Изобретение относится к области строительства, в частности к методам неразрушающего контроля и интегральной оценки качества железобетонных конструкций балочного типа при их изготовлении.
Известен способ определения прочности, жесткости и трещиностойкости железобетонных конструкций балочного типа [1, с.15-16; с.143-148], который заключается в установке конструкции на стенде, закреплении ее концов согласно условиям эксплуатации, возбуждении в ненагруженной конструкции поперечных колебаний, измерении частоты свободных (или вынужденных) колебаний и сопоставлении их с частотами колебаний, полученными для эталонной конструкции данного типа при тех же условиях закрепления ее концов.
Недостаток этого способа заключается в следующем. При использовании свободных поперечных (или вынужденных) колебаний основного тона в ненагруженной конструкции не обеспечивается полноценное проявление дефектов, расположенных в приопорных зонах конструкции, колеблющихся с малыми амплитудами, и их влияние на измеряемые динамические параметры. По этой же причине использование только одного динамического параметра для оценки прочности, жесткости и трещиностойкости железобетонных конструкций не обеспечивает приемлемой точности и достоверности получаемых оценок.
Известен также способ неразрушающего контроля качества готовых железобетонных конструкций балочного типа с использованием продольных колебаний [2], принятый в качестве прототипа, который заключается в установке конструкции на стенде, закреплении ее концов согласно условиям эксплуатации, возбуждении в ненагруженной конструкции вынужденных продольных колебаний, измерении резонансной частоты и декремента этих колебаний и сопоставлении их с соответствующими динамическими параметрами, полученными для эталонной конструкции заданного типа при тех же режимах контроля и условиях закрепления ее концов.
Недостаток этого способа заключается в том, что при его использовании на измеряемую резонансную частоту и декремент колебаний железобетонных конструкций балочного типа не сказываются дефекты, которые проявляются при деформациях изгиба. Поэтому использование только этих динамических параметров не обеспечивает достоверности получаемых оценок.
Задача, на решение которой направлено изобретение, состоит в повышении информативности способа и достоверности получаемых интегральных оценок качества железобетонных конструкций балочного типа.
Указанный технический результат при осуществлении изобретения достигается тем, что в способе неразрушающего контроля качества железобетонных конструкций балочного типа, заключающемся в установке конструкции на стенде, закреплении ее концов согласно условиям эксплуатации, возбуждении в ненагруженной конструкции колебаний, измерении основной частоты и декремента свободных (или вынужденных) колебаний и сопоставлении их с соответствующими динамическими параметрами, полученными для эталонной конструкции заданного типа при тех же режимах контроля и условиях закрепления, и определении по результатам сравнения показателей качества контролируемого изделия, в контролируемой конструкции производят одновременно возбуждение поперечных и продольных вынужденных колебаний на резонансной частоте при заданном уровне энергии колебаний, регистрируют виброграмму амплитудно-модулированного колебательного процесса и определяют по ней коэффициент амплитудной модуляции.
Целесообразно также коэффициент амплитудной модуляции конструкций определять при разных уровнях энергии возбуждения поперечных колебаний и осуществлять сравнение кривых «коэффициент амплитудной модуляции - энергия вибровозбуждения» для эталонной и контролируемой конструкций, а оптимальный уровень энергии возбуждения определять по величине максимального расхождения этих кривых на участке стабилизации.
Сущность изобретения поясняется чертежами, изображенными на фигурах 1...3.
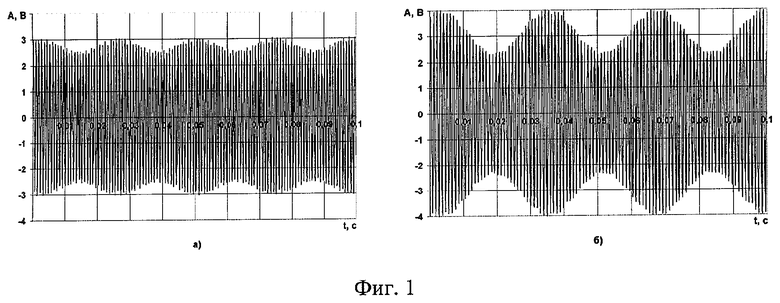
На фиг.1 представлены виброграммы амплитудно-модулированных колебаний для железобетонной перемычки типа 8ПБ-13-1 (график «а» - для эталонного изделия, график «б» - для дефектного) при заданном уровне мощности вибровозбудителя поперечных колебаний Wи=0,33 Вт.
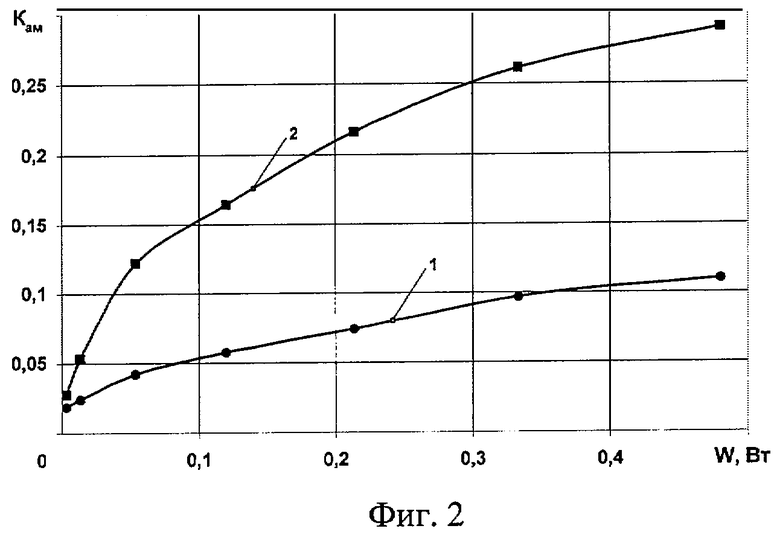
На фиг.2 представлены зависимости коэффициента амплитудной модуляции Кам от энергии поперечных колебаний, подводимой к вибровозбудителю, где кривая 1 соответствует добротному изделию, а кривая 2 - дефектному.
На фиг.3 представлена функциональная схема установки для определения коэффициента амплитудной модуляции, где 1 - контролируемое изделие, 2 - излучатель механических колебаний, 3 - приемник механических колебаний, 4 - генератор синусоидальных колебаний, 5 - усилитель мощности, 6 - частотомер, 7 - цифровой вольтамперметр, 8 - предварительный усилитель, 9 - фильтр, 10 - электронный осциллограф.
В основу предлагаемого способа контроля качества железобетонных конструкций балочного типа положено одновременное возбуждение в них вынужденных поперечных и продольных колебаний на резонансных частотах с последующей регистрацией результирующих амплитудно-модулированных колебаний и определением по ним коэффициента амплитудной модуляции Кам - динамического параметра, характеризующего степень изменения амплитуды модулированного сигнала.
Коэффициент амплитудной модуляции определяется по формуле [3]

где Амин, Амакс - соответственно минимальная и максимальная амплитуды модулированного сигнала.
Для длинномерных конструкций (балок) частота продольных колебаний более чем на порядок выше частоты поперечных колебаний. Поэтому, используя низкочастотные поперечные колебания как фактор нагружения контролируемой конструкции, можно осуществить амплитудную модуляцию ее высокочастотных продольных колебаний.
В случае, когда в конструкции одновременно возбуждаются гармонические колебания в поперечном и продольном направлениях, амплитуду модулированных колебаний можно найти как сумму амплитуд колебаний, соответствующих продольным и поперечным колебаниям в отдельности [3]

где am - мгновенная амплитуда модулированного сигнала;
Aп - амплитуда продольных колебаний;
ωп, ωи - циклические частоты продольных и поперечных колебаний.
Это выражение несложно преобразовать к следующему виду:

Из него видно, что наряду с колебаниями несущей частоты ωп, спектр амплитудно-модулированного сигнала содержит две побочные комбинационные составляющие с одинаковыми амплитудами и частотами, соответственно равными ωп-ωи и ωп+ωи.
При воздействии поперечных колебаний происходит периодическое изменение акустического импеданса (сопротивления) материала конструкции, что сказывается на изменении амплитуды продольных колебаний. В наибольшей степени эти изменения происходят в зонах расположения дефектов, поглощающих и рассеивающих энергию продольных колебаний. У качественных конструкций уровень поглощения энергии будет ниже, чем у дефектных, и поэтому изменение амплитуды продольных колебаний будет меньшим.
Виброграммы амплитудно-модулированных колебаний для добротной (качественной) и дефектной железобетонных перемычек типа 8ПБ-13-1, представленные на фиг.1, убедительно подтверждают эти рассуждения.
Амплитуда модулированного сигнала в первую очередь зависит от энергии Wи, подводимой к контролируемой конструкции через вибровозбудитель поперечных колебаний. При исследовании зависимостей Кам-Wи (см. фиг.2) для однотипных железобетонных перемычек типа 8ПБ-13-1, обладающих различными физико-механическими свойствами, было обнаружено, что при низких уровнях энергии возбуждения поперечных колебаний Wи (в одном и том же ее диапазоне изменения ΔWи) у добротного изделия наблюдается плавное увеличение Кам, в то время как у дефектного изделия этот параметр характеризуется существенным ростом. Такое поведение зависимости Кам-Wи объясняется тем, что при небольших уровнях энергии проявление дефектов происходит последовательно по мере достижения такого уровня, который необходим для «отклика» колеблющейся конструкции на дефект в зависимости от его размеров. При более высоких уровнях энергии происходит вовлечение в работу практически всех дефектных зон и наблюдается снижение скорости роста коэффициента амплитудной модуляции. Дальнейший плавный рост параметра Кам свидетельствует о нелинейных свойствах изделия в целом.
При использовании кривых Кам-Wи для анализа степени дефектности контролируемой конструкции интегральным показателем ее качества может служить величина расхождения кривых для серийного и эталонного изделий при конкретном значении энергии поперечных колебаний.
Способ осуществляется следующим образом. Контролируемую конструкцию 1 (см. фиг.3) устанавливают на специальном вибрационном стенде и закрепляют ее концы согласно принятой для данного изделия схемы закрепления. На конструкции 1 закрепляют излучатели механических колебаний 2, 3 - вибровозбудители поперечных и продольных колебаний, таким образом, чтобы имелась возможность раздельного и одновременного их возбуждения в изделии. Для регистрации поперечных и продольных колебаний на противоположных поверхностях контролируемого объекта соосно с вибровозбудителями колебаний 2, 3 устанавливают приемники механических колебаний 4, 5 (первичные преобразователи виброперемещений) (фиг.3).
Используя первое генераторное устройство синусоидальных колебаний 6 и усилитель мощности 8, возбуждают в конструкции 1 поперечные колебания при уровне энергии, принятом за минимальный. При этом частоту и амплитуду электрического сигнала, подаваемого на вход вибровозбудителя поперечных колебаний 2, контролируют частотомером 10 и цифровым вольтамперметром 11 при соответствующем положении коммутатора SA1. Механические колебания конструкции 1 с помощью первичного преобразователя 4 преобразуются в электрический сигнал, который через коммутатор SA2, предварительный усилитель 12 и полосовой фильтр 13 поступает на вход электронного осциллографа 14. Подстройкой частоты колебаний генератора 6 контролируемую конструкцию 1 вводят в резонанс и с помощью электронного осциллографа 14 измеряют ее резонансную частоту ωи и амплитуду вынужденных поперечных колебаний Аи, после чего генераторное устройство 6 отключают.
Аналогично с помощью второго генераторного устройства 7 и усилителя мощности 9 в конструкции 1 посредством вибровозбудителя колебаний 3 возбуждают механические продольные колебания при определенном (не изменяемом в дальнейшем) уровне энергии и находят резонансную частоту ωп и амплитуду вынужденных продольных колебаний Ап. При этом контроль параметров управляющего синусоидального сигнала, поступающего через коммутатор SA1, производят частотомером 10 и цифровым вольтамперметром 11, а регистрацию электрического сигнала с первичного преобразователя 5 после прохождения его через коммутатор SA2, предварительный усилитель 12 и полосовой фильтр 13 - электронным осциллографом 4.
Далее, используя оба генераторных устройства синусоидальных колебаний 6, 7, осуществляют одновременное воздействие на конструкцию 1 поперечных и продольных колебаний, взаимное влияние которых приводит к проявлению эффекта амплитудной модуляции. С помощью первичного преобразователя виброперемещений 5, предназначенного для регистрации продольных колебаний, фиксируют амплитудно-модулированный сигнал (выделенный полосовым фильтром 13, настроенным на частоту продольных колебаний ωп и имеющим ширину полосы пропускания, несколько большую, чем 2ωи, и достаточную для неискаженного прохождения комбинационных составляющих результирующего сигнала с частотами ωп-ωи и ωn+ωи) и определяют по нему коэффициент амплитудной модуляции Кам для данного уровня энергии поперечных колебаний по формуле (1).
В таком же порядке регистрируют амплитудно-модулированный сигнал для других уровней энергии поперечных колебаний при неизменном уровне энергии продольных колебаний. По результатам измерений коэффициента амплитудной модуляции строят зависимость Кам-Wи.
Рассмотренная последовательность технологических операций при реализации предлагаемого способа осуществляется один раз для эталонной конструкции, а затем для изделий серийного изготовления. Полученные значения коэффициента амплитудной модуляции для эталонного и серийного изделий сопоставляют и по величине расхождения судят о качестве контролируемой конструкции.
Пример реализации способа
Для проведения испытаний была взята железобетонная перемычка типа 8ПБ-13-1 серийного изготовления, выполненная при тщательном контроле всех технологических операций и принятая за эталон. Перемычка была установлена на специальном стенде для проведения вибрационных испытаний по схеме, шарнирно опертой по концам балки. К ней были подключены все приборы и устройства, указанные на фиг.3.
Проведя исследование выбранной за эталон конструкции в рассмотренной выше последовательности, были получены следующие результаты:
- при уровне вводимой энергии Wи=0,33 Вт (см. фиг.1) ⇒ fи=41,4 Гц, fп;= 1167 Гц, Кам=0,088;
- при уровнях вводимой энергии Wи=0,05; 0,12; 0,22; 0,33; 0,48 Вт были получены соответственно коэффициенты амплитудной модуляции Кам=0,042; 0,061; 0,074; 0,088; 0,123 (см. фиг.2).
Далее перемычка была нагружена статической равномерно распределенной нагрузкой Р=2,25 кН/м, при которой появились трещины в ее нижней зоне. После разгрузки эта перемычка была использована в качестве дефектной.
Проведя исследование дефектной железобетонной перемычки в той же последовательности, что и эталонной конструкции, были получены следующие результаты:
- при уровне вводимой энергии Wи=0,33 Вт (см. фиг.1) ⇒ fи=31,0 Гц, fп=1022 Гц, Кам=0,26;
- при уровнях вводимой энергии Wи=0,05, 012, 0,22, 0,33, 0,48 Вт были получены соответственно коэффициенты амплитудной модуляции Кам=0,125; 0,164; 0,215; 0,260; 0,285 (см. фиг.2).
Приведенные результаты динамических испытаний железобетонных перемычек убедительно свидетельствуют о том, что коэффициент амплитудной модуляции может быть использован как самостоятельный или дополнительный критерий для интегральной оценки их качества.
По построенной кривой Кам-Wи можно определить оптимальный уровень энергии колебаний, которую необходимо подводить через вибровозбудитель к контролируемой конструкции. Этот уровень энергии характеризуется началом стабилизации кривой Кам-Wи для дефектного изделия, что свидетельствует о максимальном учете влияния дефектных зон на динамические параметры конструкции.
Таким образом, применение предлагаемого способа неразрушающего контроля качества железобетонных конструкций балочного типа позволяет повысить его информативность за счет использования, наряду с известными, нового динамического критерия - коэффициента амплитудной модуляции, определяемого при одновременном возбуждении в конструкции продольных и поперечных колебаний, а также достоверность результатов контроля, поскольку измерение значений коэффициента амплитудной модуляции производится в требуемом диапазоне изменения энергии возбуждения поперечных колебаний.
Источники информации
1. Сехниашвили Э.А. Интегральная оценка качества и надежности предварительно напряженных конструкций. - М.: Наука, 1988.
2. Патент РФ №2097727. Способ неразрушающего контроля качества готового железобетонного изделия./Коробко В.И., Слюсарев Г.В. Опубл. в. БИ №33, 1997.
3. Гоноровский И.О. Радиотехнические цепи и сигналы: Учебник для вузов. - М.: Советское радио, 1977, - 608 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ БЛОЧНОГО ТИПА | 2007 |
|
RU2354949C2 |
| Способ определения модуля упругости бетона в упругих железобетонных балках | 2019 |
|
RU2719793C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИАМЕТРА ПРОДОЛЬНОЙ АРМАТУРЫ В УПРУГИХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЯХ БАЛОЧНОГО ТИПА | 2011 |
|
RU2473879C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОДУЛЯ УПРУГОСТИ БЕТОНА В УПРУГИХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЯХ БАЛОЧНОГО ТИПА | 2011 |
|
RU2473880C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ГОТОВОГО ЖЕЛЕЗОБЕТОННОГО ИЗДЕЛИЯ | 1993 |
|
RU2097727C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТРЕЩИНОСТОЙКОСТИ | 1993 |
|
RU2066860C1 |
| Способ вибрационного контроля изделий | 1986 |
|
SU1364975A1 |
| Способ вибрационного контроля изделий | 1989 |
|
SU1645889A1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЙ | 2015 |
|
RU2616758C1 |
| СПОСОБ КОНТРОЛЯ НАЛИЧИЯ ОТСЛОЕНИЙ АРМАТУРЫ В ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ | 2006 |
|
RU2327136C1 |
Изобретение относится к испытательной технике. Сущность: устанавливают конструкцию на стенде. Закрепляют ее концы согласно условиям эксплуатации. Возбуждают в ненагруженной конструкции колебания. Измеряют основную частоту и декремент свободных или вынужденных колебаний, причем производят одновременно возбуждение поперечных и продольных вынужденных колебаний на резонансной частоте при заданном уровне энергии колебаний, регистрируют виброграмму амплитудно-модулированного колебательного процесса и определяют по ней коэффициент амплитудной модуляции. Сопоставляют полученные данные с соответствующими динамическими параметрами, полученными для эталонной конструкции заданного типа при тех же режимах контроля и условиях закрепления. По результатам сравнения определяют показатели качества контролируемого изделия. Технический результат: повышение информативности и достоверности. 1 з.п. ф-лы, 3 ил.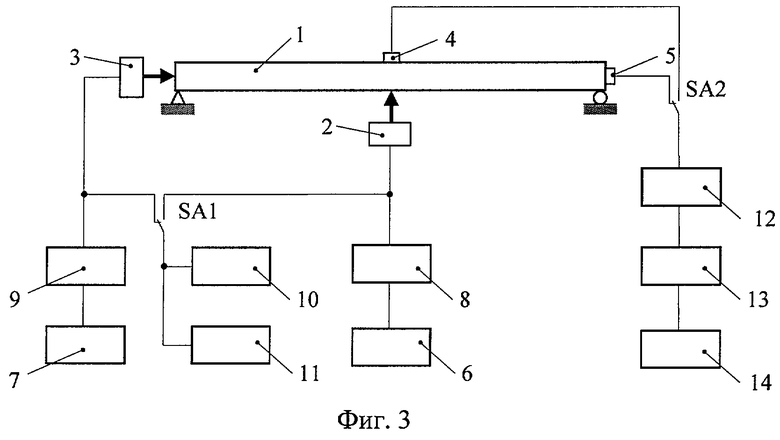
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ГОТОВОГО ЖЕЛЕЗОБЕТОННОГО ИЗДЕЛИЯ | 1993 |
|
RU2097727C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ГОТОВОГО ЖЕЛЕЗОБЕТОННОГО ИЗДЕЛИЯ | 1999 |
|
RU2160893C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ГОТОВОГО ЖЕЛЕЗОБЕТОННОГО ИЗДЕЛИЯ | 1996 |
|
RU2131599C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТРЕЩИНОСТОЙКОСТИ | 1993 |
|
RU2066860C1 |
| Способ определения физико-механических свойств материалов | 1989 |
|
SU1698729A1 |
| Устройство поиска шумоподобного сигнала | 1973 |
|
SU495780A1 |

