Изобретение относится к области обработки металлов давлением, в частности к обработке давлением труднодеформируемых марок сталей.
Известен способ термомеханической обработки листовых труднодеформируемых алюминиевых сплавов, заключающийся в предварительной обработке, деформировании в условиях сжатонапряженного состояния материала при одновременном приложении усилий растяжения со степенями деформаций, обеспечивающими выравнивание внутренних напряжений, и окончательной термообработке. В качестве труднодеформируемых берут сплавы системы алюминий-бериллий-магний. Предварительный нагрев ведут до 500-600°С, деформирование растяжением осуществляют при стабилизационной температуре 350-400°С, при этом температуру выравнивают по сечению и длине заготовки. Повторное деформирование ведут в условиях волочения при 200-250°С. Высокотемпературную термическую обработку осуществляют непрерывно, заготовку протягивают через систему нагревательных устройств (Патент RU2179598, МПК C22F 1/04, 2002 год).
Недостатками известного способа являются необходимость использования дополнительной технологической оснастки для создания растягивающих напряжений, а также сложность технологического процесса, обусловленная большим количеством переделов.
Известен способ прокатки тонких листов из труднодеформируемых титановых сплавов, включающий подготовку под прокатку пакета, состоящего из основного труднодеформируемого материала и двух плакирующих слоев, используемых в качестве технологических, его сборку, сварку, вакуумирование, формирование горячей прокаткой плакированного листа, последующую прокатку и термическую обработку листа и финишную обработку его поверхностей (Патент RU 2478448; МПК В21В 1/38, C22F1/18; 2013 год).
Недостатком указанного способа, является возможность сплющивания валков за счет повышенного изгиба, возникающего при больших усилиях прокатки, обусловленных выполнением плакирующих слоев из материала, близкого по свойствам к основному (основной слой - титановый сплав 6A14V, оболочка - нелегированный титан Gr1). Кроме того, при выборе в качестве материала плакирующего слоя, близкого по свойствам к труднодеформируемому материалу основного слоя, плакирующий слой не обеспечивает эффективного и надежного предотвращения растрескивания поверхности.
Наиболее близким по технической сущности к предлагаемому является способ листовой прокатки высокопрочных труднодеформируемых сталей в оболочке из более пластичного материала, например, низкоуглеродистой конструкционной стали или алюминиевого сплава, включающий в себя подготовку заготовки, размещение ее в оболочке из более пластичного материала, нагрев, прокатку и финишную отделку поверхностей полученного листа. (Дзугутов М.Я. Пластическая деформация высоколегированных сталей и сплавов. М.: Металлургия. 1977. 480 с.) (прототип).
Недостатком известного способа являются, во-первых, возникающие значительные по величине напряжения сдвига на границе между материалами, обусловленные более интенсивной деформацией оболочки, чем основного слоя из труднодеформируемой стали, во-вторых, при одновременной прокатке с труднодеформируемой сталью материал оболочки налипает на прокатные валки, что приводит к его отслоению. В связи с этим, известный способ имеет низкую эффективность.
Таким образом, перед авторами стояла задача разработать термомеханический способ обработки тонких листов труднодеформируемых марок сталей, обеспечивающий высокую эффективность за счет повышение качества продукции, а именно предотвращения растрескивания основного слоя и отслоения плакирующего слоя от основного слоя при прокатке.
Поставленная задача решена в предлагаемом термомеханическом способе обработки тонких листов труднодеформируемых марок сталей, включающем подготовку пакета, состоящего из основного слоя и технологической оболочки, сварку, нагрев и последующую прокатку с финишной обработкой поверхности основного слоя, в котором технологическую оболочку выполняют двухслойной: внутренний слой из сплава на основе алюминия, внешний слой из конструкционной низкоуглеродистой стали, причем нагрев ведут до температуры 600-610°С, а прокатку осуществляют со степенью обжатия 7-22% за не менее, чем 4 прохода с промежуточным подогревом до температуры 600-610°С.
В настоящее время из патентной и научно-технической информации не известен способ обработки тонких листов труднодеформируемых марок сталей, в котором технологическую оболочку выполняют двухслойной: внутренний слой из сплава на основе алюминия, внешний слой из конструкционной низкоуглеродистой стали, причем нагрев ведут до температуры 600-610°С, а термомеханическую обработку осуществляют в предлагаемых авторами условиях.
Известно, что при обработке тонких листов из труднодеформируемых марок сталей, имеющих высокие прочностные свойства в холодном и горячем состоянии и пониженную пластичность, основным ограничением является ограничение по толщине получаемого листа в горячем состоянии. Поскольку при горячей прокатке происходит теплообмен между прокатываемой заготовкой и деформирующими валками, приконтактные слои листовой заготовки охлаждаются и, тем самым, снижаются ее пластические свойства и повышаются прочностные. Кроме того, при нагреве листовых заготовок из сталей на их поверхности образуется окалина, обезуглероженный слой, возможно образование незначительных по глубине дефектов. При получении тонких полос, с толщиной менее 1,5-2 мм, указанные выше факторы приводят к непоправимому браку изделия, поэтому прокатку обычно ведут в горячем состоянии до критически допустимой толщины, а далее - в холодном состоянии, то есть без нагрева, с промежуточными отжигами с целью снятия наклепа, что значительно снижает эффективность обработки. Повысить эффективность обработки возможно, решив проблему с учетом следующих факторов, во-первых, наличия растягивающих продольных напряжений на боковой поверхности листовой заготовки, приводящих к появлению трещин - непоправимому браку; во-вторых, наличия больших усилий, возникающих при прокатке листовых заготовок из труднодеформируемых сталей, что в свою очередь приводит к повышенному продольному изгибу и сплющиванию рабочих валков. Продольный изгиб и сплющивание рабочих валков, как известно, ведет к разнотолщинности листовой заготовки в поперечном сечении, а в случае прокатке листов из труднодеформируемых сталей или сплавов, разнотолщинность может выйти за допустимые ТУ пределы. Устранение вышеприведенных факторов возможно путем применения оболочки из пластичного материала, например, алюминиевого сплава, так как позволяет уменьшить долю растягивающих напряжений на боковых поверхностях листовой заготовки из трудно деформируемой стали. Это происходит за счет того, что материал оболочки имеет меньшие прочностные свойства и, следовательно, в процессе деформации оболочка деформируется более интенсивно, чем основной слой из труднодеформируемой стали. Вследствие этого силы трения на границе с основным слоем меняются с реактивных на активные, что позволяет предотвратить уширение заготовки и появление растягивающих напряжений на ее боковой поверхности. Однако, материал оболочки из пластичного материала, как правило, имеет температуру горячей обработки значительно более низкую, чем температура горячей обработки труднодеформируемой стали, что в свою очередь приводит к большой разнице в прочностных свойствах между материалом оболочки и труднодеформируемой сталью. При их одновременной прокатке, на границе между труднодеформируемой сталью и материалом оболочки возникают значительные по величине напряжения сдвига, что приводит к отслоению оболочки и дальнейший процесс прокатки становится невозможен. Кроме того, материал оболочки, нагретый до температуры горячей обработки, при одновременной прокатке с труднодеформируемой сталью налипает на прокатные валки, что также приводит к его отслоению. В связи с чем использование оболочки из пластичного материала, например, алюминиевого сплава, имеет низкую эффективность. Возможный путь повышения эффективности использование оболочки из конструкционной низкоуглеродистой стали, имеющей повышенную твердость по сравнению с алюминиевыми сплавами. Однако, использование оболочки из конструкционной низкоуглеродистой стали не решает проблему технологических ограничений. В данном случае использованы близкие по свойствам материалы (гомологические температуры основного слоя и внешнего слоя оболочки близки), температуры их горячей обработки также близки, поэтому отслоения в процессе прокатки не происходит. Однако в процессе прокатки пакета, состоящего из труднодеформируемого материала и близкой по механическим свойствам оболочки, будет возникать большое усилие прокатки, повышенный изгиб и сплющивание рабочих валков. Кроме того, при выборе в качестве материала оболочки близкой по свойствам к труднодеформируемому материалу основного слоя, оболочка не обеспечивает эффективного и надежного предотвращения растрескивания труднодеформируемой стали. Исследования, проведенные авторами, позволили значительно повысить эффективность способа обработки тонких листов труднодеформируемых марок сталей за счет повышения качества конечного продукта. Достижение технического результата обеспечивается применением двухслойной функциональной оболочки, внутренний слой которой состоит из пластичного материала - сплава на основе алюминия, обеспечивающий «мягкую» схему напряженного состояния в листовой заготовке из труднодеформируемой стали за счет уменьшения доли растягивающих напряжений на ее боковой поверхности и предотвращения ее остывания. С точки зрения механики многослойной листовой прокатки это объясняется тем, что в начальный и конечный момент прокатки пакета, при наличии свободной поверхности в поперечном направлении, деформация концентрируется в мягком слое - он полностью выдавливается из зазора между валком и твердым материалом. При прокатке, по мере удаления свободной поверхности, выдавливанию мягкого слоя препятствуют силы трения - начинается деформация твердого слоя. Таким образом, применение пластичной оболочки позволяет предотвратить растрескивание труднодеформируемой стали, эффективно снизить требуемое усилие прокатки, изгиб и сплющивание рабочих валков. Выполнение наружного слоя технологической оболочки из более твердого по отношению к внутреннему слою оболочки материала -конструкционной низкоуглеродистой стали, позволяет предотвратить налипание пластичного внутреннего слоя оболочки на рабочие валки, ее отслоение и остывание. Причем нагрев пакета, состоящего из основного слоя и двухслойной оболочки, до температуры не выше 610°С позволяет избежать перегрева внутреннего слоя оболочки, что исключает возникновение значительных по величине напряжений сдвига. В тоже время использование промежуточного пластичного слоя между основным слоем из труднодеформируемой стали и наружным слоем из конструкционной низкоуглеродистой стали, несмотря на близость свойств основного материала и внешнего слоя технологической оболочки, позволяет увеличивать степень обжатия до 22%, исключая при этом сплющивание валков.
Предлагаемый термомеханический способ обработки тонких листов труднодеформируемых марок сталей может быть осуществлен следующим образом. Готовят пакет, состоящий из основного слоя и технологической оболочки, выполненной двухслойной: внутренний слой из сплава на основе алюминия, внешний слой из конструкционной низкоуглеродистой стали, приваривают оболочку по контуру основного листа, нагревают до температуры 600-610°С и осуществляют прокатку со степенью обжатия 7-22% за не менее, чем 4 прохода с промежуточным подогревом до температуры 600-610°С, затем удаляют технологическую оболочку механическим способом.
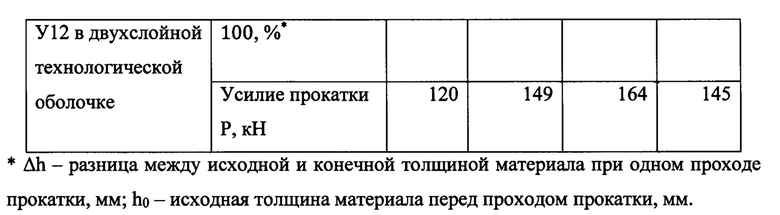
На фиг. 1 изображено продольное сечение образца из труднодеформируемой стали, полученного в условиях предлагаемого способа.
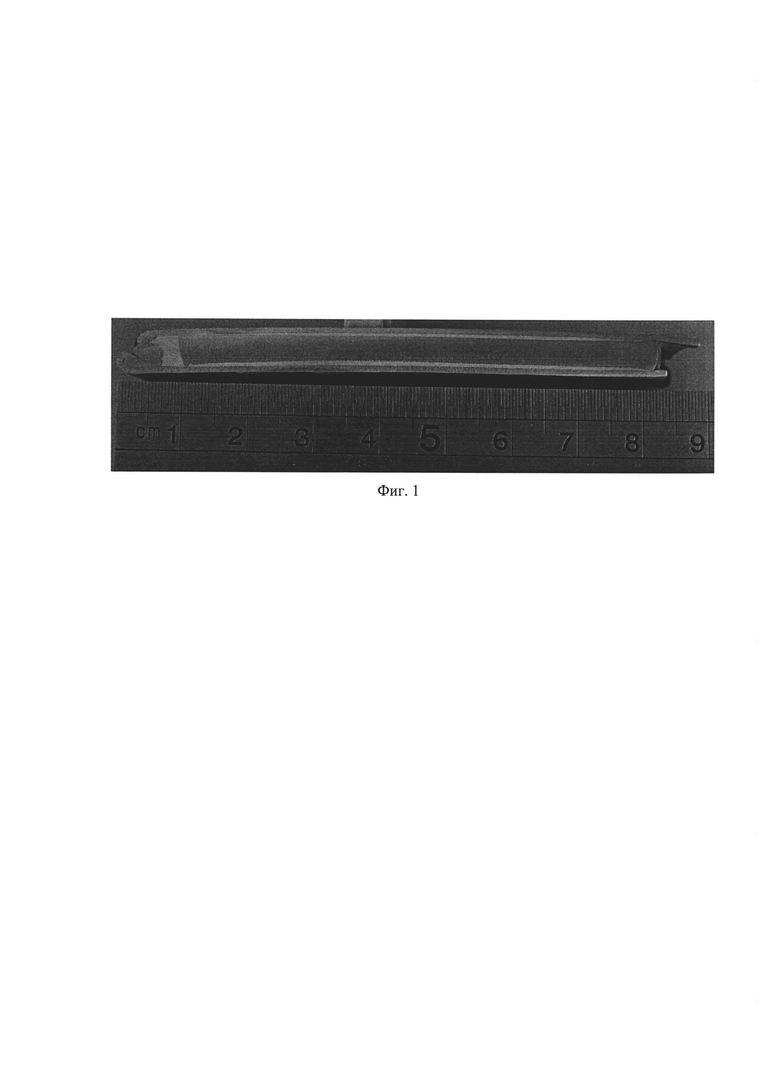
На фиг. 2 изображен образец из труднодеформируемой стали, полученный без использования технологической двухслойной оболочки.
Предлагаемый способ иллюстрируется следующим примером конкретного исполнения.
Пример. Готовят пакет, состоящий из основного слоя - листовой материал из инструментальной стали У12 с исходной толщиной 6,5 мм, помещенный в двухслойную оболочку, внутренний слой которой выполнен из алюминиевого сплава АМг3 с исходной толщиной 3 мм, а наружный - из конструкционной стали Ст3сп с исходной толщиной 1 мм. Длина и ширина пакета составила 50 и 23 мм, соответственно. Приваривают оболочку по контуру основного листа. Собранный пакет нагревают до температуры 600°С в течение 15 минут. Прокатку выполняют со степенью обжатия с 7-22% с исходной толщины пакета 14,5 мм до конечной толщины 7 мм за 4 прохода с промежуточными подогревами пакета в печи до температуры 600°С.Финишную обработку осуществляют механическим способом. На фиг. 1 представлен лист стали У12 толщиной 3,88 мм, полученный предлагаемым способом.
Для сравнительной оценки предложенного способа была выполнена прокатка листовой заготовки из инструментальной стали У12 без технологической оболочки при тех же технологических режимах (температура нагрева 600°С, степени обжатия варьировались в диапазоне 7-22%). В процессе прокатки инструментальной стали У12 на первом же проходе (степень обжатия составляла 21,54%), на боковой поверхности листовой заготовки начали появляться трещины. На втором проходе (степень обжатия составляла 15,68%) продолжился рост образовавшейся трещины и, наконец, на третьем проходе (степень обжатия составляла 6,98%) трещина прошла через всю листовую заготовку, и процесс прокатки был остановлен (фиг. 2).
В процессе прокатки инструментальной стали У12 в двухслойной технологической оболочке и в результате вскрытия пакета отслоения оболочки от заготовки не наблюдалось, на самой листовой заготовке из инструментальной стали никаких трещин обнаружено не было (фиг. 1).
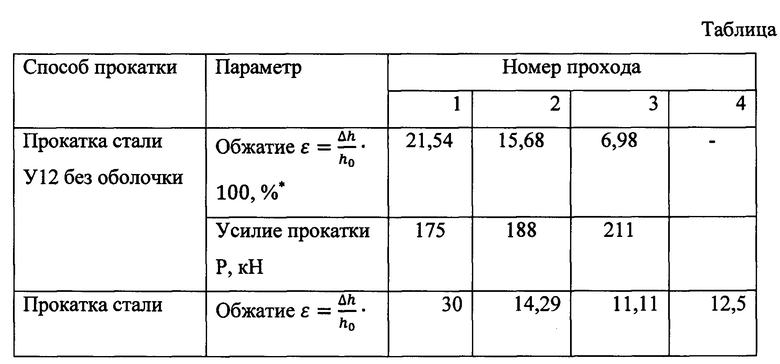
С целью оценки эффективности снижения требуемого усилия прокатки было измерено усилие прокатки инструментальной стали У12 без оболочки и при ее прокатке в предлагаемой двухслойной оболочке (Таблица). По данным таблицы видно, что при прокатке инструментальной стали У12 в двухслойной оболочке при больших величинах обжатия возникают меньшие по величине усилия прокатки, что свидетельствует о возможности снижения возникающих при прокатке труднодеформируемых сталей усилий и, следовательно, изгиба и сплющивания рабочих валков.
Таким образом, авторами предлагается термомеханический способ обработки тонких листов труднодеформируемых марок сталей, обеспечивающий высокую эффективность за счет повышения качества продукции, а именно предотвращения растрескивания основного слоя и отслоения плакирующего слоя от основного слоя при прокатке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕТ ДЛЯ ПЛОСКОЙ ПРОКАТКИ | 2022 |
|
RU2812250C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2528926C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ТРУБ ИЗ НИЗКОЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ И УГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2007 |
|
RU2371265C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МНОГОКОМПОНЕНТНЫХ СПЛАВОВ | 2008 |
|
RU2382685C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО ЛИСТА | 2019 |
|
RU2709302C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 630×28-32×4800-5500 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2530090C2 |
| Способ деформационно-термической обработки биметаллического материала | 2022 |
|
RU2779416C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610х10-14 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2617080C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530Х16 ММ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2554250C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×4700-5400 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2012 |
|
RU2522514C1 |
Изобретение относится к области обработки металлов давлением, в частности к обработке давлением труднодеформируемых марок сталей. Способ термомеханической обработки тонких листов труднодеформируемых марок сталей включает подготовку пакета, состоящего из основного слоя и технологической оболочки, сварку, нагрев и последующую прокатку с финишной обработкой поверхности основного слоя. Технологическую оболочку выполняют двухслойной: внутренний слой из сплава на основе алюминия, внешний слой из конструкционной низкоуглеродистой стали. Нагрев ведут до температуры 600-610°С, а прокатку осуществляют со степенью обжатия 7-22% за не менее чем 4 прохода с промежуточным подогревом до температуры 600-610°С. В результате обеспечивается повышение качества продукции. 2 ил., 1 табл., 1 пр.
Способ термомеханической обработки тонких листов труднодеформируемых марок сталей, включающий подготовку пакета, состоящего из основного слоя и технологической оболочки, сварку, нагрев и последующую прокатку с финишной обработкой поверхности основного слоя, отличающийся тем, что технологическую оболочку выполняют двухслойной: внутренний слой из сплава на основе алюминия, внешний слой из конструкционной низкоуглеродистой стали, причем нагрев ведут до температуры 600-610°С, а прокатку осуществляют со степенью обжатия 7-22% за не менее чем 4 прохода с промежуточным подогревом до температуры 600-610°С.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2478448C2 |
| RU 2052533 C1, 20.01.1996 | |||
| СПОСОБ ПАКЕТНОЙ ПРОКАТКИ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2001 |
|
RU2201821C1 |
| US 2985945 A1, 30.05.1961. | |||

