ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к заготовке, к пористой подложке, полученной путем спекания такой заготовки к композитному блоку, полученному путем пропитки такой пористой подложки смолой, и к зубному протезу, изготовленному из такого композитного блока.
Изобретение также относится к способу изготовления такой заготовки, такой пористой подложки и такого композитного блока, и к способу изготовления зубного протеза из такого композитного блока.
УРОВЕНЬ ТЕХНИКИ
Известны композитные блоки, содержащие подложку, обычно из керамического материала, и смолу, по меньшей мере частично заполняющую пустоты в подложке.
Обычно пористую подложку перед пропиткой смолой получают путем спекания заготовки.
Для изготовления композитного блока смола в жидком состоянии пропитывает доступные или "открытые" поры подложки, обычно под действием капиллярного эффекта. После отверждения смолы полученный композитный блок подвергается механической обработке до желаемой окончательной формы, обычно с помощью "автоматизированного проектирования - автоматизированного производства" или CAD-САМ.
Способы изготовления композитных блоков, в частности, описаны в следующих документах: US 5869548, US 5843348, US 5250352, ЕР 0241384, WO 93/07846, ЕР 2725358, ЕР 0240643, FR 2904306, ЕР 0701808 или US 7294392.
Документ WO 2010/029515 также описывает композитный блок, предназначенный для изготовления зубного протеза.
Документ US 13/063365 описывает процесс пропитки пористой подложки смолой под высоким давлением.
Более того, в отчете о поиске по французской заявке №1651840 цитируется несколько документов:
Статья "Fabrication and Characterization of Porous Alumina Tube with Pore Gradient" за авт.C.H. Chen et al. в "Materials Science Forum" 492-493, стр. 755-760, описывает получение пористых трубок путем центрифугирования порошка, одномодальная твердая фракция которого имеет средний размер частиц 0,5 мкм, и частиц порообразующего агента. Целью центрифугирования является изменение пористости, а не распределение зерен по размерам.
Документ US 5843348 описывает способ, в котором суспензия может быть получена путем центрифугирования. Это центрифугирование является альтернативой формованию под давлением. Таким образом, центрифугирование используется как средство уплотнения, а не как средство для создания градиента свойств структуры. Кроме того, этот документ не предполагает бимодальное распределение частиц суспензии по размерам для получения градиента размеров частиц.
Статья, озаглавленная "Al2O3 and ZrO2 powders formed by centrifugal compaction using the ultra HCP method", за авт. P. Figiel et al. в "Ceramics international" 39 (2013) 635-640 посвящена влиянию уплотнения центрифугированием на спеченные продукты, полученные путем центрифугирования суспензий микрочастиц Al2O3 и ZrO2. Из смесей частиц Al2O3 и ZrO2 получают черные непрозрачные спеченные изделия, не подходящие для изготовления зубных протезов. Кроме того, авторы D3 стремятся получить однородный спеченный продукт и, следовательно, избежать какого-либо градиента механических и оптических свойств.
Композитные блоки, изготовляемые существующими способами, не позволяют изготавливать зубные протезы, обладающие оптическими и механическими свойствами, точно соответствующими таковым для натурального зуба, что ограничивает коммерческое использование этих композитных блоков.
Следовательно, существует потребность в композитных блоках, позволяющих изготавливать протезы с оптическими и механическими свойствами, точно соответствующими таковым для натурального зуба.
Также существует постоянная потребность в продлении срока службы протезов, полученных из композитных блоков.
Целью изобретения является по меньшей мере частичное удовлетворение этих потребностей.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Согласно изобретению эта цель достигается с помощью заготовки, содержащей, предпочтительно состоящей из группы агломерированных частиц, предпочтительно частиц керамики, стеклокерамики или стекла, так что, в об.%:
- более 40%, предпочтительно более 50%, предпочтительно более 60% и менее 90% частиц указанной группы имеют размер более 0,5 мкм, предпочтительно более 1,0 мкм, предпочтительно более 1,5 мкм, предпочтительно более 2,0 мкм, и менее 3,5 мкм, предпочтительно менее 3,0 мкм, где указанные частицы далее обозначены как "частицы эмали", и
- более 10%, предпочтительно более 20%, предпочтительно более 30% и менее 60% частиц указанной группы имеют размер более 3,5 мкм, предпочтительно более 4,0 мкм и менее 5,5 мкм, предпочтительно менее чем 5,0 мкм, где указанные частицы далее обозначены как "частицы дентина",
отношение Ve/(Ve+Vd) или "локальная плотность" непрерывно изменяется вдоль оси X, называемой "осью вариации", где Ve и Vd обозначают об.% частиц эмали и частиц дентина, соответственно.
Как будет более подробно показано в остальной части описания, непрерывное изменение отношения Ve/(Ve+Vd) устраняет любые следы слоистости, что позволяет создавать пористую подложку, обладающую постепенным изменением оттенков и/или механических свойств. Предпочтительно зубной протез, полученный из такой подложки, не имеет какой-либо линии раздела между различными его областями.
Изменение отношения Ve/(Ve+Vd) выражает наличие градиента в размерах частиц. Такой градиент не соответствует ни градиенту в размере пор, ни в количестве пор.
В частности, когда заготовку изготавливают путем центрифугирования суспензии, содержащей частицы и растворитель, как описано далее в настоящем документе, характеристики пористости зависят от многих параметров, таких как форма частиц, распределение частиц по размерам частиц, плотность материала, из которого состоят частицы, характеристики поверхности частиц и, в частности, дзета-потенциал, рН растворителя, сила центрифугирования, продолжительность центрифугирования и т.д. Поэтому характеристики, относящиеся к распределению частиц по размерам, не могли быть выведены из характеристик, относящихся к распределению пор по размерам или относящихся к количеству пор.
Заготовка согласно изобретению может также обладать одной или несколькими из следующих необязательных характеристик:
- частицы эмали имеют средний размер D50 более 1,5 мкм и менее 3,0 мкм, и/или частицы дентина имеют средний размер D50 более 4,0 мкм и менее 5,0 мкм;
- вдоль оси вариации об.% частиц эмали изменяется противоположным образом, предпочтительно дополняющим образом, относительно об.% частиц дентина;
- вдоль оси вариации концентрация частиц эмали и частиц дентина, то есть общий объем частиц эмали и частиц дентина на единицу объема заготовки, изменяется менее чем на 20%, предпочтительно менее чем на 10% относительно ее минимального значения вдоль указанной оси вариации, где единица объема представляет собой объем, равный 1 мм3;
- заготовка имеет первую область, называемую "областью эмали", где отношение Ve/(Ve+Vd) составляет более 0,6, предпочтительно более 0,7, предпочтительно более 0,8, предпочтительно более 0,9, и вторую область, называемую "областью дентина", где отношение Ve/(Ve+Vd) составляет менее 0,5, предпочтительно менее 0,4, предпочтительно менее 0,3, предпочтительно менее 0,2, предпочтительно менее 0,05,
где области эмали и дентина предпочтительно имеют вид слоев и предпочтительно простираются от противоположных эмалевой и дентиновой сторон заготовки, учитывая ось вариации;
- частицы эмали и дентина вместе составляют более 60%, предпочтительно более 70%, предпочтительно более 80%, предпочтительно более 90%, предпочтительно более 95%, предпочтительно более 98%, предпочтительно по существу 100% объема массы указанной группы частиц;
- более 90%, предпочтительно более 95%, предпочтительно более 98% группы, состоящей из частиц эмали и частиц дентина, в численных процентах, состоит из материала, имеющего показатель преломления более 1,40, предпочтительно более 1,45 и/или менее 1,70, предпочтительно менее 1,65;
- предпочтительно, плотность ρе частиц эмали по существу идентична плотности ρd частиц дентина;
- предпочтительно отношение ρe/ρd составляет более 0,9, предпочтительно более 0,95, предпочтительно более 0,98 и менее 1,10, предпочтительно менее 1,05, предпочтительно менее 1,02;
- предпочтительно группа, состоящая из частиц эмали и частиц дентина, содержит менее 1 мас.%, предпочтительно менее 0,5 мас.%, предпочтительно менее 0,1 мас.% оксида циркония, предпочтительно не содержит оксида циркония.
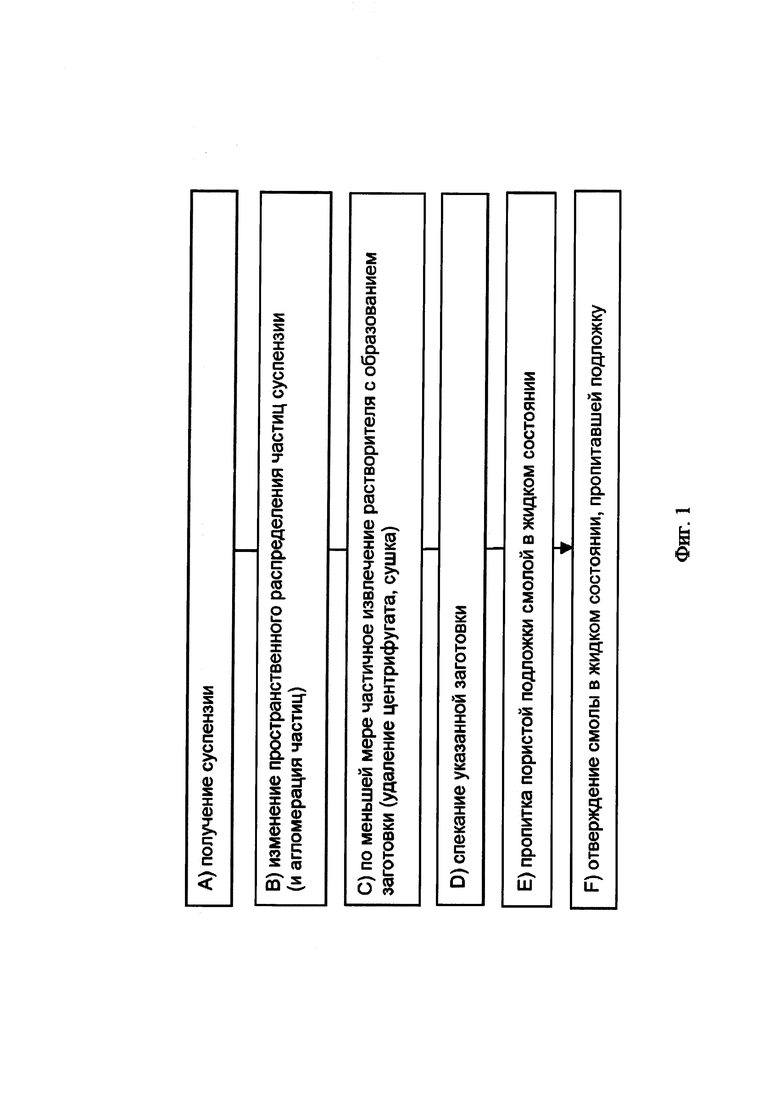
Изобретение также относится к способу изготовления заготовки согласно изобретению, включающему следующие стадии:
A) получение суспензии, содержащей, предпочтительно состоящей из:
- группы частиц или "сырья в форме частиц", предпочтительно из частиц керамики, стеклокерамики или стекла, которая содержит в об.% относительно объема массы указанной группы частиц:
- более 30%, предпочтительно более 40% и менее 70% частиц эмали,
- более 30%, предпочтительно более 40% и менее 70% частиц дентина, растворителя;
B) изменение пространственного распределения частиц суспензии, предпочтительно путем центрифугирования суспензии;
C) уплотнение частиц с образованием заготовки.
Как будет более подробно показано в остальной части описания, изменение пространственного распределения частиц суспензии, возможное благодаря использованию определенной бимодальной твердой фракции, позволяет локально регулировать отношение Ve/(Ve+Vd) и, таким образом, регулировать внешний вид, а также локальные механические свойства заготовки и, следовательно, спеченной пористой подложки, композитного блока и протеза.
Изобретение также относится к способу изготовления пористой подложки, включающему изготовление заготовки согласно изобретению, а затем стадию D) спекания указанной заготовки, где интенсивность спекания различается в зависимости от рассматриваемой области заготовки.
Такой способ может также обладать одной или несколькими из следующих необязательных характеристик:
- интенсивность спекания области заготовки различается в зависимости от ее местоположения в заготовке, предпочтительно в зависимости от ее местоположения вдоль оси вариации;
- стадия D) включает
- основное спекание, предпочтительно проводимое в течение более 1 ч и менее 4 ч, во время которого вся внешняя поверхность заготовки получает по существу одинаковую плотность теплового потока (гомогенное спекание); и
- дополнительное спекание, предпочтительно проводимое при температуре более чем на 30°С, более чем на 50°С или даже более чем на 100°С, более чем на 150°С или более чем на 200°С выше температуры основного спекания, в течение предпочтительно более 15 мин и предпочтительно менее 4 ч, во время которого плотность теплового потока различается в зависимости от рассматриваемой части внешней поверхности заготовки,
- во время дополнительного спекания чем выше отношение Ve/(Ve+Vd), тем выше плотность теплового потока, то есть интенсивность спекания;
- во время дополнительного спекания одна сторона заготовки, вблизи которой концентрация частиц эмали является самой высокой, называемая "стороной эмали", находится на нагревательной плите.
Изобретение также относится к пористой подложке, изготовленной способом согласно изобретению, содержащей область, имеющую открытую пористость от 5 до 20%, называемую "пористой областью", и область, имеющую открытую пористость более 20% и менее 40%, называемую "очень пористой областью",
где каждая из указанных пористой и очень пористой областей имеет объем более 30 мм3, предпочтительно более 50 мм3, предпочтительно более 100 мм3, предпочтительно более 150 мм3.
Предпочтительно при измерении толщины вдоль оси вариации X указанные пористая и очень пористая области имеют вид слоев толщиной более 1 мм, предпочтительно более 3 мм, предпочтительно более 5 мм.
Изобретение также относится к способу изготовления композитного блока, включающему изготовление пористой подложки способом согласно изобретению, а затем следующие стадии Е) и F):
E) пропитка пористой подложки смолой в жидком состоянии;
F) отверждение всей смолы в жидком состоянии, пропитавшей подложку;
стадии Е) и F) проводят под давлением, предпочтительно превышающем 1000 бар.
Наконец, изобретение относится к композитному блоку, в частности, изготовленному способом изготовления согласно изобретению, содержащему "очень твердую" область, имеющую твердость по Виккерсу более 240 HV, и предпочтительно модуль упругости Юнга, измеренный в соответствии со стандартом ISO 10477, более 30 ГПа, и "твердую" область, имеющую твердость по Виккерсу более 60 HV и менее 180 HV, предпочтительно менее 170 HV, или даже менее 160 HV, и предпочтительно модуль упругости Юнга, измеренный в соответствии со стандартом ISO 10477, более 15 ГПа и менее 30 ГПа.
Указанные очень твердая и твердая области предпочтительно соответствуют пористой и очень пористой областям, соответственно, исходной пористой подложки. Предпочтительно каждая из них имеет объем более 30 мм3, предпочтительно более 50 мм3, предпочтительно более 100 мм, предпочтительно более 150 мм.
Более предпочтительно при измерении толщины вдоль оси вариации X указанные очень твердая и твердая области имеют вид слоев толщиной более 1 мм, предпочтительно более 3 мм, предпочтительно более 5 мм.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Другие характеристики и преимущества изобретения будут ясны после прочтения нижеследующего подробного описания изобретения и изучения прилагаемых графических материалов, представленных в иллюстративных и неограничивающих целях, на которых:
- фиг. 1 показывает способ изготовления зубного протеза согласно изобретению;
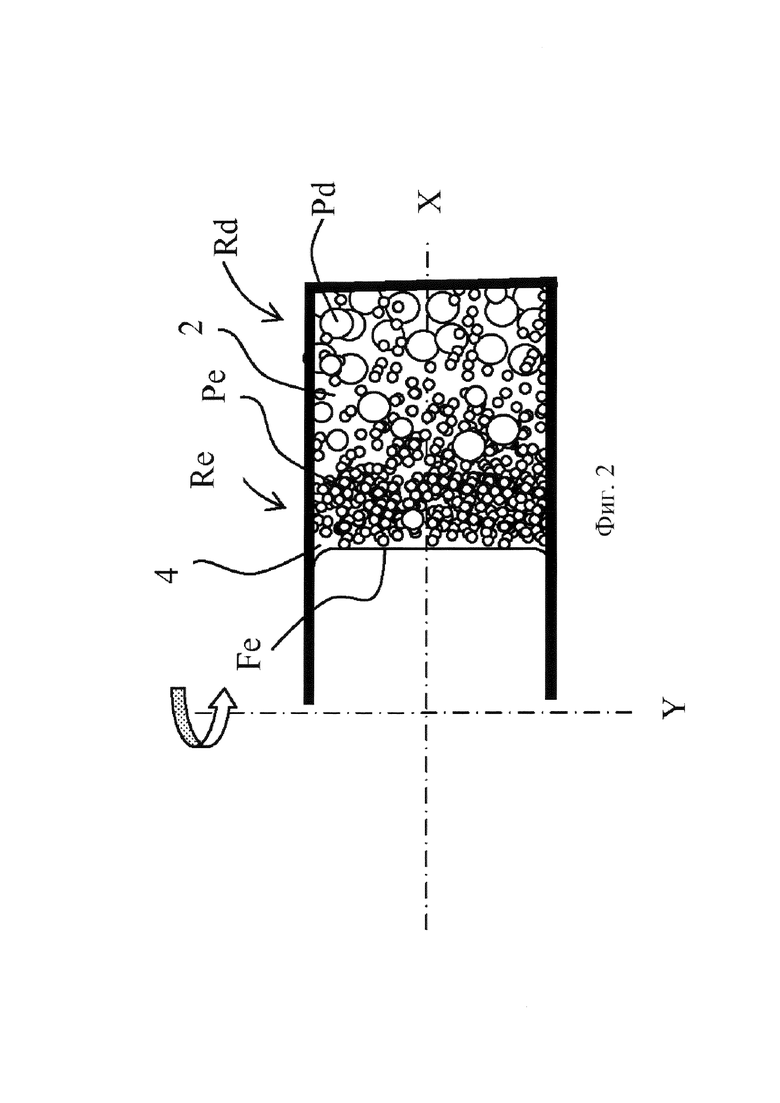
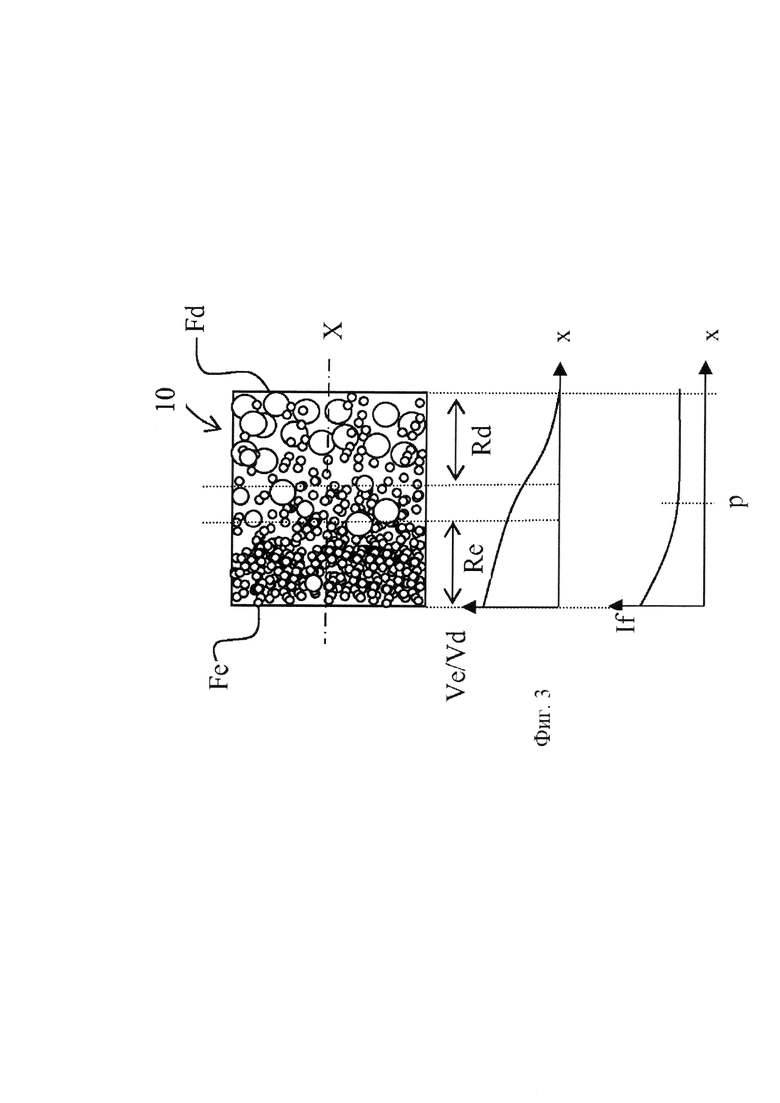
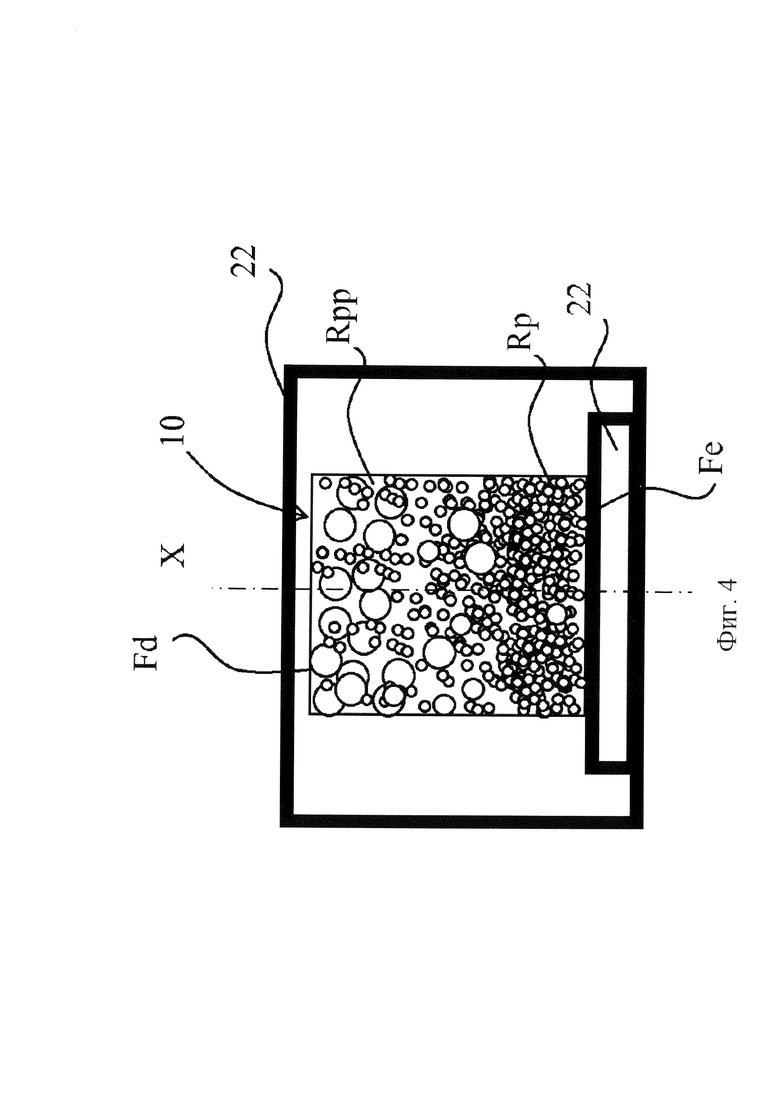
- фиг. 2 и 3, и 4 очень схематично иллюстрирует стадии В) и D), соответственно, способа изготовления зубного протеза согласно изобретению;
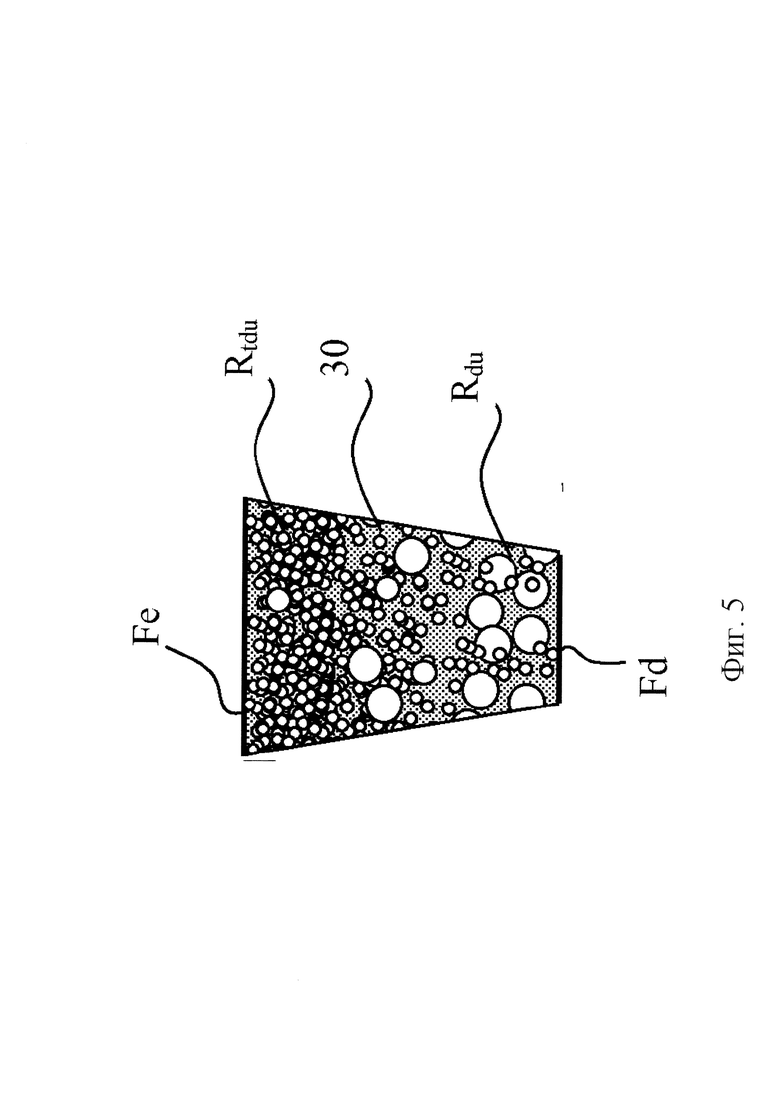
- фиг. 5 очень схематично представляет один из предпочтительных вариантов осуществления композитного блока согласно изобретению.
ОПРЕДЕЛЕНИЯ
"Заготовка" обычно представляет собой твердую массу с открытой пористостью, состоящую из агломерированных частиц, т.е. частиц, скрепленных вместе без спекания или плавления этих частиц. Эта агломерация может являться следствием, в частности, уплотнения частиц, предпочтительно без пластической деформации частиц, или смешивания частиц со связующим веществом или без связующего вещества.
Под термином "зубной протез", как правило, подразумевается любое изделие, предназначенное для размещения на зубах пациента с целью полного или частичного восстановления их естественной формы и их естественной функции.
Таким образом, зубные протезы, изготовленные согласно изобретению, могут представлять собой, например, накладки или коронки, устанавливаемые на культю натурального зуба, или протезы, обычно обозначаемые терминами "инлей" и "онлей", предназначенные для восстановления частично видоизменного зуба путем заполнения полости, образованной вследствие потери вещества зуба, изделием такой же формы, изготовленным зубным техником, или мосты, представляющие собой протезы, одновременно опирающиеся на оставшиеся части по меньшей мере двух зубы, при этом при необходимости компенсируя один или несколько отсутствующих зубов, или зубные коронки, прикрученные к имплантатам.
В зависимости от природы изготавливаемого зубного протеза композитный блок согласно изобретению может быть жестко соединен с другими частями, например с металлическим основанием.
- "Размер" частицы порошка обычно задается характеристикой распределения частиц по размерам. Лазерный анализатор размера частиц позволяет измерять размеры в 5 мм и менее
Процентили или "центили" 10 (D10), 50 (D50), 90 (D90) и 99,5 (D99,5) порошка представляют собой размеры частиц, соответствующие 10 мас.%, 50 мас.%, 90 мас.% и 99,5 мас.%, соответственно, на интегральной кривой распределения частиц порошка по размерам, причем размеры частиц классифицируются в возрастающем порядке. Например, 10 мас.% частиц порошка имеют размер, меньший, чем D10, и 90 мас.% частиц имеют размер, больший, чем D10. Процентили могут быть определены с помощью распределения частиц по размерам, полученного с использованием лазерного анализатора размера частиц.
Термин "максимальный размер" относится к 99,5 процентилю (D99,5) указанного порошка.
Термин "медианный размер" относится к процентилю D50, то есть, размеру, делящему частицы на первую и вторую совокупности, равные по массе, где эти первая и вторая совокупности содержат только частицы, имеющие размер, соответственно больший или меньший, чем медианный размер.
В заготовке частицы больше не имеют вид порошка, а агломерируются путем уплотнения или с помощью связующего вещества, предпочтительно временного связующего вещества. Их размеры, однако, остаются такими же, как в исходном наполнителе, полученном для образования заготовки. Поэтому размер частиц в заготовке может быть оценен на основании характеристик порошков, из которых получают исходный наполнитель. Размер частиц в заготовке также может быть оценен обычным способом с помощью анализа изображений секций заготовки. Эти изображения, в частности, могут быть получены с помощью сканирующей электронной микроскопии (СЭМ).
В результате спекания заготовки получают пористую подложку. Во время спекания образуются шейки спекания, и частицы прочно соединяются друг с другом. Однако их размеры по существу не меняются. Таким образом, анализ изображений секций подложки также позволяет оценить распределение частиц заготовки по размерам.
- Средний размер пор может быть измерен обычным способом с помощью ртутного порозиметра.
- Если не указано иное, термины "включающий", "содержащий" или "имеющий" следует толковать как неисключающие.
- Об.%, относящийся к частицам, например, процентные содержания частиц эмали Ve и частиц дентина Vd, представляют собой процентные содержания, рассчитанные на основании массы этих частиц, т.е. не принимая во внимание пустоты между частицами.
-1 бар равен 0,1 МПа.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Заготовка
Как показано на фиг. 3, заготовка 10 согласно изобретению состоит из группы агломерированных частиц.
Частицы могут состоять из любого материала, обычно используемого для изготовления зубных протезов.
Предпочтительно более 50 об.%, более 70 об.%, более 90 об.%, предпочтительно более 95 об.%, предпочтительно более 98 об.%, предпочтительно 100 об.% частиц указанной группы состоят из одного и того же материала, предпочтительно керамики.
Предпочтительно материал состоит из одного или более оксидов металлов в виде стеклокерамики, стекла или кристаллической керамики, таких как кварц, оксид алюминия или муллит.
Предпочтительно максимальный размер группы частиц составляет более 1 мкм и/или менее 10 мкм.
Предпочтительно минимальный размер группы частиц составляет более 0,01 мкм и/или менее 0,5 мкм.
Предпочтительно медианный размер группы частиц составляет более 1 мкм и/или менее 10 мкм.
Согласно изобретению пространственное распределение частиц зависит от их размеров. В частности, есть области, в которых об.% частиц эмали Ре, то есть очень мелких частиц размером более 1,5 мкм и менее 3,5 мкм, различается.
Есть также области, где об.% частиц дентина Pd, то есть мелких частиц размером более 3,5 мкм и менее 5,5 мкм, различается.
Об.% может быть оценен путем деления объема, занимаемого рассматриваемыми частицами, на объем рассматриваемой области. Область может, например, представлять собой область в виде куба со стороной 1 мм.
Предпочтительно вдоль оси вариации X об.% частиц эмали изменяется противоположно, предпочтительно обратно пропорционально, об.% частиц дентина, то есть, чем меньше частиц дентина содержится в области, тем больше в ней содержится частиц эмали, как показано на фиг. 3.
Предпочтительно частицы эмали и дентина вместе составляют более 60 об.%, более 70 об.% или даже более 80 об.% заготовки.
Распределение частиц по размерам (зависимость количества частиц от их размеров) группы частиц является бимодальным, то есть содержит первую и вторую основные моды, причем первая основная мода составляет более 1,5 мкм, предпочтительно более 2,0 мкм и менее 3,5 мкм, предпочтительно менее 3,0 мкм, а вторая мода составляет более 3,5 мкм, предпочтительно более 4,0 мкм и менее 5,5 мкм, предпочтительно менее 5,0 мкм.
Величина отношения Ve/(Ve+Vd) непрерывно изменяется вдоль оси X, называемой "осью вариации".
Ось вариации может быть прямолинейной или непрямолинейной. Предпочтительно она является прямолинейной.
"Непрерывное" изменение соответствует такому изменению, при котором вдоль оси вариации не существует фазы с постоянным отношением Ve/(Ve+Vd), за исключением, необязательно, крайних областей заготовки.
Предпочтительно в заготовке не существует постоянной фазы для отношения Ve/(Ve+Vd), которое, таким образом, постоянно изменяется вдоль оси вариации.
Предпочтительно, как показано на фиг. 3, изменение отношения Ve/(Ve+Vd) в заготовке является монотонным, то есть это отношение всегда увеличивается или уменьшается вдоль оси неоднородности.
Предпочтительно в заготовке есть первая область, называемая "областью эмали", где отношение Ve/(Ve+Vd) составляет более 0,9, и вторую область, называемую "областью дентина", где отношение Ve/(Ve+Vd) составляет менее 0,05.
Предпочтительно в заготовке каждая из областей эмали и дентина имеет объем более 30 мм, предпочтительно более 50 мм, предпочтительно более 100 мм, предпочтительно более 150 мм.
Предпочтительно отношение Ve/(Ve+Vd) изменяется одинаково вдоль любой линии, параллельной оси вариации. Таким образом, в срезе заготовки, перпендикулярном оси вариации, очень малой толщины отношение Ve/(Ve+Vd) является по существу постоянным.
Предпочтительно области эмали и дентина имеют, следовательно, вид слоев, предпочтительно простирающихся от противоположных эмалевой Fe и дентиновой Fd сторон заготовки, предпочтительно по существу перпендикулярно оси вариации.
Предпочтительно каждый из указанных слоев имеет толщину более 1 мм, предпочтительно более 2 мм, предпочтительно более 3 мм, предпочтительно более 4 мм, предпочтительно более 5 мм.
Предпочтительно существует по меньшей мере одна область эмали и одна область дентина, занимающие вместе более 70%, более 80%, более 90%, предпочтительно 100% объема заготовки.
Способ изготовления заготовки
Способ, включающий стадии А)-С), является очень подходящим для изготовления заготовки согласно изобретению.
На стадии А) обычным способом получают суспензию путем смешивания порошков в растворителе 4 в контейнере.
Твердая фракция суспензии предпочтительно составляет более 50 об.%, предпочтительно более 60 об.% и менее 75 об.%, предпочтительно менее 70 об.% суспензии.
Предпочтительно смешивают первый порошок частиц Ре, имеющих медианный размер более 1,5 мкм, предпочтительно более 2,0 мкм и менее 3,5 мкм, предпочтительно менее 3,0 мкм, или "порошок эмали", и второй порошок частиц Pd, имеющих медианный размер более 3,5 мкм, предпочтительно более 4,0 мкм и менее 5,5 мкм, предпочтительно менее 5,0 мкм, или "порошок дентина". Предпочтительно первый и второй порошки вместе составляют более 90%, более 95%, предпочтительно 100% массы твердой фракции.
Предпочтительно твердая фракция состоит из порошков эмали и дентина.
Предпочтительно твердая фракция не содержит порообразующего агента. Предпочтительно тем самым улучшаются механические свойства.
Предпочтительно более 90%, более 95%, предпочтительно 100% массы твердой фракции состоит из частиц, состоящих из одного или более оксидов металлов в виде стеклокерамики, стекла или кристаллической керамики, таких как кварц, оксид алюминия или муллит.
В одном из вариантов осуществления частицы дентина содержат цветные пигменты, в частности цветные пигменты, обычно используемые для изготовления зубных протезов.
В одном из вариантов осуществления частицы эмали не содержат цветных пигментов.
Единственное изменение в пространственном распределении частиц фактически позволяет получать вариации оттенков, соответствующие естественным вариациям зубов.
Растворитель предпочтительно выбран из группы, состоящей из воды и смесей воды с этанолом. Обычно он может также содержать модификатор рН, например, соляную кислоту и/или уксусную кислоту, и/или дефлокулянт, например, полиметакрилат натрия и/или силикат натрия, и/или поликарбоксилат натрия, и/или связующее вещество, например поливиниловый спирт. Предпочтительно растворитель не содержит порообразующего агента, такого как ПММА (полиметилметакрилат).
На стадии В) контейнер предпочтительно вращают, предпочтительно вокруг оси вращения Y, чтобы центрифугировать суспензию и тем самым обеспечить расслоение частиц.
Во время центрифугирования, как показано на фиг. 2, пространственное распределение частиц суспензии изменяется в зависимости от направления центробежной силы. Когда все частицы состоят из одного и того же материала и имеют сходные формы и плотности, концентрация крупных частиц увеличивается по мере удаления от центра вращения, соответствуя вдоль оси вариации X направлению центробежной силы и, следовательно, перпендикулярно оси вращения Y.
Изменение условий центрифугирования и вязкости суспензии позволяет регулировать пространственное распределение частиц.
Центрифугирование представляет собой известный способ получения однородных и уплотненных заготовок. Таким образом, центрифугирование обычно применяют в случае суспензий, в которых твердая фракция является одномодальной, чтобы предотвратить любую гетерогенность.
Авторы изобретения обнаружили, что центрифугирование, применяемое к суспензии, содержащей определенную бимодальную твердую фракцию, позволяет создавать гетерогенность в распределении частиц по размерам и, наконец, получать композитный блок, имеющий механические и внешние свойства, различающиеся в зависимости от рассматриваемой области. Как указывалось ранее, эта неоднородность в размерах частиц не влечет изменения пористости или даже размеров пор.
Условия проведения центрифугирования представляют собой скорость вращения и продолжительность центрифугирования.
Хорошо известно, что для одной и той же суспензии расслоение частиц возрастает при увеличении силы центрифугирования, то есть частоты вращения и продолжительности центрифугирования. Действие центрифугирования, как известно, зависит от природы растворителя и, в частности, от его вязкости, но также и от параметров частиц и, в частности, от их состава и формы. Подходящие условия центрифугирования могут быть определены с помощью простых тестов.
Сторона суспензии, расположенная ближе всего к оси вращения Y во время центрифугирования, называется "стороной эмали" Fe. Когда все частицы суспензии имеют по существу одинаковую плотность, концентрация частиц меньших размеров является самой высокой вблизи этой стороны. В частности, концентрация частиц эмали является самой высокой вблизи этой стороны.
Центрифугирование способствует агломерации частиц.
Центрифугирование дает ускорение, предпочтительно составляющее более 50 g, предпочтительно более 80 g, предпочтительно более 100 g, предпочтительно более 130 g или даже более 150 g.
Продолжительность центрифугирования предпочтительно составляет более 10 мин, предпочтительно более 20 мин или даже более 30 мин.
На стадии С) растворитель извлекают из суспензии, что позволяет усилить агломерацию частиц.
Предпочтительно после центрифугирования центрифугат сливают из суспензии. Он также может быть удален путем нагревания в вакууме.
Затем проводят сушку для удаления жидкости между агломерированными частицами.
В конце стадии С) получают заготовку согласно изобретению, как показано на фиг. 3.
Способ изготовления пористой подложки из заготовки
Изобретение также относится к способу изготовления пористой подложки, включающему стадии А)-С) для изготовления заготовки согласно изобретению, а затем стадию D) спекания указанной заготовки.
В одном из вариантов осуществления заготовка подвергается основному спеканию, которое предпочтительно является по существу однородным. Температура спекания зависит от природы частиц. Специалистам в данной области техники известно, каким образом регулировать эту температуру в зависимости от природы частиц.
Продолжительность основного спекания предпочтительно составляет более 1 ч, предпочтительно более 2 ч, предпочтительно более 3 ч и/или менее 5 ч, предпочтительно менее 3 ч, предпочтительно менее 2,5 ч, предпочтительно менее 2,25 ч.
Основное спекание предпочтительно является по существу однородным, то есть плотности теплового потока (в Вт/м) по существу одинаковы вне зависимости от рассматриваемой части внешней поверхности заготовки.
Градиенты увеличения и уменьшения температуры могут, например, составлять от 25 до 300°С/ч.
Печь 20, используемая для основного спекания, может представлять собой обычную печь для спекания.
В одном особенно предпочтительном варианте осуществления условия спекания являются селективными, то есть они зависят от рассматриваемой области заготовки. Изменение условий спекания позволяет локально регулировать плотность подложки.
Если селективное спекание не используется, пористая подложка позволяет изготовить композитный блок, имеющий градиент оптических свойств, но по существу не имеющий градиента механических свойств, причем частицы эмали являются наименьшими. Однако механические свойства натурального зуба различаются в зависимости от рассматриваемой области. В частности, эмаль и дентин не имеют одинаковых механических свойств.
Селективное спекание преимущественно дает возможность подбирать механические свойства различных областей композитного блока в соответствие с соответствующими областями натурального зуба. В частности, предпочтительно спекание усиливают в области эмали, чтобы уменьшить открытую пористость и увеличить локальную плотность. После пропитки смолой область эмали композитного блока предпочтительно имеет большую твердость, более высокий модуль упругости и более высокую износостойкость.
Условия спекания представляют собой температуру спекания и продолжительность спекания, или "постоянную фазу спекания", то есть время, в течение которого поддерживается температура спекания. Хорошо известно, что плотность области подложки увеличивается при увеличении интенсивности спекания, то есть температуры спекания и продолжительности спекания.
Предпочтительно интенсивность спекания первой области, называемой "пористой областью", больше, чем интенсивность спекания второй области, называемой "очень пористой областью", как показано на фиг. 4.
Пористая область предпочтительно содержит отношение Ve/(Ve+Vd), превышающее отношение Ve/(Ve+Vd) очень пористой области.
Предпочтительно пористую область в дополнение к основному спекания подвергают дополнительному спеканию, которому не подвергают очень пористую область. Продолжительность дополнительного спекания предпочтительно составляет более 15 мин, предпочтительно более 30 мин, предпочтительно более 1 ч и/или менее 2 ч, предпочтительно менее 3 ч, предпочтительно менее 2,5 ч, предпочтительно менее 2,25 ч.
Предпочтительно для дополнительного спекания заготовку нагревают в предпочтительном направлении, называемом "направлением нагрева", то есть так, что тепло, выделяемое источником тепла, проникает в заготовку предпочтительным образом в направлении нагрева. Предпочтительно заготовку помещают напротив источника тепла, предпочтительно размещая ее нижней стороной, предпочтительно стороной эмали Fe, на нагревательной плите 22, например, помещенной в печь 20. Интенсивность спекания, таким образом, уменьшается по мере увеличения расстояния от источника тепла до противоположной стороны или "стороны дентина" Fd.
Когда заготовка нагревается вдоль направления нагрева, изменение продолжительности дополнительного спекания обеспечивает преимущество, состоящее в возможности модифицировать глубину области заготовки, на которую оказывает воздействие дополнительное спекание, но также и зависимость интенсивности спекания от глубины.
Более предпочтительно дополнительное спекание проводят сразу после основного спекания, не перемещая заготовку в печи между двумя спеканиями. Предпочтительно изначально заготовку размещают стороной эмали на горячей плите 22, помещенной в печь 20. Для основного спекания внутренняя часть печи нагревается, при этом нагревательная плита отключена. В этом случае нагрев является по существу однородным. Затем нагревательную плиту включают, чтобы обеспечить дополнительное спекание области эмали.
Дополнительное спекание может быть проведено без выключения печи или после выключения печи.
Дополнительное спекание может быть проведено для части заготовки, пока продолжается основное спекание или после того, как указанное основное спекание завершено.
Предпочтительно дополнительное спекание проводят для части заготовки, пока основное спекание продолжается
В случае использования нагревательной плиты, как описано выше, сторону эмали предпочтительно нагревают с помощью нагревательной плиты, в то время как другие стороны остаются при температуре проведения основного спекания. Таким образом, после включения нагревательной плиты, гомогенное спекание продолжается только для части заготовки.
Таким образом, дополнительное спекание локально усиливает основное спекание. Предпочтительно дополнительное спекание затем отражается локальным повышением температуры более чем на 30°С, предпочтительно более чем на 50°С или даже более чем на 100°С, более чем на 150°С или более чем на 200°С, предпочтительно в течение более 10 мин, предпочтительно более 15 мин, более 30 мин, более 60 мин.
Как представлено на фиг. 4, направление нагрева предпочтительно является по существу параллельным оси вариации X заготовки, предпочтительно таким образом, что область, содержащая, в среднем, самые мелкие частицы, нагревается больше всего. Предпочтительно эта область соответствует области эмали заготовки.
Вторая кривая на фиг. 3 представляет собой зависимость изменения интенсивности спекания If в результате дополнительного спекания от глубины x, от стороны эмали Fe заготовки, помещенной на нагревательную плиту 22, вдоль направления нагрева. Предпочтительно интенсивность спекания уменьшается до глубины p, а затем остается по существу постоянной.
Таким образом, после дополнительного спекания пористая область Rp имеет плотность и твердость, превышающие таковые для очень пористой области Rpp (фиг. 4).
Предпочтительно, пористая область имеет открытую пористость, составляющую менее 1%, предпочтительно менее 5%, предпочтительно менее 10% открытой пористости очень пористой области.
Предпочтительно любая область подложки имеет открытую пористость более 10%, измеренную в соответствии со стандартом ISO 5017, тем самым облегчая проникновение смолы.
Более предпочтительно, открытая пористость любой области составляет 25-50%. Наибольший диаметр открытых пор предпочтительно составляет 0,1-1 мкм.
Пористая подложка
Изобретение также относится к пористой подложке, полученной путем спекания заготовки согласно изобретению.
Средний размер пор в пористой области предпочтительно составляет более 0,1 мкм и менее 0,3 мкм.
Средний размер пор в очень пористой области предпочтительно больше, чем средний размер пор в пористой области. Предпочтительно он составляет более 0,2 мкм и менее 0,3 мкм.
Пористая и очень пористая области предпочтительно находятся на двух противоположных концах подложки.
Пористая область может быть включена в область эмали или наоборот. Предпочтительно пористая область по существу объединена с областью эмали.
Очень пористая область может быть включена в область дентина или наоборот. Предпочтительно очень пористая область по существу объединена с областью дентина.
Соответствие между пористой областью и областью эмали, в частности, возможно, когда заготовку помещают на нагревательную плиту стороной, соответствующей внутренней стороне суспензии во время ее центрифугирования, то есть стороне, расположенной ближе всего к центру вращения во время центрифугирования.
Соответствие между очень пористой областью и областью дентина также возможно, когда заготовку помещают на нагревательную плиту стороной Fe, соответствующей внутренней стороне суспензии во время ее центрифугирования, то есть стороне, расположенной ближе всего к центру вращения во время центрифугирования.
Изобретение не ограничено химической природой или общей формой подложки при условии, что подложка является достаточно пористой и содержит взаимосвязанные открытые поры, в том числе в своей массе.
Также предпочтительно, перед любой пропиткой смолой пористая подложка имеет плотность, в среднем, более 60% и/или менее 85%.
В одном из вариантов осуществления заготовка и/или подложка имеют общую форму зуба или параллелепипедального блока, имеющего размеры, по существу равные размерам зуба, например, его наибольший размер составляет менее 2 см, предпочтительно менее 11,5 см и/или его наименьший размер составляет более 5 мм.
Заготовка и/или подложка могут также иметь форму диска, например, диаметром 100 мм, предпочтительно имеющего толщину более 10 мм и/или менее 25 мм, например, 12 мм, 14 мм или 20 мм. В этом случае заготовку и/или подложку необходимо разрезать для получения блоков, имеющих размеры, по существу равные размерам зуба.
Пористая подложка предпочтительно состоит из спеченного керамического материала, предпочтительно выбранного из одного или более оксидов металлов в виде стеклокерамики, стекла или кристаллической керамики, таких как кварц, оксид алюминия или муллит.
Способ изготовления композитного блока из пористой подложки
Изобретение также относится к способу изготовления композитного блока, включающему стадии A)-D) для изготовления пористой подложки согласно изобретению, а затем стадии Е) и F), приведенные ниже:
E) пропитка пористой подложки смолой в жидком состоянии;
F) отверждение смолы в жидком состоянии, пропитавшей подложку. Композитный блок получают в результате отверждения пропитавшей его смолы. Могут быть использованы известные методы пропитки.
Смола может представлять собой мономер или смесь мономеров. Предпочтительно смола в жидком состоянии содержит только смесь мономеров и катализатор.
Предпочтительно композитный блок состоит из подложки, пропитанной отвержденной смолой, причем подложка пропитана только одной смолой. Изменение распределения частиц по размерам в подложке фактически позволяет достичь желаемых изменений механических и оптических свойств без необходимости изменения природы смолы в зависимости от области подложки. Таким образом, изготовление композитного блока значительно упрощается.
Предпочтительно смола является химически полимеризуемой, термополимеризуемой или термопластичной.
В одном из предпочтительных вариантов осуществления смола в жидком состоянии по существу не содержит частиц.
В одном из вариантов осуществления смола в жидком состоянии не содержит пигмента (частицы нанометрового размера) или даже не содержит твердых частиц.
Чтобы облегчить проникновение смолы в жидком состоянии, в действительности для этого предпочтительно, чтобы она имела низкую вязкость. В частности, она не должна быть пастообразной. При необходимости вязкость может быть уменьшена с помощью умеренного нагревания.
Природа смолы не является ограничивающей.
В частности, смола может быть выбрана из полимеризуемых смол, описанных в документах US 5869548, US 5843348 и ЕР 0701808.
Предпочтительно смола выбрана из следующего списка:
- химически полимеризуемая или термополимеризуемая мономерная смола, предпочтительно винилэфирная или акриловая смола. В частности, смола может быть выбрана из группы, состоящей из 2-гидроксиэтилметакрилата, CAS 868-77-9 (НЕМА), диметакрилата тетраэтиленгликоля, CAS 109-17-1 (TEGDMA), 2,2-бис(4-(2-гидрокси-3-метакрилоилоксипропокси)фенил)пропана, CAS 1565-94-2 (BIS-GMA), диметакрилата уретана, 1,6-бис(метакрилокси-2-этоксикарбониламино)-2,4,4-триметилгексана, (UDMA) CAS 72869-86-4, диметакрилата этиленгликоля (EGDMA), диметакрилата диэтиленгликоля (DEGDMA), бисфенол-А-диметакрилата, С AS 109-17-1 (BADMA);
- термопластичная смола, в частности, выбранная из насыщенных сложных полиэфиров и, в частности, полиэтил ентерефталата (PET) и поли(1,4-бутилентерефталата), CAS 24968-12-5 (РВТ), поликарбонатов поли(бисфенол-А-карбоната) CAS 25037-45-0 (PC), бисфенол-А-карбоната и полиамидов.
Чтобы катализировать химически полимеризующиеся материалы для пропитки, можно использовать пероксиды и, в частности, дибензоилпероксид, CAS 94-36-0, пероксиды метилэтилкетона, CAS 1338-23-4, ди-трет-амилпероксид, CAS 10508-09-5, пероксид ди-трет-бутила, CAS 110-05-4 или гидропероксид кумола, С AS 80-15-9.
Чтобы ускорить отверждение пероксидом дибензоила, CAS 94-36-0, можно использовать диметиланилин (DMA), диэтиланилин (DEA) или диметил-пара-толуидин (DMPT). Чтобы ускорить отверждение пероксидами метилэтилкетона, CAS 1338-23-4, можно использовать, в частности, 2-этилгексаноат кобальта (II).
Предпочтительно до начала пропитки смолой в жидком состоянии в подложке создается вакуум. Этот вакуум предпочтительно соответствует давлению менее 100 мбар, предпочтительно менее 20 мбар. Предпочтительно вакуум способствует проникновению смолы в жидком состоянии.
Термин "VP(l)" используется для обозначения общего объема открытых пор пористой подложки до какой-либо пропитки смолой, измеренного при температуре 20°С и давлении 1 бар (давление окружающей среды).
Термин "VL(1)" используется для обозначения объема смолы в жидком состоянии, пропитавшей подложку, измеренного при температуре 20°С и давлении 1 бар.
В первом варианте осуществления смола в жидком состоянии заполняет объем открытых пор VP(1) под действием капиллярного эффекта, при низком давлении, обычно при давлении окружающей среды. Объем смолы в жидком состоянии, пропитавшей подложку, VL(1), таким образом, по существу равен объему открытых пор VP(1).
Пропитка смолой в жидком состоянии может быть проведена при атмосферном давлении или под давлением выше атмосферного. Пропитка при атмосферном давлении имеет преимущество, состоящее в простом осуществлении, но она требует применения низковязкой смолы в жидком состоянии. Также возможна пропитка под более высоким давлением, и она может даже быть необходима, если смола в жидком состоянии имеет слишком высокую вязкость.
Однако при отверждении смола сжимается так, что объем, занимаемый смолой в твердом состоянии VM(1), меньше, чем объем открытых пор VP(l). Например, сжатие, возникающее в результате полимеризации при температуре окружающей среды, может обычно приводить к уменьшению объема, занимаемого смолой, в пределах от 6 до 15% от ее исходного объема.
Это приводит к высоким растягивающим напряжениям на границе раздела между смолой и поверхностью подложки, ограничивающей поры, что может привести к отсоединению смолы и, следовательно, к сокращению срока службы зубного протеза, что делает его непригодным для коммерческой реализации.
Предпочтительно во втором предпочтительном варианте осуществления смолу, пропитывающую подложку, отверждают в жидком состоянии, подвергая ее при этом воздействию высокого давления, превышающего 300 бар.
Предпочтительно объемом смолы в жидком состоянии VL, по меньшей мере на 2%, предпочтительно по меньшей мере на 5%, предпочтительно по меньшей мере на 10% или даже по меньшей мере на 15% превышающим объем VP открытых пор подложки, осуществляют пропитку подложки и подвергают отверждению в ней, где объемы VL и VP измеряют при температуре 20°С и давлении 1 бар. Другими словами, для измерения объема VL принимается во внимание смола в жидком состоянии, пропитавшая поры подложки под высоким давлением (объем которой на момент этой пропитки по существу соответствует объему VP открытых пор подложки), но учитывая объем, занимаемый этой смолой, в жидком состоянии при температуре 20°С и давлении 1 бар, то есть до того, как ее подвергают воздействию давления.
Пропитавшая смола в жидком состоянии может, в частности, быть подвергнута воздействию давления более 400 бар, предпочтительно более 500 бар, более 1000 бар, более 2000 бар, более 3000 бар, более 4000 бар или даже более 5000 бар. Эти высокие давления увеличивают плотность смолы в жидком состоянии и материала подложки. Однако сжимаемость смолы в жидком состоянии больше, чем сжимаемость материала подложки. Поэтому количество смолы в жидком состоянии, которым может быть осуществлена пропитка, на единицу объема открытых пор больше, чем количество, которым могла бы быть осуществлена пропитка при применении только более низких давлений и, в частности, атмосферного давления.
Воздействие высокого давления приводит к уменьшению объема смолы, что позволяет получить объем смолы в жидком состоянии VL, по меньшей мере на 2%, предпочтительно по меньшей мере на 5%, предпочтительно по меньшей мере на 10% или даже по меньшей мере на 15% превышающий объем VP открытых пор подложки.
Отверждение смолы в жидком состоянии под давлением позволяет, после возвращения к атмосферному давлению, создавать предварительные напряжения, сжимающие смолу. Это приводит к значительному повышению механической прочности.
Высокое давление должно воздействовать на смолу, пропитавшую подложку, в то время как она все еще находится в жидком состоянии и до тех пор, пока она не будет по меньшей мере частично отверждена. Предпочтительно вся смола в жидком состоянии, пропитавшая подложку, отверждается перед возвратом к атмосферному давлению. Предпочтительно давление поддерживают по существу постоянным до тех пор, пока не будет полностью отверждена вся пропитавшая смола.
Воздействие высокого давления может также быть оказано на протяжении всей или части фазы пропитывания, тем самым обеспечивая преимущество, состоящее в облегчении проникновения смолы в жидком состоянии и, таким образом, позволяя использовать более вязкие смолы.
Предпочтительно высокое давление воздействует изостатически или "одноосно". Могут быть использованы все известные процессы создания избыточного давления.
Предпочтительно во втором предпочтительном варианте осуществления композитный блок, полученный в таком случае, не имеет механических напряжений, способствующих отсоединению смолы от подложки (растягивающие напряжения на смоле). Напротив, предпочтительно определяют "избыточный объем" пропитавшей и отвержденной смолы в зависимости от смолы и подложки для создания предварительного напряжения, то есть постоянного давления между смолой в твердом состоянии и подложкой. Другими словами, смола в твердом состоянии предпочтительно сжимается спеченной подложкой. Тем самым механическая прочность композитного блока значительно увеличивается.
В качестве альтернативы воздействию высокого давления, описанного выше, или предпочтительно в дополнение к этому воздействию высокого давления, пропитку смолой в жидком состоянии продолжают, при необходимости под давлением, во время отверждения уже пропитавшей смолы, и также предпочтительно это отверждение контролируют таким образом, чтобы оно осуществлялось из внутренней части подложки к ее граничной области. Предпочтительно отвержденная смола, таким образом, не препятствует проникновению дополнительной смолы в жидком состоянии внутри подложки. Таким образом, можно компенсировать уменьшение объема, занимаемого пропитавшей смолой, вследствие ее отверждения и, более того, сжимать смолу в твердом состоянии.
Чтобы контролировать отверждение, в частности, возможно влиять на один или более из следующих параметров:
- концентрация ускорителя и/или катализатора в смоле в жидком состоянии;
- температура и период времени, в течение которого эта температура поддерживается;
- химическая природа смолы.
Предпочтительно оптимальные условия и, в частности, высокое давление, необязательно используемое на стадии F) и, необязательно, на стадии Е), определяют в зависимости от смолы и подложки путем измерения однородности микротвердости, механической прочности и оптических свойств.
Смола может, в частности, представлять собой химически полимеризуемую смолу, обычно смешанную с катализатором и с ускорителем, пропитку которой осуществляют, например, при давлении 500 бар и температуре от 80 до 100°С.
Смола также может представлять собой термопластичную смолу, которую используют для пропитки, например, при изостатическом давлении, составляющем 2500 бар, при 250°С, подложки, предварительно помещенной в условия вакуума и нагретой до 250°С. Термопластичная смола может также быть использована для пропитки, например, при давлении 3500 бар, при температуре 300°С, подложки, предварительно помещенной в условия вакуума и нагретой до температуры 300°С.
Например, когда смола является химически полимеризуемой, к ней можно добавлять различные количества ускорителя. Например, в начале пропитки можно осуществлять пропитку смолой, содержащей большое количество ускорителя, а затем, по мере пропитки, снизить концентрацию ускорителя в смоле, используемой для пропитки.
Природа смолы также может быть различной. Например, в начале пропитки можно осуществлять пропитку первой термополимеризуемой смолой при первой температуре, а затем осуществлять пропитку второй термополимеризуемой смолой при второй температуре, превышающей первую температуру. Например, пропитку можно начинать с пероксидом бензоила, который полимеризуется при 80°С, затем продолжать с ди-трет-бутил-1,2,1-пероксидом или ди-трет-амил-1,4,2-пероксидом, или же комил-1,8,8-пероксидом, которые полимеризуются при 120°С. Для контроля отверждения затем достаточно нагревать подложку до температуры от 80°С до 120°С, например до 90°С, чтобы отвердить только первую смолу, находящуюся в сердцевине подложки, а затем нагревать эту подложку до температуры более 120°С, чтобы отвердить вторую смолу в граничной области. Предпочтительной является пропитка под давлением около 2000 бар.
В качестве одного из вариантов, можно сначала осуществлять пропитку сердцевины подложки химически полимеризуемой смолой, например первой смолой, смешанной с катализатором и ускорителем, а затем осуществлять пропитку ее граничной области термополимеризуемой смолой, например второй смолой, смешанной с катализатором. Затем отверждение смолы в граничной области можно осуществлять путем нагрева, например, до температуры от 80°С до 100°С после отверждения смолы, помещенной в сердцевину подложки. Предпочтительной является пропитка под давлением около 1500 бар.
При необходимости композитный блок подвергают термической обработке, подходящей для завершения полимеризации, например при 100°С в течение одного часа.
Композитный блок, изготовленный из пористой подложки
Изобретение также относится к композитному блоку, содержащему подложку согласно изобретению, пропитанному смолой в твердом состоянии 30 (фиг. 5), предпочтительно изготовленному способом изготовления согласно изобретению и, в частности, с отверждением по меньшей мере части смолы под высоким давлением (второй предпочтительный вариант осуществления).
Предпочтительно подложке придают такую форму, чтобы композитный блок можно было подвергать механической обработке с помощью устройства CAD-CAM, в частности, с помощью устройства для механической обработки, такого как система Celay® от компании Mikrona или Cerec 3 от компании Sirona. При необходимости композитный блок может включать один или более элементов, позволяющих удерживать заготовку в таких устройствах.
Как показано на фиг. 5, композитный блок содержит:
- область, имеющую твердость по Виккерсу более 240 HV, называемую "очень твердой областью" Rtdu, и предпочтительно модуль упругости Юнга, измеренный в соответствии со стандартом ISO 10477, более 30 ГПа, и
- область, имеющую твердость по Виккерсу более 60 HV и менее 180 HV, называемую "твердой областью" Rdu и предпочтительно модуль упругости Юнга, измеренный в соответствии со стандартом ISO 10477, более 15 ГПа и менее 30 ГПа.
Предпочтительно каждая из указанных твердой и очень твердой областей имеет объем более 30 мм3, предпочтительно более 50 мм3, предпочтительно более 100 мм3, предпочтительно более 150 мм3. Также предпочтительно указанные очень твердая и твердая области имеют вид слоев толщиной более 1 мм, предпочтительно более 3 мм, предпочтительно более 5 мм.
Предпочтительно очень твердая область Rtdu имеет твердость по Виккерсу более 250 HV, предпочтительно более 300 HV, предпочтительно более 350 HV или даже боле 400 HV, и/или предпочтительно менее 450 HV.
Предпочтительно твердая область Rdu имеет твердость по Виккерсу более 70 HV, предпочтительно более 80 HV и/или менее 180 HV, предпочтительно менее 170 HV, или даже менее 160 HV, или менее 150 HV.
Предпочтительно очень твердая область Rtdu имеет модуль упругости Юнга, измеренный в соответствии со стандартом ISO 10477, более 35 ГПа, предпочтительно более 40 ГПа и/или предпочтительно менее 60 ГПа.
Предпочтительно твердая область Rdu имеет модуль упругости Юнга, измеренный в соответствии со стандартом ISO 10477, более 16 ГПа, предпочтительно более 18 ГПа и/или менее 28 ГПа, предпочтительно менее 25 ГПа.
Предпочтительно эти механические свойства обеспечивают длительный срок службы зубного протеза, полученного из этого композитного блока.
Очень твердая область может быть включена в пористую область или наоборот. Предпочтительно очень твердая область по существу объединена с пористой областью.
Твердая область может быть включена в очень пористую область или наоборот. Предпочтительно твердая область по существу объединена с очень пористой областью.
Способ изготовления зубного протеза
Изобретение также относится к способу изготовления зубного протеза, включающему процесс механической обработки композитного блока согласно изобретению, а также к зубному протезу, полученному или получаемому способом согласно изобретению.
Способ изготовления композитного зубного протеза согласно изобретению может включать следующие стадии:
1) получение пористой подложки согласно изобретению;
2) необязательно, коррекция формы пористой подложки;
3) необязательно, осуществление обработки силанизирующими агентами на поверхности открытых пор пористой подложки;
4) пропитка пористой подложки смолой в жидком состоянии;
5) отверждение смолы в жидком состоянии, пропитавшей пористую подложку, необязательно с последующей консолидирующей термической обработкой;
6) заключительное придание формы.
Обработка силанизирующими агентами на стадии 3) предназначена для повышения смачиваемости поверхности пор смолой в жидком состоянии и, в частности, предназначена для того, чтобы сделать эту поверхность более гидрофобной. Предпочтительно эта обработка силанизирующими агентами включает силанизацию с помощью алкоксисилана, галогенсилана, предпочтительно 3-метакрилоксипропилтриметоксисилана. После нанесения силанизирующего агента подложку сушат, предпочтительно при температуре от 100 до 200°С, обычно в течение нескольких часов.
Обработку силанизирующими агентами можно, например, проводить согласно способу, описанному в документе US 586954.
Стадии 4) и 5) соответствуют стадиям Е) и F) способа изготовления композитного блока согласно изобретению, как описано выше.
ПРИМЕРЫ
Следующий пример представлен в иллюстративных и неограничивающих целях.
Смешивали следующие порошки:
- 30 об.% порошка частиц оксида алюминия, имеющих процентили D10, равный 0,5 мкм, D50, равный 3 мкм и D90, равный 6 мкм, обеспечивающего, в частности, частицы эмали, и
- 70 об.% порошка частиц оксида алюминия, имеющих процентили D10, равный 2 мкм, D50, равный 5,5 мкм и D90, равный 8 мкм, обеспечивающего, в частности, частицы дентина.
Полученную таким образом группу частиц смешивали с водой для образования суспензии. Твердые частицы (частицы оксида алюминия) составляли 50% объема суспензии.
Добавляли 0,05 мас.% лимонной кислоты (связующего вещества) относительно массы указанной суспензии.
Группу смешивали с помощью планетарного смесителя, затем центрифугировали, применяя ускорение 150 g в течение 30 минут. Центрифугируемая масса имела следующие размеры: длина: 40 мм; ширина: 20 мм; толщина: 16 мм.
Центрифугат отбрасывали.
Величина отношения Ve/(Ve+Vd) вблизи стороны центрифугируемой массы, близкой к оси вращения (стороны эмали), составляла 0,9.
Область заготовки, простирающаяся от стороны эмали до плоскости, параллельной стороне эмали, и определенная как составляющая 25% объема подложки, представляла собой "область эмали".
Величина отношения Ve/(Ve+Vd) вблизи противоположной стороны (стороны дентина), удаленной от оси вращения, составляла 0,1.
Область заготовки, простирающаяся от стороны дентина до плоскости, параллельной стороне дентина, и определенная как составляющая 25% объема подложки, представляла собой "область дентина".
Центрифугированную массу затем сушили при 20°С в течение 24 часов, в результате чего получали заготовку.
Заготовку удаляли из формы, затем помещали в печь, причем сторону эмали помещали на нагревательную плиту, предварительно размещенную в печи.
Печь нагревали до 1100°С в течение 4 часов, чтобы обеспечить по существу однородное основное спекание заготовки.
Затем включали нагревательную плиту, на которую была помещена сторона эмали, при поддержании печи при 1100°С, так что сторону эмали нагревали до температуры 1300°С в течение 1,5 часов и, таким образом, подвергали дополнительному спеканию.
В результате термической обработки получали пористую подложку, средняя открытая пористость которой составляла 40%.
Область пористой подложки, простирающаяся от стороны эмали до плоскости, параллельной стороне эмали, и определенная как составляющая 25% объема подложки, имела средний размер пор, измеренный с помощью ртутного порозиметра, равный 0,2 мкм. Она представляла собой "пористую область".
Область пористой подложки, простирающаяся от стороны дентина до плоскости, параллельной стороне дентина, и определенная как составляющая 25% объема подложки, имела средний размер пор, равный 0,3 мкм. Она представляла собой "очень пористую область".
Пористую подложку подвергали последовательно:
- обработке силанизирующим агентом при помощи раствора, имеющего следующий состав, в мас.%:
метоксипропанол: 93,8%
вода: 5%
уксусная кислота: 0,2%
силан: 1%
- сушке при 150°С в течение 4 часов;
- обработке в вакууме;
- пропитке смолой при температуре 60°С под давлением 80 бар в течение 4 часов, где смола имеет следующий состав, в мас.%:
UDMA (1,6-бис(метакрилокси-2-этоксикарбониламино)-2,4,4-триметилгексан): 99 %
ПЕРОКСИД ДИ-ТРЕТ-АМИЛА: 1%
нагреванию при 150°С под давлением 2000 бар в течение 1 часа для полимеризации смолы.
На практике после процесса обработки силанизирующим агентом возможно помещение пористой подложки в латексную форму для применения к ней вакуума, например, до давления приблизительно 100 мбар, а затем введение в нее смолу в жидком состоянии в вакууме и закрытие формы. После пропитки закрытую таким образом форму можно затем помещать в тигель или в автоклав, где она постепенно подвергается давлению 2000 бар и уплотняющему нагреву, перед охлаждением и возвратом к атмосферному давлению.
Пористая область подложки соответствовала "очень твердой области", имеющей твердость по Виккерсу 380 HV и модуль упругости Юнга 55 ГПа.
Очень пористая область подложки соответствовала "твердой области", имеющей твердость по Виккерсу 160 HV и модуль упругости Юнга 25 ГПа.
Как очевидно из вышеизложенного, изобретение позволяет получать непрерывное и постепенное изменение оптических и/или механических свойств композитного блока, предназначенного для изготовления зубного протеза. Таким образом, оно позволяет изготавливать зубной протез, внешний вид и механические свойства которого по существу идентичны таковым для натурального зуба.
Разумеется, изобретение не ограничивается ни описанными вариантами осуществления, ни примерами. В частности, пропитка смолой в жидком состоянии может быть ограничена ограниченной областью подложки и, в частности, может быть ограничена ее граничной областью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХМЕРНЫЕ СИСТЕМЫ ПОДЕЛОЧНЫХ МАТЕРИАЛОВ ДЛЯ ИЗГОТОВЛЕНИЯ СТОМАТОЛОГИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2680802C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ ОКСИДА ЦИРКОНИЯ | 2013 |
|
RU2640853C2 |
| ВКЛАДКА ДЛЯ ФИКСАЦИИ НА ЕСТЕСТВЕННОЙ ЧАСТИ ЗУБА ИЛИ НА ЗУБЕ И СПОСОБ ЕЕ ФИКСАЦИИ | 2003 |
|
RU2348374C2 |
| Новая композиция | 2018 |
|
RU2777965C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СОЕДИНЕНИЯ СТОМАТОЛОГИЧЕСКОГО МАТЕРИАЛА ДЛЯ ФИКСАЦИИ С ТВЕРДЫМИ ТКАНЯМИ ЗУБА И МАТЕРИАЛОМ НЕСЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2740252C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСЪЕМНОГО МЕТАЛЛОПОЛИМЕРНОГО ЗУБНОГО ПРОТЕЗА ЖЕВАТЕЛЬНОЙ ГРУППЫ ЗУБОВ | 2005 |
|
RU2290128C1 |
| СПОСОБ ФОРМИРОВАНИЯ АДГЕЗИВНО-ОПАКЕРНОЙ СИСТЕМЫ В МЕТАЛЛОГЕЛИОКОМПОЗИТНЫХ ЗУБНЫХ ПРОТЕЗАХ | 2002 |
|
RU2210337C1 |
| СОСТАВ ДЛЯ ПЛОМБИРОВАНИЯ ЗУБОВ И ЦЕМЕНТИРОВАНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1996 |
|
RU2097015C1 |
| СТОМАТОЛОГИЧЕСКИЕ КОМПОЗИЦИИ, ЗАГОТОВКИ ДЛЯ СТОМАТОЛОГИЧЕСКОГО ПРОТЕЗИРОВАНИЯ И СПОСОБЫ | 2010 |
|
RU2557961C2 |
| ЛАК СТОМАТОЛОГИЧЕСКИЙ | 2007 |
|
RU2367407C1 |
Группа изобретений относится к заготовке для изготовления зубного протеза, к пористой подложке и к композитному блоку на основе такой заготовки, а также к способам изготовления указанных выше заготовки, подложки и композитного блока. Заготовка содержит группу агломерированных частиц керамики, стеклокерамики или стекла, так что (в об.%): более 40% и менее 90% частиц вышеупомянутой группы имеют размер более 0,5 мкм и менее 3,5 мкм (далее обозначены как «частицы эмали») и более 10% и менее 60% частиц группы имеют размер более 3,5 мкм и менее 5,5 мкм (далее обозначены как «частицы дентина»). Распределение частиц по размерам указанной группы частиц является бимодальным и содержит первую и вторую основные моды, причем первая основная мода составляет более 1,5 мкм и менее 3,5 мкм, и вторая мода составляет более 3,5 мкм и менее 5,5 мкм. Частицы эмали и дентина вместе составляют более 90 % объема агломерированных частиц. При этом микроструктура заготовки такова, что имеется ось X, называемая "осью вариации", вдоль которой непрерывно изменяется отношение Ve/(Ve+Vd), где Ve и Vd обозначают об.% частицы эмали и частицы дентина, соответственно. Способ изготовления заготовки включает получение суспензии соответствующих частиц с указанным выше бимодальным распределением частиц по размерам; центрифугирование такой суспензии, обеспечивающее ускорение более 50 g, и уплотнение с образованием заготовки. Пористую подложку получают путем спекания указанной выше заготовки, композитный блок получают путем пропитки такой пористой подложки смолой. Группа изобретений позволяет получать непрерывное и постепенное изменение оптических и механических свойств композитного блока, что дает возможность изготовления зубного протеза, внешний вид и механические свойства которого по существу идентичны таковым для натурального зуба. 6 н. и 16 з.п. ф-лы, 1 пр., 5 ил.
1. Заготовка, предназначенная для изготовления зубного протеза, содержащая группу агломерированных частиц керамики, стеклокерамики или стекла так, что в об.%:
более 40 % и менее 90 % частиц указанной группы имеют размер более 0,5 мкм и менее 3,5 мкм, где указанные частицы далее обозначены как "частицы эмали", и
более 10 % и менее 60 % частиц указанной группы имеют размер более 3,5 мкм и менее 5,5 мкм, где указанные частицы далее обозначены как "частицы дентина",
где микроструктура заготовки такова, что имеется ось X, называемая ""осью вариации"", вдоль которой непрерывно изменяется отношение Ve/(Ve+Vd), где Ve и Vd обозначают об.% частиц эмали и частиц дентина, соответственно,
частицы эмали и дентина вместе составляют более 90 % объема агломерированных частиц,
распределение частиц по размерам указанной группы частиц является бимодальным и содержит первую и вторую основные моды, причем первая основная мода составляет более 1,5 мкм и менее 3,5 мкм, и вторая мода составляет более 3,5 мкм и менее 5,5 мкм.
2. Заготовка по п. 1, где частицы эмали имеют средний размер D50 более 1,5 мкм и менее 3,0 мкм, и/или частицы дентина имеют средний размер D50 более 4,0 мкм и менее 5,0 мкм.
3. Заготовка по п. 1, где в об.% более 50 % частиц указанной группы представляют собой частицы эмали, и/или более 30 % частиц указанной группы представляют собой частицы дентина.
4. Заготовка по п. 1, в которой вдоль оси вариации об.% частиц эмали изменяется противоположно об.% частиц дентина.
5. Заготовка по п. 1, которая имеет первую область, обозначенную как "область эмали", где отношение Ve/(Ve+Vd) составляет более 0,9, и вторую область, обозначенную как "область дентина", где отношение Ve/(Ve+Vd) составляет менее 0,1,
где области эмали и дентина имеют вид слоев и простираются от противоположных эмалевой (Fe) и дентиновой (Fd) сторон заготовки, учитывая ось вариации.
6. Заготовка по п. 5, где указанная область дентина имеет отношение Ve/(Ve+Vd) менее 0,05.
7. Заготовка по п. 1, где частицы эмали и дентина вместе представляют более 95 % объема массы указанной группы частиц.
8. Заготовка по п. 7, где частицы эмали и дентина вместе представляют более 98 % объема массы указанной группы частиц.
9. Заготовка по п. 1, где более 90 об.% агломерированных частиц состоят из одного и того же материала.
10. Способ изготовления заготовки по п. 1, включающий следующие стадии:
A) получение суспензии, содержащей:
группу частиц, выбранных из частиц керамики, стеклокерамики или стекла, которая содержит в об.%, относительно объема массы указанной группы частиц:
- более 30 % и менее 70 % частиц эмали, и
- более 30 % и менее 70 % частиц дентина;
растворитель;
где распределение частиц по размерам указанной группы частиц является бимодальным и содержит первую и вторую основные моды, причем первая основная мода составляет более 1,5 мкм и менее 3,5 мкм, и вторая мода составляет более 3,5 мкм и менее 5,5 мкм;
B) изменение пространственного распределения частиц суспензии;
C) уплотнение с образованием заготовки,
где стадия B) включает центрифугирование суспензии, причем указанное центрифугирование обеспечивает ускорение более 50 g.
11. Способ изготовления пористой подложки, включающий изготовление заготовки способом по п. 10, затем стадию D) спекания указанной заготовки.
12. Способ по п. 11, где интенсивность спекания различается в зависимости от рассматриваемой области заготовки.
13. Способ по п. 12, где интенсивность спекания области заготовки различается в зависимости от ее местоположения в заготовке, предпочтительно в соответствии с ее местоположением вдоль оси вариации.
14. Способ по п. 13, включающий
основное спекание, во время которого вся внешняя поверхность заготовки получает по существу одинаковую плотность теплового потока, и
дополнительное спекание, во время которого плотность теплового потока различается в зависимости от рассматриваемой части внешней поверхности заготовки.
15. Способ по п. 14, где, чем выше отношение Ve/(Ve+Vd) во время дополнительного спекания, тем выше плотность теплового потока.
16. Способ по п. 15, где во время дополнительного спекания одна сторона заготовки, вблизи которой концентрация частиц эмали является самой высокой, называемая "стороной эмали" (Fe), находится на нагревательной плите.
17. Способ по п. 15, где дополнительное спекание проводят для части заготовки, пока продолжается основное спекание или после того, как указанное основное спекание завершено.
18. Подложка, изготовленная способом по п. 15, содержащая пористую область (Rp) и очень пористую область (Rpp),
где каждая из указанных пористой и очень пористой областей имеет толщину более 1 мм,
пористая область имеет открытую пористость от 5 до 20 %, и
очень пористая область имеет открытую пористость более 20 % и менее 40 %.
19. Подложка по п. 18, где пористая область имеет открытую пористость на 5 % меньше, чем очень пористая область.
20. Способ изготовления композитного блока из пористой подложки, включающий изготовление пористой подложки способом по любому из пп. 11-17, а затем следующие стадии E) и F):
E) пропитка пористой подложки смолой в жидком состоянии;
F) отверждение всей смолы в жидком состоянии, пропитавшей подложку;
где стадии E) и F) проводят под давлением, превышающем 100 МПа или 1000 бар.
21. Композитный блок, предназначенный для изготовления зубного протеза, где указанный блок, полученный способом по п. 20, содержит:
"очень твердую" область, имеющую твердость по Виккерсу более 240 HV, и предпочтительно модуль упругости Юнга, измеренный в соответствии со стандартом ISO 10477, более 30 ГПа, и
"твердую" область, имеющую твердость по Виккерсу более 60 HV и менее 180 HV, и предпочтительно модуль упругости Юнга, измеренный в соответствии со стандартом ISO 10477, более 15 и менее 30 ГПа,
где каждая из указанных твердой и очень твердой областей имеет объем более 30 мм3.
22. Композитный блок по п. 21, где указанные очень твердая и твердая области имеют вид слоев толщиной более 3 мм.
| CHUN HONG CHEN et al | |||
| Fabrication and Characterization of Porous Alumina Tube with Pore Gradient | |||
| MATERIALS SCIENCE FORUM, V | |||
| Катодный усилитель | 1923 |
|
SU492A1 |
| Судовой движитель | 1923 |
|
SU755A1 |
| US 5843348 A, 01.12.1998 | |||
| FR 2935897 A1, 19.03.2010 | |||
| FIGIEL PAWEL et al | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ceramics International, 2013, | |||

