Изобретение относится к измерительной технике и может быть использовано в машиностроении для измерения ширины паза, а также его симметричности у деталей в виде шарнирных вилок.
Известен способ измерения параметров шпоночного паза отверстия, заключающийся в том, что базируют объект измерения в корпусе, содержащем отсчетную головку, путем установки его на два центрирующих пальца, обеспечивая при базировании контакт измерительного щупа, жестко закрепленного на штоке, с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение объекта измерения и корпуса путем возвратно-поворотных движений объекта измерения на центрирующих пальцах и возвратно-поворотных движений измерительного щупа вокруг продольной оси упомянутого штока, осуществляя последние в плоскости, параллельной продольным осям центрирующих пальцев, и достигая неизменности показаний отсчетной головки при упомянутых движениях измерительного щупа, снимают первый отсчет отсчетной головки, вводят измерительный щуп в контакт с другой боковой поверхностью паза, снимают второй отсчет упомянутой головки, поворачивают измерительный щуп со штоком вокруг продольной оси упомянутого штока и перемещают его вдоль этой оси, добиваясь центрирования измерительного щупа по центрирующим пальцам путем одновременного касания его боковой поверхности с рабочими поверхностями центрирующих пальцев, снимая при этом третий отсчет отсчетной головки, определяют ширину проверяемого паза по разнице двух первых отсчетов и с учетом диаметра измерительного щупа, определяют первый размах по разнице первого и третьего отсчетов, второй размах по разнице второго и третьего отсчетов, а отклонение от симметричности - по полуразности упомянутых размахов [Патент RU №2240499 С1, МПК G01B 5/24, 2004 (аналог)].
Однако в указанном способе выверка взаимного углового положения объекта и корпуса осуществляется по точкам, имеющим разные координаты вдоль длины шпоночного паза. Поэтому на точность выверки влияет перекос шпоночного паза, что увеличивает погрешность измерения. Кроме того указанным способом нельзя измерять параметры паза, несопряженного с отверстием детали, поскольку в таких деталях доступным для щупа является лишь один конструктивный элемент, например, паз, а отверстие с центрирующими пальцами - недоступны, что не позволяет выполнить центрирования щупа по этим пальцам.
Прототип - способ измерения параметров паза, не сопряженного с отверстием детали, заключающейся в том, что базируют объект измерения в наклонном корпусе, содержащем шток и взаимодействующую со штоком своим наконечником отсчетную головку, путем установки его отверстием на два центрирующих пальца, обеспечивая при базировании контакт измерительного щупа, жестко закрепленного на штоке, с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение объекта измерения и наклонного корпуса путем возвратно-поворотных движений измерительного щупа вокруг продольной упомянутого штока, осуществляя последние в плоскости, параллельной продольным осям центрирующих пальцев, и достигая неизменности показаний отсчетной головки при касании измерительного щупа двух крайних точек боковой поверхности в направлении глубины паза, снимают первый отсчет отсчетной головки, вводят измерительный щуп в контакт с другой боковой поверхностью проверяемого паза, снимают второй отсчет упомянутой головки, поворачивают измерительный щуп со штоком вокруг продольной оси упомянутого штока и перемещают вдоль этой оси, добиваясь центрирования измерительного щупа по установочной призме путем одновременного касания его боковой рабочей поверхности с рабочими поверхностями установочной призмы, снимая при этом третий отсчет отсчетной головки, определяют ширину проверяемого паза по разнице двух первых отсчетов и с учетом диаметра измерительного щупа, определяют первый размах по разнице первого и третьего отсчетов, второй размах по разнице второго и третьего отсчетов, а отклонение от симметричности - по полуразности упомянутых размахов [Патент RU №2488075 С1, МПК G01B 5/24, 2013].
Однако известным способом нельзя измерять параметры паза в деталях типа шарнирной вилки, поскольку для последней требуется иное базирование. Кроме того использование глубины проверяемого паза в качестве направления для выбора крайних точек при выверке взаимного положения необходимо для деталей с параллельными продольными осями отверстия и несопряженного с ним паза, тогда как это условие выверки неприемлемо для деталей с перпендикулярно расположенными продольными осями паза и базовой поверхности.
Проблемой является разработка способа, который позволяет измерять ширину и симметричность паза у деталей в виде шарнирной вилки.
Техническим результатом является повышение точности измерения за счет базирования шарнирной вилки на призме и выполнения выверки по двум крайним точкам боковой поверхности паза в направлении его длины.
Решение поставленной проблемы и технический результат достигаются тем, что в способе измерения параметров паза шарнирной вилки базируют шарнирную вилку в наклонном корпусе, содержащем шток и взаимодействующую со штоком своим наконечником отсчетную головку, обеспечивая при базировании контакт измерительного щупа, жестко закрепленного на штоке, с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение шарнирной вилки и наклонного корпуса путем возвратно-поворотных движений вилки вокруг ее продольной оси и измерительного щупа вокруг продольной оси штока, достигая неизменности показаний отсчетной головки при касании измерительного щупа боковой поверхности паза в двух крайних точках, снимают первый отсчет отсчетной головки, вводят измерительный щуп в контакт с другой боковой поверхностью проверяемого паза, снимают второй отсчет упомянутой головки, поворачивают измерительный щуп со штоком вокруг продольной оси упомянутого штока и перемещают вдоль этой оси, добиваясь центрирования измерительного щупа по установочной призме путем одновременного касания его боковой поверхности с рабочими поверхностями установочной призмы, снимают третий отсчет отсчетной головки, определяют ширину проверяемого паза по разнице первых двух отсчетов и с учетом диаметра измерительного щупа, определяют первый размах по разнице первого и третьего отсчетов, второй размах по разнице второго и третьего отсчетов, а отклонение от симметричности - по полуразности упомянутых размахов. Согласно изобретению базирование шарнирной вилки выполняют путем установки ее хвостовой частью на базирующую призму с размещением ушек шарнирной вилки между базирующей и установочной призмами, расположенными с образованием общей биссекторной плоскости, возвратно-поворотные движения измерительного щупа осуществляют в плоскости, параллельной упомянутой биссекторной плоскости, а выверку взаимного углового положения выполняют по крайним точкам в направлении длины паза.
Сравнение заявляемого способа с прототипом показывает следующее. В заявляемом способе шарнирную вилку базируют путем установки ее на базирующую призму, размещенную относительно установочной призмы с образованием общей биссекторной плоскости. Это позволяет расположить ось базовой поверхности шарнирной вилки в упомянутой плоскости. В прототипе базирование выполняется установкой объекта измерения торцем ступицы на установочную плоскость с прилеганием отверстия объекта измерения к центрирующим пальцам. Такое базирование не обеспечивает расположение продольной оси базового отверстия в биссекторной плоскости установочной призмы. Сравнение этих способов базирования показывает, что точность базирования, а значит и точность измерения, будет выше в заявляемом способе. Кроме того, взаимодействие измерительного щупа с крайними точками боковой поверхности паза в направлении его длины обеспечивает возможность выверки углового положения шарнирной вилки в заявляемом способе.
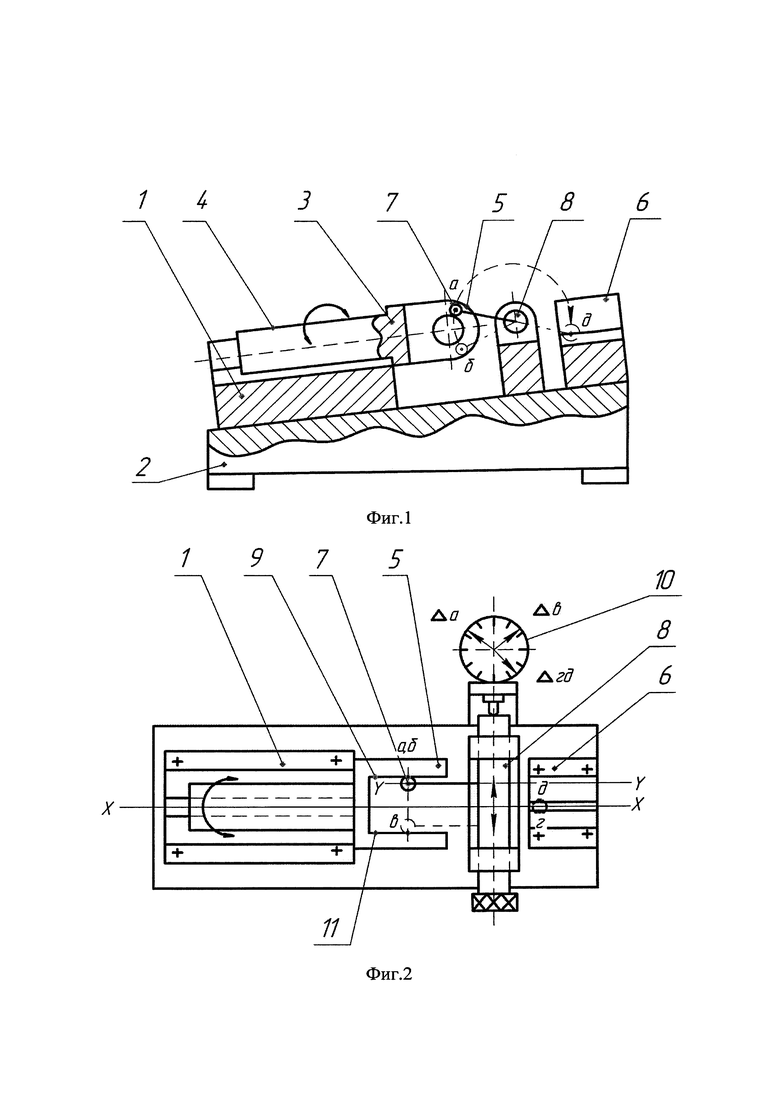
На фиг. 1 показана схема осуществления способа, вид спереди; на фиг. 2 - вид А на фиг. 1.
Способ осуществляется следующим образом.
На базирующую призму 1, закрепленную в наклонном корпусе 2, устанавливают шарнирную вилку 3 хвостовой частью 4 с размещением ушек 5 упомянутой вилки между базирующей 1 и установочной 6 призмами, расположенными с образованием общей биссекторной плоскости Х-Х. При базировании обеспечивают контакт измерительного щупа 7, жестко закрепленного на штоке 8, с боковой поверхностью 9 проверяемого паза. Выверяют взаимное угловое положение шарнирной вилки 3 и наклонного корпуса 2 путем возвратно-поворотных движений упомянутой вилки вокруг ее продольной оси на базирующей призме 1 и возвратно-поворотных движений измерительного щупа 7 со штоком 8 вокруг продольной оси упомянутого штока. Возвратно-поворотные движения измерительного щупа 7 со штоком 8 осуществляют в плоскости У-У, параллельной общей биссекторной плоскости Х-Х упомянутых призм. Выверкой достигают неизменности показаний отсчетной головки 10, установленной в наклонном корпусе 2 с возможностью взаимодействия своим наконечником со штоком 8, при касании измерительного щупа 7 двух крайних точек а и 6 боковой поверхности 9 в направлении длины паза. Снимают первый отсчет  отсчетной головки 10. Вводят измерительный щуп 7 в контакт с другой боковой поверхностью 11 проверяемого паза в точке в. Снимают второй отсчет
отсчетной головки 10. Вводят измерительный щуп 7 в контакт с другой боковой поверхностью 11 проверяемого паза в точке в. Снимают второй отсчет  упомянутой головки. Поворачивают измерительный щуп 7 со штоком 8 вокруг продольной оси упомянутого штока и перемещают их вдоль этой оси, добиваясь центрирования измерительного щупа 7 по установочной призме 6 путем одновременного касания его боковой рабочей поверхности с рабочими поверхностями упомянутой призмы в точках гид, снимая при этом третий отсчет
упомянутой головки. Поворачивают измерительный щуп 7 со штоком 8 вокруг продольной оси упомянутого штока и перемещают их вдоль этой оси, добиваясь центрирования измерительного щупа 7 по установочной призме 6 путем одновременного касания его боковой рабочей поверхности с рабочими поверхностями упомянутой призмы в точках гид, снимая при этом третий отсчет  отсчетной головки 10. Определяют ширину проверяемого паза по формуле
отсчетной головки 10. Определяют ширину проверяемого паза по формуле  где
где  - первый отсчет,
- первый отсчет,  - второй отсчет, d - диаметр измерительного щупа. Определяют первый размах W1 по разнице первого
- второй отсчет, d - диаметр измерительного щупа. Определяют первый размах W1 по разнице первого  и третьего
и третьего  отсчетов, второй размах W2 по разнице второго
отсчетов, второй размах W2 по разнице второго  и третьего
и третьего  отсчетов, а отклонение от симметричности - по формуле
отсчетов, а отклонение от симметричности - по формуле 
Таким образом, измеряют ширину паза и его отклонение от симметричности относительно хвостовика шарнирной вилки, достигая при этом повышения точности измерения.
Способ может быть использован на машиностроительных предприятиях при измерении параметров паза у деталей с перпендикулярно расположенными продольными осями паза и базовой поверхности, например, в виде шарнирной вилки.
Изобретение относится к способам для измерения ширины и симметричности паза у деталей в виде шарнирной вилки. Шарнирную вилку базируют в наклонном корпусе путем установки ее на базирующую и установочную призмы. Выверяют взаимное угловое положение шарнирной вилки и наклонного корпуса путем возвратно-поворотных движений шарнирной вилки вокруг продольной оси хвостовой части на базирующей призме и щупа со штоком вокруг продольной оси штока. Возвратно-поворотные движения измерительного щупа со штоком осуществляют в плоскости, параллельной общей биссекторной плоскости базирующей и установочной призм, достигая при этом неизменности показаний отсчетной головки при касании измерительного щупа боковой поверхности в двух крайних точках в направлении длины паза. Снимают первый отсчет. Вводят измерительный щуп в контакт с другой боковой поверхностью, снимают второй отсчет. Поворачивают измерительный щуп вокруг продольной оси штока и перемещают его вдоль этой оси, добиваясь центрирования измерительного щупа по установочной призме путем одновременного касания боковой рабочей поверхности щупа с рабочими поверхностями установочной призмы. Снимают третий отсчет. На основании полученных данных определяют ширину паза и отклонение от симметричности. Технический результат - повышение точности измерения. 2 ил.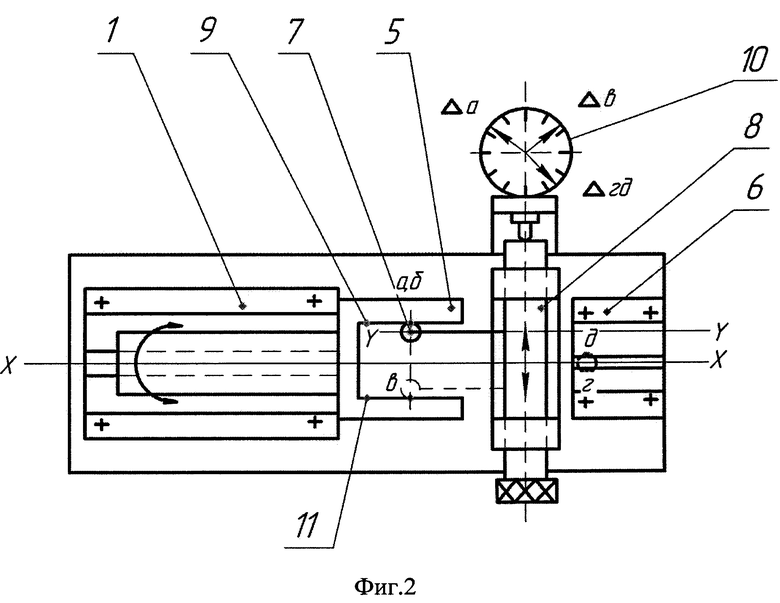
Способ измерения параметров паза шарнирной вилки, заключающийся в том, что базируют шарнирную вилку в наклонном корпусе, содержащем шток и взаимодействующую со штоком своим наконечником отсчетную головку, обеспечивая при базировании контакт измерительного щупа, жестко закрепленного на штоке, с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение шарнирной вилки и наклонного корпуса путем возвратно-поворотных движений вилки вокруг ее продольной оси и измерительного щупа вокруг продольной оси штока, достигая неизменности показаний отсчетной головки при касании измерительного щупа боковой поверхности паза в двух крайних точках, снимают первый отсчет отсчетной головки, вводят измерительный щуп в контакт с другой боковой поверхностью проверяемого паза, снимают второй отсчет упомянутой головки, поворачивают измерительный щуп со штоком вокруг продольной оси упомянутого штока и перемещают вдоль этой оси, добиваясь центрирования измерительного щупа по установочной призме путем одновременного касания его боковой поверхности с рабочими поверхностями установочной призмы, снимают третий отсчет отсчетной головки, определяют ширину проверяемого паза по разнице первых двух отсчетов и с учетом диаметра измерительного щупа, определяют первый размах по разнице первого и третьего отсчетов, второй размах по разнице второго и третьего отсчетов, а отклонение от симметричности по полуразности упомянутых размахов, отличающийся тем, что базирование шарнирной вилки выполняют путем установки ее хвостовой частью на базирующую призму с размещением ушек шарнирной вилки между базирующей и установочной призмами, расположенными с образованием общей биссекторной плоскости, возвратно-поворотные движения измерительного щупа осуществляют в плоскости, параллельной упомянутой биссекторной плоскости, а выверку взаимного углового положения выполняют по крайним точкам в направлении длины паза.
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ОТВЕРСТИЯ | 2001 |
|
RU2190187C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ПАЗА, НЕ СОПРЯЖЕННОГО С ОТВЕРСТИЕМ ДЕТАЛИ | 2014 |
|
RU2559169C1 |
| CN 108267055 A, 10.07.2018 | |||
| CN 205175327, 20.04.2016 | |||
| DE 102006058903 B4, 20.11.2008. | |||

