Изобретение относится к программно-контролируемому производству обложек для отдельных книг и малотиражных изданий с форматами, изменяемыми от книги к книге, с использованием станка для производства обложек для книг с отдельно разработанными и полностью автоматически регулируемыми отдельными компонентами.
Станки и системы для производства обложек для книг в жестком переплете с обложками известны из уровня техники, при помощи которых обложки для книг с одинаковыми размерами изготавливаются с использованием идентичных по формату заготовок, выполненных из картона или плотной бумаги для переплетного картона и вставки корешка, а также соответствующего переплетного покровного материала. Соответственно строгие правила по настройке станка необходимо менять при каждой смене формата обложки книги, что приводит к прерыванию процесса производства, и для адаптации к новому формату должны быть выполнены ручная или автоматическая настройки станка. Это приводит к продолжительному процессу настройки станка, практически означающему, что автоматическое производство отдельных книг и малотиражных изданий не является ни технически, ни экономически целесообразным на таких станках или системах, которые ввиду строгого требования к формату книжных обложек исключительно подходят только для массового производства книг в большом количестве. Относительно частая переустановка подобных известных станков для производства в большом количестве влечет дополнительный недостаток в том, что приходится учитывать бракованные копии из-за пуска станка, также поэтому производство отдельных копий малотиражных изданий, в частности в случае с книжным переплетным покровным материалом с печатными изображениями, которые изменяются от одной копии к следующей, как в случае с фотокнигами, не обсуждается.
Целью данного изобретения является обеспечение способа и устройства для автоматического производства отдельных книг и малотиражных изданий с изменяющейся печатной обложкой с различными размерами формата и печатным изображением в книжных переплетных покровных материалах, которые изменяются от книги к книге, в частности фотокниг, которые могут быть изготовлены с минимальной потребностью в персонале и с соответствующей низкой стоимостью, равно как и с минимальной потребностью времени.
Согласно изобретению, данная цель достигается при помощи способа, где текстовый блок, обложка и переплетный покровный материал, равно как и их составные части, изготавливают на основании идентичных данных, и что обложка книги, текстовый блок и переплетный покровный материал автоматически подгоняются друг к другу так, что определенная обложка книги прикрепляется к определенному переплетному покровному материалу в программно-управляемом процессе.
Способ согласно данному изобретению характеризуется следующим: данные книги, подлежащей переплету в желаемом формате, получают и вводят в программное обеспечение, а затем помещают в каталог, при этом отдельные элементы обложки книги, основанные на этом вводе данных, обрезают до размера, соответствующего формату, выравнивание для обрезки выбирают посредством соответствующей настройки попарно расположенных режущих ножей, переплетные покровные материалы приспособлены к форматам обложек книг, а вставки корешков обработаны клеем, при этом проклеенный переплетный покровный материал фиксируют на его внешней стороне, перемещают и сворачивают на расположенные в зависимости от формата картонных листах (переплетный картон) и машинный картон (вставки корешков), при этом отдельные элементы обложки книги, прикрепленные к переплетному покровному материалу посредством склеивания, всасывают вместе вверх и перемещают в установку загибки углов, затем форзац наносят на обложки книги в станке, форзац обрезают по заданному размеру в виде соединения между текстовым блоком и обложкой книги в качестве крепления для капталов и наносят посредством термического склеивания и как целый блок точно помещают на обложку книги и одновременно формируют фальц переплетного покровного материала, и пустое место формируется в направлении вставки корешка для компенсации напряжений, возникающих между текстовым блоком и обложкой, когда книга закрыта.
Дальнейшие варианты осуществления изобретения изложены в зависимых пунктах формулы.
Обычно заготовки, например переплетные покровные материалы или рулоны, используют из магазина. Пачка заготовок включает разнообразный дизайн и размеры переплетных покровных материалов, предпочтительно в DIN формате, каждый из признаков представляет идентифицирующий ключ в виде набора данных, номера изделия и т.д. Эти данные вводят и хранят в компьютере вместе с поступающим заказом и включают все соответствующие данные по книге, подлежащей переплету, включая DIN формат. Данные вводят в программное обеспечение, заносят в каталог и при необходимости извлекают с помощью идентифицирующего ключа в компьютере. Эти данные отдельно уточняют и сопровождают весь процесс для каждой заготовки и для каждой обложки книги и т.д. и каждая часть, подлежащая соединению с обложкой книги, содержит эти данные. Идентифицирующий ключ для данных может быть воплощен, например, в качестве штрихкода, элемента радиочастотной идентификации, маркировки и т.д. и может быть присвоен каждому подэлементу и каждому этапу процесса.
Ввод данных для производства обложки книги в программное обеспечение предпочтительно происходит во время размещения заказа. Данные относятся к размерам обложки, переплетного покровного материала, форзаца и т.д. Эти данные помещают в каталог и группируют как маркировку данных на обложке книги, поэтому они сопровождают обложку книги на пути ее прохождения через отдельные установки и их считывают для подготовки каждого этапа обработки, для контроля и координирования необходимых точных установок и подачи отдельных элементов, регулировки и активации режущих ножей, нанесения клея, помещения желаемого переплетного покровного материала, загибки углов и краев, поставки, подачи и размещения форзаца и т.д. Факультативно обрезка обложки книги до различного размера может быть выполнена путем отдельного этапа внешней программы, например, в отдельном цикле процесса производства, если на то имеются специальные обстоятельства или причины. В коммерчески доступных станках для изготовления отдельных книг и малотиражных изданий переплетные покровные материалы для книг до сих пор печатали только с использованием цифровых машин на бумаге, имеющей постоянный формат, в этом случае переплетные покровные материалы для книг должны были быть соответствующим образом приспособлены к размерам книги. Это значит, что размеры заготовки цифровых машин должны быть приспособлены при переходе от книги с определенным форматом к книге с другим форматом или другими размерами. В случае с совсем небольшими изданиями или отдельными томами это приводит к значительным затратам материала и труда, поэтому требуемое время и стоимость являются настолько высокими, что изготовление отдельных книг является целесообразным.
Напротив, способ и устройство согласно изобретению не требует вмешательства в процесс производства для изменения формата обложки книги, переплетных покровных материалов и форзацев, поскольку отдельные установки и их взаимодействие автоматически приспосабливают различные размеры обложки книги, подлежащей изготовлению, с каждым циклом процесса производства.
Таким образом, изобретение делает возможным экономичное изготовление отдельных книг, особенно фотокниг с различным печатными обложками, а также малотиражных изданий, которые соответствуют качеству книг, изготовленных вручную, и которые в случае отдельного изготовления, а также при выполнении малотиражных изданий могут быть изготовлены способом, являющимся как простым, так и выгодным, поскольку каждая обложка книги является уникальной, в котором текстовый блок, обложка и переплетный покровный материал изготовлены на основе одинаковых данных, полученных от программного обеспечения.
В дальнейшем описание изобретения основано на примерном варианте осуществления со ссылкой на графические материалы.
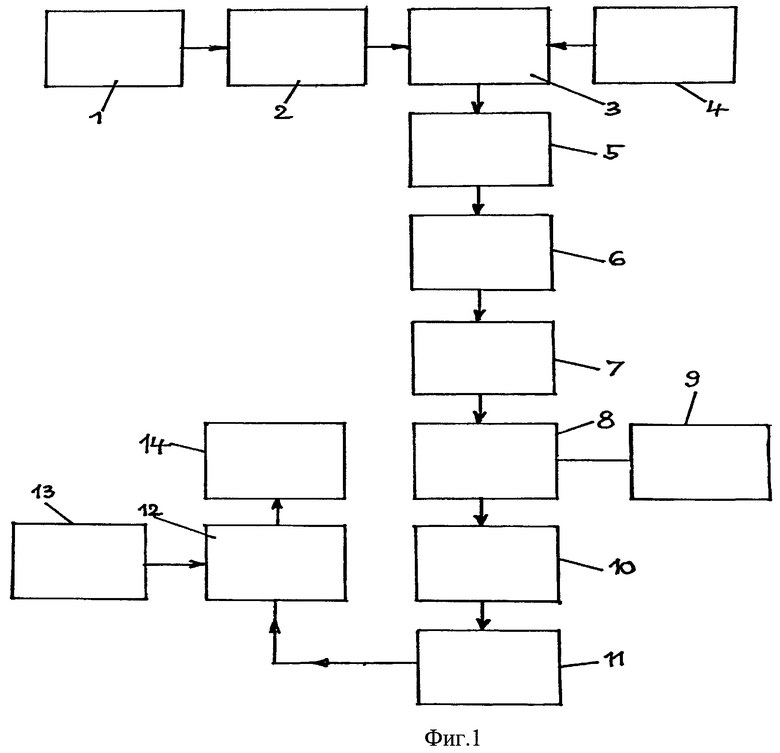
На фиг.1 в виде блок-схемы показан процесс согласно изобретению в виде последовательных рабочих этапов для механического изготовления обложек для отдельных книг и малотиражных изданий,
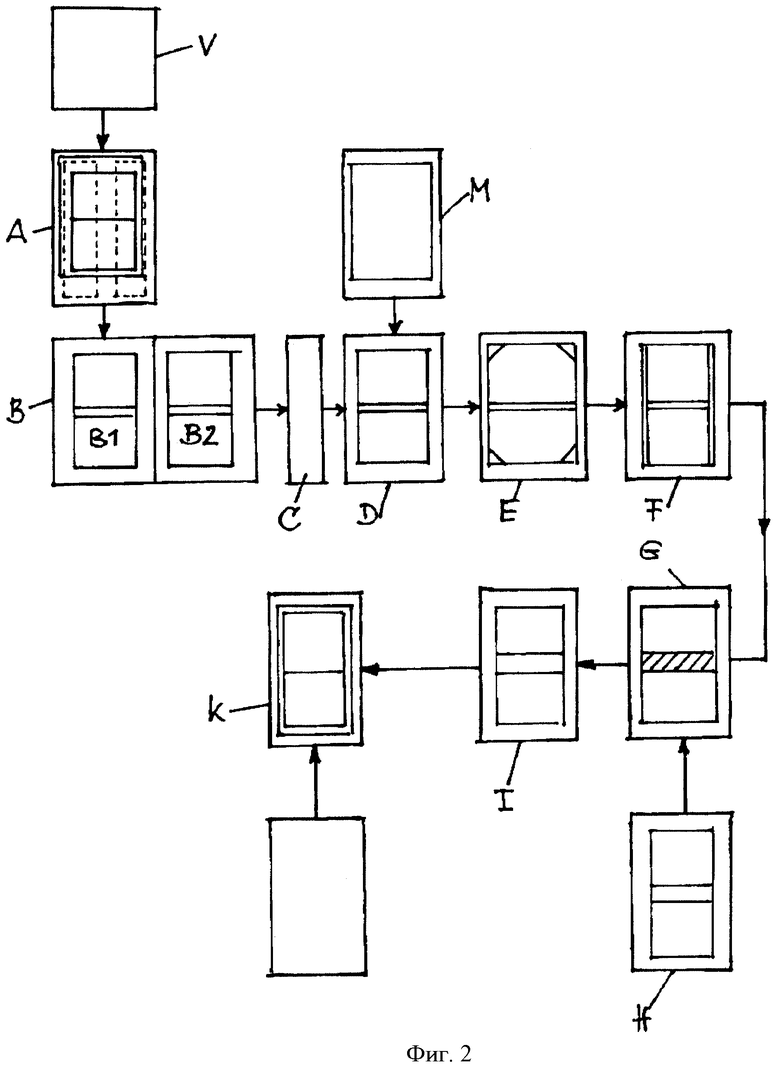
На фиг.2 в виде блок-схемы показаны отдельные установки, на которых этапы обработки выполняют с обложками с разными размерами формата.
Согласно фиг.1, на этапе 1 обработки данные для соответствующей обложки для книги для переплета получают во время размещения заказа и на этапе 2 вводят в программное обеспечение и вносят в каталог, так что данная информация интегрирована в переплетный покровный материал в виде маркировки данных для чипов или данных для элементов радиочастотной идентификации и может быть считана в любое время для выполнения этапов обработки. На этапе 3 обработки обложки книги обрезают до индивидуально определенного размера. Во время выполнения этого этапа обложки, которые взяты на этапе 4 из рулонов или форматов листа, вставляют вручную или автоматически в производственный цикл в соответствии с печатными метками, интегрированными на обложке книги, и точно фиксируют на режущей поверхности. Поставку и подачу обложек выполняют, к примеру, присасывающими устройствами, сконструированными в виде параллельных двойных лент, которые точно размещают обложку книги на основании печатных меток на обложках книги. Для точной обрезки обложки книги на этапе 5 помещают на режущую поверхность, выровненные с соответствующими рейками, и на этапе 6 обрезают по заданному размеру последовательно с продольных боков и поперечных боков при помощи блоков режущих ножей. На этапе 7 слой клея наносят посредством вращающейся верхней стороны клеемазальной машины и на обложку, смазанную таким образом клеем, наносят на этапе 8 переплетный покровный материал на внешнюю сторону обложки и сворачивают посредством прессующих валиков в зависимости от формата размещенной обложки книги и вставки корешка, так что покровный переплетный материал, точно поданный из магазина 9, может быть свернут и прикреплен к обложке посредством склеивания на этапе 10. Затем обложку, таким образом почти завершенную, поворачивают посредством пневматических захватов передаточных валиков, а углы покровного переплетного материала, а также края последовательно загибают на этапе 11, и на этапе 12 прикладывают форзацы, которые точно помещают посредством обрезки и подачи на этапе 12 на обложку книги посредством термического склеивания. Форзацы, которые вырезаны по заданному размеру из материалов для оклейки корешков текстовых блоков, чтобы соединить текстовый блок с обложкой, а также из материала заклейки корешка блока, изготовленного из бумаги в качестве крепления для капталов, могут быть введены в процесс на этапе 13 извне, вручную или автоматически. Затем на этапе 14 фальц переплетного покровного материала и пустое место около вставки корешка формируются для компенсации напряжений, возникающих между текстовым блоком и обложкой книги при закрытии книги. Затем готовую обложку переносят на этап 15 и на этапе 16 текстовый блок вставляют в обложку книги.
На блок-схеме фиг.2 показана конструктивная схема устройства согласно изобретению для автоматического изготовления обложек для малотиражных изданий с разными размерами формата. Данные обложек книг, подлежащих изготовлению, как для отдельных копий, так и для малотиражных изданий с постоянно меняющимися размерами формата вводят в соответствии с размерами обложки книги, например форматом заготовки, покровного переплетного материала, размером формата и т.д., а также форзацами и т.д. для каждой книги в программное обеспечение и извлекают во время изготовления посредством маркировок, печатных меток и т.д. на соответствующей обложке. Заготовки обложки или переплетный картон подают в печатном виде из установки поставки V, вводят в установку А и помещают для процесса обрезки. Ввод выполняют посредством устройства транспортировки, на котором обложки зафиксированы при помощи вакуумной системы, факультативно при помощи ремней вывода бумаги. Из установки А подачи обложки или переплетный картон помещают при помощи ремней вывода бумаги и т.д. на стол для резки резательной секции В и, точно размещенные, последовательно обрезают по заданному размеру посредством перфорирующих или режущих устройств в поперечном направлении с двух параллельных боков в В1, а затем в продольном направлении также с двух параллельных боков в В2. Перфорирующие или режущие устройства В1, В2 предпочтительно являются регулируемыми по высоте ножами, вертикальными относительно поверхности обложки, и оснащены переключаемыми встречными ножами для соответствующей передней и задней резки в одном направлении формата; точную резку двух оставшихся краев формата, выступающих перпендикулярно первому направлению формата, выполняют посредством смены направления движения формата во втором, практически идентичном режущем устройстве.
Таким образом, переплетный картон, порезанный по заданному размеру, далее перемещают в установку С нанесения клея, в которой вращающийся валик для нанесения клея опускают на переплетный картон для нанесения клея на поверхность обложки или наносят клей точками при вращении валика.
Переплетный картон, обработанный клеем, перемещают под валиком для нанесения клея в следующую обрабатывающую установку D, в которой вставку корешка соединяют с переплетным картоном. Данную вставку корешка факультативно подают в виде вырезанной части из магазина М и помещают вручную на переплетный картон или автоматически подают из магазина к переплетному картону в размещающую установку и фиксируют на внешней стороне соответствующих печатных обложек при помощи пневматических захватов или передаточных валиков, поднимают и накатывают на расположенный в зависимости от формата переплетный картон посредством прессующих валиков. Отдельные элементы обложки, присоединенные к переплетному покровному материалу посредством склеивания, теперь приподняты вместе и перемещают далее. Для дальнейшей обработки таким образом почти завершенную обложку направляют в установку загибки углов Е и углы загибают по диагонали, а затем все четыре края формата загибают и склеивают посредством предварительно нагретых прессующих реек в обрабатывающей установке F, так что таким образом к почти готовым обложкам в станке могут быть непосредственно поданы форзацы.
Это происходит в установке G. Форзацы изготовлены из материалов для заклейки корешка текстового блока, а именно из шарнирного материала, крафт-бумаги или ткани, а также материала для заклейки корешка, изготовленного из бумаги в качестве крепления для капталов. Готовые форзацы точно наносят на обложку посредством термического склеивания. В то же время в переплетном покровном материале формируется фальц, оставляя пустое место для вставки корешка с тем, чтобы компенсировать напряжения, возникающие между текстовым блоком и обложкой при закрытии книги. Форзац подают в установку G в виде оконченной заготовки из наружной установки поставки Н и приклеивают к обложке. Затем готовую обложку перемещают в размещающую установку I. В установке К помещают текстовый блок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления переплетной крышки и устройство для его осуществления | 1990 |
|
SU1757915A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСТАВКИ ДЛЯ КНИЖНОГО ПЕРЕПЛЕТА И ДОКУМЕНТА В ВИДЕ КНИЖКИ, А ТАКЖЕ ВСТАВКА ДЛЯ ПЕРЕПЛЕТА И ДОКУМЕНТ В ВИДЕ КНИЖКИ | 2004 |
|
RU2340942C2 |
| СПОСОБ ОБРАБОТКИ МАЛООБЪЕМНЫХ ИЗДАНИЙ | 1971 |
|
SU302259A1 |
| КНИГА В ЖЕСТКОМ ПЕРЕПЛЕТЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2283775C1 |
| Крышкоделательная машина | 2022 |
|
RU2798245C1 |
| КНИГА | 2018 |
|
RU2671181C1 |
| ПЕРЕПЛЕТНАЯ КРЫШКА ДЛЯ ПЕЧАТНОЙ ПРОДУКЦИИ | 1996 |
|
RU2150391C1 |
| Способ бесшвейного изготовления книги | 1981 |
|
SU1044469A1 |
| Крышкоделательная машина | 2022 |
|
RU2799303C1 |
| Устройство для переплетных работ | 1989 |
|
SU1719245A1 |
Изобретение относится к способу программно-управляемого производства обложек для отдельных книг и малотиражных изданий с изменяемыми размерами формата. Данные о книге, которую необходимо переплести в желаемом формате, получают и вводят в программное обеспечение и затем заносят в каталог. Отдельные элементы обложки книги обрезают до соответствующего размера. Выравнивание для обрезки выбирают посредством соответствующей настройки попарно расположенных режущих ножей. Далее переплетные покровные материалы, адаптированные к формату обложек книг и вставки корешков, покрывают клеем. Покровный материал с нанесенным слоем клея фиксируют на его внешней стороне, перемещают и сворачивают на картонных листах и машинном картоне. Отдельные элементы обложки книги всасывают вместе вверх и перемещают в установку загибки углов. Затем на обложки книг наносят форзац, при этом форзац обрезают по заданному размеру в виде соединения между текстовым блоком и обложкой книги и наносят посредством термического склеивания и как целый блок точно помещают на обложку книги и одновременно формируют фальц переплетного покровного материала. И в заключение формируют пустое место в направлении вставки корешка для компенсации напряжений, возникающих между текстовым блоком и обложкой. Предложенный способ позволяет производить отдельные книги и малотиражные издания с минимальной потребностью в персонале и затрачиваемом времени, а также с низкой стоимостью их изготовления. 2 н. и 10 з.п. ф-лы, 2 ил.
1. Способ программно-управляемого производства обложек для отдельных книг и малотиражных изданий с изменяемыми размерами формата, отличающийся тем, что текстовый блок, обложка и переплетный покровный материал и их отдельные части изготавливают, основываясь на одних и тех же данных, при этом обложку, текстовый блок и переплетный покровный материал приспосабливают друг к другу таким образом, что определенную обложку подают соответственно к соответствующему переплетному покровному материалу, при этом
a) данные о книге, которую необходимо переплести в желаемом формате, получают и вводят в программное обеспечение, и затем заносят в каталог,
b) отдельные элементы обложки книги, основанные на этих входных данных, обрезают до размера, соответствующего формату в программно-управляемом процессе,
c) выравнивание для обрезки выбирают посредством соответствующей настройки попарно расположенных режущих ножей,
d) переплетные покровные материалы, адаптированные к формату обложек книг и вставки корешков, покрывают клеем,
e) покровный материал с нанесенным слоем клея фиксируют на его внешней стороне, перемещают и сворачивают на расположенных в зависимости от формата картонных листах (переплетный картон) и машинном картоне (вставки корешков),
f) отдельные элементы обложки книги, прикрепленные к переплетному покровному материалу посредством склеивания, всасывают вместе вверх и перемещают при помощи поворота в установку загибки углов,
g) затем на станке на обложки книг наносят форзац,
h) форзац обрезают по заданному размеру в виде соединения между текстовым блоком и обложкой книги в качестве крепления для капталов, и наносят посредством термического склеивания, и как целый блок точно помещают на обложку книги, и одновременно формируют фальц переплетного покровного материала,
i) формируют пустое место в направлении вставки корешка для компенсации напряжений, возникающих между текстовым блоком и обложкой, когда книга закрыта.
2. Способ по п.1, отличающийся тем, что выбранную обложку прикрепляют к соответствующему переплетному покровному материалу посредством термического склеивания, при этом силу скрепления между текстовым блоком и обложкой книги усиливают посредством термического склеивания форзацев.
3. Способ по п.1, отличающийся тем, что отдельные элементы обложек книг полностью собирают и склеивают для определенных размеров переплетного покровного материала в программно-управляемом процессе, основанном на взаимосвязанных данных.
4. Способ по п.1, отличающийся тем, что обложки книг или переплетный картон, вставки корешков или машинный картон выполнены в виде листов или в форме рулонов, переплетный покровный материал выполнен в виде листов или в форме рулонов, капталы и переплетный покровный материал приспособлены друг к другу, а также изготовлены и собраны для готовой книги на основании программных данных.
5. Способ по п.1, отличающийся тем, что заготовку для переплетного картона, вставок корешков и переплетных покровных материалов в станке для изготовления обложки книги обрезают с различным форматом, а также тем, что для контроля режущих станков, состоящих из оборудования механической резки или систем лазерной резки, ввод и вывод данных производят посредством программного обеспечения.
6. Способ по п.1, отличающийся тем, что заготовку из переплетных покровных материалов или элементы обложки книги обрезают до необходимого размера из листов или рулонов, так что для резки может быть выбрано различное выравнивание, а режущие ножи для продольных и поперечных резок отдельных листов оснащены переключаемыми встречными ножами, так что необходимой передней и задней, а также верхней и нижней обрезки формата для производства окончательного формата можно добиться только одним основным ножом и двумя встречными ножами.
7. Способ по п.1, отличающийся тем, что после нанесения клея проклеенный переплетный покровный материал закрепляют на его внешней стороне пневматическими захватами, так что фиксацию переплетного покровного материала выполняют с использованием псевдоклеящей прорезиненной ткани или при помощи электростатического заряда и разряда для помещения проклеенного переплетного покровного материала, так чтобы использовался передаточный валик или дополнительный прессующий валик для перемещения или прессования обложки к расположенным в зависимости от формата картонным листам, а именно переплетному картону и машинному картону, а именно вставкам корешков.
8. Способ по п.1, отличающийся тем, что углы переплетных покровных материалов для книг загибают при помощи автоматически регулируемых устройств загибки углов для различных размеров формата.
9. Способ по п.8, отличающийся тем, что загибку верхнего и нижнего края формата переплетных покровных материалов для книг выполняют для различных размеров формата посредством выполненных с возможностью нагрева устройств.
10. Способ по п.1, отличающийся тем, что для вставки предварительно выполненного форзаца формируют фальц переплетного покровного материала, таким образом избегают этап надреза, и при этом пустое место остается в направлении вставки корешка для компенсации напряжений, возникающих между текстовым блоком и обложкой книги при закрытии книги.
11. Устройство для механического производства книжных обложек для отдельных книг и малотиражных изданий с изменяющимися размерами формата согласно способу по любому из пп. формулы 1-10, отличающееся тем, что включает:
a) рабочую установку для отдельной подачи и помещения заготовок обложек из подающей пачки на маршрут конвейера, при этом заготовки обложек имеют максимальный требуемый размер формата и данные для книги, относящиеся к размерам обложки и т.д., предварительно введенные и занесенные в каталог в программном обеспечении, интегрированы в заготовки обложек в виде маркировки, печатных меток и т.д.,
b) режущую установку, в которой на основании данных, хранящихся на заготовке обложки, заготовки обложек расположены точно на режущей поверхности посредством ремней вывода бумаги или подобных средств транспортировки и обрезаны по заданному размеру,
c) заготовку обложки, которая была обрезана по заданному размеру, обработана клеем в заранее установленных местах посредством вращающегося валика для нанесения клея,
d) установку переплетного покровного материала для размещения и соединения переплетных покровных материалов с покрытой клеем обложкой книги в размещающей установке,
e) устройство для поворота обложки книги с переплетным покровным материалом,
f) установку загибки углов для переплетного покровного материала,
g) расположенную ниже установку загибки краев для переплетного покровного материала,
h) подающую установку, в которой хранят заготовки для форзацев и из которой форзацы вставляются в обложку книги,
i) установку, в которой форзац, точно размещенный, присоединяют к обложке книги, и
j) размещающую установку, в которой готовую книжную обложку размещают, выводят и либо присоединяют к текстовому блоку, либо текстовый блок вставляют на отдельной установке.
12. Устройство по п.11, отличающееся тем, что для выполнения обрезки одной страницы форматов печати из цифровой машины предоставлен первый режущий станок, состоящий из регулируемого по высоте ножа с переключаемыми встречными лезвиями для соответствующей передней и задней резки в одном направлении формата, и при помощи смены направления движения формата, точную резку двух оставшихся краев формата выполняют при помощи второго идентичного режущего станка.
| DE 10355252 A1, 23.06.2005 | |||
| EP 0343522 A2, 29.11.1989 | |||
| DE 3109114 A1, 23.09.1982. |

