Изобретение относится к переплетной папке для переплета листов.
Известен процесс переплета листов в термической переплетной папке с обложкой из картона или подобной обложкой, при этом к корешку переплетной папки приклеивается металлический корешок в виде подковообразного профиля с основанием и вертикальными плечами, на которые переплетный клей наносится в виде термоплавкого клея.
Такая переплетная папка используется для переплета пачки листов, при этом пачка с боковым краем, подлежащим переплету, помещается в подковообразный профиль и приводится в контакт с термоплавким клеем, который при нагревании корешка переплетной папки плавится, таким образом пачка может вдвигаться в расплавленный термоплавкий клей, и термоплавкий клей проникает между листами, после чего пачка после охлаждения и затвердевания термоплавкого клея удерживается в переплетном элементе.
Однако недостатком такого металлического корешка является то, что подлежащие переплету листы зацепляются за свободные края или за пределы этих краев плеч металлического корешка на внешней стороне пачки при вставлении пачки в переплетную папку.
Это означает, что внешние листы вдоль их краев будут выступать за пределы пачки немного больше, чем листы ближе к середине пачки, что влияет на внешний вид переплетной папки с переплетными листами.
Дополнительным недостатком является то, что частое открывание и закрывание переплетной папки может вызвать отделение или отслаивание обложки от металлического корешка.
В долгосрочной перспективе, возможно, металлический профиль начнет ржаветь.
Эти вышеупомянутые недостатки ухудшают внешний вид такой папки, особенно когда она предназначена для презентации престижного проекта или подобного использования.
Еще одним недостатком такого металлического корешка является опасность травмирования острыми краями и углами металла.
Целью настоящего изобретения является обеспечение решения одного или нескольких из вышеупомянутых и других недостатков.
Задачей настоящего изобретения является переплетная папка для переплета пачки листов, причём эта переплетная папка содержит сплошную обложку с корешком и двумя форзацами, при этом на корешок подковообразного профиля нанесен теплопроводящий материал, в результате этот подковообразный профиль содержит основание и вертикальные плечи, причём на подковообразный профиль наносится переплетный клей в виде термоплавкого клея, отличающийся тем, что подковообразный профиль наносится на корешок посредством монтажного клея между вертикальными плечами подковообразного профиля и корешком обложки, причём этот монтажный клей выходит за пределы свободных краев вертикальных плеч и выходит над этими свободными краями.
Основание подковообразного профиля может быть плоским или изогнутым и иметь разные размеры.
Это обеспечивает преимущество, заключающееся в том, что подковообразный профиль с вертикальными плечами плотно прилегает к обложке, в результате чего он не может отсоединиться от обложки или «отслоиться» от неё.
Кроме того, свободные края вертикальных плеч будут защищены от ржавчины, так как они покрыты монтажным клеем.
Другое преимущество состоит в том, что внешние листы пачки больше не могут попасть за пределы плеч профиля, так как монтажный клей будет предотвращать это.
Еще одно преимущество состоит в том, что монтажный клей будет защищать острые края и углы подковообразного профиля, в результате чего можно предотвратить травмы от этих острых частей.
Сплошная обложка означает, что корешок и форзацы обложки образуют одно целое, или, другими словами, обложка выполнена из одного компонента, в результате чего форзацы продолжаются на корешке.
Преимущество сплошной обложки состоит в том, что составление переплетной папки становится более простым, что снижает вероятность ошибок.
Недостатком отдельных форзацев является то, что они могут (частично) отсоединяться от края, с помощью которого они прикреплены к плечам корешка. Это может происходить, например, в случае частого использования, в результате чего соединение с форзацем нарушается, или при частичной реактивации использованного монтажного клея при нагревании переплетного элемента в момент, когда вы хотите расплавить переплетный клей. Отсоединение форзаца приводит к бесполезности переплетного элемента. Частичное отсоединение, конечно, нежелательно с эстетической точки зрения.
Этих недостатков можно избежать, работая со сплошной обложкой.
Кроме того, сплошная обложка позволяет обеспечивать возможность непрерывной печати с задней стороны, по корешку и спереди. Это даст возможность получать красивые панорамные отпечатки, в основном по всей передней части, без пустых или неотпечатанных краев на стороне корешка.
Переплетная папка согласно изобретению содержит два отдельных элемента, а именно подковообразный профиль и сплошную обложку, причём оба эти элемента производятся или изготавливаются отдельно перед сборкой в переплетную папку.
Подковообразный профиль изготавливается, например, с использованием металлической пластины, на поверхность которой наносится переплетный клей в виде термоплавкого клея. Когда переплетный клей охлаждается, металлическая пластина формуется или прессуется в виде подковообразной формы.
Второй элемент, сплошная обложка, может обеспечиваться с заранее сформированными складками, которые позволят обложке складываться в нужном месте, чтобы открывать переплетную папку, как только сплошная обложка и подковообразный профиль будут собраны в переплетную папку.
Конечно, также возможно, что предварительно сформированные складки будут нанесены на более позднем этапе, например, при нанесении монтажного клея.
В соответствии с изобретением монтажный клей представляет собой не активируемый повторно клей, такой как, например, полиуретановый клей.
Это обеспечивает преимущество, заключающееся в том, что когда переплетный клей нагревается для переплета листов в переплетной папке, монтажный клей не будет плавиться и снова непреднамеренно отслаиваться.
Кроме того, не активируемый повторно клей обеспечивает то преимущество, что он остается жидким в течение длительного времени. Это означает, что время схватывания клея относительно велико, в результате чего времени достаточно для нанесения клея на подковообразный профиль в обложке.
Еще одно дополнительное преимущество не активируемого повторно клея, такого как, например, полиуретановый клей, заключается в том, что он имеет более низкую температуру плавления, в результате чего переплетная папка никогда не должна нагреваться больше, чем температура плавления переплетного клея.
Это означает, что термическое повреждение переплетной папки исключено.
Согласно предпочтительной характеристике изобретения, обложка с внутренней стороны ламинирована слоем пластика, например, слоем поливинилхлорида или полиэфира.
Когда обложка изготовлена, например, из картона, волокна картона при использовании переплетного элемента, даже при использовании очень компактного картона, будут отделяться от картона. Это означает, что подковообразный профиль будет отделяться от обложки.
Этого можно избежать, используя ламинирующий слой пластика.
Обложка также может быть изготовлена из пластика или ламинированной фольги.
В практическом варианте осуществления изобретения бумажный слой покрывает или наклеивается на внутреннюю часть подковообразного профиля.
Это обеспечивает преимущество, заключающееся в том, что и эта сторона также защищена от ржавчины.
Изобретение также относится к способу изготовления переплетной папки в соответствии с изобретением, согласно которому способ состоит из следующих этапов:
- обеспечение плоской сплошной обложки, состоящей из корешка и двух форзацев;
- нанесение монтажного клея на внутреннюю часть обложки в виде двух или более полос, проходящих на расстоянии друг от друга, а также параллельно или приблизительно параллельно друг другу, в корешке обложки;
- размещение подковообразного профиля из теплопроводного материала в корешке обложки, при этом подковообразный профиль содержит основание и вертикальные плечи, а в подковообразный профиль вносится переплетный клей в виде термоплавкого клея;
- складывание форзацев обложки таким образом, чтобы корешок обложки складывался вокруг подковообразного профиля и упирался в него;
при этом количество монтажного клея, наносимого на внутреннюю поверхность обложки, выбирается таким образом, чтобы после складывания обложки монтажный клей выходил за свободные края вертикальных плеч и над этими свободными краями.
Такой способ позволит изготавливать переплетную папку согласно изобретению.
Вышеупомянутые две полоски монтажного клея размещены таким образом, что они будут расположены сразу под свободными концами вертикальных плеч подковообразного профиля.
Затем оба элемента переплетной папки, т.е. обложка и подковообразный профиль, собираются вместе посредством размещения подковообразного профиля в задней части обложки.
Этот сборочный узел может быть помещен в подковообразную форму или аналогичную форму с помощью пресса, чтобы протолкнуть подковообразный профиль внутрь и напротив задней части обложки, в результате чего обложка складывается вокруг подковообразного профиля.
Монтаж этого сборочного узла должен выполняться сразу после нанесения монтажного клея на обложку и в период времени до схватывания монтажного клея.
С намерением лучше показать характеристики изобретения, несколько предпочтительных вариантов осуществления изобретения переплетной папки в соответствии с изобретением описаны ниже в качестве примера без какого-либо ограничивающего характера со ссылкой на прилагаемые чертежи, на которых:
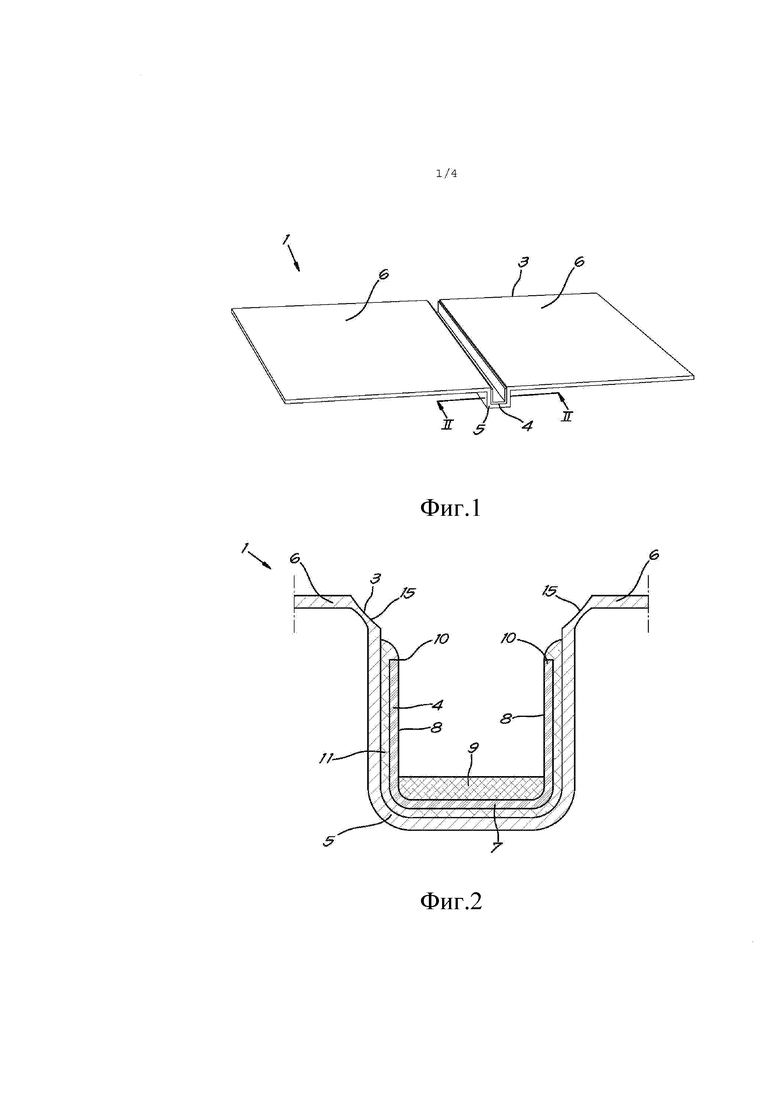
на фиг.1 схематично показан вид в перспективе переплетной папки в соответствии с настоящим изобретением;
на фиг.2 схематично показано поперечное сечение по линии II-II на фиг. 1;
на фиг.3 схематично показано поперечное сечение фигуры 2, но с переплетённой пачкой листов;
на фиг. 4 показан альтернативный вариант осуществления изобретения по фиг. 2;
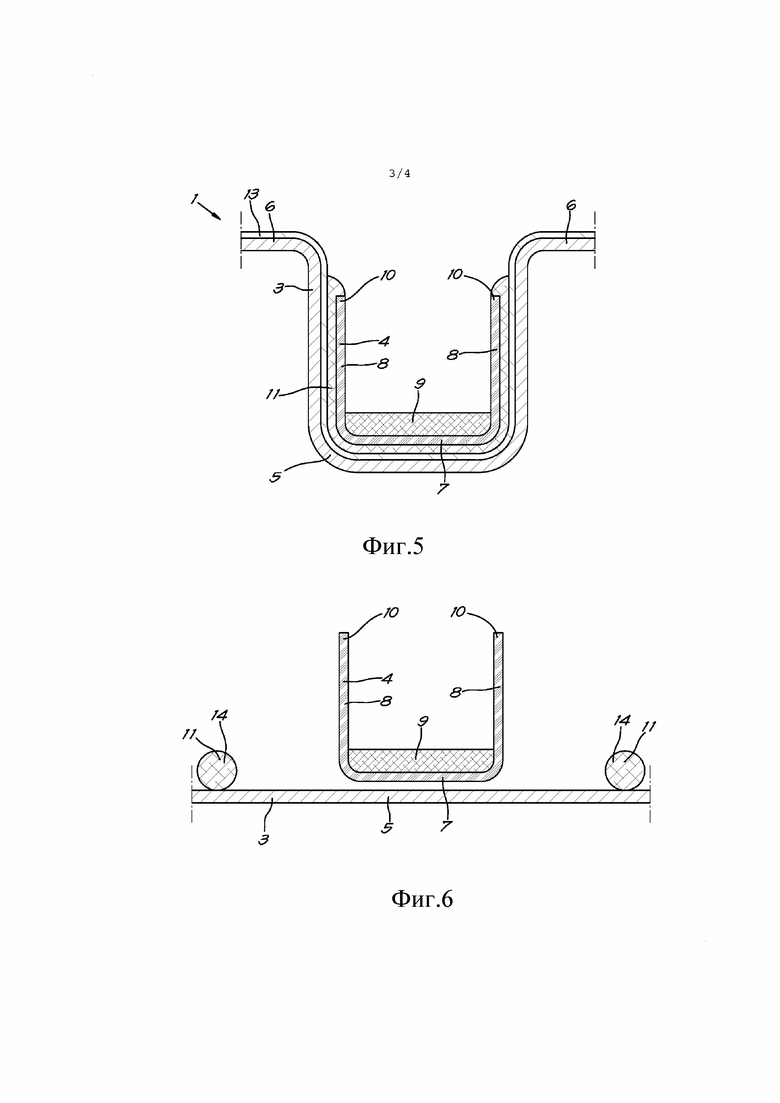
на фиг. 5 показан другой альтернативный вариант осуществления по фиг.2;
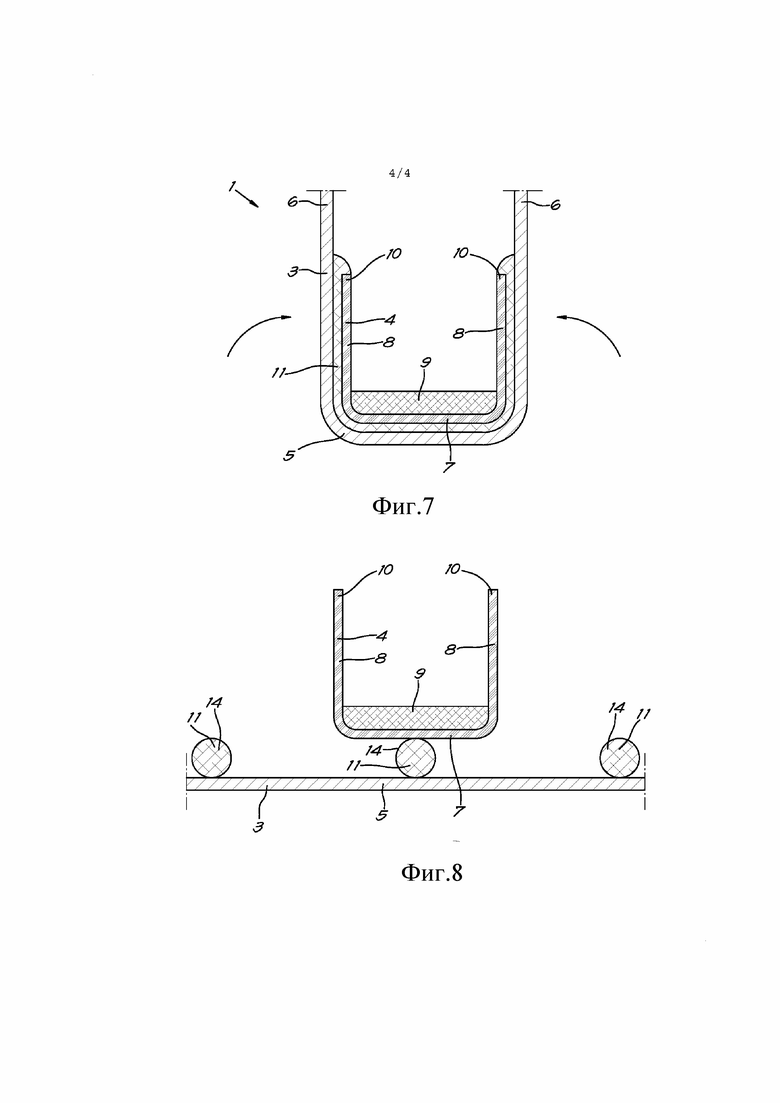
на фиг. 6-8 схематично показан способ изготовления переплетной папки согласно настоящему изобретению.
Переплетная папка 1 для переплета пачки листов 2 согласно изобретению, показанная на фиг. 1, в основном состоит из сплошной обложки 3 и подковообразного профиля 4.
Сплошная обложка 3 содержит корешок 5 с двумя прикрепленными к нему форзацами 6. Другими словами, корешок 5 и два форзаца 6 составляют единое целое.
Обложка 3 изготавливается, например, из пластика, такого как, например, полиэтилен или полиэтилентерефталат.
Подковообразный профиль 4 изготовлен из теплопроводящего материала, который нанесен на корешок 5 обложки 3.
Предпочтительно, этот теплопроводный материал является металлом, например, таким как сталь.
Подковообразный профиль 4 содержит основание 7 и два вертикальных плеча 8.
Основание 7 в этом случае является плоским, но также может быть изогнутым.
Как ясно показано в поперечном сечении на фиг. 2, переплетный клей 9 в виде термоплавкого клея вносится в профиль 4.
С использованием этого переплетного клея 9, пачка листов 2 может быть связана в переплетной папке 1 посредством расплавления переплетного клея 9.
Переплетный клей 9 предпочтительно наносится по меньшей мере на основание 7 подковообразного профиля 4.
Не исключено, что переплетный клей 9 наносится также (на часть) вертикальных плеч 8 профиля 4.
Кроме того, также возможно, что не всё основание 7 обеспечивается переплетным клеем 9, а только его часть.
В этом случае, но не обязательно, подковообразный профиль 4 выполнен таким образом, что свободные края 10 плеч 8 могут складываться навстречу друг другу.
Это обеспечивает преимущество, заключающееся в том, что при одинаковом размере корешка или ширине корешка несколько толщин пачек листов 2 могут быть переплетены с учетом того факта, что при использовании более тонких пачек 2 разница между толщиной пачки 2 и шириной профиль 4 может быть легко скомпенсирована с помощью прижимания плеч 8 в направлении друг к другу до самых крайних листов пачки 2, в результате чего открытый зазор пользователь не сможет увидеть.
Таким образом, одна ширина корешка переплетной папки 1, согласно настоящему изобретению, может заменить, например, пять корешков другой ширины традиционной термической переплетной папки, в результате чего нужно хранить меньше материала.
Согласно изобретению подковообразный профиль 4 вставляется в корешок 5 обложки 3 с использованием монтажного клея 11 между вертикальными плечами 8 подковообразного профиля 4 и корешком 5 обложки 3.
В соответствии с изобретением монтажный клей представляет собой не активируемый повторно клей, такой как, например, полиуретановый клей или клей PUR.
Это обеспечивает преимущество, заключающееся в том, что он не может быть активирован непреднамеренно при плавлении переплетного клея 9 при переплете пачки листов 2.
Кроме того, клей PUR имеет длительное время схватывания, а это значит, что обеспечивается достаточный период времени, чтобы закрепить подковообразный профиль 4 в обложке 3.
Как показано на фиг. 2, этот монтажный клей 11 выходит за пределы свободных краев 10 вертикальных плеч 8, при этом монтажный клей 11 проходит над этими свободными краями 10.
Таким образом, свободные края 10 покрываются монтажным клеем 11.
Хотя это не является обязательным для изобретения, в показанном примере обложка 3 наклеена на подковообразный профиль 4 по всей или практически по всей внешней поверхности этого подковообразного профиля 4.
Это обеспечивает преимущество, заключающееся в том, что подковообразный профиль 4 прочно прикреплен к обложке 3 и даже в случае частого использования не может отсоединиться.
Также возможно, что монтажный клей 11 находится только на уровне вертикальных плеч 8 профиля 4, например, когда применяется монтажный клей 11 с очень сильной прочностью клеевого соединения, или в том случае, когда переплетная папка 1 не будет интенсивно или часто открываться.
Использовать переплетную папку 1 очень просто, как описано в дальнейшем.
При нагревании корешка 5 обложки 3 переплетный клей 9 будет превращаться в жидкость.
Поскольку подковообразный профиль 4 изготовлен из теплопроводного материала, тепло будет быстро проникать от обложки 3 через профиль 4 и достигать переплетного клея 9.
Поскольку монтажный клей 11 является не активируемым повторно клеем, он не станет мягче и не начнет плавиться.
Когда переплетный клей 9 находится в жидком состоянии, пачка листов 2 может вставляться в корешок 5.
При охлаждении переплетный клей 9 будет затвердевать, и листы пачки 2 будут переплетены в переплетной папке 1, как показано на фиг. 3.
Возможно, свободные края 10 вертикальных плеч 8 подковообразного профиля 4 могут быть сложены в направлении друг к другу, если пачка листов 2 тоньше, чем ширина корешка переплетной папки 1.
На фиг. 4 показана разновидность варианта согласно фиг. 2, в этом случае бумажный слой 12 покрывает или наклеивается на внутреннюю часть подковообразного профиля 4.
Это обеспечивает преимущество, заключающееся в том, что внутренняя часть подковообразного профиля 4 также защищена от ржавчины.
Как показано на фиг. 4, на этот бумажный слой 12 наносится переплетный клей 9.
Понятно, что этот бумажный слой 12 может быть реализован различными способами и с различными разновидностями бумаги.
Также возможно, что слой 12 является пластиком вместо бумаги.
На фиг. 5 показан второй вариант осуществления изобретения по фиг. 2, причём в этом случае обложка 3 выполнена из картона.
Поскольку волокна картона при использовании переплетной папки 1 будут отделяться от картона, даже при очень компактном картоне, подковообразный профиль 4 будет отделяться от обложки 3, поскольку монтажный клей 11 будет отделяться от обложки 3 вследствие наличия отделяемых волокон.
Поэтому в данном случае обложка 3 с внутренней стороны, то есть с той стороны, на которую накладывается подковообразный профиль 4, ламинируется слоем пластика 13.
Таким образом, монтажный клей 11 не может отделяться от отделяемых волокон.
Слой пластика 13 может быть, например, слоем из поливинилхлорида, ПВХ или полиэстера.
Ламинирование обложки 3 слоем пластика 13, конечно, также может дополнительно производиться с наружной стороны.
Это также возможно применять в обложке 3, которая изготовлена не из картона. Предпочтительно, каждая обложка 3 изготовлена из волокна или волокнистого материала и ламинировано слоем 13 пластмассы.
Способ изготовления переплетной папки 1 по фиг. 1 в соответствии с изобретением показан на фиг. 6 и 7.
Старт процесса представляет собой плоскую сплошную обложку 3, состоящую из корешка 5 и двух форзацев 6.
Плоская обложка 3 означает, что корешок 5 является плоским и что форзацы 6 проходят по продолжению корешка 5 по обе стороны от корешка 5.
Затем монтажный клей 11, например, полиуретановый клей (PUR) наносится на внутреннюю часть обложки 3.
Монтажный клей 11 наносится в виде двух или более полос 14, проходящих на расстоянии друг от друга и параллельно или приблизительно параллельно друг другу на корешке 5 обложки 3. Не исключено, что может быть более чем две полосы 14.
Полосы 14 предпочтительно будут накладываться на обложку 3 на расстоянии друг от друга, соответствующем местоположениям свободных краев 10, когда корешок 5 складывается вокруг профиля 4.
Как показано на фиг. 6, полосы 14 имеют круглое поперечное сечение, другими словами, полосы 14 имеют цилиндрическую форму. Для изобретения это не является обязательным, полосы 14 также могут иметь прямоугольное поперечное сечение.
Затем в корешок 5 обложки 3 кладут подковообразный профиль 4, изготовленный из теплопроводящего материала.
Это также схематично показано на фиг. 6.
В этот профиль 4 уже внесен переплетный клей 9.
Затем складываются форзацы 6 обложки 3 таким образом, чтобы корешок 5 обложки 3 был загнут вокруг подковообразного профиля 4 и упирался в него, как показано на фиг. 7.
Предпочтительно, обложка 3 также прижимается к подковообразному профилю 4, в результате чего может быть получена хорошая адгезия.
Предпочтительно корешок 5 обложки 3 прижимается к профилю 4 до тех пор, пока монтажный клей 11 не затвердеет, например по меньшей мере на 50%, а еще более предпочтительно - по меньшей мере на 75%.
Необходимо следить за тем, чтобы количество монтажного клея 11, наносимого на внутреннюю часть обложки 3, было выбрано таким образом, чтобы после складывания и прижимания обложки 3 монтажный клей 11 выходил за пределы свободных краев 10 вертикальных плеч 8 профиля 4 и проходил над этими свободными краями 10.
При желании затем на обложке 3 можно сделать линию 15 сгиба, линию складки, или штампованную линию, чтобы определить форзацы 6 и линию сгиба, по которой они могут быть согнуты при открывании, таким образом формируется переплетная папка 1, как показано на фиг. 1 и 2.
Таким способом получается переплетная папка 1 согласно изобретению.
Предпочтительно, вышеупомянутый подковообразный профиль 4 изготавливается посредством отделения от листа теплопроводного материала, при этом бумажный слой 12 покрывает или наклеивается по необязательному выбору по меньшей мере на одну сторону листа 12.
Затем наносится переплетный клей 9 в виде термоплавкого клея.
После этого листу можно придать форму подковообразного профиля 4, в результате чего переплетный клей 9 находится на внутренней стороне сформированного таким способом подковообразного профиля 4.
Такой подковообразный профиль 4 может вставляться в переплетную папку 1 и реализовывать способ согласно изобретению.
На фиг. 8 показан альтернативный способ изготовления переплетной папки 1.
В этом случае монтажный клей 11 наносится в виде трех полос 14 на расстоянии друг от друга, параллельно или приблизительно параллельно друг другу на корешке 5 обложки 3.
Две самые крайние полоски 14 накладываются в том же месте, что и на фиг. 6, т.е. в соответствии с местоположениями свободных краев 10, когда корешок 5 складывается вокруг профиля 4.
Третья полоса 14 размещается между двумя крайними полосами 14, что соответствует местоположению основания 7 профиля 4.
При складывании форзацев 6 обложки 3, корешок обложки 3 складывается вокруг подковообразного профиля 4 и упирается в него.
Три полосы 14 монтажного клея 11 будут зажаты между обложкой 3 и профилем 4, таким образом между ними образуется непрерывный слой монтажного клея 11, в результате чего монтажный клей 11 будет выходить за пределы свободных краев 10 вертикальных плеч 8 профиля 4.
Третья полоса 14 будет обеспечивать отсутствие зазора между двумя прижатыми крайними полосами 14 и отсутствие воздуха между подковообразным профилем 4 и обложкой 3. Таким образом, гарантирован хороший контакт между обложкой 3 и профилем 4 с помощью монтажного клея 11.
Следует избегать наличия воздуха между подковообразным профилем 4 и обложкой 3, поскольку это ограничит перенос тепла при нагревании переплетной папки 1, чтобы расплавить переплетный клей 9.
Это может привести к недостаточному расплавлению переплетного клея 9, в результате чего переплет пачки листов 2 не может быть выполнен правильно или достаточно хорошо. Для хорошего крепления пачки листов 2 в профиле 4 переплетный клей 9 должен полностью расплавиться.
Следовательно, наличие зазора без монтажного клея 11 между основанием 7 профиля 4 и задней стороной 5 обложки 3, т.е. наличие воздуха между основанием 7 профиля 4 и задней стороной 5 обложки 3 следует избегать.
Применяя накладывание третьей полосы 14, можно избежать образования этого зазора. Когда такого зазора нет, можно гарантировать хороший перенос тепла или теплопроводность.
Настоящее изобретение никоим образом не ограничивается вариантами осуществления изобретения, описанными в качестве примера и показанными на чертежах, но переплетная папка в соответствии с изобретением и способ изготовления такой переплетной папки могут быть реализованы в соответствии с различными вариантами без отклонения от объема изобретения.

Изобретение относится к переплетной папке для переплета пачки листов. Переплетная папка содержит обложку с корешком и два форзаца. На корешок накладывается подковообразный профиль из теплопроводного материала. Подковообразный профиль содержит основание и вертикальные плечи. В подковообразном профиле переплетный клей вносится в виде термоплавкого клея. Подковообразный профиль вставляется в корешок с помощью монтажного клея между вертикальными плечами подковообразного профиля и корешком обложки. Монтажный клей выходит за пределы свободных краев вертикальных плеч и над этими свободными краями. В результате предотвращается опасность травмирования острыми краями и углами папки. 2 н. и 10 з.п. ф-лы, 8 ил.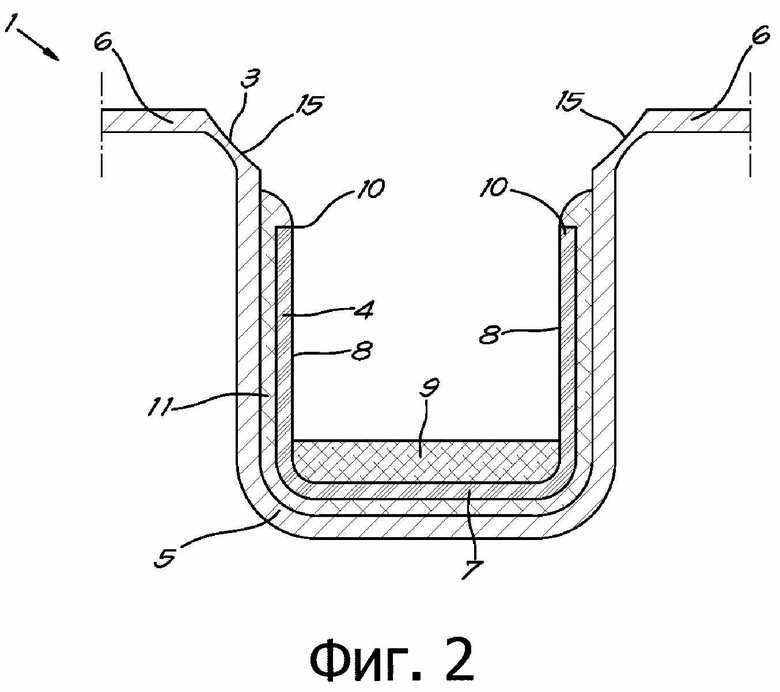
1. Переплетная папка для переплета пачки листов (2), при этом переплетная папка (1) содержит сплошную обложку (3) с корешком (5) и два форзаца (6), причём на корешок (5) наложен подковообразный профиль (4) из теплопроводного материала, при этом подковообразный профиль (4) содержит основание (7) и вертикальные плечи (8) и в подковообразном профиле (4) переплетный клей (9) нанесен в виде термоплавкого клея, отличающаяся тем, что подковообразный профиль (4) вставлен в корешок (5) с помощью монтажного клея (11) между вертикальными плечами (8) подковообразного профиля (4) и корешком (5) обложки (3), в результате чего этот монтажный клей (11) выходит за пределы свободных краев (10) вертикальных плеч (8) и над этими свободными краями (10), при этом монтажный клей (11) представляет собой неактивируемый повторно клей, такой как полиуретановый клей.
2. Папка по п. 1, в которой подковообразный профиль (4) выполнен из металла, например стали.
3. Папка по п. 1 или 2, отличающаяся тем, что переплетный клей (9) нанесен по меньшей мере на основание (7) подковообразного профиля (4).
4. Папка по любому из пп. 1-3, отличающаяся тем, что обложка (3) выполнена из картона, пластика или ламинированной фольги.
5. Папка по любому из пп. 1-4, отличающаяся тем, что обложка (3) ламинирована изнутри слоем пластика (13), например, такого как слой поливинилхлорида или полиэстера.
6. Папка по любому из пп. 1-5, отличающаяся тем, что она содержит бумажный слой (12), который покрывает подковообразный профиль (4) или наклеивается на внутреннюю часть подковообразного профиля (4).
7. Папка по любому из пп. 1-6, отличающаяся тем, что подковообразный профиль (4) выполнен таким способом, что свободные края (10) вертикальных плеч (8) выполнены таким образом, что их можно складывать в направлении друг к другу.
8. Папка по любому из пп. 1-7, отличающаяся тем, что обложка (3) наклеена на подковообразный профиль (4) по всей или практически по всей внешней поверхности этого подковообразного профиля (4).
9. Способ изготовления переплетной папки (1) по любому из пп. 1-8, отличающийся тем, что он включает в себя следующие этапы:
- обеспечение наличия плоской сплошной обложки (3), состоящей из корешка (5) и двух форзацев (6);
- нанесение монтажного клея (11) на внутреннюю часть обложки (3) в виде двух или более полос (14), проходящих на расстоянии друг от друга и параллельных или приблизительно параллельных друг другу в корешке (5) обложки (3);
- размещение подковообразного профиля (4) из теплопроводного материала в корешке (5) обложки (3), при этом подковообразный профиль (4) включает в себя основание (7) и вертикальные плечи (8), при этом на подковообразный профиль (4) наносят переплетный клей (9) в виде термоплавкого клея;
- складывание форзацев (6) обложки (3) таким образом, чтобы корешок (5) обложки (3) загибался вокруг подковообразного (4) профиля и упирался в него;
при этом количество монтажного клея (11), которое наносят на внутреннюю часть обложки (3), выбирают таким образом, чтобы после складывания обложки (3) монтажный клей (11) выходил за пределы свободных краев (10) вертикальных плеч (8) и выходил над этими свободными краями (10).
10. Способ по п. 9, отличающийся тем, что после этапа складывания форзацев (6) в направлении вверх корешок (5) обложки (3) прижимают к подковообразному профилю (4), в результате чего достигается хорошая адгезия.
11. Способ по п. 9 или 10, отличающийся тем, что подковообразный профиль (4) изготавливают посредством отделения от листа теплопроводящего материала, при этом используют бумажный слой (12), который покрывает или приклеивается, по необязательному выбору, на по меньшей мере одну сторону листа, при этом впоследствии на эту сторону наносится переплетный клей (9) в виде термоплавкого клея, после чего лист формируется в подковообразный профиль (4), в результате чего термоплавкий клей (9) находится с внутренней стороны подковообразного профиля (4).
12. Способ по любому из пп. 9-11, отличающийся тем, что наносят три полосы (14) монтажного клея (11), при этом одну полосу (14) помещают на местоположение обложки (3), соответствующее местоположению основания (7) подковообразного профиля (4).
| WO 2010061266 A2, 03.06.2010 | |||
| СПОСОБ СКРЕПЛЕНИЯ ПАЧКИ НЕСБРОШЮРОВАННЫХ ЛИСТОВ ИЛИ ПОДОБНОГО, А ТАКЖЕ ИСПОЛЬЗУЕМЫЕ ПРИ ЭТОМ СКРЕПЛЯЮЩИЙ ЭЛЕМЕНТ, ФОРЗАЦ ИЛИ ПЕРЕПЛЕТ | 2006 |
|
RU2393964C2 |
| КНИГА В ПЕРЕПЛЕТЕ | 1996 |
|
RU2104160C1 |
| WO 2015079299 A1, 26.11.2013. | |||

