зацепляемые с соответствующими укрепляющими кольцевыми конструкциями. Брекерная конструкция связывается в радиально внешней позиции с каркасной конструкцией, содержит один или более брекерных слоев, размещенных в радиальном наложении относительно друг друга и относительно слоя каркаса, и имеет текстильные или металлические усиливающие корды с перекрестной ориентацией и/или практически параллельные круговому направлению хода шины. Протекторный браслет накладывается в позиции, радиально внешней относительно брекерной конструкции, и также выполнен из высокоэластичного материала аналогично другим полуфабрикатам, составляющим шину. Соответствующие боковые стенки из высокоэластичного материала дополнительно накладываются на боковые поверхности каркасной конструкции, каждая протягивается от одной из боковых кромок протекторного браслета поверх соответствующей укрепляющей кольцевой конструкции к бортам. В "бескамерных" шинах слой каркаса внутренне покрывается предпочтительно бутиловым слоем высокоэластичного материала, обычно называемым "гермослоем", имеющим оптимальные характеристики воздухонепроницаемости и протягивающимся от одного до другого из бортов.
Термин "высокоэластичный материал" используется, чтобы обозначать состав, содержащий, по меньшей мере, один высокоэластичный полимер и, по меньшей мере, один усиливающий наполнитель. Предпочтительно, такой состав дополнительно содержит добавки, такие как, например, перекрестносшивающий агент и/или пластификатор. Вследствие наличия перекрестносшивающего агента такой материал может быть поперечно связан посредством нагрева, с тем, чтобы формировать окончательное промышленное изделие.
Выражение "шумоподавляющий элемент" означает элемент, который, после того как ассоциирован с радиально внутренней поверхностью шины, имеет способность ослаблять шум, производимый самой шиной во время эксплуатации. Эта способность может быть предоставлена упомянутому элементу за счет типа материала или материалов, с помощью которых упомянутый элемент изготавливается, и/или его формы. Такие шумоподавляющие элементы обычно состоят из блоков пористого материала, такого как, например, вспененный полимерный материал.
Под "экваториальной плоскостью" шины подразумевается плоскость, которая перпендикулярна оси вращения шины и которая делит шину на две симметрично равные части.
Термины "радиальный" и "осевой" и выражения "радиально внутренний/внешний" и "внутренний/внешний в осевом направлении" используются, ссылаясь на направление, перпендикулярное, и направление, параллельное, оси вращения шины, соответственно. Термины "круговой" и "по окружности" используются со ссылкой на направление кольцевого хода шины, а именно, направление качения шины.
Документ EP 2067633 описывает шумоподавляющее устройство и шину, в которых вибрация шины и шум могут быть уменьшены. Шумоподавляющее устройство содержит два главных звукопоглощающих элемента, приспособленных для изменения площади сечения полости шины, и два вспомогательных звукопоглощающих элемента, размещенных между двумя главными звукопоглощающими элементами.
Документ EP 2123491 описывает шумоподавляющее устройство, содержащее, по меньшей мере, один звукопоглощающий элемент, выполненный из пористого материала и нанесенный к внутренней поверхности коронной зоны шины. Звукопоглощающий элемент может включать в себя множество частей, размещенных с интервалом в круговом направлении шины.
Сущность изобретения
В этом контексте заявитель осознал необходимость увеличить производительность линий, предназначенных для производства шин, снабженных шумоподавляющими элементами, и улучшить качество и эксплуатационную характеристику этого типа шин.
Заявитель фактически наблюдал, что известные шумоподавляющие элементы очень часто состоят из блоков пористого материала практически в форме параллелепипеда, которые наносятся на внутреннюю поверхность шины.
Заявитель заметил, что блоки пористого материала, определяющие шумоподавляющие элементы, имеют поверхности с высоким коэффициентом трения, так что скольжение между двумя или более блоками, расположенными во взаимном контакте, является очень затруднительным, равно как и скольжение каждого блока по поверхностям, предназначенным для транспортировки и/или перемещения самих блоков.
Заявитель дополнительно заметил, что такие блоки пористого материала могут быть выполнены из более крупных блоков, которые впоследствии разрезаются на желательные размеры и затем упаковываются. Каждый тюк может удерживать сотни шумоподавляющих элементов, размещенных в стопках из дюжин элементов каждая. Заявитель отметил, что, вследствие низкой склонности к скольжению относительно друг друга и относительно поверхностей, с которыми они приходят в соприкосновение, обращение с шумоподавляющими элементами, например, имеется в виду обработка отдельных блоков, начиная с тюков, а также их транспортировка, являются критичными.
В частности, заявитель отметил, что взаимодействие шумоподавляющих элементов друг с другом и с поверхностями, с которыми они приходят в соприкосновение, затрудняет обеспечение их корректной позиции на различных этапах обращения с ними; в частности, это может вести к неточностям в позиционировании упомянутых шумопдавляющих элементов дальше по технологическому потоку для этапов транспортировки, когда они предоставляются устройствам захвата и нанесения упомянутых элементов на шины, таким образом, предполагая возможные неэффективности на этапе нанесения их на шины.
В этом контексте заявитель, следовательно, почувствовал необходимость вмешаться в точность и воспроизводимость, с которыми упомянутые шумоподавляющие элементы управляются, чтобы впоследствии быть нанесенными на шину. Заявитель осознал, что, для того, чтобы устранять вышеупомянутые недостатки, может быть полезным организовывать, на первом этапе, сортировку таких шумоподавляющих элементов в стопки, а затем, последовательную подачу отдельных шумоподавляющих элементов в устройство для нанесения их на шины.
Заявитель, таким образом, обнаружил, что захватывая такие стопки непосредственно из тюков, содержащих шумоподавляющие элементы, и подавая их в станцию извлечения, в которой отдельные одиночные шумоподавляющие элементы извлекаются, по меньшей мере, из одной стопки за раз, освобождая их от оставшихся шумоподавляющих элементов, присутствующих в стопке, представляется возможным значительно увеличивать вышеупомянутые воспроизводимость и точность.
Согласно одному своему аспекту, настоящее изобретение, следовательно, относится к устройству для нанесения шумоподавляющих элементов на шины для колес транспортных средств.
Устройство содержит загрузочную станцию для стопок шумоподавляющих элементов; станцию извлечения шумоподавляющих элементов из каждой стопки, при этом упомянутая станция извлечения располагается ниже по ходу от загрузочной станции.
Предпочтительно, конвейер располагается ниже по ходу от станции извлечения и протягивается по заданному пути, при этом упомянутый конвейер выполнен с возможностью поддержки и продвижения последовательно шумоподавляющих элементов, извлеченных из стопок.
Предпочтительно, станция извлечения содержит первый конвейер, имеющий первую верхнюю транспортировочную поверхность, выполненную с возможностью поддержки, по меньшей мере, одной стопки за раз, при этом упомянутая первая верхняя транспортировочная поверхность является подвижной в заданном направлении.
Предпочтительно, станция извлечения содержит удерживающее устройство, функционально активное над первой верхней транспортировочной поверхностью и выполненное с возможностью удержания первого шумоподавляющего элемента, размещенного в основании упомянутой, по меньшей мере, одной стопки, на первой верхней транспортировочной поверхности.
Предпочтительно, станция извлечения содержит перемещающее устройство, функционально размещенное над первой верхней транспортировочной поверхностью и выполненное с возможностью поднятия или опускания оставшихся шумоподавляющих элементов каждой стопки. Согласно другому своему аспекту, настоящее изобретение относится к способу для нанесения шумоподавляющих элементов на шины для колес транспортных средств.
Способ включает:
размещение, по меньшей мере, одной стопки шумоподавляющих элементов;
извлечение упомянутых шумоподавляющих элементов по одному за раз из упомянутой, по меньшей мере, одной стопки.
Предпочтительно, способ обеспечивает подачу, последовательно, упомянутых шумоподавляющих элементов, извлеченных из стопки, по предварительно установленному пути.
Предпочтительно, способ обеспечивает захват упомянутых шумоподавляющих элементов с упомянутого предварительно установленного пути.
Предпочтительно, способ обеспечивает нанесение упомянутых шумоподавляющих элементов на радиально внутреннюю поверхность, по меньшей мере, одной шины для колес транспортных средств.
Предпочтительно, извлечение упомянутых шумоподавляющих элементов по одному за раз содержит: удержание первого шумоподавляющего элемента, расположенного в основании упомянутой, по меньшей мере, одной стопки; поднятие остальных шумоподавляющих элементов упомянутой, по меньшей мере, одной стопки относительно упомянутого первого шумоподавляющего элемента. Предпочтительно, извлечение дополнительно содержит: отодвигание первого шумоподавляющего элемента по предварительно установленному пути. Предпочтительно, извлечение дополнительно содержит: опускание остальных шумоподавляющих элементов упомянутой, по меньшей мере, одной стопки.
Согласно другому аспекту, настоящее изобретение относится к оборудованию для сборки шин для колес транспортных средств, содержащему: устройство для сборки сырых шин для колес транспортных средств, содержащее сборочные устройства для сборки сырой шины; по меньшей мере, один блок формования и вулканизации, функционально размещенный ниже по технологическому потоку от сборочного устройства; по меньшей мере, одно устройство для нанесения шумоподавляющих элементов на шины для колес транспортных средств согласно настоящему изобретению. Предпочтительно, упомянутое, по меньшей мере, одно устройство для нанесения шумоподавляющих элементов функционально размещается ниже по технологическому потоку от упомянутого, по меньшей мере, одного блока формования и вулканизации. Согласно другому своему аспекту, настоящее изобретение относится к способу для производства шин для колес транспортных средств, содержащему: создание сырых шин; формовку и вулканизацию сырых шин; нанесение шумоподавляющих элементов на шину согласно способу настоящего изобретения. Предпочтительно, предполагается наносить шумоподавляющие элементы на шину после формования и вулканизации упомянутой шины.
Заявитель полагает, что настоящее изобретение предоставляет возможность подачи упорядоченным способом шумоподавляющих элементов к шинам и нанесения их с точностью и воспроизводимостью на упомянутые шины.
Заявитель также полагает, что настоящее изобретение предоставляет возможность подачи большого числа шумоподавляющих элементов в единицу времени, с тем, чтобы увеличивать производительность линии.
Заявитель дополнительно полагает, что настоящее изобретение предоставляет возможность надежного управления шумоподавляющими элементами, тем самым, минимизируя риски простоя оборудования и не повреждая и/или ухудшая функциональность упомянутых шумоподавляющих элементов.
Настоящее изобретение, по меньшей мере, в одном из своих вышеупомянутых аспектов, может проявлять один или более следующих предпочтительных отличительных признаков.
Предпочтительно, шумоподавляющий элемент содержит звукопоглощающий материал, предпочтительно полимерный пеноматериал, предпочтительно полиуретановую пену, предпочтительно с открытой ячейкой.
Предпочтительно, шумоподавляющий элемент имеет толщину в диапазоне приблизительно между 20 мм и 30 мм. Предпочтительно, шумоподавляющий элемент имеет прямоугольную или квадратную форму в виде сверху. Предпочтительно, шумоподавляющий элемент имеет длину (измеренную по круговому ходу шины, когда установлен внутри нее) в диапазоне приблизительно между 200 мм и 250 мм, более предпочтительно равную приблизительно 220 мм. Предпочтительно, шумоподавляющий элемент имеет ширину (измеренную вдоль оси качения шины, когда установлен внутри нее) в диапазоне приблизительно между 100 мм и 180 мм, более предпочтительно в диапазоне приблизительно между 120 мм и 160 мм.
Предпочтительно, каждая стопка содержит множество шумоподавляющих элементов в диапазоне между 10 и 40, более предпочтительно, между 20 и 30.
Предпочтительно, первая верхняя транспортировочная поверхность является подвижной со скоростью приблизительно между 30 м/мин и 60 м/мин.
Предпочтительно, первый конвейер имеет длину в диапазоне приблизительно между 300 мм и 600 мм.
Предпочтительно, удерживающее устройство содержит два первых зацепляющих элемента, выполненных с возможностью воздействия на противоположные стороны упомянутого первого шумоподавляющего элемента.
Предпочтительно, упомянутые два первых зацепляющих элемента располагаются на противоположных продольных сторонах первого конвейера для воздействия на противоположные стороны упомянутого первого шумоподавляющего элемента параллельно заданному направлению.
Предпочтительно, упомянутые два первых зацепляющих элемента обращены друг к другу и являются подвижными между первой взаимно сближенной позицией, в которой они воздействуют на упомянутые противоположные стороны упомянутого первого шумоподавляющего элемента, и второй взаимно разведенной позицией, в которой они располагаются с интервалом от упомянутых противоположных сторон.
Предпочтительно, перемещающее устройство содержит два вторых зацепляющих элемента, выполненных с возможностью воздействия на противоположные стороны, по меньшей мере, одного из оставшихся шумоподавляющих элементов.
Предпочтительно, упомянутые два вторых зацепляющих элемента обращены друг к другу и являются подвижными между первой взаимно сближенной позицией, в которой они воздействуют на упомянутые противоположные стороны упомянутого, по меньшей мере, одного из оставшихся шумоподавляющих элементов, и второй взаимно разведенной позицией, в которой они располагаются с интервалом от упомянутых противоположных сторон.
Предпочтительно, упомянутые вторые зацепляющие элементы также являются подвижными между опущенной позицией, близко к верхней транспортировочной поверхности, и поднятой позицией.
Станция извлечения, следовательно, предоставляет возможность удержания шумоподавляющего элемента, лежащего на ней, на первом конвейере и поднятия других лежащих сверху шумоподавляющих элементов той же стопки без риска прихватывания вверх также шумоподавляющего элемента в основании.
Предпочтительно, каждый из двух первых зацепляющих элементов содержит множество первых удлиненных элементов, выполненных с возможностью, по меньшей мере, частичного проникновения в шумоподавляющие элементы.
Предпочтительно, каждый из двух вторых зацепляющих элементов содержит множество вторых удлиненных элементов, выполненных с возможностью, по меньшей мере, частичного проникновения в шумоподавляющие элементы.
Первый и второй удлиненные элементы являются, например, видом игл таких размеров, чтобы иметь возможность проникать в звукопоглощающий материал и затем выходить из него без нанесения такого повреждения, чтобы ухудшать его функциональность, после того как шумоподавляющие элементы устанавливаются в шину.
Предпочтительно, первые удлиненные элементы каждого из двух первых зацепляющих элементов чередуются в заданном направлении со вторыми удлиненными элементами соответствующего второго зацепляющего элемента, расположенного на той же стороне. Таким образом, первый и второй удлиненные элементы могут также зацеплять одновременно один и тот же шумоподавляющий элемент.
Предпочтительно, каждый из двух первых зацепляющих элементов содержит:
первую несущую пластину;
множество первых удлиненных элементов, выступающих из первой несущей пластины и бок о бок друг с другом в первом ряду.
Предпочтительно, каждый из двух вторых зацепляющих элементов содержит:
вторую несущую пластину;
множество вторых удлиненных элементов, выступающих из второй несущей пластины и бок о бок друг с другом во втором ряду.
Предпочтительно, первые удлиненные элементы чередуются со вторыми удлиненными элементами.
Предпочтительно, такая вторая несущая пластина имеет сквозные выемки, выполненные с возможностью приема первых удлиненных элементов.
Предпочтительно, удерживающее устройство содержит два первых актуатора, каждый присоединен к соответствующей первой несущей пластине и выполнен с возможностью перемещения упомянутой первой несущей пластины между первой взаимно сближенной позицией и второй взаимно раздвинутой позицией.
Предпочтительно, перемещающее устройство содержит два вторых актуатора, каждый присоединен к соответствующей второй несущей пластине и выполнен с возможностью перемещения упомянутой второй несущей пластины между первой взаимно сближенной позицией и второй взаимно раздвинутой позицией.
Предпочтительно, перемещающее устройство содержит два третьих актуатора, каждый присоединен к соответствующей второй несущей пластине и выполнен с возможностью перемещения упомянутой второй несущей пластины между опущенной позицией и поднятой позицией.
Предпочтительно, станция извлечения содержит два боковых отделения, расположенных на противоположных продольных сторонах для зацепления о противоположные стороны стопки, при этом каждое из двух боковых отделений имеет вертикальные щели; при этом первые удлиненные элементы и вторые удлиненные элементы проходят в упомянутые вертикальные щели и свободно скользят в упомянутых вертикальных щелях.
Предпочтительно, загрузочная станция содержит: второй конвейер, имеющий вторую верхнюю транспортировочную поверхность, выполненную с возможностью поддержки множества стопок за раз, при этом упомянутая вторая верхняя транспортировочная поверхность является подвижной в заданном направлении.
Предпочтительно, загрузочная станция содержит: вспомогательный конвейер, имеющий вертикальную транспортировочную поверхность, проходящую бок о бок и вдоль второй верхней транспортировочной поверхности и выполненную с возможностью приема в упор упомянутого множества стопок, поддерживаемых второй верхней транспортировочной поверхностью. Загрузочная станция выполнена с возможностью облегчения работы оператора, который вручную размещает стопки на второй конвейер и следит за их продвижением и размещением их боком относительно третьего конвейера.
В дополнение к погрузке оператор, с помощью третьего конвейера, следовательно, выполняет вид предварительного выравнивания стопок.
Предпочтительно, второй конвейер и вспомогательный конвейер приводятся в движение одним мотором, предпочтительно бесщеточным, с тем чтобы придавать одинаковую скорость транспортировки упомянутым двум конвейерам. Предпочтительно, упомянутая скорость транспортировки находится в диапазоне приблизительно между 15 м/мин и 40 м/мин. Предпочтительно, второй конвейер и вспомогательный конвейер имеют длину в диапазоне приблизительно между 1000 мм и 2000 мм.
Предпочтительно, устройство содержит станцию поперечного выравнивания, расположенную между загрузочной станцией и станцией извлечения, при этом упомянутая станция поперечного выравнивания выполнена с возможностью корректировки поперечной позиции каждой стопки относительно ориентира. Другими словами, станция поперечного выравнивания выполнена с возможностью размещения последовательных стопок, движущихся к станции извлечения, так, что они поступают правильно в упомянутую станцию извлечения.
Предпочтительно, станция поперечного выравнивания содержит третий конвейер, имеющий третью верхнюю транспортировочную поверхность, выполненную с возможностью поддержки, по меньшей мере, одной стопки, при этом упомянутая третья верхняя транспортировочная поверхность является подвижной в заданном направлении.
Предпочтительно, третий конвейер имеет длину в диапазоне приблизительно между 300 мм и 600 мм. Предпочтительно, скорость транспортировки третьего конвейера находится в диапазоне приблизительно между 15 м/мин и 40 м/мин.
Предпочтительно, станция поперечного выравнивания содержит вертикальную поверхность примыкания, доступную в опорной позиции над третьей верхней транспортировочной поверхностью.
Предпочтительно, станция поперечного выравнивания содержит толкатель, действующий на верхнюю сторону третьей верхней транспортировочной поверхности и выполненный с возможностью толкания, по меньшей мере, одной стопки за раз относительно упомянутой вертикальной поверхности примыкания.
Предпочтительно, упомянутая опорная позиция и/или ход толкателя могут быть заданы согласно геометрии и/или размеру шумоподавляющих элементов.
Предпочтительно, вертикальная поверхность примыкания является подвижной между опорной позицией и позицией ожидания, расположенной с интервалом от третьей верхней транспортировочной поверхности. Когда упомянутая, по меньшей мере, одна стопка перемещается, чтобы поступать в станцию поперечного бокового выравнивания или выходить из станции поперечного выравнивания, вертикальная поверхность примыкания помещается в позицию ожидания, с тем чтобы предохранять упомянутую, по меньшей мере, одну стопку от задирания об нее. В действительности, материал шумоподавляющих элементов является таким, чтобы создавать сильное трение с поверхностями и перемещать стопку целиком и/или ее составные элементы вне корректной позиции. Предпочтительно, устройство содержит устройство управления, размещенное между загрузочной станцией и станцией извлечения, при этом упомянутое устройство управления выполнено с возможностью проверки вертикального выравнивания шумоподавляющих элементов каждой стопки. Устройство управления проверяет, что шумоподавляющие элементы, формирующие стопку, корректно уложены, или что все шумоподавляющие элементы имеют одинаковую ориентацию. Предпочтительно, устройство управления размещено ниже по технологическому потоку от станции поперечного выравнивания. Предпочтительно, устройство управления размещено между станцией поперечного выравнивания и следующей станцией. Предпочтительно, устройство управления содержит, по меньшей мере, один датчик, выполненный с возможностью обнаружения зоны размещения стопки. Предпочтительно, упомянутое устройство управления имеет оптический тип. Предпочтительно, упомянутый датчик содержит, по меньшей мере, один фотодатчик. Предпочтительно, оптический датчик обнаруживает след стопки на третьем конвейере, чтобы проверять зону размещения упомянутой стопки. Предпочтительно, позиция упомянутого датчика может быть установлена согласно геометрии и/или размеру стопок/шумоподавляющих элементов. Предпочтительно, устройство содержит станцию удаления отбракованной стопки, расположенную ниже по технологическому потоку от устройства управления. По меньшей мере, одна стопка за раз проходит в такой станции удаления и предпочтительно останавливается, ожидая входа в станцию извлечения. Если только что проверенная стопка не уложена правильно, она может затем быть отбракована. Например, такая станция предоставляет возможность доступа оператору, который удаляет отбракованную стопку, прежде чем она поступает в станцию извлечения, или может быть предусмотрено автоматическое устройство отбраковки.
Предпочтительно, станция удаления отбракованной стопки содержит: четвертый конвейер, имеющий четвертую верхнюю транспортировочную поверхность, выполненную с возможностью поддержки, по меньшей мере, одной стопки за раз, при этом упомянутая четвертая верхняя транспортировочная поверхность является подвижной в заданном направлении. Предпочтительно, упомянутая четвертая верхняя транспортировочная поверхность является периодически подвижной. Предпочтительно, упомянутая четвертая верхняя транспортировочная поверхность является подвижной со скоростью приблизительно между 30 м/мин и 60 м/мин. Предпочтительно, четвертый конвейер имеет длину в диапазоне приблизительно между 300 мм и 600 мм.
Предпочтительно, станция предусмотрена для захвата шумоподавляющих элементов с конвейера и для нанесения упомянутых шумоподавляющих элементов на радиально внутреннюю поверхность, по меньшей мере, одной шины для колес транспортных средств.
Предпочтительно, конвейер содержит пятый конвейер, имеющий пятую верхнюю транспортировочную поверхность, выполненную с возможностью поддержки шумоподавляющих элементов. Предпочтительно, упомянутый пятый конвейер расположен между станцией извлечения и станцией захвата и нанесения.
Предпочтительно, способ обеспечивает размещение бок о бок двух стопок шумоподавляющих элементов и одновременное извлечение одного шумоподавляющего элемента из каждой из двух стопок. При каждом извлечении два выровненных шумоподавляющих элемента извлекаются из двух соседних стопок. Извлечение выполняется снизу, следя за подъемом и отделением верхних шумоподавляющих элементов от первого шумоподавляющего элемента, размещенного в основании стопки, перед перетаскиванием упомянутого первого шумоподавляющего элемента прочь по заданному пути.
Предпочтительно, удержание содержит: удержание первого шумоподавляющего элемента с противоположных сторон упомянутого первого шумоподавляющего элемента. Предпочтительно, предполагается воздействовать на противоположные стороны упомянутого первого шумоподавляющего элемента параллельно заданному направлению. Предпочтительно, подъем содержит: зацепление противоположных сторон второго шумоподавляющего элемента, размещенного непосредственно над первым шумоподавляющим элементом, и подъем упомянутого второго шумоподавляющего элемента. Предпочтительно, предполагается воздействовать на противоположные стороны упомянутого второго шумоподавляющего элемента параллельно заданному направлению. Подъем второго шумоподавляющего элемента вызывает подъем всего фрагмента стопки, лежащего поверх первого шумоподавляющего элемента.
Предпочтительно, первый шумоподавляющий элемент лежит на первом конвейере. Предпочтительно, отодвигание содержит: отодвигание первого конвейера по предварительно установленному пути. Первый шумоподавляющий элемент извлекается из-под стопки после вертикального поднятия верхних элементов и убирается в горизонтальном направлении.
Предпочтительно, опускание содержит: опускание второго шумоподавляющего элемента до тех пор, пока он не будет уложен на первый конвейер.
Предпочтительно, предполагается останавливать первый конвейер перед укладкой второго шумоподавляющего элемента на него.
Таким образом, любое трение между шумоподавляющими элементами и/или с другими поверхностями предотвращается.
Предпочтительно, удержание первого шумоподавляющего элемента содержит: по меньшей мере, частичную вставку первых удлиненных элементов в противоположные стороны упомянутого первого шумоподавляющего элемента.
Предпочтительно, зацепление противоположных сторон второго шумоподавляющего элемента содержит: по меньшей мере, частичную вставку вторых удлиненных элементов в противоположные стороны упомянутого второго шумоподавляющего элемента.
Предпочтительно, перед отодвиганием первого шумоподавляющего элемента по заданному пути, первые удлиненные элементы извлекаются из противоположных сторон первого шумоподавляющего элемента.
Предпочтительно, размещение, по меньшей мере, одной стопки шумоподавляющих элементов содержит: захват множества стопок из тюка, в котором упомянутые стопки хранятся.
Предпочтительно, размещение, по меньшей мере, одной стопки шумоподавляющих элементов содержит: погрузку множества стопок на второй конвейер и подачу их друг за другом к станции извлечения.
Предпочтительно, погрузка дополнительно содержит: опирание стопок о вертикальный вспомогательный конвейер.
Предпочтительно, способ предусматривает ручной захват стопок из тюка.
Предпочтительно, способ предусматривает ручную погрузку стопок на второй конвейер.
Предпочтительно, способ предусматривает: регулировку поперечной позиции каждой стопки относительно ориентира перед извлечением упомянутых шумоподавляющих элементов по одному за раз из стопки.
Предпочтительно, регулировка содержит: толкание каждой из стопок вплотную к вертикальной поверхности примыкания.
Предпочтительно, способ предусматривает: проверку вертикального выравнивания шумоподавляющих элементов каждой стопки перед извлечением упомянутых шумоподавляющих элементов по одному за раз из стопки.
Предпочтительно, проверка содержит: обнаружение зоны размещения стопки.
Дополнительные отличительные признаки и преимущества станут более понятными из подробного описания предпочтительного, но не исключительного, варианта осуществления устройства и способа для нанесения шумоподавляющих элементов на шины для колеса транспортного средства на оборудовании и способа производства шин для колес транспортных средств согласно настоящему изобретению.
Краткое описание чертежей
Такое описание приведено далее в данном документе со ссылкой на сопровождающие чертежи, предоставленные только в иллюстративных и, следовательно, неограничивающих целях, на которых:
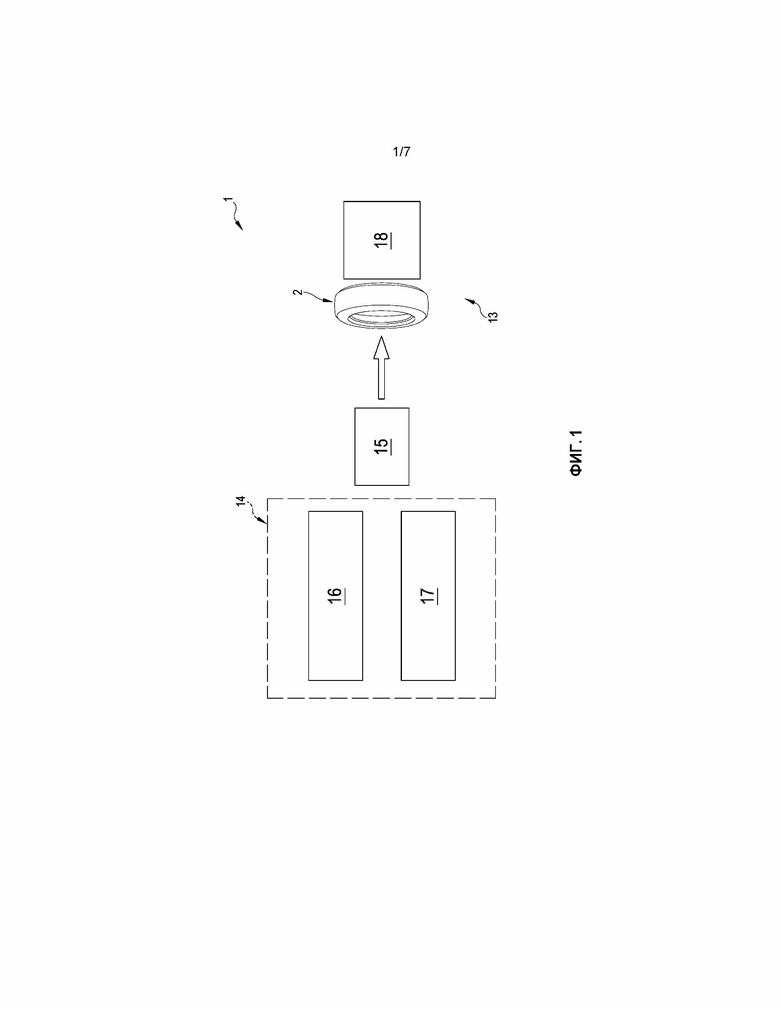
- фиг. 1 схематично показывает оборудование для сборки шин для колес транспортных средств, содержащее устройство для нанесения шумоподавляющих элементов на шины для колес транспортных средств согласно настоящему изобретению;
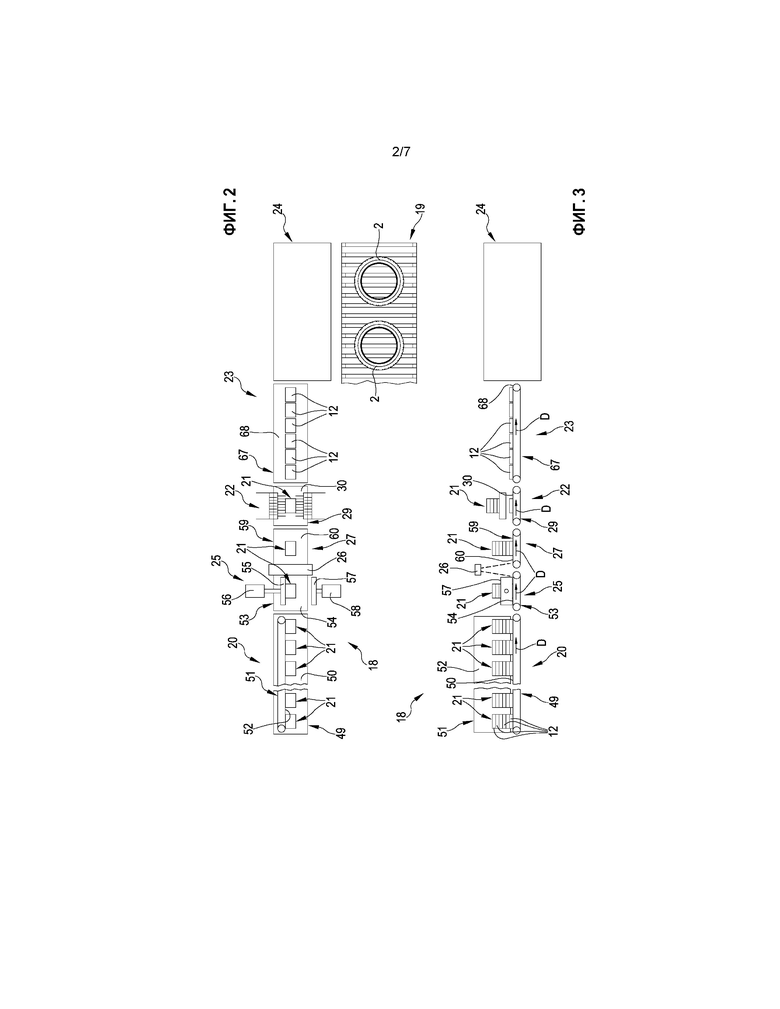
- фиг. 2 показывает подробный вид сверху устройства для нанесения шумоподавляющих элементов с фиг. 1;
- фиг. 3 показывает боковой вид в вертикальном разрезе устройства с фиг. 2;
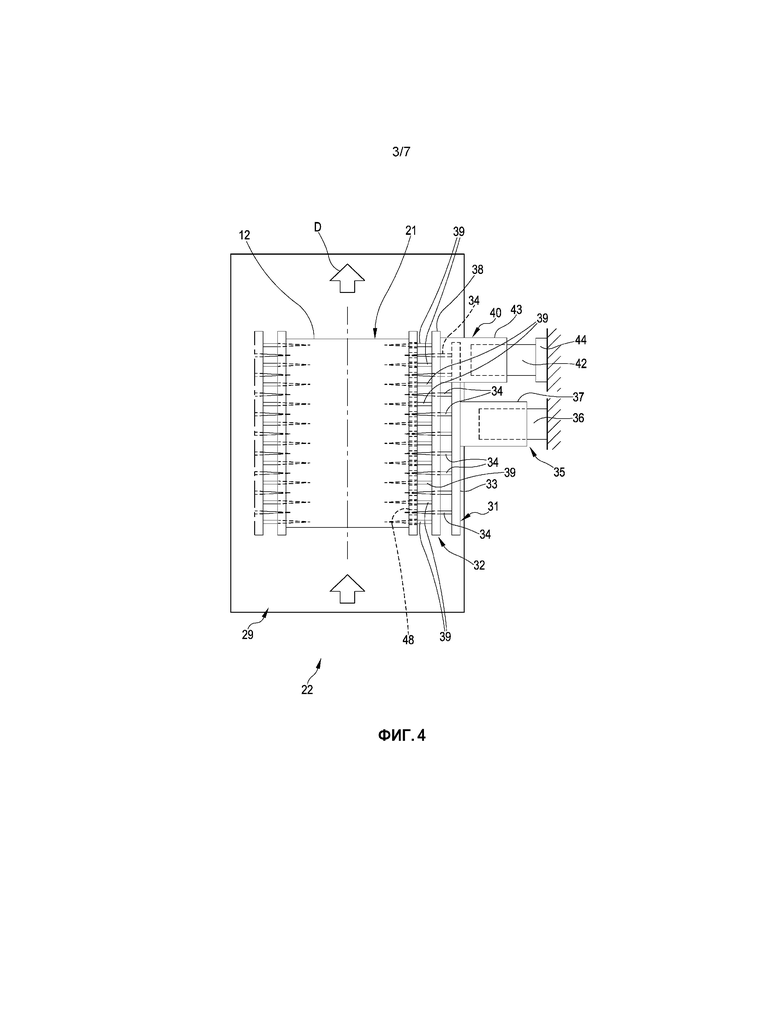
- фиг. 4 показывает укрупненный вид сверху станции устройства с фиг. 2 и 3;
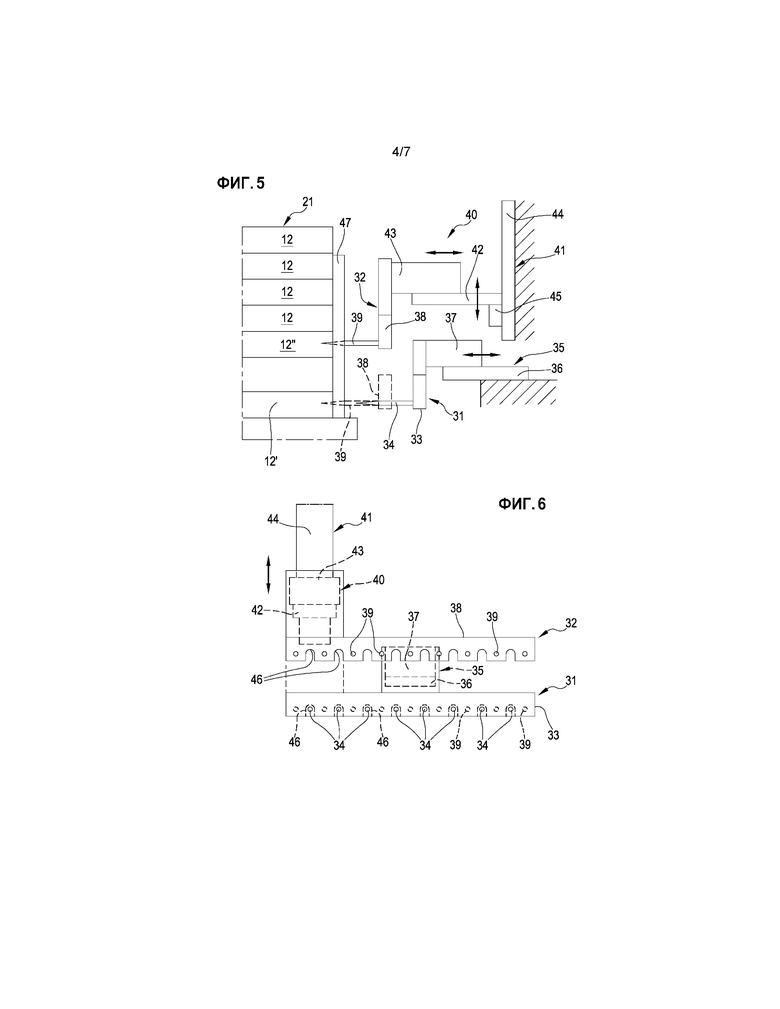
- фиг. 5 показывает передний вид в вертикальном разрезе половины станции с фиг. 4;
- фиг. 6 показывает боковой вид в вертикальном разрезе некоторых элементов станции с фиг. 4;
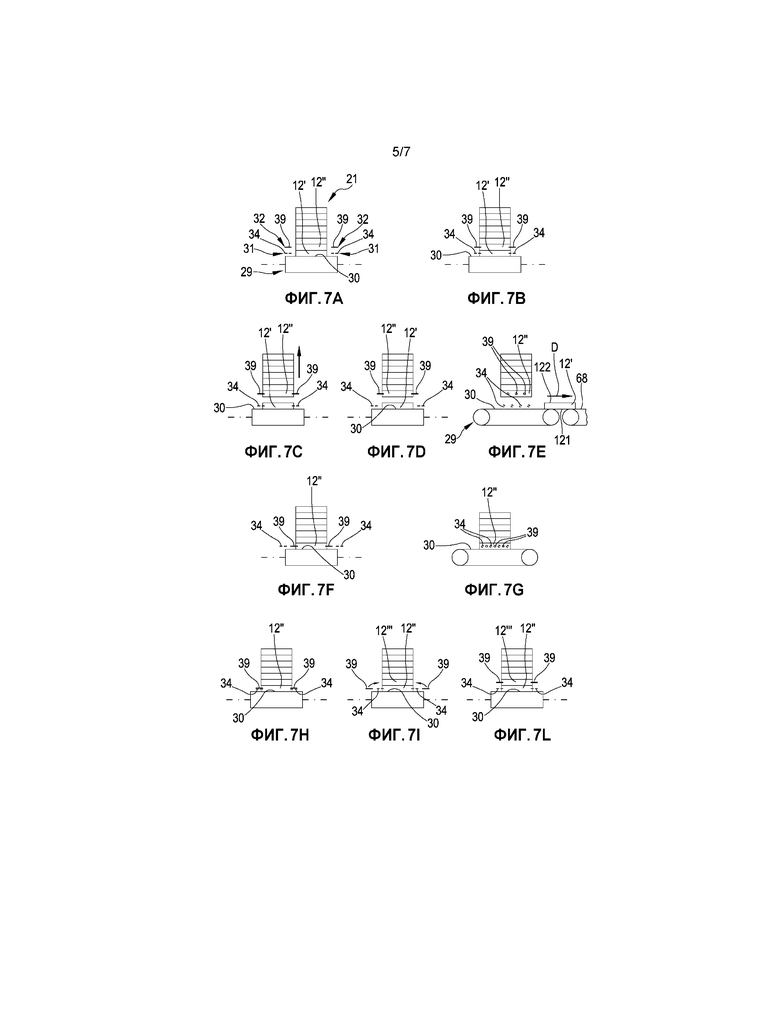
- фиг. 7A-7J показывают соответствующие рабочие конфигурации в станции, показанной на фиг. 4, 5 и 6;
- фиг. 8 показывает радиальное полусечение шины, собранной с помощью оборудования с фиг. 1;
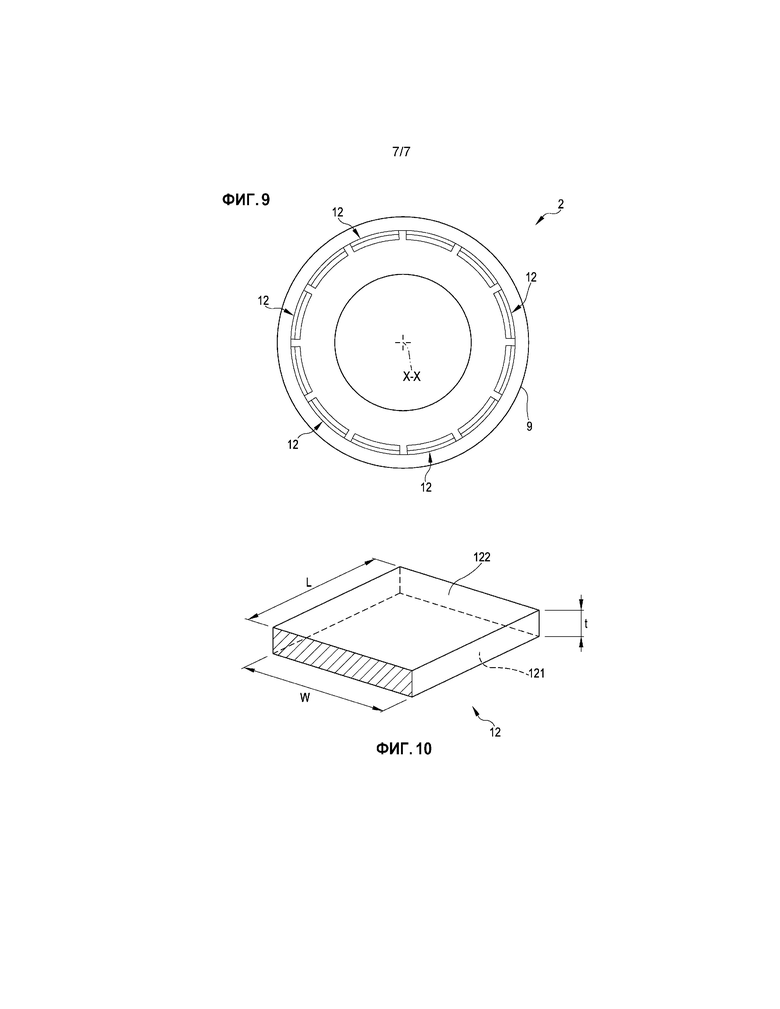
- фиг. 9 показывает шину с фиг. 8, разрезанную по срединной плоскости; и
- фиг. 10 показывает вид в перспективе шумоподавляющего элемента, выполненного с возможностью установки в шину на фиг. 8.
Подробное описание изобретения
На фиг. 1 ссылочной позицией 1 обозначен, в целом, установка для сборки шин 2 для колес транспортных средств.
Шина 2, собранная на установке 1, показана на фиг. 8 и, по существу, содержит каркасную конструкцию 3, имеющую два слоя 4a, 4b каркаса. Воздухонепроницаемый слой высокоэластичного материала или так называемый гермослой 5 нанесен изнутри на слой/слои 4a, 4b каркаса. Две укрепляющие кольцевые конструкции 6, содержащие, каждая, так называемый сердечник 6a борта шины, несущий высокоэластичный наполнитель 6b в радиально внешней позиции, зацепляются за соответствующие торцевые отгибы слоя или слоев 4a, 4b каркаса. Укрепляющие кольцевые конструкции 6 интегрируются поблизости от зон, обычно идентифицируемых по названию "борта" 7, в которых обычно происходит зацепление между шиной 2 и соответствующим установочным ободом. Брекерная конструкция 8, содержащая брекерные слои 8a, 8b, наносится по окружности вокруг слоя/слоев 4a, 4b каркаса, и протекторный браслет 9 по окружности накладывается на брекерную конструкцию 8. Брекерная конструкция 8 может быть ассоциирована с так называемыми "подбрекерными вставками" 10, размещенными, каждая, между слоем/слоями 4a, 4b каркаса и одной из противоположных в осевом направлении концевых кромок брекерной конструкции 8. Две боковые стенки 11, каждая из которых проходит от соответствующего борта 7 к соответствующей боковой кромке протекторного браслета 9, наносятся в поперечно противоположных позициях на слой/слои 4a, 4b каркаса.
Шина 2 дополнительно содержит шумоподавляющие элементы 12, сформированные как плитки, соединенные с радиально внутренней поверхностью шины 2, расположенной на протекторном браслете 9. Шумоподавляющие элементы 12 располагаются по обеим сторонам срединной плоскости "M" шины 2 и размещаются последовательно бок о бок, или с небольшим интервалом, по круговой протяженности самой шины 2 (фиг. 9), в количестве, зависящем от размера шины 2.
Такие шумоподавляющие элементы 12 выполнены из звукопоглощающего материала, такого как полимерная пена, предпочтительно из материала с открытой ячейкой, более предпочтительно из полиуретановой пены. Их функционирование должно подавлять шум, создаваемый самой шиной 2 во время использования.
Каждый шумоподавляющий элемент 12 может иметь толщину "t" приблизительно между 10 мм и 40 мм, и ширину "W" (измеренную параллельно оси вращения "X-X" шины 2), измеренную приблизительно между 80 мм и 200 мм.
Оборудование 1, показанное на фиг. 1, содержит производственную линию 13 для шин 2, состоящую из устройства 14 сборки сырых (неотформованных и/или невулканизированных) шин 2 и, по меньшей мере, одного блока 15 формовки и вулканизации, функционально размещенного ниже по ходу от устройства 14 сборки.
В неограничивающем варианте осуществления оборудования 1, показанного на фиг. 1, устройство 14 сборки содержит линию 16 сборки каркаса, на которой формирующие барабаны, не показаны, перемещаются между различными станциями для распределения полуфабрикатов, предназначенных, чтобы формировать, на каждом сборочном барабане, каркасную муфту, содержащую слои 4a, 4b каркаса, гермослой 5, укрепляющие кольцевые конструкции и, возможно, по меньшей мере, часть боковых стенок 11. В то же самое время, на линии 17 сборки внешней муфты, один или более вспомогательных барабанов, не показаны, последовательно перемещаются между различными рабочими станциями, предназначенными, чтобы формировать внешнюю муфту на каждом вспомогательном барабане, содержащую, по меньшей мере, брекерную конструкцию 8, протекторный браслет 9 и, возможно, по меньшей мере, часть боковых стенок 11.
Устройство 14 сборки дополнительно содержит сборочную станцию, не показана, в которой внешняя муфта присоединяется к каркасной муфте.
В других вариантах осуществления оборудования 1, не показаны, устройство 14 сборки может иметь другой тип, например, предназначенный, чтобы формировать все из вышеупомянутых компонентов на одном барабане посредством сборочных устройств.
Собранные шины 2 затем переносятся в блок 15 формовки и вулканизации.
Как показано на фиг. 1, устройство 18 для нанесения шумоподавляющих элементов 12 на шины 2 функционально располагается ниже по технологическому потоку от блока 15 формовки и вулканизации.
Отформованные и вулканизированные шины 2 перемещаются, посредством соответствующих непоказанных устройств, от блока 15 формовки и вулканизации в устройство 18 для нанесения шумоподавляющих элементов 12.
Устройство 18 содержит конвейерную ленту или моторизованный роликовый конвейер 19 для подачи шин 2, поступающих из блока 15 формовки и вулканизации.
Поблизости от моторизованного роликового конвейера 19 устройство 1 содержит загрузочную станцию 20 для стопок 21 шумоподавляющих элементов 12, станцию 22 извлечения упомянутых шумоподавляющих элементов 12 из каждой стопки 21, расположенную ниже по ходу от загрузочной станции 20, конвейер 23, расположенный ниже по ходу от станции 22 извлечения и проходящий по заданному пути. Конвейер 23 выполнен с возможностью поддержки и продвижения в последовательном порядке шумоподавляющих элементов 12, извлеченных из стопок 21. Загрузочная станция 20 действует в качестве буфера для шумоподавляющих элементов 12.
Каждая стопка 21 может состоять из множества шумоподавляющих элементов 12 приблизительно между 20 и30. На сопровождающих чертежах, ради ясности, каждая стопка 21 содержит шесть или восемь шумоподавляющих элементов 12.
Станция 24 размещена на окончании конвейера 23 для захвата шумоподавляющих элементов 12 с конвейера 23 и нанесения упомянутых шумоподавляющих элементов 12 на радиально внутреннюю поверхность шин 2, переносимых моторизованным роликовым конвейером 19.
Кроме того, устройство 18 содержит станцию 25 поперечного выравнивания, расположенную между загрузочной станцией 20 и станцией 22 извлечения, устройство 26 управления, расположенное ниже по ходу от загрузочной станции 20 и перед станцией 22 извлечения, станцию 27 удаления отбракованной стопки, расположенную ниже по ходу от устройства 26 управления.
Станция 22 извлечения содержит первый конвейер 29, который имеет первую верхнюю транспортировочную поверхность 30, выполненную с возможностью поддержки, по меньшей мере, одной стопки 21 за раз. Первый конвейер 29 имеет длину в диапазоне приблизительно между 300 мм и 1000 мм. Первая верхняя транспортировочная поверхность 30 является подвижной пошагово в заданном направлении со скоростью приблизительно между 20 м/мин и 60 м/мин.
В показанном варианте осуществления первый конвейер 29 является первой конвейерной лентой, намотанной на ролики, и верхняя транспортировочная поверхность 30 определяется верхним ответвлением упомянутой первой конвейерной ленты.
Удерживающее устройство 31 является функционально активным над первой верхней транспортировочной поверхностью 30 и выполнено с возможностью удержания первого шумоподавляющего элемента 12', расположенного в основании упомянутой, по меньшей мере, одной стопки 21, на первой верхней транспортировочной поверхности 30. Кроме того, перемещающее устройство 32 функционально размещено над первой верхней транспортировочной поверхностью 30 и выполнено с возможностью подъема или опускания остальных шумоподавляющих элементов 12 каждой стопки 21. Удерживающее устройство 31 предоставляет возможность удержания первого шумоподавляющего элемента 12', лежащего на первом конвейере 29, и подъема других лежащих сверху шумоподавляющих элементов 12 той же стопки 21 без риска прихватывания вверх также первого шумоподавляющего элемента 12' в основании.
Удерживающее устройство 31 содержит (фиг. 4, 5, 6) две первые несущие пластины 33, каждая расположена на одной из продольных сторон первого конвейера 29. Упомянутые две первые несущие пластины 33 и устройства, перемещающие их, являются практически одинаковыми, в результате чего, только одна из них будет описана далее в данном документе.
Первая несущая пластина 33 переносит множество первых удлиненных элементов 34, выступающих из упомянутой первой несущей пластины 33, по направлению к другой первой несущей пластине 33. Первые удлиненные элементы 34 лежат в горизонтальной плоскости, бок о бок и параллельно друг другу, и размещаются в первом ряду.
Как показано на фиг. 4-6, первая несущая пластина 33 соединена с первым актуатором 35. Первый актуатор 35 выполнен с возможностью перемещения первой несущей пластины 33 между первой сближенной позицией к другой первой несущей пластине 33 и второй разведенной позицией. Первый актуатор 35, следовательно, приспособлен для перемещения первой несущей пластины 33 и первых удлиненных элементов 34 в горизонтальном направлении практически параллельно первым удлиненным элементам 34 и ортогонально заданному направлению первого конвейера 29. В показанном варианте осуществления первый актуатор 35 содержит первую направляющую 36, по которой перемещается первый ползун 37, поддерживающий первую несущую пластину 33. Первый актуатор 35 может, например, иметь электромеханический или пневматический тип.
Перемещающее устройство 32 содержит две вторые несущие пластины 38, каждая расположена на одной из продольных сторон первого конвейера 29. Упомянутые две вторые несущие пластины 38 и устройства, перемещающие их, являются практически одинаковыми, в результате чего, только одна будет описана далее в данном документе. Вторая несущая пластина 38 переносит множество вторых удлиненных элементов 39, выступающих из упомянутой второй несущей пластины 38, по направлению к другой второй несущей пластине 38. Вторые удлиненные элементы 39 лежат в горизонтальной плоскости, бок о бок и параллельно друг другу, и размещаются во втором ряду.
Первый и второй удлиненные элементы 34, 39 являются, например, видом игл таких размеров, чтобы иметь возможность проникать в звукопоглощающий материал и затем выходить из него без нанесения такого повреждения упомянутому звукопоглощающему материалу, чтобы ухудшать его функциональность, после того как шумоподавляющие элементы 12 установлены в шину 2. Как показано на фиг. 4-6, вторая несущая пластина 38 соединена со вторым актуатором 40 и с третьим актуатором 41.
Второй актуатор 40 приспособлен для перемещения второй несущей пластины 38 и вторых удлиненных элементов 39 в горизонтальном направлении практически параллельно вторым удлиненным элементам 39 и ортогонально заданному направлению первого конвейера 29. В показанном варианте осуществления второй актуатор 40 содержит вторую направляющую 42, по которой перемещается второй ползун 43, поддерживающий вторую несущую пластину 38. Второй актуатор 40 может, например, иметь электромеханический или пневматический тип.
Третий актуатор 41 выполнен с возможностью перемещения упомянутой второй несущей пластины 38 между опущенной позицией и поднятой позицией. В показанном варианте осуществления третий актуатор 41 содержит третью вертикальную направляющую 44, на которой третий ползун 45, поддерживающий вторую направляющую 42, установлен с возможностью скольжения. Третий актуатор 41, следовательно, приспособлен для перемещения второй несущей пластины 38 и вторых удлиненных элементов 39 в вертикальном направлении между опущенной позицией, в которой вторые удлиненные элементы 39 лежат на том же уровне, что и первые удлиненные элементы 34, и поднятой позицией, в которой вторые удлиненные элементы 39 лежат выше первых удлиненных элементов 34. Вторая несущая пластина 38 имеет, на своем нижнем крае, сквозные выемки 46 (фиг. 6), выполненные с возможностью размещения первых удлиненных элементов 34 первой несущей пластины 33, когда упомянутая вторая несущая пластина 38 находится в опущенной позиции (фиг. 5 и 6, вторая несущая пластина 38 со сквозными выемками 46 и вторые удлиненные элементы 39 показаны прерывистыми линиями в опущенной позиции). Сквозные выемки 46 сформированы между вторыми соседними удлиненными элементами 39, и первые удлиненные элементы 34 вертикально выровнены с упомянутыми сквозными выемками 46, т.е., расположены в шахматном порядке относительно вторых удлиненных элементов 39. Другими словами, первые удлиненные элементы 34 чередуются, в заданном направлении, со вторыми удлиненными элементами 39. Таким образом, первый и второй удлиненные элементы 34, 39 могут также зацеплять одновременно один и тот же первый шумоподавляющий элемент 12', как будет описано далее в данном документе. Первые несущие пластины 33 с соответствующими первыми удлиненными элементами 34 являются двумя первыми зацепляющими элементами, выполненными с возможностью воздействия на противоположные стороны упомянутого первого шумоподавляющего элемента 12'.
Вторые несущие пластины 38 с соответствующими вторыми удлиненными элементами 39 являются двумя вторыми зацепляющими элементами, выполненными с возможностью воздействия на противоположные стороны, по меньшей мере, одного из оставшихся шумоподавляющих элементов 12.
Станция 22 извлечения содержит два боковых отделения 47, расположенных на противоположных продольных сторонах первого конвейера 29 для зацепления за противоположные стороны стопки 21, находящейся в станции 22 извлечения. Каждое из упомянутых двух боковых отделений 47 имеет вертикальные щели 48 (показаны на фиг. 4), каждая расположена у одного из первого или второго удлиненных элементов 34, 39. Первые удлиненные элементы 34 и вторые удлиненные элементы 39 проходят в упомянутые вертикальные щели 48 и свободно скользят в них во время своих перемещений. Упомянутые боковые отделения 47 имеют функцию, которая не допускает, во время извлечения, чтобы первые удлиненные элементы 34 и/или вторые удлиненные элементы 39 оставались зацепленными в самих шумоподавляющих элементах 12.
Загрузочная станция 20 содержит: второй конвейер 49, имеющий вторую верхнюю транспортировочную поверхность 50, выполненную с возможностью поддержки множества стопок 21 за раз. Вторая верхняя транспортировочная поверхность 50 является подвижной в заданном направлении для переноса стопок 21 к станции 22 извлечения. В показанном варианте осуществления второй конвейер 49 является второй конвейерной лентой, намотанной на ролики, и вторая верхняя транспортировочная поверхность 50 определяется верхним ответвлением упомянутой второй конвейерной ленты.
Загрузочная станция 20 дополнительно содержит вспомогательный вертикальный конвейер 51, имеющий вертикальную транспортировочную поверхность 52, проходящую бок о бок и вдоль второй верхней транспортировочной поверхности 50. Вспомогательный вертикальный конвейер 51 также является вспомогательной конвейерной лентой, намотанной на ролики, и вертикальная поверхность 52 определяется ответвлением упомянутой вспомогательной конвейерной ленты. Вертикальная поверхность 52 выполнена с возможностью приема стороны стопок 21, поддерживаемых второй верхней транспортировочной поверхностью 50 в упор. Второй конвейер 49 и вспомогательный конвейер 51 предпочтительно приводятся в действие посредством одного мотора, не показан и является, например, бесщеточным, с тем чтобы придавать одинаковую скорость транспортировки упомянутым двум конвейерам 49, 51. Вторая верхняя транспортировочная поверхность 50 и вертикальная транспортировочная поверхность 52, следовательно, движутся совместно в заданном направлении и со скоростью транспортировки приблизительно между 15 м/мин и 40 м/мин. Второй конвейер 49 и вспомогательный конвейер 51 имеют длину в диапазоне приблизительно между 500 мм и 2000 мм. Станция 25 поперечного выравнивания содержит третий конвейер 53, имеющий третью верхнюю транспортировочную поверхность 54, выполненную с возможностью поддержания, по меньшей мере, одной стопки 21 за раз, при этом упомянутая третья верхняя транспортировочная поверхность 54 является подвижной в заданном направлении. Станция 25 поперечного выравнивания выполнена с возможностью корректировки поперечной позиции каждой стопки 21 относительно ориентира. В показанном варианте осуществления третий конвейер 53 является третьей конвейерной лентой, намотанной на ролики, и третья верхняя транспортировочная поверхность 54 определяется верхним ответвлением упомянутой третьей конвейерной ленты. Третий конвейер 53 имеет длину в диапазоне приблизительно между 300 мм и 600 мм. Третья верхняя транспортировочная поверхность 54 перемещается в заданном направлении "D" со скоростью транспортировки приблизительно между 15 м/мин и 40 м/мин.
Вертикальная поверхность 55 примыкания является функционально активной над третьей верхней транспортировочной поверхностью 54, которая соединена и перемещается посредством актуатора 56, предпочтительно пневматического, приспособленного для перемещения ее между опорной позицией, в которой упомянутая вертикальная поверхность 55 примыкания лежит на третьей верхней транспортировочной поверхности 54, и позицией ожидания, в которой вертикальная поверхность 55 примыкания лежит на расстоянии от третьей верхней транспортировочной поверхности. Вертикальная поверхность 55 примыкания и соответствующий актуатор 56 расположены на продольной стороне третьего конвейера 53. Толкатель 53 расположен на противоположной продольной стороне упомянутого третьего конвейера 53, действующим над третьей верхней транспортировочной поверхностью 54. Толкатель 57 соединен и приводится в действие соответствующим актуатором 58, предпочтительно пневматическим, и выполнен с возможностью толкания, по меньшей мере, одной стопки за раз вплотную к вертикальной поверхности 54 примыкания, когда последняя находится в опорной позиции.
Устройство 26 управления размещено между станцией 25 поперечного выравнивания и последующей станцией 27 удаления отбракованной стопки 21 и выполнено с возможностью проверки вертикального выравнивания шумоподавляющих элементов каждой стопки 21. В одном варианте осуществления устройство 26 управления содержит фотодатчик, расположенный над стопками 21, проходящими между станцией 25 поперечного выравнивания и последующей станцией 27 удаления. Фотодатчик приспособлен для обнаружения того, попадают ли стопки 21 в максимальную заданную ширину.
Станция 27 удаления отбракованной стопки 21 содержит четвертый конвейер 59, имеющий четвертую верхнюю транспортировочную поверхность 60, выполненную с возможностью поддержания, по меньшей мере, одной стопки 21 за раз. Четвертая верхняя транспортировочная поверхность 60 может перемещаться в заданном направлении "D".
В показанном варианте осуществления четвертый конвейер 59 является четвертой конвейерной лентой, намотанной на ролик, и четвертая верхняя транспортировочная поверхность 60 определяется верхним ответвлением упомянутой четвертой конвейерной ленты. Четвертый конвейер 59 имеет длину в диапазоне приблизительно между 300 мм и 600 мм. Четвертая верхняя транспортировочная поверхность 60 перемещается в заданном направлении "D" со скоростью транспортировки приблизительно между 15 м/мин и 40 м/мин.
Конвейер 23, расположенный ниже по ходу от станции 21 извлечения, содержит пятый конвейер 67, имеющий пятую верхнюю транспортировочную поверхность 68, выполненную с возможностью поддержания шумоподавляющих элементов 12, поступающих от станции 21 извлечения. Пятый конвейер 67 имеет длину в диапазоне приблизительно между 300 мм и 1000 мм. Пятая верхняя транспортировочная поверхность 68 перемещается в заданном направлении "D" со скоростью транспортировки приблизительно между 15 м/мин и 40 м/мин.
Устройство, не показано, является необязательно активным на пятом конвейере 67, который предоставляет возможность упаковки, или размещения относительно друг друга, шумоподавляющих элементов 12, расположенных последовательно. Блок управления, не показан на чертежах, функционально соединен с загрузочной станцией 20, со станцией 25 поперечного выравнивания, с устройством 26 управления, со станцией 22 извлечения, с конвейером 23, со станцией 24 захвата и нанесения и с моторизованным роликом 19 для того, чтобы проверять их согласно способу согласно изобретению. В эксплуатации и согласно способу согласно изобретению, шины 2, извлеченные из блока или блоков 15 формовки и вулканизации, подаются на моторизованный роликовый конвейер 19 и продвигаются со скачкообразным движением к окончанию упомянутого моторизованного роликового конвейера 19. Одна шина 2 за раз, следовательно, переносится на упомянутое окончание. Между тем, оператор захватывает множество стопок 21 шумоподавляющих элементов 12 из тюка, не показан, и вручную загружает их в загрузочную станцию 20, укладывающую их на второй конвейер 49 и толкающую их к вспомогательному вертикальному конвейеру 51. В частности, первый шумоподавляющий элемент 12, расположенный в основании каждой стопки 21, лежит на второй верхней транспортировочной поверхности 50, и одна сторона этой стопки 12 упирается во вторую верхнюю транспортировочную поверхность 52. Стопки 21, следовательно, выравниваются в ряд на втором конвейере 49. Например, число стопок 21, которые могут одновременно лежать в загрузочной станции 20, находится в диапазоне приблизительно между 10 и 30.
Второй конвейер 49 продвигается в заданном направлении "D" вместе с третьим конвейером 53 на один шаг, вплоть до размещения стопки 21 на третьей верхней транспортировочной поверхности 54. Третья верхняя транспортировочная поверхность 54 останавливается, и поперечная позиция стопки 21, размещенной в станции 25 поперечного выравнивания корректируется относительно ориентира. Для этого, когда стопка 21 уже является неподвижной на третьей верхней транспортировочной поверхности 54, вертикальная поверхность 55 примыкания приводится в опорную позицию (заданную согласно типу шумоподавляющих элементов 12, управляемых в этот раз), которая обычно уже находится поблизости от одной стороны стопки 12. После этого толкатель 57 толкает стопку 12 вплотную к упомянутой вертикальной поверхности 55 примыкания. После того как поперечное выравнивание было выполнено, третий конвейер 53 продвигается в заданном направлении "D" вместе с четвертым конвейером 59 на один шаг, вплоть до размещения стопки 21 на четвертой верхней транспортировочной поверхности 60, или в станции 27 удаления отбракованной стопки. В то же самое время следующая стопка 21 доставляется из загрузочной станции 20 вплоть до станции 25 поперечного выравнивания, чтобы подвергаться поперечному выравниванию, описанному выше.
Во время перехода между третьим конвейером 53 и четвертым конвейером 59 стопка 21 проходит под устройством 26 управления, которое проверяет вертикальное выравнивание шумоподавляющих элементов 12, принадлежащих такой стопке 21, т.е., проверяет, что все шумоподавляющие элементы 12 ориентированы одинаковым образом, и что стопка 21 все еще имеет форму прямого параллелепипеда.
В одном варианте осуществления устройство 26 управления предоставляет возможность обнаружения зоны размещения стопки 21. Например, устройство 26 управления содержит фотодатчик, который проецирует вертикальный электромагнитный луч, размещенный на боку стопки 21. Если стопка 21 организована правильно, вертикальный электромагнитный луч не пересекает ее и не прерывается. Если стопка 21 имеет один или более неорганизованных элементов 12, они пересекают вертикальный электромагнитный луч, и устройство 26 управления обнаруживает смещение. Позиция электромагнитного луча может быть отрегулирована согласно геометрии шумоподавляющих элементов 12, управляемых устройством 18.
В станции 27 удаления отбракованной стопки стопка 21 останавливается снова, и, если она не удовлетворяет требованиям вертикального выравнивания, обнаруженным ранее, оператор или автоматизированная система могут удалять ее. После того как вертикальное выравнивание было проверено, четвертый конвейер 59 продвигается в заданном направлении "D" вместе с первым конвейером 29 на один шаг, вплоть до размещения стопки 21 на первой верхней транспортировочной поверхности 30, или в станции 22 извлечения. В то же самое время, последующая стопка 21 переносится от станции 25 поперечного выравнивания до станции 27 удаления отбракованной стопки.
Со стопкой 21, неподвижной на первой верхней транспортировочной поверхности 30, одиночные шумоподавляющие элементы 12 извлекаются последовательно, начиная с самого нижнего (фиг. 7A-7J).
Для этого, стопка 21 поступает и останавливается в станции 22 извлечения, в то время как первые удлиненные элементы 34 удерживающего устройства 31 находятся во второй взаимно разведенной позиции, а также вторые удлиненные элементы 39 перемещающего устройства 32 находятся во второй взаимно разведенной позиции и в поднятой позиции (фиг. 7A). Первые удлиненные элементы 34 располагаются на противоположных сторонах первого шумоподавляющего элемента 12, размещенного в основании стопки 21. Вторые удлиненные элементы 39 располагаются на противоположных сторонах второго шумоподавляющего элемента 12'' непосредственно над или в соприкосновении с первым шумоподавляющим элементом 12'.
Первые удлиненные элементы 34 приводятся (посредством первых актуаторов 35) во взаимно сближенную позицию и частично вставляются в противоположные стороны первого шумоподавляющего элемента 12', а вторые удлиненные элементы 39 приводятся (посредством вторых актуаторов 40) во взаимно сближенную позицию и частично вставляются в противоположные стороны второго шумоподавляющего элемента 12'' (фиг. 7B). Таким образом, первый шумоподавляющий элемент 12' удерживается на первой верхней транспортировочной поверхности 30.
В то время как первый шумоподавляющий элемент 12' удерживается на первой верхней транспортировочной поверхности 30, вторые удлиненные элементы 39 перемещаются в поднятую позицию (посредством третьих актуаторов 41), и они поднимают второй шумоподавляющий элемент 12'' и все другие шумоподавляющие элементы 12, расположенные выше (фиг. 7C).
В то время как второй шумоподавляющий элемент 12'' поднят, первые удлиненные элементы 34 приводятся (посредством первых актуаторов 35) во взаимно разведенную позицию и извлекаются из противоположных сторон первого шумоподавляющего элемента 12' (фиг. 7D).
После этого, первый конвейер 29 активируется, и первая верхняя транспортировочная поверхность 30 продвигается в заданном направлении "D" и по заданному пути вместе с пятой верхней транспортировочной поверхностью 68 пятого конвейера 67. Таким образом, первый шумоподавляющий элемент 12'' извлекается из стопки 21, без скольжения по второму шумоподавляющему элементу 12'' или по другим поверхностям устройства 18, и подается по заданному пути и к станции 24 захвата и нанесения (фиг. 7E). После того как первый шумоподавляющий элемент 12' был отодвинут от остальных шумоподавляющих элементов 12 стопки 21, первая верхняя транспортировочная поверхность 30 снова останавливается. Вторые удлиненные элементы 39, которые все еще вставлены во второй шумоподавляющий элемент 12'' и поддерживают его, перемещаются (посредством третьих актуаторов 41) в опущенную позицию до опоры второго шумоподавляющего элемента 12'' на первую верхнюю транспортировочную поверхность 30 (фиг. 7F) и с остальными шумоподавляющими элементами 12 стопки 21, опирающимися на второй шумоподавляющий элемент 12''.
Как описано выше, на каждой стороне, первые и вторые удлиненные элементы 34, 39 чередуются (фиг. 7G), и первые удлиненные элементы 34 обращены к сквозным выемкам 46 первой несущей пластины 33, которые переносят соответствующие первые удлиненные элементы 34.
Первые удлиненные элементы 34 возвращаются (посредством первых актуаторов 35) во взаимно сближенную позицию и вставляются в противоположные стороны второго шумоподавляющего элемента 12'' (фиг. 7H). На этом этапе первый и второй удлиненные элементы 34, 39 существуют совместно со вторым шумоподавляющим элементом 12''. Выемки 46 расположены по обеим сторонам первых удлиненных элементов 34.
После этого вторые удлиненные элементы 39 извлекаются из второго шумоподавляющего элемента 12'' (фиг. 7I), затем поднимаются в поднятую позицию и частично вставляются в противоположные стороны третьего шумоподавляющего элемента 12''' (фиг. 7J). Цикл затем повторяется, пока все шумоподавляющие элементы 12 стопки 21 не закончатся. После этого следующая стопка 21 перемещается в станцию 22 извлечения.
В непоказанном варианте осуществления две или более стопок 21 за раз вводятся в станцию 22 извлечения (в ряд и бок о бок), подходящего размера, которая одновременно извлекает два или более шумоподавляющих элементов за раз из двух или более стопок 21.
Шумоподавляющие элементы 12, размещенные последовательно друг за другом, могут перемещаться вперед, переноситься посредством пятой верхней транспортировочной поверхности 68, группами, например, по три.
Пример
Предположим, что десять стопок 21 может быть загружено за раз в загрузочной станции 20, в которой каждая стопка 21 содержит тридцать шумоподавляющих элементов 12 (всего триста шумоподавляющих элементов 12), и с учетом того, что время, требуемое для захвата шумоподавляющего элемента 12 с конвейера 23 и нанесения его на шину 2, равно приблизительно четырем секундам, автономность загрузочной станции 20 равна приблизительно двадцати минутам.

Настоящее изобретение относится к способу и устройству для нанесения шумоподавляющих элементов на шины. Техническим результатом является увеличение производительности линий для производства шин, снабженных шумоподавляющими элементами, и улучшение качества и эксплуатационных характеристик этого типа шин. Технический результат достигается устройством (18), которое содержит загрузочную станцию (20) для стопок (21) шумоподавляющих элементов (12), станцию (22) извлечения шумоподавляющих элементов (12) из каждой стопки (21), расположенную ниже по ходу от загрузочной станции (20), конвейер (23), расположенный ниже по ходу от станции (22) извлечения. Конвейер (23) продвигает в ряд шумоподавляющие элементы (12), извлеченные из стопок (21), которые затем наносятся на внутреннюю поверхность шин (2). Извлечение каждого из шумоподавляющих элементов (12) включает удержание первого шумоподавляющего элемента (12'), расположенного в основании стопки (21), поднятие остальных шумоподавляющих элементов (12) стопки (21) от первого шумоподавляющего элемента (12'), отодвигание первого шумоподавляющего элемента (12'), опускание остальных шумоподавляющих элементов (12) стопки (21). 2 н. и 20 з.п. ф-лы, 19 ил., 1 пр.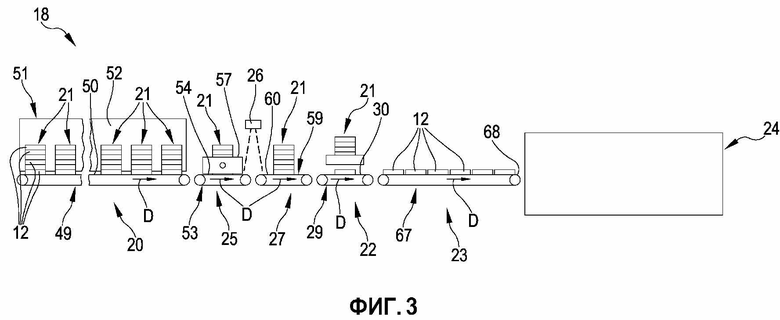
1. Способ нанесения шумоподавляющих элементов на шины для колес транспортных средств, включающий:
размещение по меньшей мере одной стопки (21) шумоподавляющих элементов (12);
извлечение шумоподавляющих элементов (12) по одному за раз из упомянутой по меньшей мере одной стопки (21); и
подачу, последовательно, шумоподавляющих элементов (12), извлеченных из стопки (21) по предварительно установленному пути;
захват шумоподавляющих элементов (12) с упомянутого предварительно установленного пути;
нанесение шумоподавляющих элементов (12) на радиально внутреннюю поверхность по меньшей мере одной шины (2) для колес транспортных средств;
при этом извлечение шумоподавляющих элементов (12) по одному за раз включает:
удержание первого шумоподавляющего элемента (12'), расположенного в основании упомянутой по меньшей мере одной стопки (21);
подъем остальных шумоподавляющих элементов (12) упомянутой по меньшей мере одной стопки (21) относительно первого шумоподавляющего элемента (12');
отодвигание первого шумоподавляющего элемента (12') по предварительно установленному пути;
опускание остальных шумоподавляющих элементов (12) упомянутой по меньшей мере одной стопки (21).
2. Способ по п. 1, при котором удержание включает удержание первого шумоподавляющего элемента (12') с противоположных сторон первого шумоподавляющего элемента (12').
3. Способ по п. 1 или 2, при котором подъем включает зацепление противоположных сторон второго шумоподавляющего элемента (12''), размещенного непосредственно над первым шумоподавляющим элементом (12'), и подъем второго шумоподавляющего элемента (12'').
4. Способ по п. 3, при котором первый шумоподавляющий элемент (12') упирается в первый конвейер (29), при этом отодвигание включает перемещение первого конвейера (29) по предварительно установленному пути, а опускание включает опускание второго шумоподавляющего элемента (12'') до тех пор, пока он не будет уложен на первый конвейер (29).
5. Способ по п. 3, при котором удержание первого шумоподавляющего элемента (12') включает по меньшей мере частичную вставку первых удлиненных элементов (34) в противоположные стороны первого шумоподавляющего элемента (12').
6. Способ по п. 5, при котором зацепление противоположных сторон второго шумоподавляющего элемента (12'') включает по меньшей мере частичную вставку вторых удлиненных элементов (39) в противоположные стороны второго шумоподавляющего элемента (12'').
7. Способ по любому из пп. 1-6, при котором перед отодвиганием первого шумоподавляющего элемента (12') по предварительно установленному пути первые удлиненные элементы (34) извлекаются из противоположных сторон первого шумоподавляющего элемента (12').
8. Способ по любому из пп. 1-7, включающий регулировку поперечной позиции каждой стопки (21) относительно ориентира перед извлечением шумоподавляющих элементов (12) по одному за раз из стопки (21).
9. Способ по любому из пп. 1-8, включающий проверку вертикального выравнивания шумоподавляющих элементов (12) каждой стопки (21) перед извлечением шумоподавляющих элементов (12) по одному за раз из стопки (21).
10. Устройство для нанесения шумоподавляющих элементов на шины для колес транспортных средств, содержащее:
загрузочную станцию (20) для загрузки стопок (21) шумоподавляющих элементов (12);
станцию (22) извлечения для извлечения шумоподавляющих элементов (12) из каждой стопки (21), при этом станция (22) извлечения расположена ниже по ходу от загрузочной станции (20);
конвейер (23), расположенный ниже по ходу от станции (22) извлечения и проходящий по заданному пути, причем конвейер (23) выполнен с возможностью поддержки и продвижения в последовательном порядке шумоподавляющих элементов (12), извлеченных из стопок (21), при этом станция (22) извлечения содержит:
первый конвейер (29), имеющий первую верхнюю транспортировочную поверхность (30), выполненную с возможностью поддержки по меньшей мере одной стопки (21) за раз, причем первая верхняя транспортировочная поверхность (30) является подвижной в заданном направлении (D);
удерживающее устройство (31), функционально активное над первой верхней транспортировочной поверхностью (30) и выполненное с возможностью удержания первого шумоподавляющего элемента (12'), расположенного в основании упомянутой по меньшей мере одной стопки (21) на первой верхней транспортировочной поверхности (30);
перемещающее устройство (32), функционально размещенное над первой верхней транспортировочной поверхностью (30) и выполненное с возможностью подъема или опускания остальных шумоподавляющих элементов (12) каждой стопки (21).
11. Устройство по п. 10, в котором удерживающее устройство (31) содержит два первых зацепляющих элемента (33, 34), выполненных с возможностью воздействия на противоположные стороны первого шумоподавляющего элемента (12'), при этом упомянутые два первых шумоподавляющих элемента (33, 34) обращены друг к другу и являются подвижными между первой взаимно сближенной позицией, в которой они воздействуют на противоположные стороны первого шумоподавляющего элемента (12'), и второй взаимно разведенной позицией, в которой они располагаются с интервалом от упомянутых противоположных сторон.
12. Устройство по п. 11, в котором перемещающее устройство (32) содержит вторые зацепляющие элементы (38, 39), выполненные с возможностью воздействия на противоположные стороны по меньшей мере одного из оставшихся шумоподавляющих элементов (12), при этом упомянутые два вторых зацепляющих элемента (38, 39) обращены друг к другу и являются подвижными между первой взаимно сближенной позицией, в которой они воздействуют на противоположные стороны упомянутого по меньшей мере одного из оставшихся шумоподавляющих элементов (12), и второй взаимно разведенной позицией, в которой они располагаются с интервалом от противоположных сторон, причем вторые зацепляющие элементы (38, 39) являются подвижными между опущенной позицией, близко к первой верхней транспортировочной поверхности (30), и поднятой позицией.
13. Устройство по п. 11 или 12, в котором каждый из двух первых зацепляющих элементов (33, 34) содержит множество первых удлиненных элементов (34), выполненных с возможностью по меньшей мере частичного проникновения в шумоподавляющие элементы (12).
14. Устройство по п. 12 или 13, в котором каждый из двух вторых зацепляющих элементов (38, 39) содержит множество вторых удлиненных элементов (39), выполненных с возможностью по меньшей мере частичного проникновения в шумоподавляющие элементы (12).
15. Устройство по п. 14, в котором первые удлиненные элементы (34) каждого из двух первых зацепляющих элементов (33, 34) чередуются в заданном направлении (D) со вторыми удлиненными элементами (39) соответствующего второго зацепляющего элемента (38, 39), расположенного на той же стороне.
16. Устройство по п. 11, в котором каждый из двух первых зацепляющих элементов (33, 34) содержит:
первую несущую пластину (33);
множество первых удлиненных элементов (34), выступающих из первой несущей пластины (33) и бок о бок друг с другом в первом ряду.
17. Устройство по п. 12, в котором каждый из двух вторых зацепляющих элементов (38, 39) содержит:
вторую несущую пластину (38);
множество вторых удлиненных элементов (39), выступающих из второй несущей пластины (38) и бок о бок друг с другом во втором ряду;
при этом первые удлиненные элементы (34) чередуются со вторыми удлиненными элементами (39);
причем вторая несущая пластина (38) имеет сквозные выемки (46), выполненные с возможностью приема первых удлиненных элементов (34).
18. Устройство по любому из пп. 10-17, в котором загрузочная станция (20) содержит второй конвейер (49), имеющий вторую верхнюю транспортировочную поверхность (50), выполненную с возможностью поддержки одного множества стопок (21) за раз, при этом вторая верхняя транспортировочная поверхность (50) является подвижной в заданном направлении (D).
19. Устройство по п. 18, в котором загрузочная станция (20) содержит вспомогательный конвейер (51), имеющий вертикальную транспортировочную поверхность (52), проходящую бок о бок и вдоль второй верхней транспортировочной поверхности (50) и выполненную с возможностью приема в упор упомянутого множества стопок (21), поддерживаемых второй верхней транспортировочной поверхностью (50).
20. Устройство по любому из пп. 10-19, содержащее станцию (25) поперечного выравнивания, расположенную между загрузочной станцией (20) и станцией (22) извлечения, при этом станция (25) поперечного выравнивания выполнена с возможностью корректировки поперечной позиции каждой стопки (21) относительно ориентира.
21. Устройство по п. 20, в котором станция (25) поперечного выравнивания содержит:
третий конвейер (53), имеющий третью верхнюю транспортировочную поверхность (54), выполненную с возможностью поддержки по меньшей мере одной стопки (21), при этом третья верхняя транспортировочная поверхность (54) является подвижной в заданном направлении (D);
вертикальную поверхность (55) примыкания, доступную в опорной позиции над третьей верхней транспортировочной поверхностью (54);
толкатель (57), действующий на верхнюю сторону третьей верхней транспортировочной поверхности (54) и выполненный с возможностью толкания по меньшей мере одной стопки (21) вплотную к вертикальной поверхности (55) примыкания.
22. Устройство по любому из пп. 10-21, содержащее устройство (26) управления, расположенное между загрузочной станцией (20) и станцией (22) извлечения, при этом устройство (26) управления выполнено с возможностью проверки вертикального выравнивания шумоподавляющих элементов (12) каждой стопки (21).
| СОСТАВ ДЛЯ ШЛИХТОВАНИЯ ОСНОВНЫХ НИТЕЙ | 1993 |
|
RU2067633C1 |
| JP 2008001063 A, 10.01.2008 | |||
| JP 58216831 A, 16.12.1983 | |||
| CN 103786354 A, 14.05.2014 | |||
| Линия для формования и вулканизации покрышек пневматических шин | 1978 |
|
SU752945A1 |

