Изобретение относится к области самолетостроения, а именно к технологии сборки самолетов, и может быть использовано в производстве крыла самолета, выполненного из углепластиковых композиционных материалов и металлов для конструкций, подверженных сильным нагрузкам.
Из уровня техники известна публикация патента, см. патент RU № 2556268 С1, из которого известна конструкция стыка консоли крыла с центропланом самолета, в котором в консоли крыла выполнен силовой кессон, подверженный сильным нагрузкам, с верхними и нижними панелями значительной толщины в корневой зоне в зоне стыка с центропланом, силовой кессон содержит бортовую стыковую нервюру минимальной массы для обеспечения жесткой связи консолей крыла и центроплана по периметру соединения, а центроплан выполнен в виде коробчатой конструкции, включающей верхнюю и нижнюю панели значительной толщины в зоне стыка с крылом и передний и задний лонжероны. Панели консоли крыла значительной толщины в зоне стыка изготовлены из углепластикового композиционного материала и при этом имеют принятые конструктивно колебания по толщине от 0% до 3,5% в зоне стыка от изделия к изделию. В центроплане коробчатой формы верхняя и нижняя панели значительной толщины в зоне стыка с консолью крыла выполнены из углепластикового композиционного материала и при этом имеют принятые конструктивно колебания по толщине от 0% до 3,5% в зоне стыка с консолью крыла от изделия к изделию. Колебания по толщине углепластиковых композиционных панелей допущены при их производстве и имеют естественную природу. Соединение консолей крыла с центропланом предусматривает стыковку консолей крыла по верхним и нижним панелям кессона крыла и верхней и нижней панелям центроплана, выполненных из углепластикового композиционного материала, посредством верхних внешних накладок и верхних внутренних накладок и нижних внешних накладок и нижних внутренних накладок. Верхние внешняя и внутренние накладки, а также нижние внешняя и внутренние накладки, выполнены из металлического титанового сплава с полками, при этом внешние стороны полок выполнены ступенчатыми с участками переменной толщины, уменьшающейся от центра указанных полок к их краям, а внутренние стороны полок выполнены гладкими с высокой точностью. Верхняя внутренняя накладка и нижняя внутренняя накладка выполнены в форме Т-образного профиля для обеспечения компенсации погрешностей изготовления между верхней и нижней внутренними накладками посредством стенки стыковой нервюры при выполнении сборки конструкции стыковой нервюры консоли крыла в производстве. Выполнение соединения консоли крыла и центроплана обеспечивается тем, что верхняя накладка консоли крыла плоской внутренней стороной устанавливается на внешнюю сторону верхней панели центроплана, причем внешняя сторона верхней панели центроплана всегда в производстве выполняется с высокой точностью по внешней геометрической форме и расположению в пространстве коробчатого центроплана, а нижний пояс стыковой нервюры консоли крыла плоской внутренней стороной устанавливается на внутреннюю сторону нижней панели центроплана, причем внутренняя сторона нижней панели центроплана всегда в производстве выполняется с высокой точностью по геометрической форме и расположению в пространстве коробчатого центроплана, и при выполнении соединения между внутренней стороной верхнего пояса и внутренней стороной верхней панели центроплана и между внутренней стороной нижней накладки и внешней стороной нижней панели центроплана установлены прокладки. Выполнение соединения консоли крыла и центроплана обеспечивается тем, что верхняя и нижняя панели центроплана выполнены по толщине меньше, чем верхняя и нижняя панели консолей крыла, на величину, равную толщине упомянутой прокладки, которая устанавливается в образовавшийся зазор между панелями и поясом и накладкой. Для обеспечения герметичности стыка зазоры между торцами панелей кессона крыла и центроплана, а также в швах между соединяемыми металлическими и композиционными деталями стыка заполнены герметиком.
В опубликованном патенте (см. патент RU № 2556268 С1) ничего не сказано о том, как при наличии такого количества неопределенных и непостоянных величин, а именно, значительная толщина и нестабильность по толщине панелей из углепластикового композиционного материала, разнородность материалов стыка, высокие требования по пространственной точности расположения деталей стыка, не взаимосвязанные при сборке конструкции - консоль крыла и центроплан, обеспечить в производстве требуемую геометрическую точность стыка. К недостаткам данной конструкции стыка относится то, что для гарантирования оптимального сборочного процесса соединения консолей крыла и центроплана, сокращения трудозатрат и исключения появления в процессе сборки дополнительных нерасчетных изгибов конструкции после соединения консоли крыла и центроплана необходимо гарантировать от изделия к изделию равенство размеров между внешней поверхностью верхней панели центроплана и внутренней поверхностью нижней панели центроплана "Размер А" и между внутренней плоской поверхностью верхней накладки стыковой нервюры консоли крыла и внутренней плоской поверхностью нижнего пояса стыковой нервюры консоли крыла "Размер В", фиг. 3.
Сущность изобретения
Задачей, решаемой заявленным изобретением, является оптимизация трудоемкости и обеспечение постоянства и геометрической стабильности и точности "Размер В" от изделия к изделию стыковой нервюры в процессе сборки деталей стыковой нервюры, сокращение трудозатрат, исключение деформаций деталей стыковой нервюры из-за внутренних сборочных напряжений и подгоночных работ, гарантирование надежности стыка при соединении консолей крыла с коробчатым центропланом.
Технический результат заявленного изобретения заключается в повышении способом модульной сборки надежности и точности собираемой конструкции стыковой нервюры, в обеспечении гарантированной стабильности монтажа и исключении подгоночных работ при соединении консолей крыла с центропланом, где панели консоли крыла и коробчатого центроплана изготовлены из углеродных полимерных композиционных материалов.
Решение поставленной технической задачи обеспечивается за счет применения в процессе сборки стыковой нервюры мобильного сборочного модуля рамы - эталона коробчатого центроплана в зоне стыка, имитирующего панели и лонжероны центроплана, и их геометрическое положение в зоне стыка консоли крыла с коробчатым центропланом, что обеспечивает сокращение трудоемкости сборки и повышение точности и постоянства геометрии стыковой нервюры от изделия к изделию за счет введения в конструкцию панелей консоли крыла, изготовленных из углепластикового композиционного материала, в зоне стыка с коробчатым центропланом специальных жертвенных слоев из стеклопластикового композиционного материала.
Для реализации этого способа разработано устройство соединения панелей консоли крыла с деталями стыковой нервюры, причем интегральные верхняя и нижняя панели консоли крыла в виде обшивка + стрингеры выполнены из углепластикового композиционного материала с колебаниями по толщине от 0% до 3,5% от заданного конструктивно от изделия к изделию в зоне соединения панелей консоли крыла с деталями стыковой нервюры, а металлические детали стыковой нервюры включают титановые верхнюю накладку и верхний пояс Т-образной формы и титановые нижний пояс Т-образной формы и нижнюю накладку, выполненные с высокой точностью в пределах ±0,2 мм, и алюминиевую стенку, которая соединяет верхний пояс и нижний пояс, причем в зоне стыка композитных углеродных панелей консоли крыла непостоянной толщины с композитными углеродными панелями непостоянной толщины коробчатого центроплана на внутреннюю поверхность верхней панели консоли крыла и внутреннюю поверхность нижней панели консоли крыла наклеиваются жертвенные слои из стеклопластикового композиционного материала, а для обеспечения известного из конструкторской документации постоянства по толщине в зоне стыка верхней панели и нижней панели консоли крыла жертвенные слои из стеклопластикового композиционного материала фрезеруются при изготовлении углеродных композитных панелей консоли крыла до заданного конструктором размера толщины композитных углеродных панелей консоли крыла в зоне стыка  - для верхней панели консоли крыла и
- для верхней панели консоли крыла и  - для нижней панели консоли крыла, причем заданная конструктором толщина панелей консолей крыла образуется из заданного количества композиционного углеродного материала, получившего в процессе изготовления панелей определенный неизвестный заранее, но допускаемый конструктором, прирост толщины в диапазоне от 0% до 3,5% конструктивной толщины, и оставшегося после фрезерования произвольного количества стеклопластикового композиционного материала, а для обеспечения необходимой заданной геометрии и размера между внутренней плоской стороной нижнего пояса стыковой нервюры и внутренней плоской стороной верхней накладки стыковой нервюры указанные детали стыковой нервюры в процессе сборки устанавливаются по базовым поверхностям, причем базовой поверхностью для нижнего пояса стыковой нервюры является внутренняя поверхность имитатора нижней панели коробчатого центроплана на мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка, а базовой поверхностью для верхней накладки стыковой нервюры является внешняя поверхность имитатора верхней панели коробчатого центроплана на мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка, при этом верхняя композитная углеродная панель консоли крыла занимает свое правильное геометрическое конструкторское положение в процессе сборки консоли крыла на этапах сборки консоли крыла, значительно удаленных от этапа сборки стыковой нервюры, причем правильное геометрическое конструкторское положение внешней поверхности верхней панели консоли крыла в зоне стыка для установки внешней верхней накладки обеспечивается за счет правильного базирования верхней панели консоли крыла постоянной по толщине в зоне стыка на внутреннюю плоскую сторону верхнего пояса стыковой нервюры, а обеспечение постоянства по толщине в зоне стыка верхней панели консоли крыла гарантируется наличием жертвенных слоев стеклопластикового композиционного материала и точностью выполнения механической обработки фрезерования жертвенных слоев стеклопластикового композиционного материала и гарантирует тем самым правильное геометрическое конструкторское положение внешней поверхности верхней панели консоли крыла в зоне стыка, причем для исключения непараллельности плоских сторон верхней накладки и верхнего пояса и не параллельности плоских сторон нижнего пояса и нижней накладки жертвенные слои стеклопластикового композиционного материала наклеиваются на внутренние поверхности верхней и нижней панелей консолей крыла и затем фрезеруются эквидистантно внешним поверхностям верхней и нижней панелей консолей крыла на обеих панелях соответственно на верхней панели консоли крыла для гарантирования переноса баз, и на нижней панели консоли крыла только для гарантирования параллельности плоских сторон нижнего пояса и нижней накладки, заходящих на верхнюю и нижнюю панели коробчатого центроплана, соответственно, а в процессе сборки консоли крыла верхняя панель консоли крыла базируется по плоской внутренней стороне верхнего пояса стыковой нервюры и правильно отфрезерованным слоям стеклопластикового композиционного материала на внутренней поверхности верхней панели консоли крыла и тем самым обеспечивается правильное положение плоской внутренней стороны верхней накладки стыковой нервюры на внешнюю поверхность верхней панели консоли крыла и нижняя панель консоли крыла базируется по плоской внутренней стороне нижнего пояса стыковой нервюры, которая правильно установлена по базовой внутренней поверхности имитатора нижней панели коробчатого центроплана на мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка, причем правильное геометрическое положение плоской внутренней стороны верхнего пояса стыковой нервюры и плоской внутренней стороны нижнего пояса стыковой нервюры определяется правильным геометрическим положением базовых внутренней поверхности имитатора верхней панели коробчатого центроплана и внутренней поверхности имитатора нижней панели коробчатого центроплана на мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка, а толщина имитаторов панелей коробчатого центроплана определяется из заданной конструкторской толщины верхней панели консоли крыла и нижней панели консоли крыла в зоне стыка, образованной из углепластикового композиционного материала и стеклопластикового композиционного материала, причем полученная толщина имитаторов верхней и нижней панелей коробчатого центроплана на мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка гарантирует образование зазора между внутренней поверхностью верхней панели коробчатого центроплана и плоской внутренней стороной верхнего пояса стыковой нервюры и между внешней поверхностью нижней панели коробчатого центроплана и внутренней плоской стороной нижней накладки стыковой нервюры, а в полученные зазоры гарантированно будут устанавливаться прокладки при соединении консолей крыла с коробчатым центропланом, причем при соединении консоли крыла с коробчатым центропланом в этом случае верхняя накладка стыковой нервюры без зазора лежит на внешней поверхности верхней панели коробчатого центроплана и нижний пояс стыковой нервюры без зазора лежит на внутренней поверхности нижней панели коробчатого центроплана.
- для нижней панели консоли крыла, причем заданная конструктором толщина панелей консолей крыла образуется из заданного количества композиционного углеродного материала, получившего в процессе изготовления панелей определенный неизвестный заранее, но допускаемый конструктором, прирост толщины в диапазоне от 0% до 3,5% конструктивной толщины, и оставшегося после фрезерования произвольного количества стеклопластикового композиционного материала, а для обеспечения необходимой заданной геометрии и размера между внутренней плоской стороной нижнего пояса стыковой нервюры и внутренней плоской стороной верхней накладки стыковой нервюры указанные детали стыковой нервюры в процессе сборки устанавливаются по базовым поверхностям, причем базовой поверхностью для нижнего пояса стыковой нервюры является внутренняя поверхность имитатора нижней панели коробчатого центроплана на мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка, а базовой поверхностью для верхней накладки стыковой нервюры является внешняя поверхность имитатора верхней панели коробчатого центроплана на мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка, при этом верхняя композитная углеродная панель консоли крыла занимает свое правильное геометрическое конструкторское положение в процессе сборки консоли крыла на этапах сборки консоли крыла, значительно удаленных от этапа сборки стыковой нервюры, причем правильное геометрическое конструкторское положение внешней поверхности верхней панели консоли крыла в зоне стыка для установки внешней верхней накладки обеспечивается за счет правильного базирования верхней панели консоли крыла постоянной по толщине в зоне стыка на внутреннюю плоскую сторону верхнего пояса стыковой нервюры, а обеспечение постоянства по толщине в зоне стыка верхней панели консоли крыла гарантируется наличием жертвенных слоев стеклопластикового композиционного материала и точностью выполнения механической обработки фрезерования жертвенных слоев стеклопластикового композиционного материала и гарантирует тем самым правильное геометрическое конструкторское положение внешней поверхности верхней панели консоли крыла в зоне стыка, причем для исключения непараллельности плоских сторон верхней накладки и верхнего пояса и не параллельности плоских сторон нижнего пояса и нижней накладки жертвенные слои стеклопластикового композиционного материала наклеиваются на внутренние поверхности верхней и нижней панелей консолей крыла и затем фрезеруются эквидистантно внешним поверхностям верхней и нижней панелей консолей крыла на обеих панелях соответственно на верхней панели консоли крыла для гарантирования переноса баз, и на нижней панели консоли крыла только для гарантирования параллельности плоских сторон нижнего пояса и нижней накладки, заходящих на верхнюю и нижнюю панели коробчатого центроплана, соответственно, а в процессе сборки консоли крыла верхняя панель консоли крыла базируется по плоской внутренней стороне верхнего пояса стыковой нервюры и правильно отфрезерованным слоям стеклопластикового композиционного материала на внутренней поверхности верхней панели консоли крыла и тем самым обеспечивается правильное положение плоской внутренней стороны верхней накладки стыковой нервюры на внешнюю поверхность верхней панели консоли крыла и нижняя панель консоли крыла базируется по плоской внутренней стороне нижнего пояса стыковой нервюры, которая правильно установлена по базовой внутренней поверхности имитатора нижней панели коробчатого центроплана на мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка, причем правильное геометрическое положение плоской внутренней стороны верхнего пояса стыковой нервюры и плоской внутренней стороны нижнего пояса стыковой нервюры определяется правильным геометрическим положением базовых внутренней поверхности имитатора верхней панели коробчатого центроплана и внутренней поверхности имитатора нижней панели коробчатого центроплана на мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка, а толщина имитаторов панелей коробчатого центроплана определяется из заданной конструкторской толщины верхней панели консоли крыла и нижней панели консоли крыла в зоне стыка, образованной из углепластикового композиционного материала и стеклопластикового композиционного материала, причем полученная толщина имитаторов верхней и нижней панелей коробчатого центроплана на мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка гарантирует образование зазора между внутренней поверхностью верхней панели коробчатого центроплана и плоской внутренней стороной верхнего пояса стыковой нервюры и между внешней поверхностью нижней панели коробчатого центроплана и внутренней плоской стороной нижней накладки стыковой нервюры, а в полученные зазоры гарантированно будут устанавливаться прокладки при соединении консолей крыла с коробчатым центропланом, причем при соединении консоли крыла с коробчатым центропланом в этом случае верхняя накладка стыковой нервюры без зазора лежит на внешней поверхности верхней панели коробчатого центроплана и нижний пояс стыковой нервюры без зазора лежит на внутренней поверхности нижней панели коробчатого центроплана.
Краткое описание чертежей
Детали, признаки, а также преимущества настоящего изобретения следуют из нижеследующего описания примеров выполнения заявленного устройства с использованием чертежей, на которых показано:
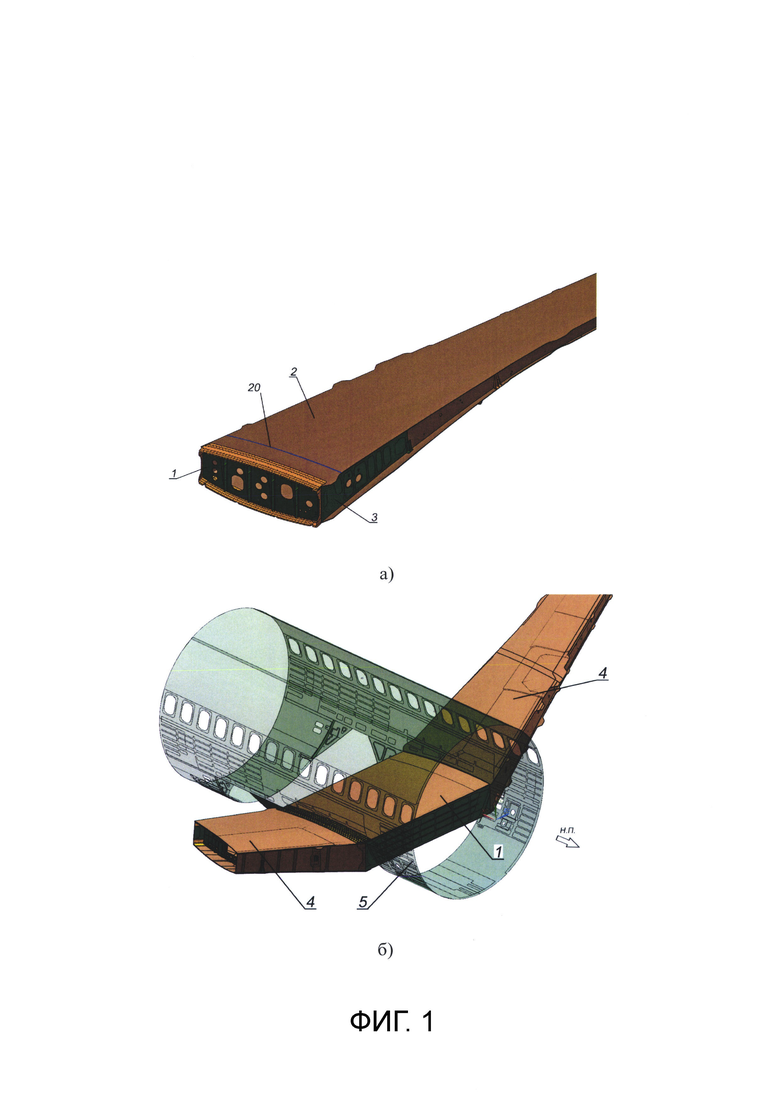
Фиг. 1 - консоль крыла вместе со стыковой нервюрой и крыло в виде соединенных через стыковую нервюру консолей крыла с центропланом;
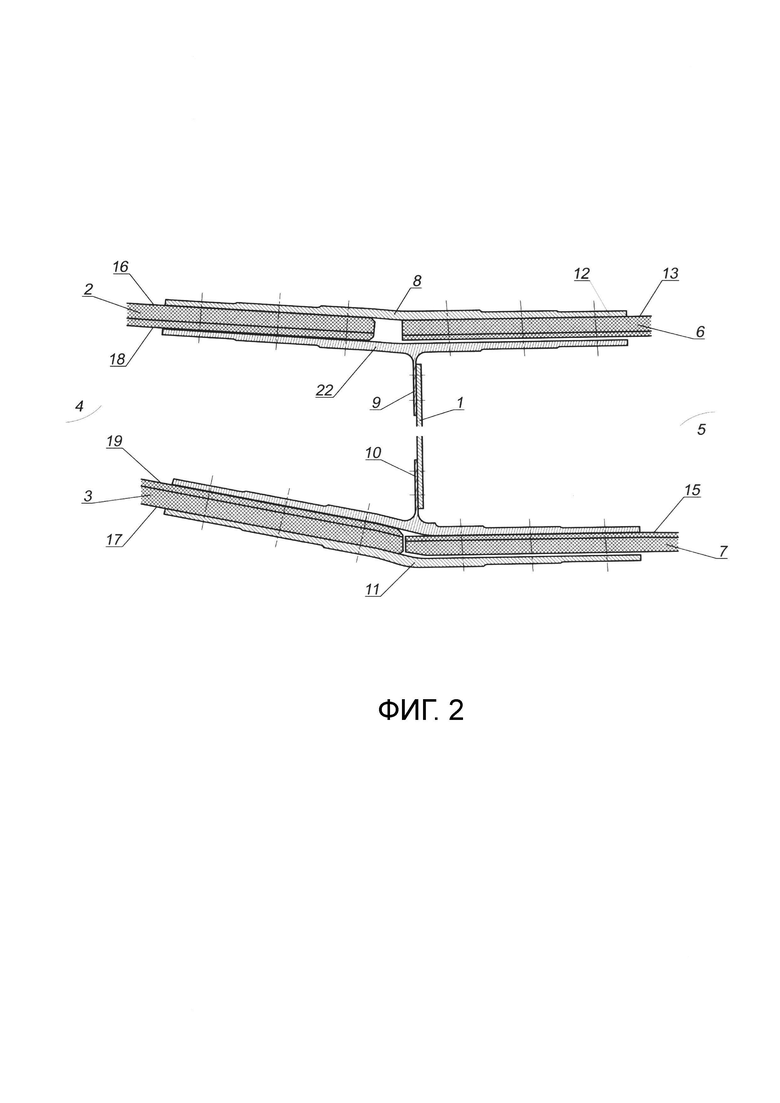
Фиг. 2 - поперечное сечение стыка левой консоли крыла с коробчатым центропланом по направлению полета;
Фиг. 3-поперечное сечение стыка левой консоли крыла с коробчатым центропланом по направлению полета, при котором консоль крыла выставлена в полетное положение рядом с коробчатым центропланом перед соединением консоли крыла с центропланом;
Фиг. 4 - мобильный сборочный модуль рама эталон коробчатого центроплана в зоне стыка вместе с установленными в нем верхними и нижними поясами стыковой нервюры
Фиг. 5 - сборочный модуль консоли крыла вместе с установленным в нем мобильным сборочным модулем рамой эталоном коробчатого центроплана в зоне стыка.
Технический результат достигается также тем, что устройство для осуществления способа представляет собой мобильный сборочный модуль раму - эталон коробчатого центроплана в зоне стыка с имитаторами панелей и лонжеронов коробчатого центроплана в зоне стыка и включает основание в виде сварной жесткой массивной рамы, выполненной из толстостенного трубчатого профиля для гарантирования неизменности формы и пространственного расположения внешней и внутренней поверхностей имитаторов верхней панели коробчатого центроплана и внутренней и внешней поверхностей имитаторов нижней панели коробчатого центроплана, на которые базируются верхние и нижние накладки стыковой нервюры, и внутренних поверхностей имитаторов лонжеронов коробчатого центроплана, на которые базируются фитинги лонжеронов стыковой нервюры. Для получения заданного расстояния между внутренними плоскими сторонами верхней накладки и верхнего пояса и внутренними плоскими сторонами нижнего пояса и нижней накладки, соответственно, и гарантированного получения заданного размера зазора между внутренней поверхностью верхней панели коробчатого центроплана и внутренней плоской стороной верхнего пояса стыковой нервюры и между внешней поверхностью нижней панели коробчатого центроплана и внутренней плоской стороной нижней накладки стыковой нервюры толщина имитаторов верхней панели коробчатого центроплана  рассчитывается исходя из полученной в зоне стыка толщины верхней панели консоли крыла, а именно,
рассчитывается исходя из полученной в зоне стыка толщины верхней панели консоли крыла, а именно,  а толщина имитаторов нижней панели коробчатого центроплана
а толщина имитаторов нижней панели коробчатого центроплана  рассчитывается исходя из полученной в зоне стыка толщины нижней панели консоли крыла, а именно,
рассчитывается исходя из полученной в зоне стыка толщины нижней панели консоли крыла, а именно,  где ψкр - угол поперечного V крыла в градусах. Для гарантирования заданного в конструкторской документации положения в пространстве внутренней плоской стороны верхней накладки стыковой нервюры внешняя поверхность имитатора верхней панели коробчатого центроплана выставляется на жесткой раме в соответствии с внешней поверхностью верхней панели коробчатого центроплана с помощью лазерных средств контроля, а заданное положение внутренней поверхности имитатора верхней панели коробчатого центроплана для базовой установки верхнего пояса стыковой нервюры получается за счет строгого выполнения в заданных допусках размера
где ψкр - угол поперечного V крыла в градусах. Для гарантирования заданного в конструкторской документации положения в пространстве внутренней плоской стороны верхней накладки стыковой нервюры внешняя поверхность имитатора верхней панели коробчатого центроплана выставляется на жесткой раме в соответствии с внешней поверхностью верхней панели коробчатого центроплана с помощью лазерных средств контроля, а заданное положение внутренней поверхности имитатора верхней панели коробчатого центроплана для базовой установки верхнего пояса стыковой нервюры получается за счет строгого выполнения в заданных допусках размера  толщины имитаторов верхней панели коробчатого центроплана. Для гарантирования заданного в конструкторской документации положения в пространстве внутренней плоской стороны нижнего пояса стыковой нервюры внутренняя поверхность имитатора нижней панели коробчатого центроплана выставляется на жесткой раме в соответствии с внутренней поверхностью нижней панели коробчатого центроплана с помощью лазерных средств контроля и данная внутренняя поверхность имитатора нижней панели коробчатого центроплана является базовой поверхностью для установки нижнего пояса стыковой нервюры. В процессе сборки консоли крыла с предлагаемым устройством модулем сборки стыковой нервюры верхняя панель консоли крыла базируется по внутренней плоской стороне верхнего пояса, верхнюю накладку устанавливают и фиксируют по внешней поверхности имитатора верхней панели коробчатого центроплана, контролируют возможный зазор между внутренней плоской стороной верхней накладки и внешней поверхностью верхней панели консоли крыла, который заполняется герметиком или жесткими прокладками. В процессе сборки консоли крыла с предлагаемым устройством модулем сборки стыковой нервюры нижняя панель консоли крыла базируется по внутренней плоской стороне нижнего пояса стыковой нервюры, нижнюю внешнюю накладку устанавливают и фиксируют по внешней поверхности имитатора нижней панели коробчатого центроплана, контролируют возможный зазор между внутренней плоской стороной нижней накладки и внешней поверхностью нижней панели консоли крыла, который заполняется герметиком или жесткими прокладками. Полученные таким образом размеры между внутренней плоской стороной верхней накладки стыковой нервюры консоли крыла и внутренней плоской стороной нижнего пояса стыковой нервюры консоли крыла "Размер В" полностью соответствуют размеру между внешней поверхностью верхней панели коробчатого центроплана и внутренней поверхностью нижней панели коробчатого центроплана "Размер А", чем достигается решение поставленной задачи.
толщины имитаторов верхней панели коробчатого центроплана. Для гарантирования заданного в конструкторской документации положения в пространстве внутренней плоской стороны нижнего пояса стыковой нервюры внутренняя поверхность имитатора нижней панели коробчатого центроплана выставляется на жесткой раме в соответствии с внутренней поверхностью нижней панели коробчатого центроплана с помощью лазерных средств контроля и данная внутренняя поверхность имитатора нижней панели коробчатого центроплана является базовой поверхностью для установки нижнего пояса стыковой нервюры. В процессе сборки консоли крыла с предлагаемым устройством модулем сборки стыковой нервюры верхняя панель консоли крыла базируется по внутренней плоской стороне верхнего пояса, верхнюю накладку устанавливают и фиксируют по внешней поверхности имитатора верхней панели коробчатого центроплана, контролируют возможный зазор между внутренней плоской стороной верхней накладки и внешней поверхностью верхней панели консоли крыла, который заполняется герметиком или жесткими прокладками. В процессе сборки консоли крыла с предлагаемым устройством модулем сборки стыковой нервюры нижняя панель консоли крыла базируется по внутренней плоской стороне нижнего пояса стыковой нервюры, нижнюю внешнюю накладку устанавливают и фиксируют по внешней поверхности имитатора нижней панели коробчатого центроплана, контролируют возможный зазор между внутренней плоской стороной нижней накладки и внешней поверхностью нижней панели консоли крыла, который заполняется герметиком или жесткими прокладками. Полученные таким образом размеры между внутренней плоской стороной верхней накладки стыковой нервюры консоли крыла и внутренней плоской стороной нижнего пояса стыковой нервюры консоли крыла "Размер В" полностью соответствуют размеру между внешней поверхностью верхней панели коробчатого центроплана и внутренней поверхностью нижней панели коробчатого центроплана "Размер А", чем достигается решение поставленной задачи.
В варианте технического решения базовыми для соединения консоли крыла с коробчатым центропланом являются внутренняя плоская сторона верхней накладки и внутренняя плоская сторона нижнего пояса стыковой нервюры.
В варианте технического решения для обеспечения постоянства и неизменности в производстве указанных баз применяется мобильный сборочный модуль рама - эталон коробчатого центроплана в зоне стыка с имитаторами панелей и лонжеронов коробчатого центроплана в зоне стыка, при изготовлении которого выполняется строгий контроль заданного по конструкции расстояния между внутренней плоской стороной верхней накладки и внутренней плоской стороной нижнего пояса стыковой нервюры.
В варианте технического решения сборочный модуль рама стыковой нервюры вместе с окончательно установленными в нем и зафиксированными на имитаторах и между собой деталями стыковой нервюры переносится в сборочный модуль консоли крыла, в котором продолжается сборка стыковой нервюры с композиционными панелями консоли крыла и окончательно формируется геометрия стыковой нервюры для соединения консоли крыла и коробчатого центроплана.
В варианте технического решения осуществляется перенос базы с внешней поверхности имитатора верхней панели коробчатого центроплана на внутреннюю поверхность имитатора верхней панели коробчатого центроплана за счет строгого выполнения размера толщины имитаторов верхней панели коробчатого центроплана  .
.
В варианте технического решение гарантирование заданной геометрии стыковой нервюры обеспечивается применением мобильного сборочного модуля рамы - эталона коробчатого центроплана в зоне стыка и выполнением постоянного размера  - для верхней панели кессона крыла и
- для верхней панели кессона крыла и  - для нижней панели консоли крыла за счет выравнивания поверхностей панелей консоли крыла из углепластикового композиционного материала фрезерованием наклеенных на панели консоли крыла жертвенных слоев из стеклопластикового композиционного материала.
- для нижней панели консоли крыла за счет выравнивания поверхностей панелей консоли крыла из углепластикового композиционного материала фрезерованием наклеенных на панели консоли крыла жертвенных слоев из стеклопластикового композиционного материала.
В варианте технического решения при сборке стыковой нервюры базами для установки верхней накладки являются внешняя поверхность имитатора верхней панели мобильного сборочного модуля рамы эталона коробчатого центроплана в зоне стыка и для нижнего пояса стыковой нервюры являются внутренняя поверхность имитатора нижней панели мобильного сборочного модуля рамы эталона коробчатого центроплана в зоне стыка.
В варианте технического решения внутренняя поверхность имитатора нижней панели центроплана на мобильном сборочном модуле раме - эталоне коробчатого центроплана в зоне стыка правильно выставляет в пространстве нижний пояс стыковой нервюры и его внутреннюю плоскую сторону.
В варианте технического решения внутренняя поверхность имитатора верхней панели центроплана на мобильном сборочном модуле раме - эталоне коробчатого центроплана в зоне стыка правильно выставляет в пространстве верхний пояс стыковой нервюры и его внутреннюю плоскую сторону.
В варианте технического решения верхняя накладка стыковой нервюры выставляется в правильное положение при сборке консоли крыла с базированием внутренней плоской стороны верхней накладки по внешней поверхности имитатора верхней панели центроплана на мобильном сборочном модуле раме - эталоне коробчатого центроплана в зоне стыка с заполнением герметиком или твердыми прокладками возможного зазора между внешней поверхностью верхней панели консоли крыла и внутренней плоской стороной верхней накладки.
В варианте технического решения нижняя накладка стыковой нервюры выставляется в правильное положение при сборке консоли крыла с базированием внутренней плоской стороны нижней накладки по внешней поверхности имитатора нижней панели центроплана на мобильном сборочном модуле раме - эталоне коробчатого центроплана в зоне стыка с заполнением герметиком или твердыми прокладками возможного зазора между внешней поверхностью нижней панели консоли крыла и внутренней плоской стороной нижней внешней накладки.
Ниже изобретение объясняется более подробно со ссылкой на прилагаемые чертежи.
Крыло самолета (фиг. 1б) включает в себя коробчатый центроплан (5) и правую и левую консоли крыла (4).
Консоль крыла (фиг. 1a), выполненная по двухлонжеронной схеме, состоит в том числе из стыковой нервюры (1) и двух панелей консоли крыла - верхней (2) и нижней (3), подкрепленных стрингерами, выполненных из углепластикового композиционного материала. Верхняя (6) и нижняя (7) панели коробчатого центроплана (5) также выполнены из углепластикового композиционного материала. Консоль крыла (4) соединяется с коробчатым центропланом (5) посредством стыковой нервюры (1) (фиг. 2), причем верхняя панель (2) консоли крыла (4) соединяется с верхней панелью (6) коробчатого центроплана (5) посредством параллельной верхней накладки (8) и верхнего пояса (9) стыковой нервюры (1), а нижняя панель (3) консоли крыла (4) соединяется с нижней панелью (7) коробчатого центроплана (5) посредством параллельного нижнего пояса (10) и нижней накладки (11) стыковой нервюры (1).
Для обеспечения надежности соединения и собираемости конструкции стыка консоли крыла (4) и коробчатого центроплана (5) верхняя накладка (8) своей внутренней плоской стороной (12) базируется и без зазора устанавливается на внешнюю поверхность (13) верхней панели (6) коробчатого центроплана (5), а нижний пояс (10) своей внутренней плоской стороной (14) базируется и без зазора устанавливается на внутреннюю поверхность (15) нижней панели (7) коробчатого центроплана (5). Для обеспечения данного условия необходимо, чтобы в процессе сборки стыковой нервюры (1) и консолей крыла (4) гарантированно и стабильно от изделия к изделию выполнялось требование равенства: "Размер А" между внутренней плоской стороной (12) верхней накладки (8) и внутренней плоской стороной (14) нижнего пояса (10), и "Размер В" между внешней поверхностью (13) верхней панели (6) коробчатого центроплана (5) и внутренней поверхностью (15) нижней панели (7) коробчатого центроплана (5), т.е. "Размер А"="Размер В" (фиг. 3).
Выполнение данного условия требует соблюдения гарантированной постоянной толщины в зоне стыка верхней (2) и нижней (3) панелей консолей крыла (4).
При изготовлении углеродных композитных панелей (2) и (3) внешняя поверхность (16) верхней панели (2) консоли крыла (4) и внешняя поверхность (17) нижней панели (3) консоли крыла (4) имеют высокое качество гладкости поверхности и соответствие теоретическому контуру крыла, в связи с тем что получаются от оснастки для производства углеродных композитных панелей и копируют контур оснастки.
Внутренняя поверхность (18) верхней панели (2) консоли крыла (4) и внутренняя поверхность (19) нижней панели (3) консоли крыла (4) в связи с природой композиционного материала и технологического процесса производства деталей из этого материала имеет заранее неизвестные отклонения от теоретического контура и неровности в виде волнистостей, которые суммарно находятся в пределах конструкторского допуска, но дают итоговое колебание по толщине от 0% до 3,5% от заданного конструктивного размера от изделия к изделию. Причем колебания по толщине неравномерно по хорде (20) панели (фиг. 1) в зоне стыка консоли крыла (4) с коробчатым центропланом (5).
Достижение равномерной толщины панелей (2), (3) в зоне стыковой нервюры (1) обеспечивается наклеиванием на внутреннюю поверхность (18) и внутреннюю поверхность (19) жертвенных слоев (21) из стеклопластикового композиционного материала на ширину внутренней плоской стороны (22) верхнего пояса (9) и на ширину внутренней плоской стороны (23) нижнего пояса (10), соответственно, стыковой нервюры (1).
После этого жертвенные слои (21) из стеклопластикового композиционного материала фрезеруются до заданного конструктором размера толщины композитных углеродных панелей в зоне стыка  - для верхней панели (2) консоли крыла (4) и
- для верхней панели (2) консоли крыла (4) и  - для нижней панели (3) консоли крыла (4). Фрезерование стеклопластикового материала жертвенных слоев (21) выполняется с постоянным контролем и обеспечением равнотолщинности между внешней поверхностью (16) и внутренней поверхностью (18) верхней панели (2) и между внутренней поверхностью (19) и внешней поверхностью (17) нижней панели (3).
- для нижней панели (3) консоли крыла (4). Фрезерование стеклопластикового материала жертвенных слоев (21) выполняется с постоянным контролем и обеспечением равнотолщинности между внешней поверхностью (16) и внутренней поверхностью (18) верхней панели (2) и между внутренней поверхностью (19) и внешней поверхностью (17) нижней панели (3).
Сборка деталей стыковой нервюры (1) выполняется в мобильном сборочном модуле раме - эталоне коробчатого центроплана в зоне стыка, состоящем из жесткой массивной рамы (24) (фиг.4), на которой закреплены имитатор (26) верхней панели (6) коробчатого центроплана (5) и имитатор (25) нижней панели (7) коробчатого центроплана (5) в зоне стыка.
Имитатор верхней панели (26) и имитатор нижней панели (25) выставлены на раме (24) в соответствии с теоретическим контуром панелей (6) (7) коробчатого центроплана (5) в зоне стыка с консолью крыла (4) с применением лазерных средств контроля позиционирования. Внешняя поверхность (29) имитатора (26) верхней панели (6) коробчатого центроплана (5) выставляется точно в соответствии с внешней поверхностью (13) верхней панели (6) коробчатого центроплана (5). Внутренняя поверхность (30) имитатора (25) нижней панели (7) коробчатого центроплана (5) выставляется точно в соответствие с внутренней поверхностью (15) нижней панели (7) коробчатого центроплана (5). Расстояние между внешней поверхностью (29) имитатора (26) и внутренней поверхностью (30) имитатора (25) соответствует "Размеру В" между внешней поверхностью (13) верхней панели (6) коробчатого центроплана (5) и внутренней поверхностью (15) нижней панели (7) коробчатого центроплана (5).
Толщина  имитатора верхней панели (26) и толщина
имитатора верхней панели (26) и толщина  имитатора нижней панели (25) определяются исходя из толщины
имитатора нижней панели (25) определяются исходя из толщины  - для верхней панели (2) консоли крыла (4) и
- для верхней панели (2) консоли крыла (4) и  - для нижней панели (3) консоли крыла (4) соответственно, и выполняются в производстве с высокой точностью, т.к. от этого зависит реализация основного требования гарантирования "Размера А". Это во-первых.
- для нижней панели (3) консоли крыла (4) соответственно, и выполняются в производстве с высокой точностью, т.к. от этого зависит реализация основного требования гарантирования "Размера А". Это во-первых.
Во-вторых, при сборке стыковой нервюры (1) верхний пояс (9) и верхняя накладка (8) фиксируются, стягиваются специальным крепежом с имитатором (26) верхней панели (6) коробчатого центроплана (5), а нижний пояс (10) и нижняя накладка (11) фиксируются, стягиваются специальным крепежом с имитатором (25) нижней панели (7) коробчатого центроплана (5).
И, в-третьих, при окончательной сборке стыковой нервюры (1) консоли крыла (4) мобильный сборочный модуль рама (24) с имитаторами (25)(26) вместе с установленными на них и зафиксированными накладками (8)(11) и поясами (9)(10) стыковой нервюры (1) переносится, позиционируется в соответствии с конструкторской документацией на консоль крыла (4) и фиксируется в мобильном сборочном модуле (27) (фиг. 5) консоли крыла (4) для того, чтобы гарантировать исключение любых возможных деформаций накладок (8)(11) и поясов (9)(10) стыковой нервюры (1) в целом в процессе установки панелей (2)(3) и сборки консоли крыла (4).
При сборке стыковой нервюры (1) внутренняя плоская сторона (32) верхнего пояса (9) базируется и фиксируется на внутреннюю поверхность (28) имитатора (26) верхней панели (6) коробчатого центроплана (5), которая точно выполнена относительно внешней поверхности (29) имитатора (26) верхней панели (6) коробчатого центроплана (5) и находится на расстоянии  имитатора верхней панели (26) относительно внешней поверхности (29) имитатора (26).
имитатора верхней панели (26) относительно внешней поверхности (29) имитатора (26).
При сборке стыковой нервюры (1) внутренняя плоская сторона (14) нижнего пояса (10) базируется и фиксируется на внутреннюю поверхность (30) имитатора (25) нижней панели (7) коробчатого центроплана (5), которая точно выставлена относительно внутренней поверхности (15) нижней панели (7) коробчатого центроплана (5). После позиционирования и фиксации верхнего пояса (9) и нижнего пояса (10) на имитаторах (26) и (25) соответственно выставляется и фиксируется стенка стыковой нервюры (1). Затем рама (24) мобильного сборочного модуля стыковой нервюры (1) вместе с поясами (9)(10), установленными на имитаторы (25)(26), транспортируется переносится и фиксируется в сборочный модуль (27) консоли крыла (4).
В сборочном модуле (27) выполняется установка в правильное положение верхней панели (2) и нижней панели (3) консоли крыла (4).
Верхняя панель (2) консоли крыла (4) своей внутренней поверхностью (18) устанавливается и базируется на внутреннюю плоскую сторону (22) верхнего пояса (9). Верхняя накладка (8) своей внутренней плоской стороной (34) устанавливается и базируется на внешнюю поверхность (29) имитатора (26) и сопрягается без зазора своей внутренней плоской стороной (12) с внешней поверхностью (29) имитатора (26) верхней панели (6) коробчатого центроплана (5). Внутренняя плоская сторона (34) верхней накладки (8) ложится на внешнюю поверхность (16) верхней панели (2) консоли крыла (4) и происходит окончательная фиксация верхней накладки (8), верхней панели (2) и верхнего пояса (9) стыковой нервюры (1) с заполнением герметиком или твердыми прокладками возможного зазора между внешней поверхностью (16) верхней панели (2) консоли крыла (4) и внутренней плоской стороной (34) верхней накладки (8).
Нижняя панель (3) консоли крыла (4) своей внутренней поверхностью (19) устанавливается и базируется на внутреннюю плоскую сторону (23) нижнего пояса (10) стыковой нервюры (1). Нижняя накладка (11) своей внутренней плоской стороной (35) устанавливается и базируется на внешнюю поверхность (31) имитатора нижней панели (25) центроплана (5) на мобильном сборочном модуле раме (24) без зазора и происходит окончательная фиксация нижней накладки (11), нижней панели (3) и нижнего пояса (10) стыковой нервюры (1) с заполнением герметиком или твердыми прокладками возможного зазора между внешней поверхностью (17) нижней панели (3) консоли крыла (4) и внутренней плоской стороной (35) нижней внешней накладки (11).
Базирование внутренней плоской стороны (12) верхней накладки (8) на внешнюю поверхность (29) имитатора (26) верхней панели (6) коробчатого центроплана (5) и внутренней плоской стороны (14) нижнего пояса (10) стыковой нервюры (1) на внутреннюю поверхность (30) имитатора (25) нижней панели (7) коробчатого центроплана (5) гарантирует получение "Размера А", равного "Размеру В" между внешней поверхностью (13) верхней панели (6) коробчатого центроплана (5) и внутренней поверхностью (15) нижней панели (7) коробчатого центроплана (5).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| СТЫК КОНСОЛИ КРЫЛА С ЦЕНТРОПЛАНОМ САМОЛЕТА | 2014 |
|
RU2556268C1 |
| СПОСОБ СБОРКИ МОДУЛЬНЫМ СПОСОБОМ КЕССОНА КОНСОЛИ КРЫЛА ТЯЖЕЛОГО ТРАНСПОРТНОГО САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА СБОРКИ | 2023 |
|
RU2836920C1 |
| СТЫК КОНСОЛИ КРЫЛА С ЦЕНТРОПЛАНОМ САМОЛЕТА | 2016 |
|
RU2621925C1 |
| КРЫЛО ШИРОКОФЮЗЕЛЯЖНОГО ДАЛЬНЕМАГИСТРАЛЬНОГО САМОЛЕТА | 2024 |
|
RU2838859C1 |
| КРЫЛО САМОЛЕТА И УЗЕЛ СТЫКА ЕГО КОНСОЛЕЙ | 2012 |
|
RU2481243C1 |
| Крыло самолёта, кессон крыла самолета, центроплан, лонжерон (варианты) | 2019 |
|
RU2709976C1 |
| КОНСОЛЬ КРЫЛА БЕСПИЛОТНОГО ВОЗДУШНОГО СУДНА САМОЛЕТНОГО ТИПА С ВЕРТИКАЛЬНЫМ ВЗЛЕТОМ И ПОСАДКОЙ (VTOL) | 2024 |
|
RU2828508C1 |
| КРЫЛО БЕСПИЛОТНОГО ВОЗДУШНОГО СУДНА САМОЛЕТНОГО ТИПА С ВЕРТИКАЛЬНЫМ ВЗЛЕТОМ И ПОСАДКОЙ (VTOL) | 2024 |
|
RU2830730C1 |



Группа изобретений относится к области сборки самолетов. Устройство для стыковой нервюры консоли крыла с центропланом самолета, в котором применяется мобильный сборочный модуль рама - эталон коробчатого центроплана в зоне стыка с имитаторами панелей и лонжеронов центроплана в зоне стыка, в котором фиксируются пояса и стенка стыковой нервюры на имитаторах панелей центроплана. Имитаторы и пояса собранной стыковой нервюры сохраняются в установочном положении в мобильном сборочном модуле раме – эталоне центроплана и используются как базовые до конца сборки стыковой нервюры с панелями консоли крыла и консоли крыла в целом. Способ сборки характеризуется использованием устройства. Группа изобретений направлена на исключение деформаций деталей стыковой нервюры из-за внутренних сборочных напряжений и подгоночных работ. 2 н. и 10 з.п. ф-лы, 5 ил.
1. Способ модульной сборки стыковой нервюры для соединения консолей крыла с коробчатым центропланом самолета, включающий в себя установку металлических верхних и нижних поясов стыковой нервюры, металлического переднего и заднего фитингов лонжеронов в мобильном сборочном модуле раме - эталоне коробчатого центроплана в зоне стыка с имитаторами панелей и лонжеронов центроплана в зоне стыка, соединение верхних и нижних поясов и металлической стенки стыковой нервюры между собой с образованием стыковой нервюры консоли крыла, и перемещения собранной нервюры вместе с мобильным сборочным модулем рамой на сборку консоли крыла с установкой выполненных из углепластикового композиционного материала верхней и нижней панелей консоли крыла и верхних и нижних металлических накладок стыковой нервюры, отличающийся тем, что после сборки стыковой нервюры ее не снимают из мобильного сборочного модуля рамы, а стыковая нервюра вместе с мобильным сборочным модулем рамой устанавливается в мобильном сборочном модуле консоли крыла, где корневые части панелей консолей крыла и верхние и нижние накладки присоединяют к стыковой нервюре, находящейся в мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка, и после присоединения панелей консоли крыла и верхних и нижних накладок к стыковой нервюре стыковую нервюру отсоединяют от рамы эталона центроплана, консоль крыла с собранной стыковой нервюрой снимают из мобильного сборочного модуля консоли крыла и перемещают консоль крыла на соединение с центропланом.
2. Способ сборки по п. 1, отличающийся тем, что верхняя накладка и нижний пояс стыковой нервюры, которые являются базовыми при стыковке консолей крыла с центропланом, базируются по специальным поверхностям имитаторов верхних и нижних панелей центроплана на мобильном сборочном модуле раме эталоне центроплана.
3. Способ по п. 1, отличающийся тем, что для правильного базирования верхней накладки стыковой нервюры происходит перенос баз с внешней поверхности имитатора верхней панели центроплана основной базы на внутреннюю поверхность имитатора верхней панели центроплана производной базы за счет строгого выполнения толщины имитатора верхней панели на мобильном сборочном модуле раме - эталоне центроплана.
4. Способ по п. 1, отличающийся тем, что верхний пояс стыковой нервюры устанавливается и базируется по производной базовой поверхности имитатора верхней панели на мобильном сборочном модуле раме эталоне коробчатого центроплана, а нижний пояс стыковой нервюры устанавливается и базируется по основной базовой поверхности имитатора нижней панели на мобильном сборочном модуле раме - эталоне центроплана.
5. Способ по п. 1, отличающийся тем, что для обеспечения базирования верхней накладки стыковой нервюры по внешней поверхности имитатора верхней панели на мобильном сборочном модуле раме эталоне коробчатого центроплана необходимо строго соблюдать заданную толщину верхней панели в зоне стыка консоли крыла с центропланом.
6. Способ по п. 1, отличающийся тем, что верхняя панель консоли крыла базируется по верхнему поясу стыковой нервюры.
7. Способ по п. 1, отличающийся тем, что для компенсации разнотолщинности и волнистости в зоне стыка на углепластиковые композиционные панели консоли крыла в зоне стыка наклеиваются жертвенные слои из стеклопластикового композиционного материала, которые затем фрезеруются для строгого обеспечения заданного размера толщины верхней и нижней панелей консоли крыла в зоне стыка.
8. Устройство для осуществления способа по п. 1 сборки стыковой нервюры консоли крыла с центропланом самолета, в котором в процессе сборки стыковой нервюры применяется мобильный сборочный модуль рама - эталон коробчатого центроплана в зоне стыка с имитаторами панелей и лонжеронов центроплана в зоне стыка, в котором фиксируются пояса и стенка стыковой нервюры на имитаторах панелей центроплана, и эти имитаторы и пояса собранной стыковой нервюры сохраняются в установочном положении в мобильном сборочном модуле раме - эталоне центроплана и используются как базовые до конца сборки стыковой нервюры с панелями консоли крыла и консоли крыла в целом.
9. Устройство сборки по п. 8, отличающееся тем, что верхняя накладка стыковой нервюры базируется по внешней поверхности имитатора верхней панели центроплана на мобильном сборочном модуле раме эталоне коробчатого центроплана в зоне стыка и устанавливается на верхнюю поверхность верхней панели консоли крыла.
10. Устройство сборки по п. 8, отличающееся тем, что нижняя накладка стыковой нервюры базируется по внешней поверхности имитатора нижней панели центроплана на мобильном сборочном модуле раме - эталоне коробчатого центроплана в зоне стыка, и контролируется равномерность зазора между внешней поверхностью нижней панели консоли крыла и внутренней плоской стороной нижней внешней накладки.
11. Устройство сборки по п. 8, отличающееся тем, что толщина имитаторов панелей на мобильном сборочном модуле раме - эталоне коробчатого центроплана в зоне стыка определяется из заданной конструкторской толщины верхней панели консоли крыла и нижней панели консоли крыла.
12. Устройство сборки по п. 8, отличающееся тем, что мобильный сборочный модуль рама - эталон коробчатого центроплана в зоне стыка вместе с установленными в нем накладками и поясами стыковой нервюры устанавливается в мобильный сборочный модуль консоли крыла и фиксирует накладки и пояса стыковой нервюры и панели консоли крыла до окончания сборки консоли крыла.
| СТЫК КОНСОЛИ КРЫЛА С ЦЕНТРОПЛАНОМ САМОЛЕТА | 2014 |
|
RU2556268C1 |
| Способ сборки крыла с фюзеляжем | 1990 |
|
SU1821432A1 |
| CN 0107719691 A, 23.02.2018 | |||
| CN 0106926168 B, 24.08.2018. | |||

