Изобретение относится к методам неразрушающего контроля и может быть использовано для диагностики изделий по параметрам их механических колебаний, например, при дефектоскопии серийных изделий.
Известен способ контроля дефектности объекта, заключающийся в том, что в контролируемом и эталонном объектах ударом возбуждают упругие колебания, принимают собственные колебания этих изделий, измеряют параметры этих колебаний и по ним судят о дефектности объекта. В данном способе с целью повышения точности упругие колебания в обоих изделиях возбуждают одновременно и регистрируют результирующую данных колебаний. При этом измеряют период биений результирующего колебания, а дефектность объекта определяют по уменьшению периода биений относительно эталонного (Авторское свидетельство СССР №1446552, МПК G01N 29/00, опубл. 23.12.1988).
Недостатком данного способа является проблематичность дефектоскопии объектов, расположенных в труднодоступных местах, и необходимость в непосредственном присутствии при измерениях эталонного изделия, заведомо имеющего высокое качество.
Известен «Способ контроля дефектности объекта» (патент РФ №2308028, МПК G01N 29/04, опубл. 10.10.2007), заключающийся в возбуждении в контролируемом объекте резонансных механических колебаний, определении их параметров, в качестве одного из которых выбирают количество резонансных пиков в заданном частотном интервале, сравнении их с эталонными значениями, по отклонению от которых судят о наличии дефекта. Для возбуждения в контролируемом объекте резонансных механических колебаний используют минимальную вынуждающую силу, позволяющую выявлять все значимые резонансные частоты. Частоту вынуждающей силы последовательно изменяют в заданном частотном интервале, содержащем основные гармоники и несколько обертонов в серии эталонных объектов, после чего строят акустический спектр объекта - зависимость амплитуды возникающих колебаний от частоты, а резонансные пики определяют по превышению величины их добротности над пороговым эталонным значением. Данный способ является наиболее близким к заявляемому способу и выбран в качестве прототипа.
К недостаткам указанного способа относится его сложность, так как для выявления наличия дефекта производят выявление всех значимых резонансных частот, затем производят анализ параметров каждого резонанса в реальном масштабе времени.
Техническая проблема, на решение которой направлено заявляемое изобретение, заключается в создании простого способа определения дефектности контролируемого объекта с высокой точностью.
Указанная техническая проблема решается за счет того, что в заявляемом способе определения дефектности объекта, заключающемся в возбуждении в контролируемом объекте механических колебаний с использованием нормированной вынуждающей силы в течении заданного времени ее действия, определении их параметров, сравнении полученных параметров с заданными значениями, по превышению которых судят о наличии дефекта, в отличие от прототипа, в течение всего времени воздействия определяют контрольную частоту возбужденных в объекте колебаний, скорость и направление ее изменения, а о наличии дефекта судят путем сравнения контрольной частоты, а также скорости изменения контрольной частоты с соответствующими верхними и нижними допустимыми границами дефектного состояния объектов соответствующего типа, определенными заранее путем моделирования влияния распространенных дефектов и/или путем статического анализа данных предыдущих испытаний образцов объектов соответствующего типа. для данного класса объектов.
Использование для определения дефектности объекта обобщенных характеристик механических колебаний в виде контрольной частоты, скорости и направления изменения контрольной частоты (возбужденных в объекте колебаний) упрощает процесс определения параметров колебаний и позволяет с высокой точностью делать вывод о дефектности объекта.
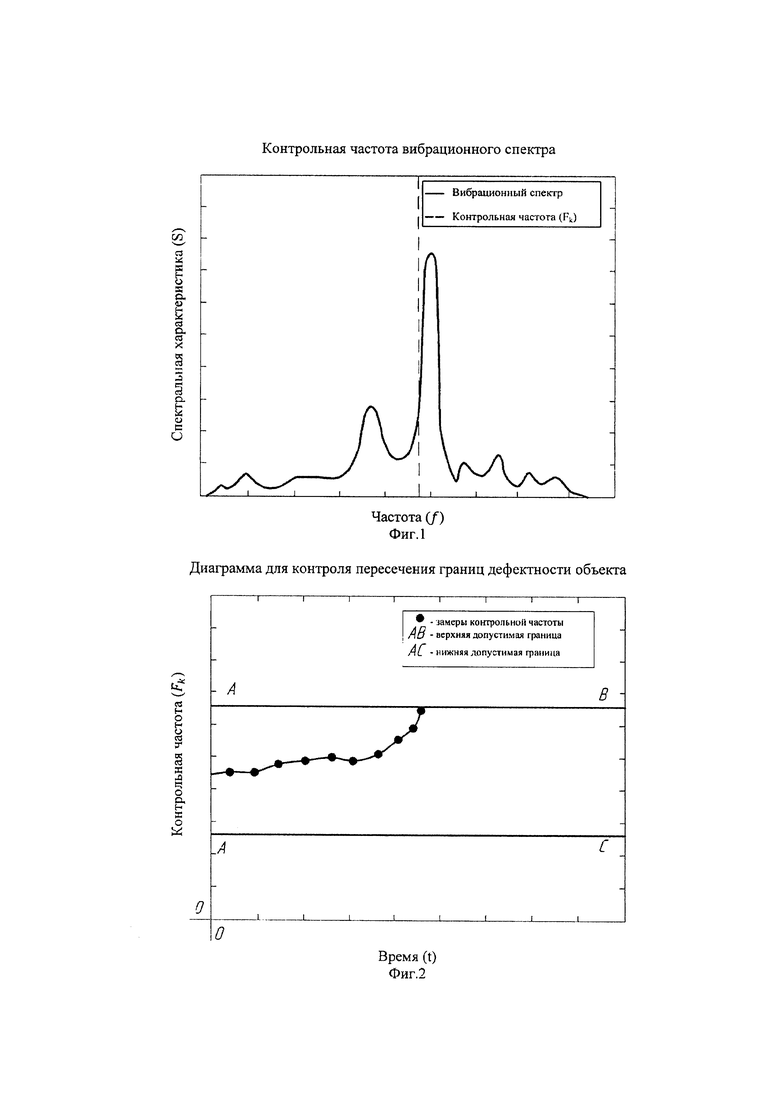
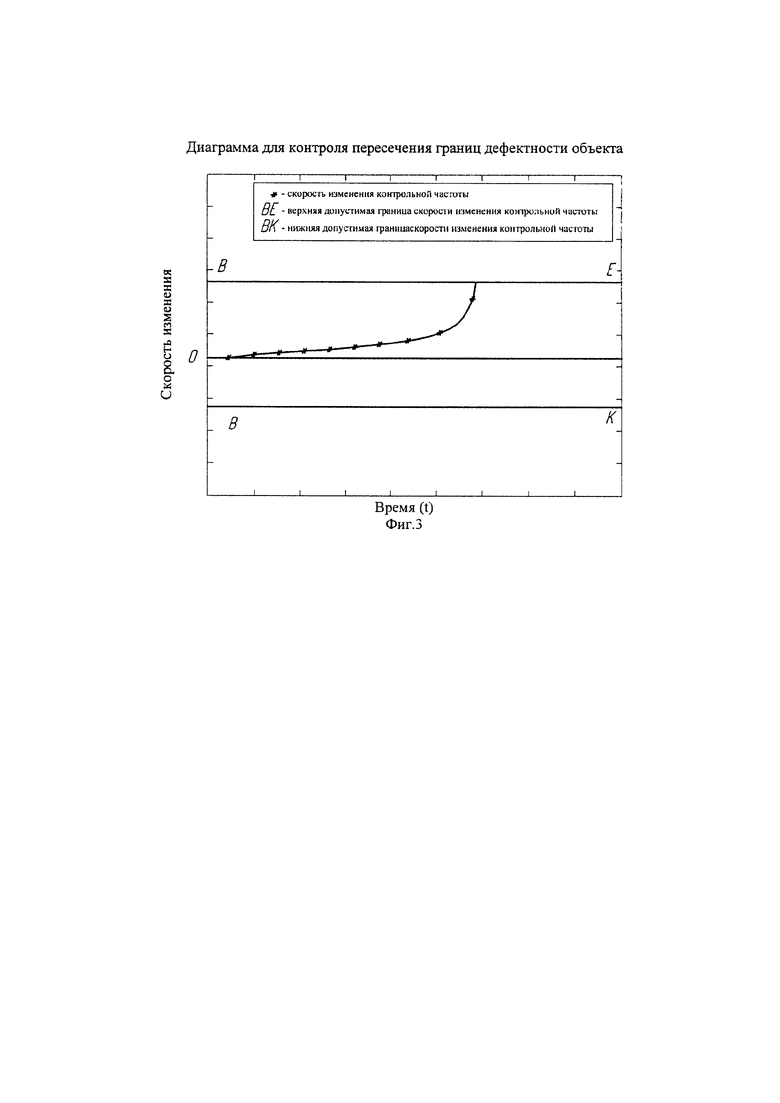
Изобретение поясняется фигурами. На фиг. 1 изображена контрольная частота. На фиг. 2, 3 изображены диаграммы для контроля пересечения границ дефектности изделия по контрольной частоте, скорости и направления ее изменения соответственно.
Заявляемый способ осуществляется следующим образом.
В контролируемом объекте возбуждают механические колебания в виде широкополосной вибрации в заданном частотном интервале или в виде последовательно изменяющейся частоты строят вибрационный спектр объекта, по которому определяют контрольную частоту, которая определяется как проекция «центра тяжести» на ось частот фигуры, заключенной между кривой, описывающей вибрационный спектр, ограниченный нижней и верхней частотой вибропроцесса (фиг. 1). Контрольная частота определяется следующим соотношением:
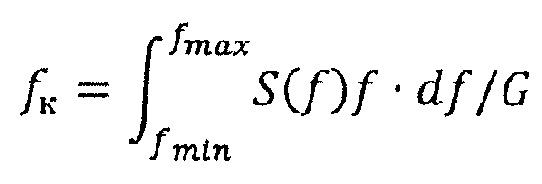 ,
,
где ƒк - контрольная частота вибропроцесса;
S(ƒ) - спектральная плотность мощности вибропроцесса;
ƒ - текущая частота;
G - среднеквадратическое значение вибропроцесса;
ƒmax, ƒmin - соответственно максимальная и минимальная частоты вибропроцесса.
Замеры контрольной частоты и скорости ее изменения производят в течении всего нормативного времени вибронагружения для данного типа объектов с назначенным шагом по времени.
В случае, если в каком-либо элементе объекта начинается процесс разрушения, происходит уменьшение площади сечения в месте его крепления, уменьшается его жесткость и резонансная частота. Как следствие, изменяется форма текущего вибрационного спектра и текущая контрольная частота вибропроцесса смещается в сторону низких частот и будет ниже первоначальной, замеренной вначале нормативного вибронагружения, а скорость изменения контрольной частоты отрицательной.
Когда в элементе объекта полностью или частично расслабилось, или разрушилось его крепление, и при его колебаниях происходит выбор конструктивных зазоров между этим элементом и сопряженных с ним другими элементами, начинается виброударный процесс колебаний, спектр которого сильно обогащен высокочастотными составляющими и контрольная частота в этом случае будет существенно выше первоначальной, замеренной в начале контрольного вибронагружения, а скорость изменения контрольной частоты положительной.
Процесс разрушения и нарушения состояния объекта характеризуется более высокой скоростью изменения динамических характеристик элементов, входящих в состав объекта, чем изменение во время притирки элементов конструкции в процессе вибронагружения.
О наличии дефекта судят путем сравнения значения контрольной частоты с допустимыми значениями - верхним и нижним (границы АВ и АС, Фиг. 2), а также путем сравнения скорости изменения контрольной частоты с ее допустимой положительной и отрицательной величиной для данного типа объектов (границы BE и ВК, Фиг. 3).
Допустимые величины изменений контрольной частоты и скорости ее изменения для каждого класса объектов определяют заранее путем моделирования влияния распространенных дефектов и/или путем статистического анализа данных предыдущих испытаний образцов объектов соответствующего типа. При этом значения границ дефектности определяют для соответствующих типов объектов и уточняют их по мере поступления новых данных.
Использование для определения дефектности объекта обобщенных характеристик механических колебаний в виде контрольной частоты, скорости и направления изменения, возбужденных в объекте колебаний упрощает процесс определения параметров колебаний и позволяет с высокой надежностью делать вывод о дефектности объекта.
Заявляемый способ прошел испытания и показал высокую точность в определении дефектности контролируемого объекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТНОСТИ ОБЪЕКТА | 2024 |
|
RU2823652C1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ОБЪЕКТА | 2005 |
|
RU2308028C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СБОРКИ И НАДЕЖНОСТИ СБОРОЧНОЙ ЕДИНИЦЫ | 2009 |
|
RU2387987C1 |
| Акустический способ дефектоскопии | 1977 |
|
SU655961A1 |
| Способ вибрационного контроля зазоров в конструкциях изделий | 2023 |
|
RU2830992C1 |
| СПОСОБ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1992 |
|
RU2037819C1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЯ | 2002 |
|
RU2245543C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ БАЛОЧНОГО ТИПА | 2004 |
|
RU2259546C1 |
| СПОСОБ КОНТРОЛЯ ФИЗИЧЕСКОГО СОСТОЯНИЯ ЖЕЛЕЗОБЕТОННЫХ ОПОР СО СТРЕЖНЕВОЙ НАПРЯГАЕМОЙ АРМАТУРОЙ | 2013 |
|
RU2521748C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УРОВНЯ ВОЗДЕЙСТВИЯ МНОГОКОМПОНЕНТНОЙ ВИБРАЦИИ ПРИ ВИБРОИСПЫТАНИЯХ ОБЪЕКТОВ НА СООТВЕТСТВИЕ ТЕХНИЧЕСКИМ ТРЕБОВАНИЯМ | 2022 |
|
RU2788584C1 |
Использование: для определения дефектности объекта. Сущность изобретения заключается в том, что возбуждают в контролируемом объекте механические колебания, определяют их параметры, сравнивают полученные параметры с предельными значениями, по превышению которых судят о наличии дефекта. В течение всего времени воздействия определяют контрольную частоту возбужденных в объекте колебаний, скорость и направление ее изменения, а о наличии дефекта судят путем сравнения контрольной частоты, а также скорости ее изменения с соответствующими верхними и нижними допустимыми границами дефектного состояния объектов соответствующего типа, определенными заранее путем моделирования влияния распространенных дефектов и/или путем статического анализа данных предыдущих испытаний образцов объектов соответствующего типа. Технический результат: повышение точности и упрощение определения дефектности объекта. 3 ил.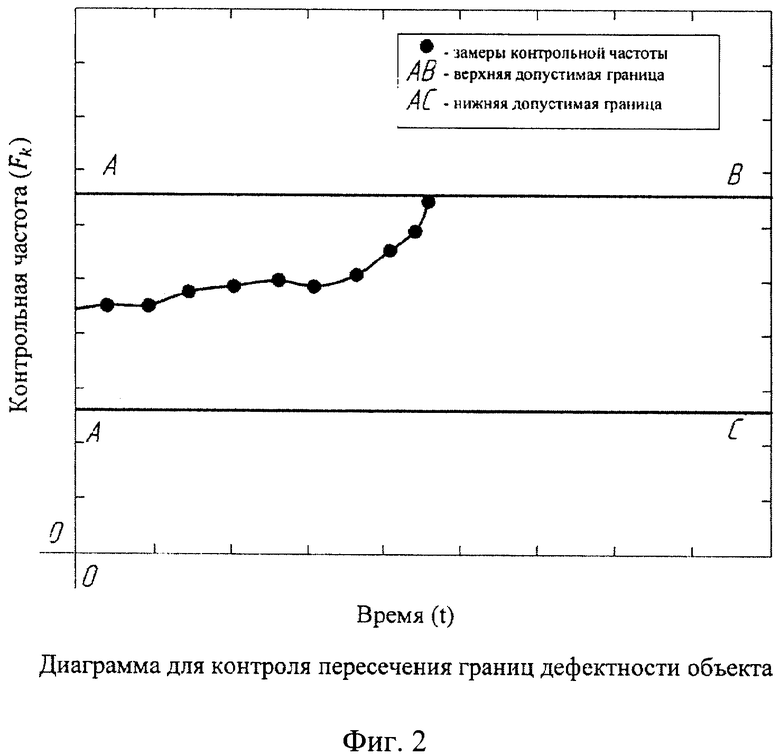
Способ определения дефектности объекта, заключающийся в возбуждении в контролируемом объекте механических колебаний с использованием нормированной вынуждающей силы в течение заданного времени ее действия, определении их параметров, сравнении полученных параметров с заданными значениями, по превышению которых судят о наличии дефекта, отличающийся тем, что в течение всего времени воздействия определяют контрольную частоту возбужденных в объекте колебаний, скорость и направление ее изменения, а о наличии дефекта судят путем сравнения контрольной частоты, а также скорости ее изменения с соответствующими верхними и нижними допустимыми границами дефектного состояния объектов соответствующего типа, определенными заранее путем моделирования влияния распространенных дефектов и/или путем статического анализа данных предыдущих испытаний образцов объектов соответствующего типа.
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ОБЪЕКТА | 2005 |
|
RU2308028C2 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЯ | 2003 |
|
RU2263907C2 |
| Способ контроля изделий | 1984 |
|
SU1244583A1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЯ | 2002 |
|
RU2245543C2 |
| WO 2014157539 A1, 02.10.2014 | |||
| US 6053047 A, 25.04.2000. | |||

