Изобретение относится к области пластической деформации металлов, в частности к способам изготовления тонких листов из (α-β)-, псевдо-β-, β-титановых сплавов.
Полуфабрикаты в виде листов широко применяются в авиа- и ракетостроении, химическом и нафтеном машиностроении, судостроении, металлургии и других областях промышленности.
Известно, что наиболее экономичным способом производства листовых полуфабрикатов, является горячая прокатка, особенно это характерно для высокопрочных (α-β)-, псевдо-β-, β-титановых сплавов, которые имеют хорошую и удовлетворительную технологическую пластичность в горячем состоянии, что позволяет получать из них листы минимальной толщиной до 2,5 мм.
При изготовлении горячей прокаткой более тонких листов, влияние образующихся поверхностных дефектов, при уменьшении общей толщины листа, становится критическим и элиминирует требуемое качество изделия.
Основной причиной этого является высокая химическая активность титановых сплавов по отношению к газам при его нагреве. Так, при температурах 350°C и выше титан активно поглощает кислород с образованием структур внедрения, имеющих высокую прочность, твердость (может быть в 2 раза выше, чем у титана) и малую пластичность. При нагреве до температуры 550°C и выше титан энергично растворяет азот, химически взаимодействует с ним, в результате часто также образуются малопластичные фазы внедрения (нитриды). Азот, находящийся в титане в виде нитридов и элементов внедрения, повышает твердость и снижает его пластичность. Поверхностный слой титана насыщается повышенным количеством азота и кислорода (альфированный слой). Фазовый состав и свойства поверхностного слоя резко отличаются от состава и свойств основного металла. В частности, температура полиморфного превращения этого слоя значительно выше, объемный эффект превращения меньше, а коэффициент линейного расширения больше, чем у основного металла. В результате при охлаждении внутренние части заготовки претерпевают меньшую температурную усадку и принудительно растягивают поверхностный слой. Возникающие при этом растягивающие напряжения в совокупности с пониженной пластичностью газонасыщенного слоя приводят к образованию трещин, которые выходят на поверхность.
Не менее неприятным фактором, влияющим на качество поверхности титановых полуфабрикатов, является процесс наводораживания, который происходит при их травлении в кислотных растворах. Водород даже при малом содержании наиболее резко ухудшает свойства титана. Хотя содержание водорода с увеличением температуры падает, водород находящийся в твердом пересыщенном растворе выделяется и образует отдельную фазу - гидриды титана, которая сильно охрупчивает титан и способствует образованию холодных трещин. Кроме того, водород способствует образованию пор. В связи с этим обстоятельством допустимое содержание водорода в металле ограничивается до 0,01%, и принимаются все меры для минимизации этого процесса.
Следует учесть, что к высокоответственным листам аэрокосмического назначения предъявляют особо высокие требования к качеству поверхности и механическим свойствам. Механические свойства тонких листов в большой степени определяют состояние поверхности и приповерхностных зон. Технологический процесс производства листов должен гарантировать полное удаление деформационно-упрочненных приповерхностных слоев, поверхностных дефектов, следов обработки поверхности, обеспечивать высокий уровень штампуемости.
Известен способ защиты поверхностного слоя основного металла, содержащий способ изготовления пакетов для производства крупногабаритных плакированных листов, включающий шлифовку и обезжиривание контактируемых поверхностей металла основного и плакирующего слоев перед сборкой, сборку пакета и его сжатие для уменьшения величины зазора между слоями, дуговую сварку пакета, вакуумирование по окончании сварки и отпуск сварного шва, совмещенный с нагревом под прокатку. Способ позволяет создать надежную защиту поверхностного слоя основного металла материалом, снижающим вредное воздействие окружающей среды. (Патент ЗФ №2274528, МПК B23K 20/04).
Известен способ производства листов толщиной 0,5 мм из технически чистого титана, включающий многопереходную прокатку титанового сляба с последующим размещением титанового листа между двумя листами из другого материала для защиты титана от охлаждения и интенсивного окисления. Между внешними листами может быть размещен один или более титановых листов. Материал внешней оболочки имеет более низкую теплопроводность. Температура прокатки составляет 1300°F (704°C). [Патент США N 2651099].
Для производства листов из технически чистого титана известный способ непроизводителен, имеет высокую трудоемкость и стоимость изделий, превышающие аналогичные показатели для процессов полистной и рулонной прокатки указанного материала.
Известен способ производства тонких листов и фольги из технически чистого титана, включающий горячую прокатку полосы толщиной 3-6 мм, отжиг в воздушной атмосфере, очистку поверхности от окалины, кислотное травление, шлифование, холодную прокатку, финишную отделку поверхности [Титан, 1995, т.43, N 4, с.239-246].
Листы из прочных и высокопрочных сплавов толщиной менее 3 мм по предлагаемой технологии не производят. Высокие удельные давления, низкая пластичность, склонность к растрескиванию, многочисленные переделы, термообработка, обработка поверхности не обеспечивают требуемого качества изделий.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению является способ пакетной прокатки тонких листов (0,076-1,0 мм) из прочных и высокопрочных металлов, таких как титан, цирконий и их сплавов [патент США N 2985945, публ. 30.05.61] - прототип. Способ включает подготовку карточной заготовки толщиной 5-10 мм, нанесение на обе стороны карточки разделительного покрытия, сборку пакета в стальном кейсе, нагрев пакета до 727-759°C, горячую прокатку пакета, отжиг, очистку поверхности кейса от окалины, холодную прокатку со степенью деформации 10-60%, термообработку, раскрой пакета, разделение листов, холодную полистную прокатку со степенью обжатия 3-8%, финишную отделку поверхности, термообработку, правку.
Способ не препятствует интенсивному образованию альфированного слоя в процессе горячей термомеханической обработки. Кроме того, обработка высокопрочных сплавов в предлагаемом диапазоне температур затруднительна, приводит к образованию микротрещин и разрывов в обрабатываемом материале. Процесс холодной прокатки пакета со степенью деформации 10-60% возможен для изготовления листов только из сплавов с высокой пластичностью.
Задачей, на решение которой направлено данное изобретение, является повышение технологичности изготовления и качества тонких листов из труднодефомируемых титановых сплавов при снижении трудоемкости и стоимости процесса.
Технический результат, достигаемый при осуществлении изобретения, заключается получении высококачественных тонких листов из (α-β)-, псевдо-β-, β-титановых сплавов горячей прокаткой толщиной до 2,5 мм и менее с качественной поверхностью.
Указанный технический результат достигается тем, что в способе изготовления тонких листов из труднодеформируемых титановых сплавов, включающем подготовку под прокатку пакета, состоящего из основного и плакирующих слоев, его сборку, сварку, вакуумирование, формирование горячей прокаткой плакированного листа, последующую прокатку и термическую обработку листа и финишную обработку его поверхностей, пакет состоит из центрального слоя, формируемого из крупногабаритной заготовки из труднодеформируемого титанового сплава, и двух плакирующих слоев, которые используются в качестве технологических и изготовляются из листов нелегированного титана, прокатку листа производят за несколько переходов при температуре выше и ниже температуры полиморфного превращения Тпп, после прокатки плакирующие слои удаляются в процессе финишной обработки поверхностей.
Сущность изобретения. Известно, что присутствие газонасыщенного слоя на поверхности листов отрицательно сказывается на пластичности металла, особенно при испытаниях на изгиб. Динамика увеличения толщины газонасыщенного слоя α-сплавов и сплавов высоколегированных β-стабилизаторами и особенно β-сплавов существенно отличается. α-сплавы характеризуются фронтальным характером газонасыщения. Растворенный в α-фазе кислород сохраняется на определенном сравнительно небольшом расстоянии от поверхности. Образование газонасыщенных слоев такого типа объясняется большой растворимостью и малой диффузией газов в α-титане. В высоколегированных β-стабилизаторами титановых сплавах избирательное окисление происходит на большую глубину по границам зерен и субзерен с образованием выделений α-фазы. Глубина диффузии газов в β-титане намного больше, чем в α-титане. Вследствие того, что в высоколегированных β-стабилизаторами титановых сплавах β-фаза находится в значительном количестве, то толщина газонасыщенного слоя в этих сплавах может быть на порядок больше, чем в α-сплавах, и фактически распространятся на основную толщину тонкого листа.
Наличие на поверхности основного слоя труднодеформированого титанового сплава технологических плакировочных слоев из технических чистых титановых (нелегированных) сплавов (α-титановых сплавов) в значительной степени блокирует образование газонасыщенного (альфированного) слоя. Технологические слои из технически чистого титана затем без проблем удаляются на стадии финишных операций при обработке поверхностей механическими и/или химическими способами.
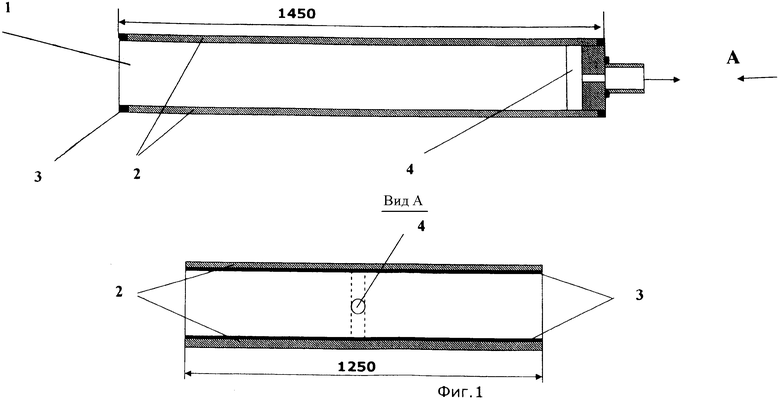
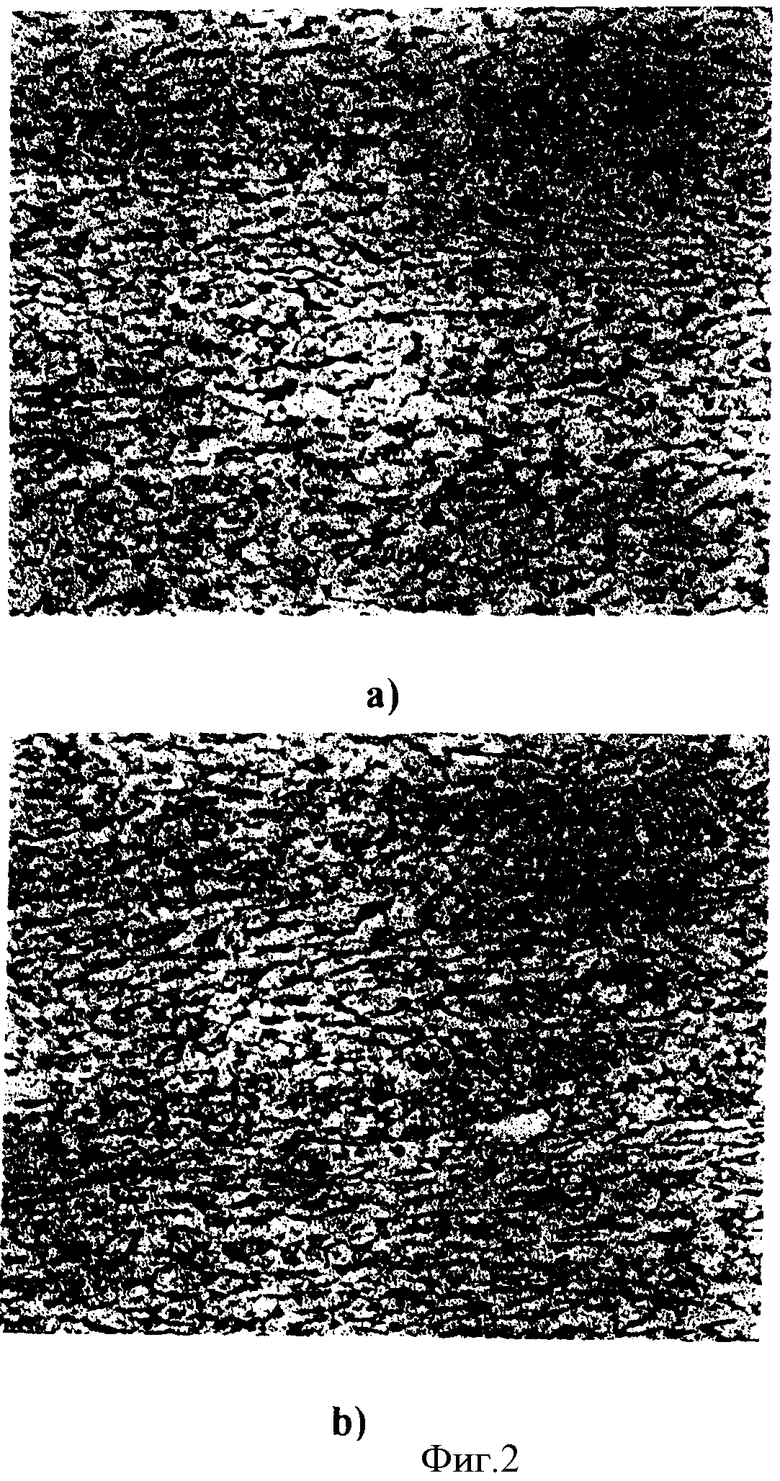
Сущность изобретения поясняется чертежами, на которых показано: на фигуре 1 - схема соединения плакировочного слоя и основной заготовки, на фигуре 2 - микроструктура основного металла (сплав Ti-6Al-4V) листов толщиной 2 мм.
Пример конкретного выполнения.
Были получены листы 2×1000×2000 мм из (α-β)-титанового сплава марки 6Al4V, химический состав представлен в таблице 1.
6,75
4,5
0.08
0.03
0.30
0.0125
0.25
0.10
0.40
Тпп - 997°С.
Для прокатки был сформирован трехслойный пакет (фиг.1), включающий:
- основной слой 1 (титановый сплав 6Al4V, кованый сляб, размеры 67×1450×1200 мм);
- 2 плакировочных слоя 2 (листы из сплава Gr1, размеры 10×1110×1210 мм).
Приварка плакировочного слоя по контуру листа проводилась в соответствии с фиг.1. После приварки плакировочных слоев (сварные швы 3) была произведена откачка воздуха, через канал для откачки воздуха 4 и создание вакуума 10-2 Па.
Затем прокаткой был сформирован плакированный лист (режим прокатки - Туст=1080+10°C, на толщину Н=25±0,5 мм).
Горячая прокатка листа на толщину основного слоя 2 мм проводилась за несколько этапов по известной технологии. После определения толщины плакирующих слоев, они были удалены механическими и химическими способами.
Один из листов был подвергнут периодическим испытаниям (в соответствии с требованиями AMS4911) на растяжение и угол изгиба, данные испытаний предоставлены в таблице 2.
Был произведен также контроль содержания водорода и однородности содержания водорода по листу, данные испытаний предоставлены соответственно в таблице 3 и 4.
Разбег составил 0,002% (по общему полю листа).
На фиг.2 предоставлены фотографии микроструктуры, продольное направление - а) и поперечное направление - b), основного металла (титанового сплава марки 6Al4V, лист толщиной 2 мм). Размер зерна основного металла в поперечном направлении составляет 1,3 мкм (0,7-2,8 мкм).
Использование предлагаемого способа дает следующие преимущества по сравнению с прототипом:
- позволяет получить из труднодеформируемых титановых сплавов горячей прокаткой листы толщиной 2,5 мм и менее;
- снижает трудоемкость и стоимость технологического процесса;
- препятствует проникновению альфированного слоя в толщину основного металла;
- препятствует наводораживанию основного металла при травлении в кислотных растворах;
- предотвращает захолаживание основного металла;
- при прокатке плакирующий слой защищает основной металл от дефектов, которые могут быть результатом воздействия инструмента;
- угол изгиба листов удовлетворяет требованиям международных стандартов, имеет запас по пластичности;
- удаление плакирующего слоя производится со значительно меньшими затратами, чем основного металла при заключительной обработке листов (в нелегированном титане, газонасыщение происходит на значительно меньшую глубину, чем в высоколегированных β-стабилизаторами титановых сплавах, кроме того нелегированные сплавы значительно лучше механически обрабатываются).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТОНКИХ ЛИСТОВ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛЕЙ | 2020 |
|
RU2748006C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ПСЕВДО-АЛЬФА ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2595196C1 |
| Способ получения плакированных листов из сплава на основе системы Al-Cu-Mg-Mn | 2022 |
|
RU2801806C1 |
| ПЛАКИРОВАННЫЕ ОСНОВЫ ИЗ СПЛАВОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2388582C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА ОТ4 | 2017 |
|
RU2641214C1 |
| Способ изготовления плакированнойзАгОТОВКи | 1977 |
|
SU843711A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ ИЗ ЭТИХ ЛИСТОВ | 2013 |
|
RU2555267C2 |
| КОМПОЗИЦИОННАЯ ЗАГОТОВКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2220850C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ СЛОИСТОГО КОМПОЗИТА НА ОСНОВЕ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2444416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
Изобретение относится к области металлургии, в частности, к пластической деформации металлов, в частности к способам изготовления тонких листов из (α-β)-, псевдо-β, β-титановых сплавов. Способ изготовления тонких листов из труднодеформируемых титановых сплавов включает подготовку под прокатку пакета, состоящего из основного и плакирующих слоев, его сборку, сварку, вакуумирование, формирование горячей прокаткой плакированного листа, последующую прокатку и термическую обработку листа, и финишную обработку его поверхностей. Осуществляют сборку пакета из основного слоя, формируемого из крупногабаритной заготовки из труднодеформируемого титанового сплава, и двух плакирующих слоев, которые используют в качестве технологических, из листов нелегированного титана, прокатку плакированного листа производят за несколько переходов при температуре выше и ниже температуры полиморфного превращения Тпп, причем после прокатки плакирующие слои удаляют в процессе финишной обработки поверхностей. Технический результат - получение тонких листов из (α-β)-, псевдо-β, β-титановых сплавов горячей прокаткой толщиной до 2,5 мм и менее с качественной поверхностью. 2 ил., 4 табл., 1 пр.
Способ изготовления тонких листов из труднодеформируемых титановых сплавов, включающий подготовку под прокатку пакета, состоящего из основного и плакирующих слоев, его сборку, сварку, вакуумирование, формирование горячей прокаткой плакированного листа, последующую прокатку и термическую обработку листа и финишную обработку его поверхностей, отличающийся тем, что осуществляют сборку пакета из основного слоя, формируемого из крупногабаритной заготовки из труднодеформируемого титанового сплава, и двух плакирующих слоев, которые используют в качестве технологических, из листов нелегированного титана, прокатку плакированного листа производят за несколько переходов при температуре выше и ниже температуры полиморфного превращения Тпп, причем после прокатки плакирующие слои удаляют в процессе финишной обработки поверхностей.
| US 2985945 А, 30.05.1961 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| ПАКЕТ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛОВ ПРОКАТКОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2381093C2 |
| ПЛАКИРОВАННЫЕ ОСНОВЫ ИЗ СПЛАВОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2388582C2 |
| RU 2003115019 A, 10.01.2005. | |||

