Изобретение относится к области самолетостроения, а именно к технологии сборки самолетов, и может быть использовано в производстве крыла самолета, детали которого выполнены из углепластикового композиционного материала и металлов для конструкций, подверженных сильным нагрузкам.
Из уровня техники известна публикация описание изобретения к патенту РФ RU 2 557 638 С1, опубл. 27.07.2015 Бюл. №21, из которого известна конструкция кессона консоли крыла самолета, состоящего из верхней и нижней панелей, переднего и заднего лонжеронов, набора нервюр, часть которых выполнена герметичными, бортовой нервюры, на которой консоли крыла соединены с центропланом, носовой часть крыла, хвостовой части крыла, при этом консоли крыла герметичны для размещения в них топливных баков, причем передний лонжерон кессона консоли крыла выполнен швеллерного сечения с полками внутрь кессона консоли крыла формованием из полимерного композиционного материала на основе углепластика, а задний лонжерон кессона консоли крыла состоит из корневой части, выполненной сборной из титановых поясов и стенки из алюминиевого сплава, и концевой части, выполненной из полимерного композиционного материала на основе углепластика, при этом верхняя и нижняя панели кессона консоли крыла представляют собой обшивки двойной кривизны, подкрепленные стрингерами и выполнены за одно целое со стрингерами методом совместного формования из полимерного композиционного материала на основе углепластика, кроме того, носовая часть каждой консоли крыла состоит из верхних и нижних обшивок, выполненных из полимерного композиционного материала на основе углепластика с сотовым заполнителем, металлических диафрагм и кареток, а хвостовая часть консоли крыла состоит из верхних и нижних обшивок, выполненных из полимерного композиционного материала на основе углепластика, металлических диафрагм и кронштейнов навески приводов агрегатов механизации и навески агрегатов механизации крыла. Кессон консоли крыла является основным силовым элементом консоли крыла. Конструкция концевой нервюры и законцовки крыла содержит обтекатель, закрепленный на концевой нервюре кессона консоли крыла, каркас, лобовики, узлы навески. Конструкция бортовой нервюры известна из описания конструкции стыка консоли крыла с центропланом самолета, см. патент РФ RU 2 556 268 С1, опубл. 10.07.2015, Бюл. № 19.
Из уровня техники известна публикация способа модульной сборки стыковой (бортовой) нервюры самолета для соединения консолей крыла с центропланом и устройство для осуществления способа, см. патент РФ RU 2 749 432 С1, опубл. 10.06.2021, Бюл. № 16.
В настоящее время известны способы сборки консолей крыла, представленных, например, в патенте РФ RU 2 067 543 С1; патент РФ RU 2 657 816 С1; патент РФ RU 2 137 679 С1.
Известно устройство для сборки агрегатов летательных аппаратов, патент РФ RU 2 067 543 С1, опубл. 10.10.1996, по МПК B64F 5/000, в котором продольные балки выполнены в виде линеек с возможностью их съема с опор, съемные ложементы по нижней панели закреплены к опорам, а роликовые опоры выполнены в виде тележек с опорой на рельсы закрепленными к полу цеха. При этом металлоемкие и съемные фиксирующие элементы выполнены с опорой на пол цеха. Предлагаемое устройство позволяет выполнять сборку лонжеронов носового и хвостового отсеков, комплектовку и сборку верхних и нижних панелей, установку нервюр кессона, верхних и нижних панелей и узлов навески закрылков. При этом предлагаемое устройство не исключает возможность установки собранных лонжеронов, носового и хвостового отсеков.
Известное устройство имеет следующий недостаток. В описанном устройстве сборка проходит в одном едином стапеле, при этом последовательность сборки крыла предусматривает предварительную установку и присверловку собираемых элементов кессона крыла, по разметке рисок на ложементах стапеля уточняют и корректируют при необходимости положение панели, разделывают отверстия крепления панелей к поясам лонжеронов и нервюр, расфиксируют панели и выкатывают из-под крыла для сборки по стыкам, затем панель вводят под крыло с установкой по ложементам и производят сборку панели с крылом, что удлиняет цикл сборки крыла и требует выполнения значительного количества подгоночных работ. Устройство включает в себя домкраты, поворотные узлы и механизмы для перемещения по высоте и фиксации в рабочем положении ложементов для крепления лонжеронов и нервюр, устройство имеет в своем составе макетные нервюры, что удорожает стапель, усложняет доступ к собираемым элементам и может быть исключено при соответствующем технологическом проектировании кессона консоли крыла.
Известен способ сборки крыла летательного аппарата, патент РФ RU 2 137 679 С1, опубл. 20.09.1999, по которому сборка кессона консоли крыла включает сборку переднего лонжерона с носовой частью заднего лонжерона с хвостовой частью, каркаса кессона с нервюрами, установку панелей и их герметизацию, в том числе замыкающей панели в последнюю очередь, каркас кессона с нервюрами собирают в вертикальном стапеле общей сборки на базе заранее собранных и установленных в нем переднего лонжерона с носовой частью, заднего лонжерона с хвостовой частью и одной из панелей, При этом собранный каркас кессона и заложенные панели из стапеля не вынимаются. Панели для подготовки привалочных поверхностей к окончательной сборке и герметизации лишь отодвигают от каркаса кессона, перемещая в горизонтальной плоскости, сохраняя пространственную ориентацию относительно взаимных с каркасом стыков. В результате ни каркас, ни панели дополнительным деформациям не подвергаются. Недостатками описанного способа сборки является отдельная сборка лонжеронов и соответственно носовой и хвостовой частей крыла, их соединение в отдельном стапеле и перенос в стапель общей сборки без дополнительной фиксации узлов навески механизации крыла; сборка каркаса крыла и установка нервюр выполняется по лонжеронам и нижней панели, что требует специальных приспособлений для обеспечения и удержания теоретической геометрии нижней панели, а значит каркас кессона не является базой для сборки крыла; затем необходимо отвести нижнюю панель от каркаса кессона и последовательно установить и выполнить сборку верхней панели, что показывает невозможность параллельной рассверловки обеих панелей.
Основным недостатком перечисленных способов сборки и устройств для этих способов является искажение заданного в конструкторской документации геометрического положения в пространстве и формы узлов навески агрегатов механизации крыла после снятия их со сборочного приспособления на промежуточных этапах сборки из-за имеющихся в конструкции собираемых узлов внутренних напряжений, возникающих из-за не жесткостей и отклонений форм входящих деталей собираемого узла. Кроме того, описанные способы сборки относятся к сборке крыла транспортных самолетов только из металлических деталей, имеющие к тому же сборные верхние и нижние панели. Сборка кессонов консолей крыла с силовыми деталями лонжеронами и цельными интегральными верхней и нижней панелями из полимерных композиционных материалов, которые, кроме подобно с металлическими конструкциями приобретают внутренние напряжения в процессе сборки, имеют колебания по толщине от 0% до 3,5%, связанные с природой композиционного материала, требует критического анализа и пересмотра подходов к способу и устройствам для сборки подобных конструкций Наиболее близким является известный способ сборки крыла летательного аппарата, патент РФ RU 2 657 816 С1, опубл. 15.06.2018, Бюл. №17, который включает сборку переднего, заднего лонжеронов, сборку кессона каркаса силовой части крыла с нервюрами, осуществляемую в вертикальном стапеле общей сборки отъемной части крыла (ОЧК) путем закладки заднего и переднего лонжеронов, собранных в отдельных приспособлениях; установки нервюр, панелей, подготовки привалочных поверхностей панелей, лонжеронов, нервюр к окончательной сборке и их герметизации. Верхние и нижние панели подаются на сборку по отдельности. Используют комплектовочные стенды. Устанавливают нервюры на стойки лонжеронов. Компенсаторы нервюр и панели берут на технологический крепеж. Нижние панели снимают в обратной последовательности и устанавливают на тележки. Нижние панели готовят к окончательной закладке, компенсаторы окончательно устанавливают на герметик, наносят герметик по привалочным поверхностям на поясах лонжеронов, нервюр, панелей и нижних панелей. Работы ведутся со стороны верхнего контура и изнутри кессона. Снимаются макетные нервюры, установленные между крыльевых нервюр. Основание стапеля содержит направляющие для тележек, расположенных между собираемым кессоном с нижней балкой и основными колоннами с одной стороны, с обратной стороны между кессоном и дополнительными колоннами. Изобретение направлено на сокращение трудоемкости сборочных работ. Недостатком описанного способы является изолированная сборка переднего и заднего лонжеронов без носовой и хвостовой частей крыла соответственно, увеличение цикла работ в стапеле общей сборки крыла; раздельная подача панелей на сборку кессона консоли крыла; использование макетных нервюр и значительное количество подвижных регулируемых элементов стапеля; стапель является стационарным и предусматривает значительный объем подгоночных работ; установка панелей выполняется по макетным нервюрам, которые должны обеспечивать внешний контур кессона консоли крыла; верхняя балка стапеля, расположенная на основных колоннах, смещенная в горизонтальной плоскости на величину, достаточную для закладки лонжеронов и панелей, на ней размещены откидные фиксаторы для базирования и фиксации переднего лонжерона, откидные, шарнирно соединенные с ними или съемные фиксаторы кареток рельсов, носков крыла и узлов навески пилонов, расположенные на переднем лонжероне, а также грузоподъемные механизмы для вертикального перемещения панелей.
Раскрытие изобретения.
Задачей, решаемой заявленным изобретением, является оптимизация трудоемкости и обеспечение постоянства и геометрической стабильности внешнего контура кессона консоли крыла и точности расположения в пространстве интерфейсных элементов консоли крыла, а именно, узлов навески агрегатов механизации и управления крыла, поверхности стыка консоли крыла с центропланом, от изделия к изделию в процессе сборки кессона консоли крыла.
Технический результат заявленного изобретения заключается в обеспечении способом модульной сборки требований надежности и геометрической точности конструкции кессона консоли крыла, исключения появления деформаций деталей конструкции кессона консоли крыла в процессе сборки, обеспечения минимальной трудоемкости и заданного цикла сборки кессона консоли крыла, где панели и лонжероны кессона консоли крыла изготовлены из углеродных полимерных композиционных материалов, а нервюры и интерфейсные элементы консоли крыла изготовлены из металлов.
Решение поставленной технической задачи обеспечивается за счет применения способа модульной сборки кессона консоли крыла самолета, где модульная сборка - это технологический процесс, при котором отдельные составные части (СЧ) кессона, а именно, передний лонжерон и носовая часть крыла (НЧК), задний лонжерон и хвостовая часть крыла (ХЧК), стыковая (бортовая) нервюра (БН) кессона, концевая нервюра (КН) кессона, панель верхняя (ПВК) и панель нижняя (ПНК) кессона, собираются параллельно независимо друг от друга в отдельных сборочных модулях балках-эталонах и в сборочных модулях рамах-эталонах на различных местах сборочного цеха, называемых станциями сборки, причем после окончания сборки НЧК, ХЧК, БН, КН, ПВК, ПНК названные СЧ кессона размещают в пространстве друг относительно друга и собирают из низ кессон в соответствии с требованиями конструкторской документации. При этом, как отдельные СЧ кессона не соединенные друг с другом в единую конструкцию, и еще не обладающие достаточной жесткостью, для сохранения гарантированного пространственного расположения интерфейсных элементов консоли крыла, ХЧК, НЧК, БН, КН, ПВК, ПНК не расфиксируются и не извлекаются из соответствующих сборочных модулей балок-эталонов и сборочных модулей рам-эталонов, и задача заданного расположения СЧ кессона друг относительно друга решается заданным расположения в пространстве сборочного модуля балки-эталона ХЧК, сборочного модуля балки-эталона НЧК, сборочного модуля рамы-эталона БН, сборочного модуля рамы-эталона КН, сборочного модуля балки-эталона ПВК, сборочного модуля балки-эталона ПНК, и таким образом собранные в этих сборочных модулях СЧ кессона, с гарантированным заданным геометрическим расположением деталей, входящих в консоль крыла, занимают требуемое по конструкторской документации пространственное положение друг относительно друга, при этом сборочные модули являются составными частями сборочного приспособления стапеля кессона консоли крыла, целостность которого образуется при установке отдельных сборочных модулей балок-эталонов и сборочных модулей рам-эталонов СЧ кессона в мобильный сборочный модуль-раму по мере перемещения мобильного сборочного модуля-рамы по сборочной линии кессона, причем точность геометрических параметров и точность расположения интерфейсных элементов кессона консоли крыла определяется точностью позиционирования и сборки отдельных СЧ кессона и их деталей в соответствующих сборочных модулях балках-эталонах и рамах-эталонах и точностью позиционирования отдельных сборочных модулей в мобильном сборочном модуле-раме сборочного приспособлении стапеля кессона, что обеспечивается созданием сборочной линии, объединяющей отдельные сборочные станции для сборки кессона, детали которого изготовлены из углеродных полимерных композиционных материалов и металлов с обеспечением высоко ресурсных соединений.
Для реализации способа модульной сборки разработана сборочная линия с устройствами для сборки деталей СЧ кессона консоли крыла, а именно,
сборочный модуль балка-эталон для сборки переднего лонжерона и деталей носовой части крыла (НЧК), причем передний лонжерон выполнен швеллерного сечения с полками внутрь кессона консоли крыла формованием из полимерного композиционного материала на основе углепластика, а детали и панели НЧК выполнены из титановых сплавов, алюминиевых сплавов и полимерного композиционного материала на основе углепластика и стеклопластика,
сборочный модуль балка-эталон для сборки заднего лонжерона и деталей хвостовой части крыла (ХЧК), причем задний лонжерон состоит из корневой части, выполненной сборной из титановых поясов и стенки из алюминиевого сплава, и концевой части швеллерного сечения с полками внутрь кессона консоли крыла, выполненной из полимерного композиционного материала на основе углепластика, а детали и панели ХЧК выполнены из титановых сплавов, алюминиевых сплавов и полимерного композиционного материала на основе углепластика и стеклопластика,
сборочный модуль рама-эталон для сборки деталей бортовой (стыковой) нервюры (БН), детали которой выполнены из титановых и алюминиевых сплавов (патент РФ RU 2 749 432 С1, опубл. 10.06.2021, Бюл. №16),
сборочный модуль рама-эталон для сборки деталей концевой нервюры (КН), детали которой выполнены из полимерного композиционного материала на основе углепластика и алюминиевых сплавов,
сборочный модуль балка-эталон для сборки панели верхней (ПВК) кессона консоли крыла, выполненной из углепластикового композиционного материала.
сборочный модуль балка-эталон для установки панели нижней (ПНК), выполненной из углепластикового композиционного материала, причем эти устройства имитируют каркас кессона консоли крыла и интерфейсные элементы консоли крыла и предназначены для соединения сборки деталей СЧ между собой с образованием окончательно собранных СЧ (НЧК, ХЧК, БН, КН, ПВК и ПНК) кессона консоли крыла,
а также разработано устройство мобильный сборочный модуль-рама кессона консоли крыла, предназначенное для координации в своем пространстве друг относительно друга сборочных модулей балок-эталонов и сборочных модулей рам-эталонов при условии вертикальной или горизонтальной сборки кессона консоли крыла,
причем для обеспечения необходимой заданной геометрии СЧ композиционные и металлические детали каркаса кессона консоли крыла, интерфейсные элементы консоли крыла один раз устанавливаются и фиксируются в соответствующих сборочных модулях балках-эталонах и рамах-эталонах каркаса консоли крыла на соответствующих отдельных станциях сборки, и отдельные станции сборки объединяются в единую автоматизированную сборочную линию в соответствии с последовательностью сборки кессона консоли крыла и располагаются в этой сборочной линии параллельно или перпендикулярно направлению перемещения сборочных модулей балок-эталонов, рам-эталонов и мобильного сборочного модуля-рамы, причем детали в процессе сборки устанавливаются по базовым поверхностям сборочных модулей балок-эталонов и рам-эталонов, в которых базовые поверхности располагаются строго в заданных координатах мобильных координатных систем соответствующих сборочных модулей балок-эталонов и рам-эталонов, при этом сборочные модули балки-эталоны и рамы-эталоны являются составными частями сборочного приспособления стапеля кессона консоли крыла, целостность которого образуется при установке отдельных сборочных модулей балок-эталонов и рам-эталонов в мобильном сборочном модуле-раме, являющимся носителем базовой системы координат, при этом сборка НЧК, ХЧК, БН, КН выполняется параллельно во времени, а затем одновременно сборочные модули балки-эталоны и рамы-эталоны вместе с НЧК, ХЧК, БН, КН размещаются в мобильном сборочном модуле-раме, причем базирование сборочных модулей балок-эталонов и рам-эталонов каркаса кессона консоли крыла в мобильном сборочном модуле-раме кессона и выставление сборочных модулей балок-эталонов и рам-эталонов друг относительно друга в правильное положение выполняется посредством выставления мобильных координатных систем соответствующих сборочных модулей балок-эталонов и рам-эталонов в базовой системе координат мобильного сборочного модуля-рамы кессона, причем обеспечение постоянства пространственного расположения деталей СЧ и интерфейсных элементов консоли крыла, после окончания процесса сборки и удаления собранного кессона из сборочного приспособления стапеля, достигается тем, что на промежуточных этапах сборки кессона НЧК, ХЧК, БН, КН не снимают из соответствующих сборочных модулей балок-эталонов и рам-эталонов при передаче с одной станции сборки на другую станцию сборки в сборочной линии кессона, а НЧК, ХЧК, БН, КН вместе с соответствующими сборочными модулями балками-эталонами и рамами-эталонами устанавливаются в мобильном сборочном модуле-раме кессона с точностью не хуже ±0,2 мм, причем при размещение балок-эталонов и рам-эталонов в мобильном сборочном модуле-раме реализуется заданное конструкторской документацией на кессон размещение и фиксация в пространстве деталей каркаса кессона консоли крыла, причем на дальнейших этапах сборки мобильную сборочную модуль-раму перемещают от станции сборки к станции сборки по сборочной линии кессона, где корневые части НЧК и ХЧК соединяются с БН, концевые части НЧК и ХЧК соединяются с КН, НЧК и ХЧК соединяются между собой посредством установки рядовых нервюр и соединения деталей каркаса кессона, и после этого мобильный сборочный модуль-рама с находящимся в ней каркасом кессона на специализированной станции сборки соединяется со сборочным модулем балкой-эталоном ПВК консоли крыла и со сборочным модулем балкой-эталоном ПНК консоли крыла с находящимися в этих модулях балках-эталонах ПВК и ПНК соответственно, причем размещение и фиксация ПВК и ПНК консоли крыла в сборочных модулях балках-эталонах панелей позволяет при установке этих балок-эталонов в мобильном сборочном модуле-раме копировать реальную геометрию каркаса кессона и сохранять эту реальную геометрию панелей на этапах предварительной и окончательной установки панелей на каркас кессона, причем сверление отверстий в панелях и лонжеронах кессона происходит в окончательный размер на этапе предварительной сборки кессона консоли крыла, а фиксация панелей в сборочных модулях балках-эталонах панелей на мобильном сборочном модуле-раме позволяет автоматизировано разбирать предварительно собранный кессон, проводить очистку зон герметизации и установку крепежа и возвращать панели в ту же позицию на каркасе кессона с точностью не хуже ±0,035 мм с полным совпадением окончательно выполненных отверстий в лонжеронах и панелях и таким образом выполнять герметизацию и окончательную сборку и установку окончательного крепежа, заданного в конструкции кессона консоли крыла, что позволяет исключить этап предварительного сверления отверстий, при этом реализуя сборку от каркаса кессона консоли крыла в целом, и после соединения панелей с каркасом кессона НЧК, ХЧК, БН, КН отсоединяют от сборочных модулей балок-эталонов и рам-эталонов каркаса кессона, и кессон снимают из мобильного сборочного модуля-рамы для дальнейшей сборки консоли крыла и самолета, причем точность геометрических параметров кессона определяется точностью позиционирования и сборки отдельных композиционных и металлических деталей СЧ кессона в мобильных координатных системах в соответствующих сборочных модулях балках-эталонов и рамах-эталонах и точностью позиционирования отдельных сборочных модулей балок-эталонов и рам-эталонов в базовой системе координат в мобильном сборочном модуле-раме кессона консоли крыла при условии вертикальной или горизонтальной сборки кессона консоли крыла. Краткое описание чертежей.
Детали, признаки, а также преимущества настоящего изобретения следуют из нижеследующего описания примеров выполнения заявленного устройства с использованием чертежей, на которых показано:
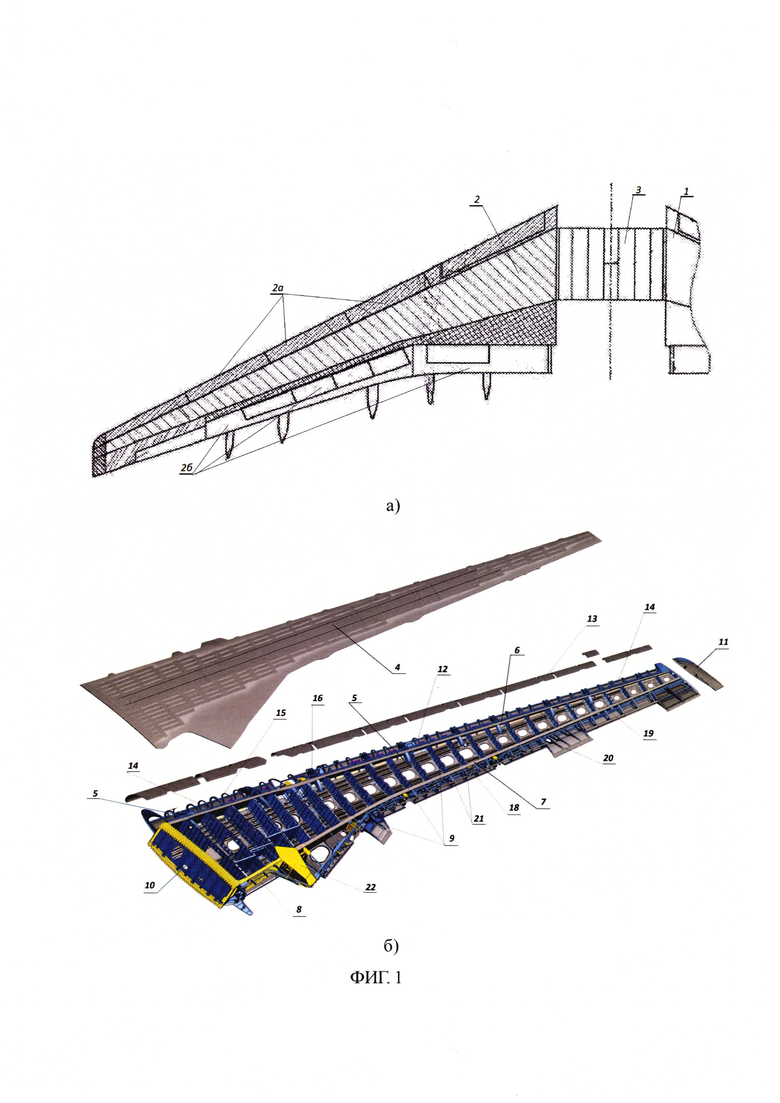
Фиг. 1 - крыло самолета в составе консолей крыла, соединенных с коробчатым центропланом, и кессон консоли крыла,
Фиг. 2 - составные части кессона консоли крыла,
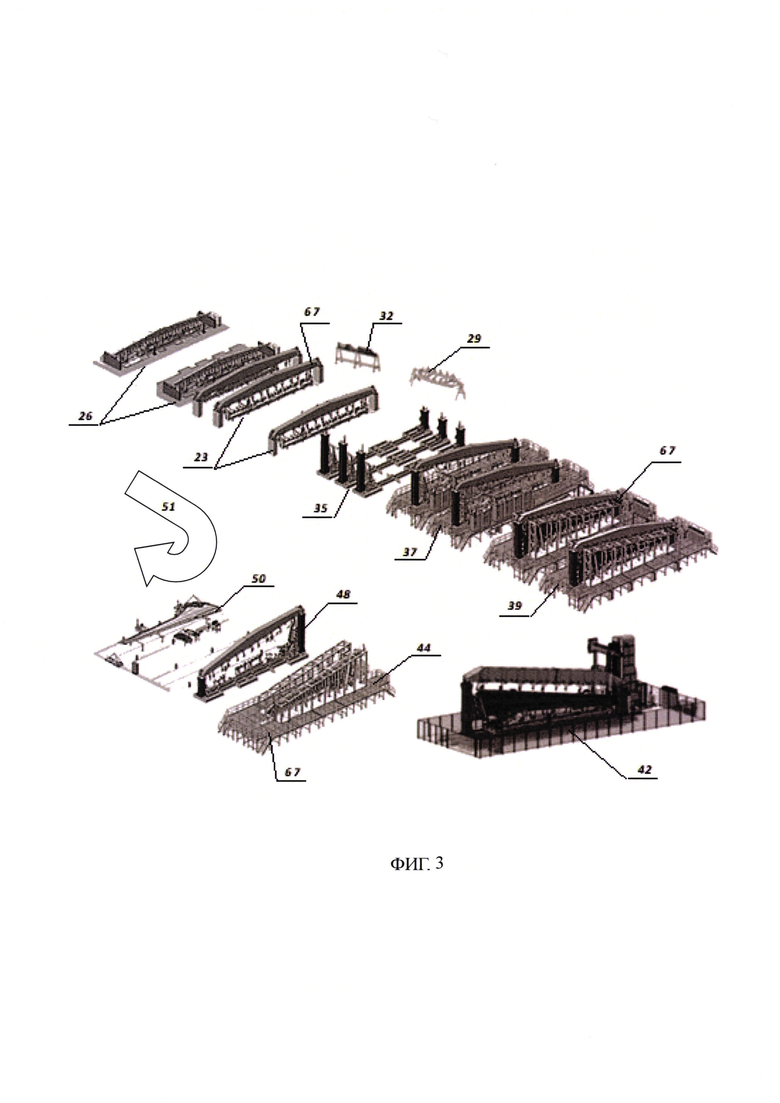
Фиг. 3 - автоматизированная сборочная линия кессона консоли крыла способом модульной сборки,
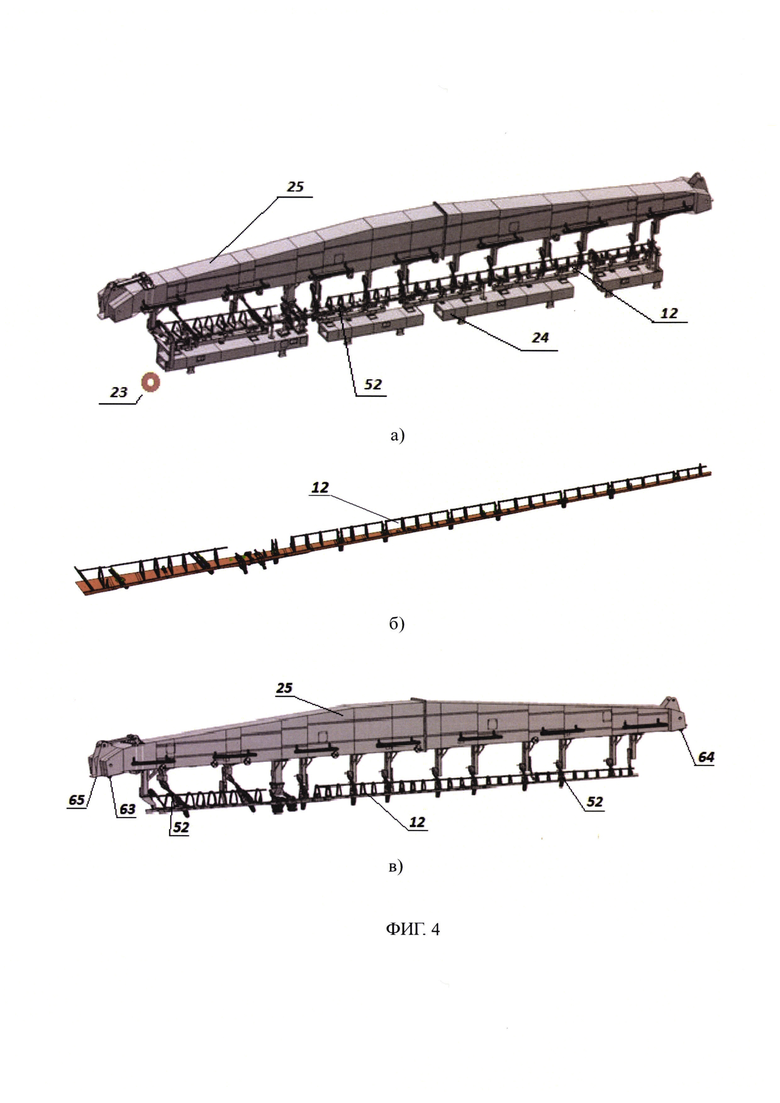
Фиг. 4 - станция сборки переднего лонжерона и носовой части консоли крыла (НЧК),
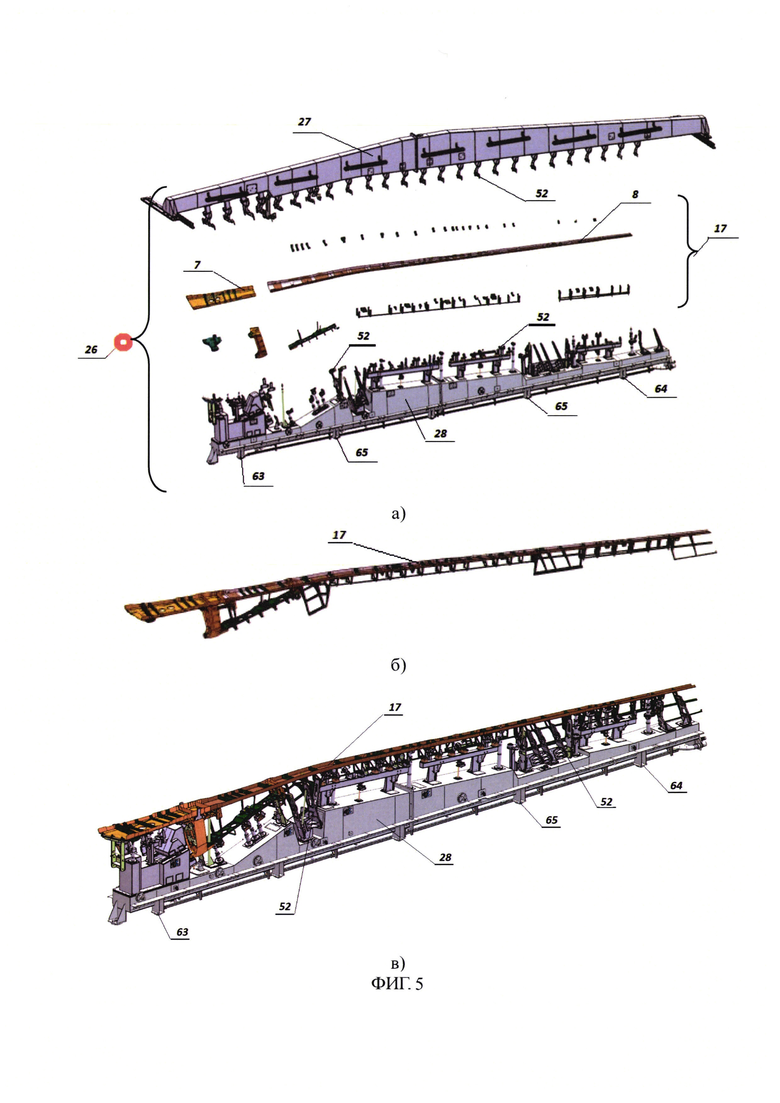
Фиг. 5 - станция сборки заднего лонжерона и хвостовой части консоли крыла (ХЧК),
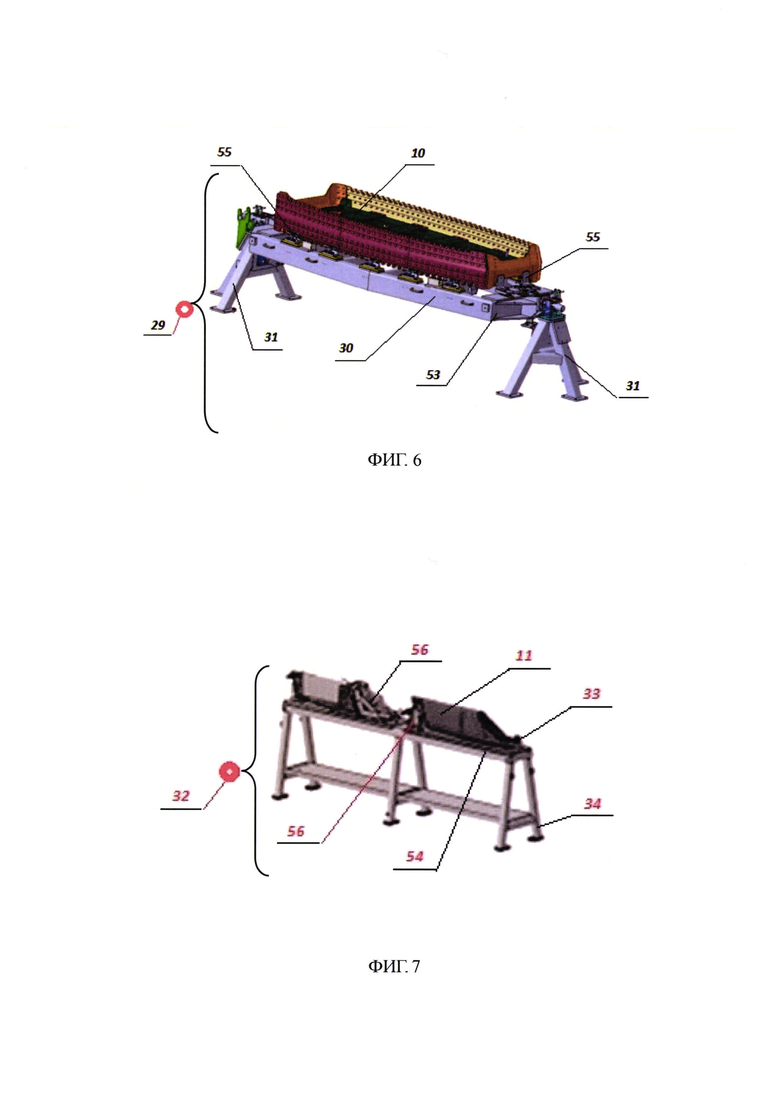
Фиг. 6 - станция сборки бортовой (стыковой) нервюры (БН),
Фиг. 7 - станция сборки концевой нервюры (КН),
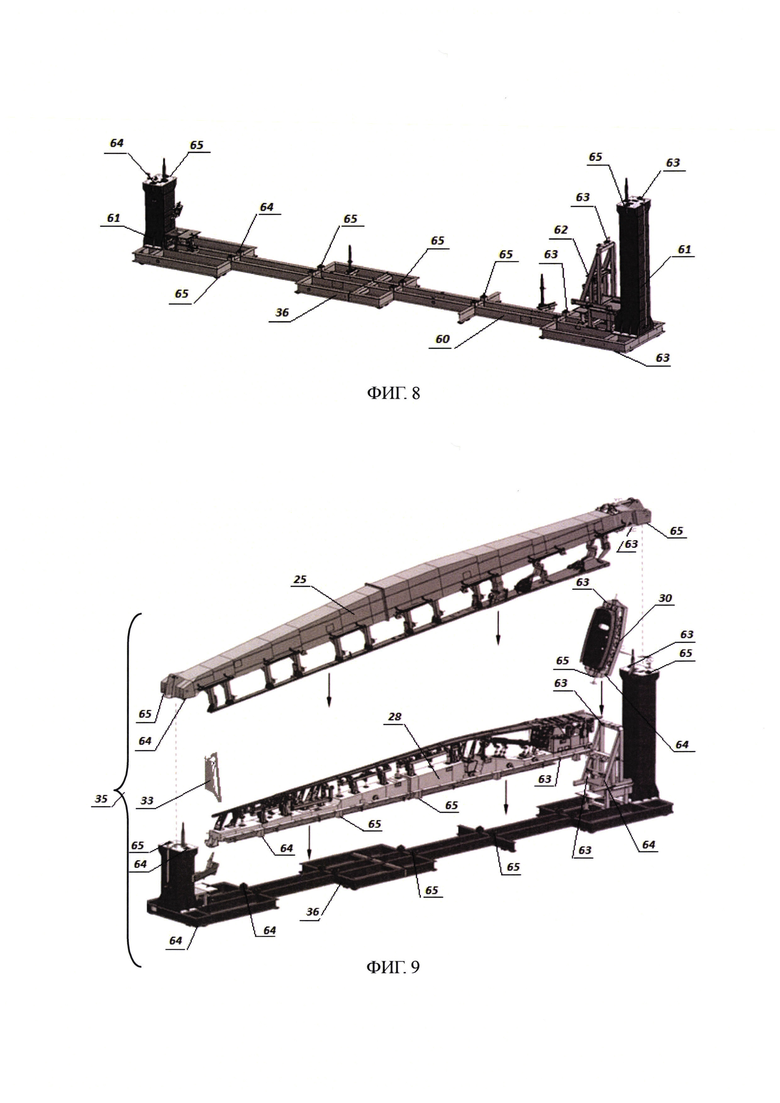
Фиг. 8 - мобильная сборочная модуль-рама,
Фиг. 9 - установка мобильных сборочных модулей балок-эталонов и рам-эталонов на мобильную сборочную модуль-раму,
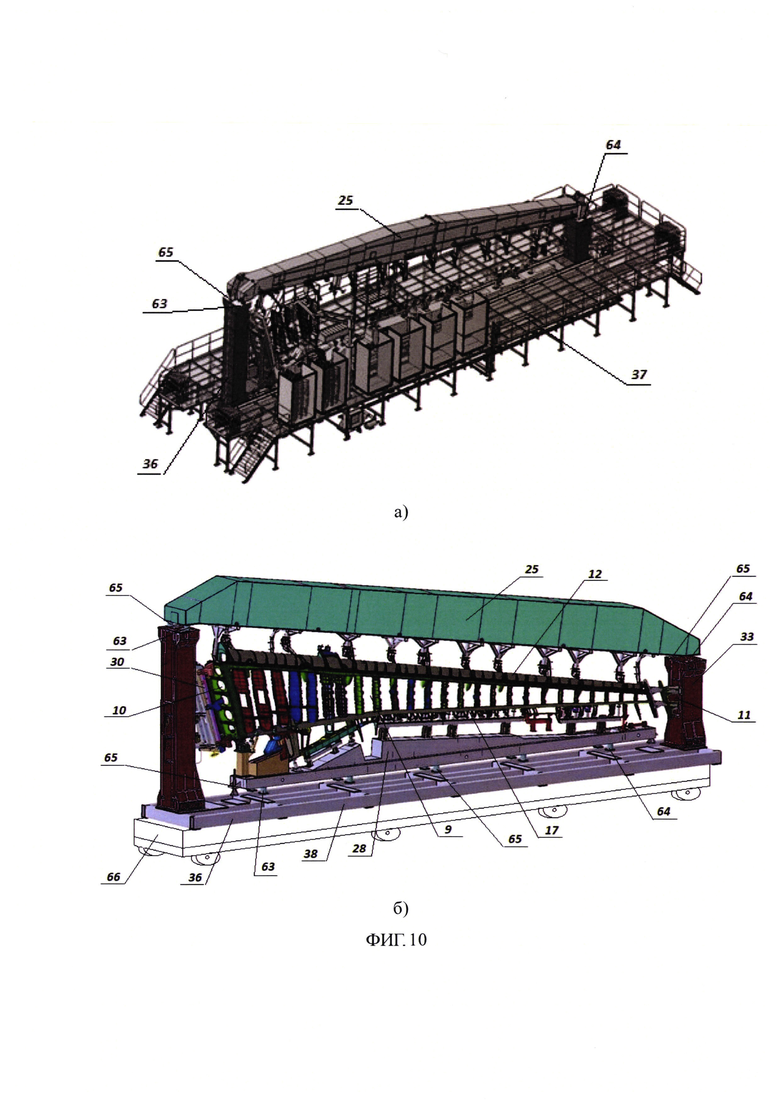
Фиг. 10 - станция сборки каркаса кессона консоли крыла,
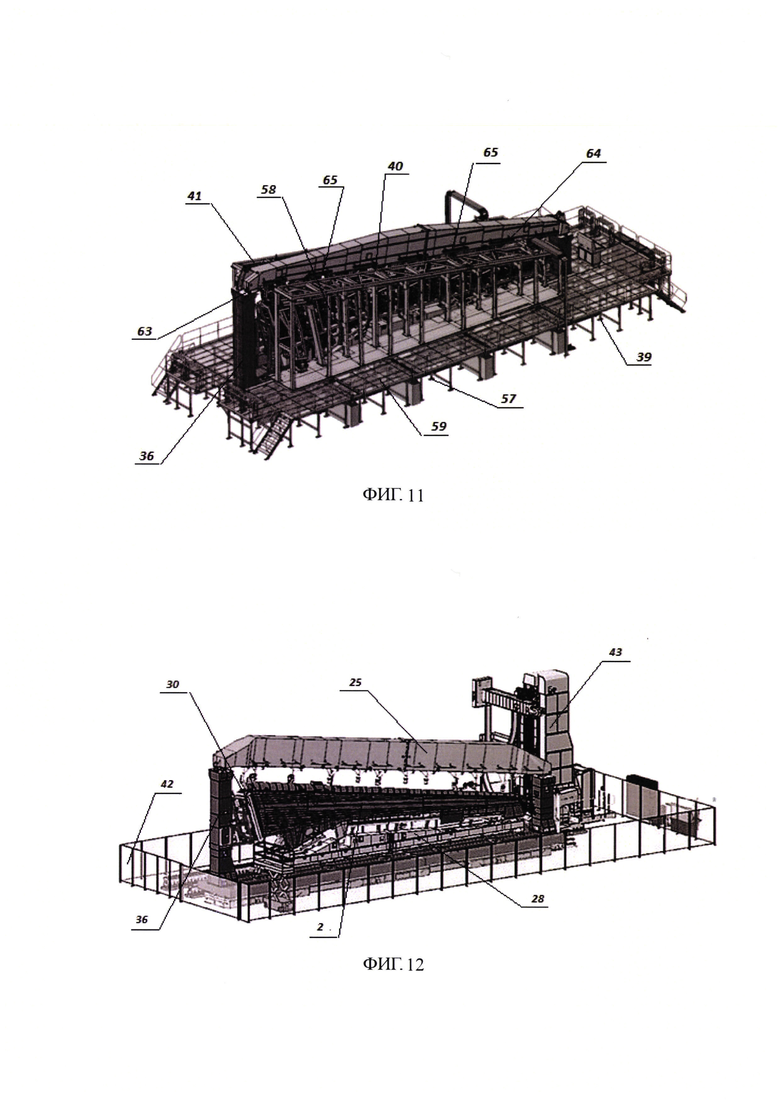
Фиг. 11 - станция предварительной сборки кессона консоли крыла,
Фиг. 12 - станция полуавтоматизированного/автоматизированного сверления кессона консоли крыла,
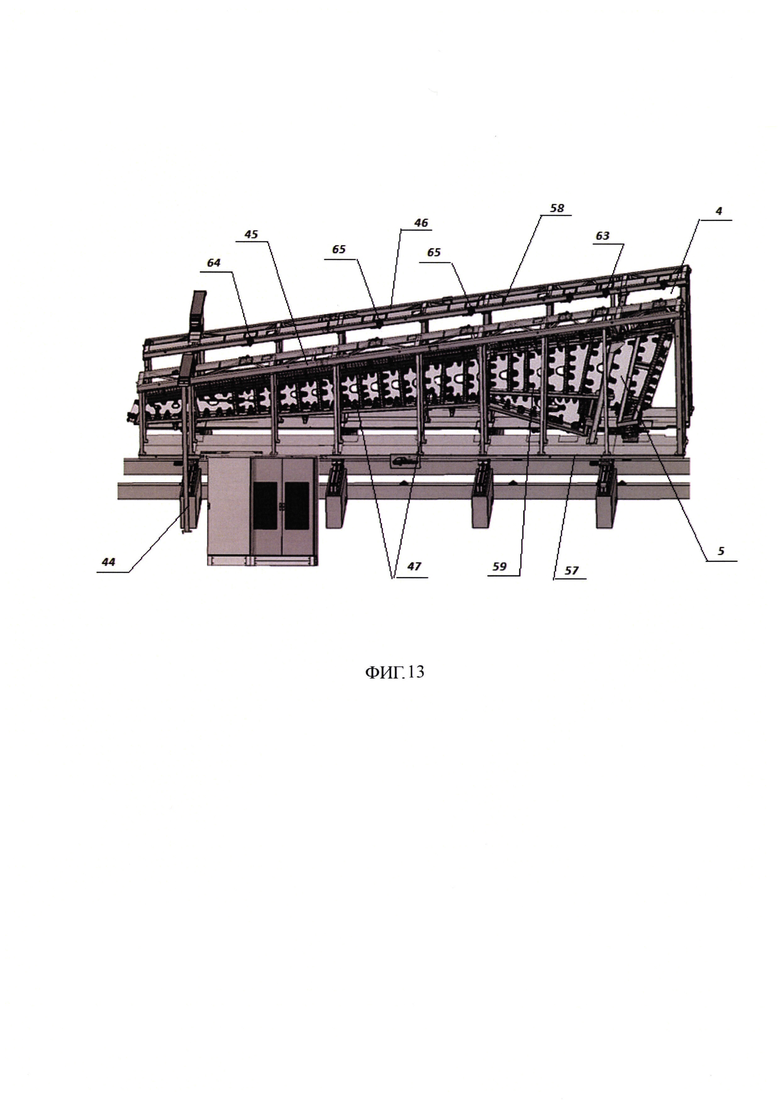
Фиг. 13 - станция окончательной сборки кессона консоли крыла,
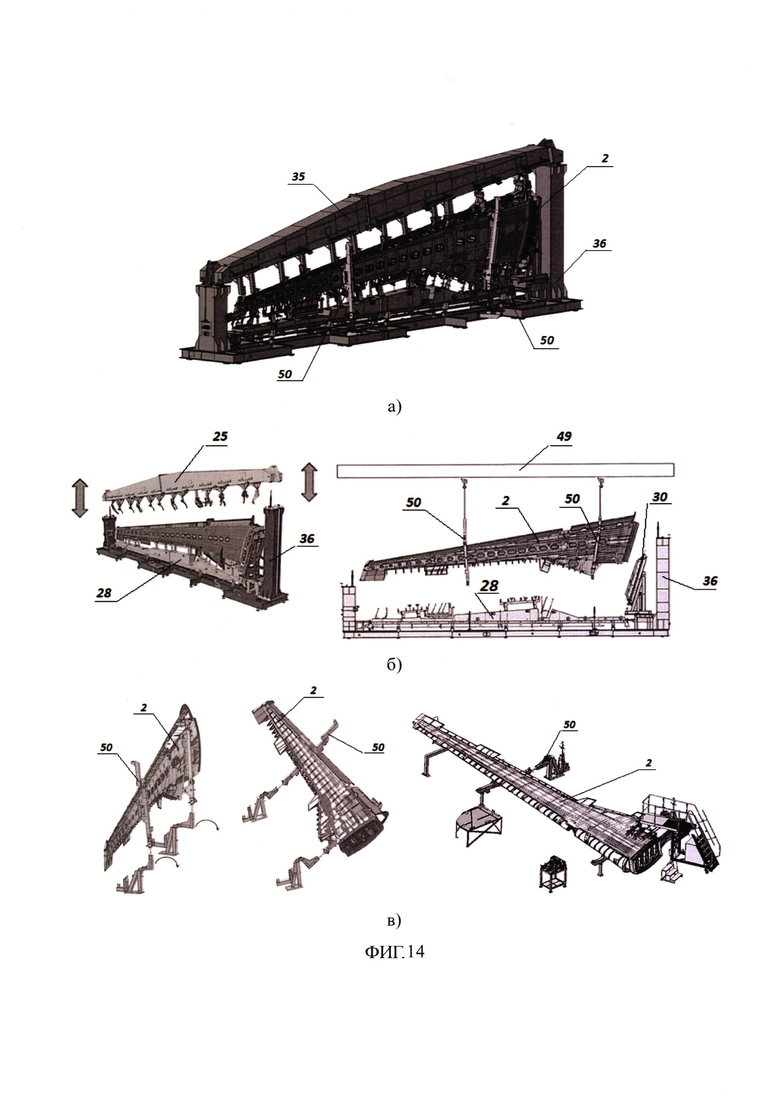
Фиг. 14 - станция разборки мобильного сборочного модуля-рамы и выемки кессона консоли крыла,
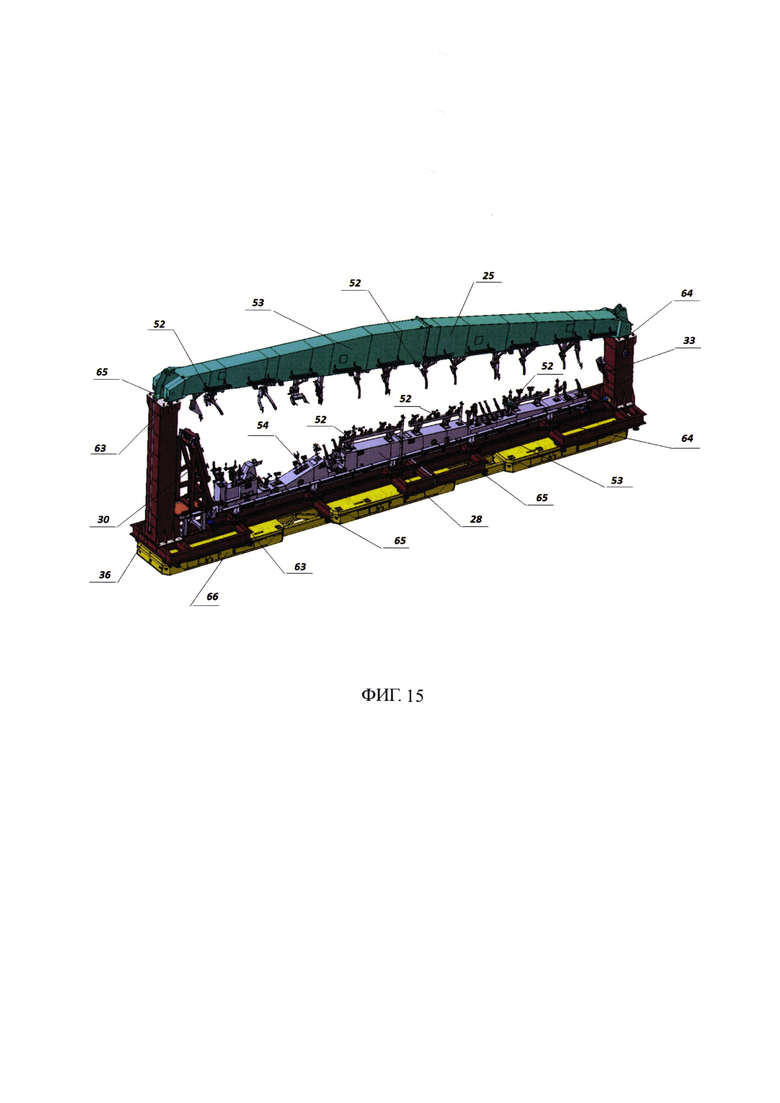
Фиг. 15 - система автоматизированного перемещения мобильного сборочного модуля-рамы и сборочных модулей балок-эталонов и рам-эталонов по сборочной линии кессона консоли крыла,
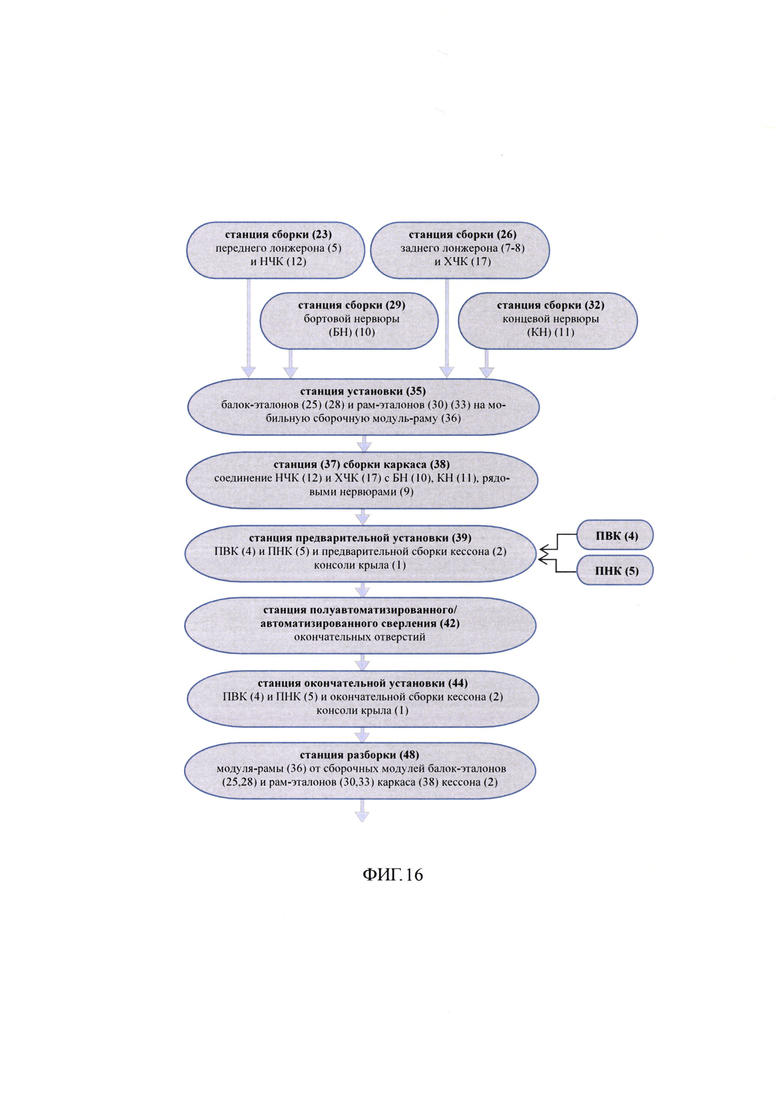
Фиг. 16 - схема движения сборочных модулей по автоматизированной сборочной линии кессона консоли крыла.
Технический результат достигается также тем, что автоматизированная сборочная линия кессона консоли крыла представляет собой набор станций сборки, а именно:
станция сборки переднего лонжерона и НЧК, в которой в совокупности со стационарными базовыми фиксирующими элементами каркаса кессона консоли крыла определено размещение мобильного сборочного модуля балки-эталона НЧК и интерфейсных элементов передней кромки консоли крыла;
станция сборки заднего лонжерона и ХЧК, в которой в совокупности со стационарными базовыми фиксирующими элементами каркаса кессона консоли крыла определено размещение мобильного сборочного модуля балки-эталона ХЧК и интерфейсных элементов задней кромки консоли крыла;
станция сборки БН, в которой определено размещение мобильного сборочного модуля рамы-эталона БН (патент РФ RU 2 749 432 С1, опубл. 10.06.2021, Бюл. №16);
станция сборки КН, в которой определено размещение мобильного сборочного модуля рамы-эталона КН;
станция установки мобильных сборочных модулей балок-эталонов и рам-эталонов на мобильную сборочную модуль-раму;
станция соединения НЧК и ХЧК с БН, КН, рядовыми нервюрами и сборки каркаса кессона консоли крыла;
станция предварительной установки ПВК и ПНК и предварительной сборки кессона консоли крыла, в которой определено размещение мобильного сборочного модуля-рамы с собранным в ней каркасом кессона консоли крыла и сборочных модулей балок-эталонов ПВК и ПНК кессона консоли крыла;
станция полуавтоматизированного/автоматизированного сверления окончательных отверстий в панелях, лонжеронах, нервюрах кессона консоли крыла, в которой определено размещение мобильного сборочного модуля-рамы с собранным кессоном консоли крыла, на который предварительно установлены ПВК и ПНК кессона, и автоматизированной системы для сверления отверстий в панелях, лонжеронах и нервюрах, которая предназначена для образования точных отверстий окончательного диаметра комбинированным инструментом за один переход в однородных (композит + композит) и смешанных (композит + металл) пакетах; станция окончательной установки ПВК и ПНК кессона консоли крыла и выполнения соединений панелей, лонжеронов, нервюр кессона, в которой определено размещение мобильного сборочного модуля-рамы с собранным в ней кессоном, в котором окончательно выполнены отверстия по панелям, лонжеронам и нервюрам, и размещение сборочных модулей балок-эталонов ПВК и ПНК кессона консоли крыла с системой копирования внешнего контура панелей, системой удерживания и повторяемости положения панелей с точностью не хуже±0,035 мм; станция разборки мобильного сборочного модуля-рамы от сборочных модулей балок-эталонов и рам-эталонов каркаса кессона консоли крыла, в которой определено размещение мобильного сборочного модуля-рамы с собранным в ней кессоном консоли крыла, выемки из мобильного сборочного модуля-рамы и системой переворота кессона консоли крыла. В варианте технического решения сборочные станции располагаются в сборочной линии параллельно или перпендикулярно направлению перемещения сборочных модулей балок-эталонов, рам-эталонов и мобильного сборочного модуля-рамы.
В варианте технического решения сборку НЧК, ХЧК, БН, КН выполняют параллельно во времени в соответствующих модулях балках-эталонах, рамах-эталонах как отдельные составные части кессона, не соединенные друг с другом в единую конструкцию, а сборка каркаса кессона, установка панелей и окончательная сборка кессона выполняется последовательно на соответствующих сборочных станциях, при этом возможно вертикальное или горизонтальное расположение мобильного сборочного модуля-рамы для выполнения вертикальной или горизонтальной сборки кессона консоли крыла.
В варианте технического решения сборочные модули балки-эталоны НЧК и ХЧК включают основание в виде сварной жесткой цельной массивной балки прямоугольного сечения, выполненной из толстостенного листа для гарантирования неизменности формы и пространственного расположения базовых поверхностей имитаторов нервюр, приводов и интерфейсных элементов консоли крыла; сборочные модули рамы-эталоны БН и КН включает основание в виде сварной жесткой массивной рамы, выполненной из толстостенного трубчатого профиля для гарантирования неизменности формы и пространственного расположения базовых поверхностей имитаторов деталей БН и КН; сборочные модули балки-эталоны ПВК и ПНК включают основание в виде сварной жесткой фермы, выполненной из толстостенного трубчатого профиля для гарантирования неизменности пространственного расположения базовых поверхностей установки и имитаторов внешней формы поверхности кессона консоли крыла, на которые базируются соответственно ПВК и ПНК; а мобильная сборочная модуль-рама включает горизонтальные и вертикальные сварные жесткие массивные рамы или фермы.
В варианте технического решения сборочные мобильные балки-эталоны и рамы-эталоны являются материальными жесткими носителями пространственного расположения деталей каркаса кессона и интерфейсных элементов консоли крыла и удерживают это расположение деталей с первой операции сборки НЧК, ХЧК, БН, КН, на всех этапах установки нервюр и сборки каркаса кессона, заканчивая установкой верхней и нижней панелей кессона, не допускают выемку НЧК, ХЧК, БН, КН из балок эталонов на промежуточных этапах сборки при их движении по сборочной линии и гарантируют таким образом заданную геометрию кессона консоли крыла и пространственное положение интерфейсных элементов консоли крыла.
В варианте технического решения в процессе сборки кессона консоли крыла передний и задний лонжероны, детали СЧ кессона консоли крыла, интерфейсные элементы консоли крыла, панели кессона консоли крыла базируют и фиксируют в сборочных модулях балках-эталонах и рамах-эталонах по базовым поверхностям имитаторов нервюр и внешнего контура крыла, приводов и кронштейнов интерфейсных элементов консоли крыла, заданное положение которых определяется в соответствующих мобильных координатных системах и контролируется с помощью лазерных средств контроля.
В варианте технического решения носителями мобильных координатных систем на сборочных модулях балках-эталонах и рамах-эталонах являются позиционеры-мастер сборочного модуля, причем на каждой балке-эталоне или раме-эталоне располагается один позиционер-мастер и его центр определяет нулевую координату соответствующей мобильной координатной системы, а также имеется специальный позиционер-ось, который определяет направление одной из осей мобильной координатной системы и позиционеры-опоры, на которые устанавливаются балки-эталоны, рамы-эталоны и мобильная сборочная модуль-рама.
В варианте технического решения носителем базовой системы координат сборочного приспособления стапеля кессона консоли крыла является мобильный сборочный модуль-рама кессона, в которую и вокруг которой устанавливаются сборочные модули балки-эталоны и рамы-эталоны каркаса кессона и интерфейсных элементов консоли крыла.
В варианте технического решения в мобильном сборочном модуле-раме установлены и жестко закреплены позиционеры-мастер для расположения балок-эталонов и рам-эталонов НЧК, ХЧК, НБ, НК, ПВК и ПНК консоли крыла в мобильном сборочном модуле-раме, причем количество таких позиционеры-мастер равно количеству балок-эталонов и рам-эталонов, устанавливаемых в модуле-раме.
В варианте технического решения позиционеры-мастер в мобильном сборочном модуле-раме располагают строго в базовой системе координат сборочного приспособления стапеля кессона консоли крыла.
В варианте технического решения для заданного расположения в мобильном сборочном модуле-раме сборочных мобильных балок-эталонов и рам-эталонов позиционеры-мастер мобильного сборочного модуля-рамы совмещаются с соответствующими позиционерами-мастер сборочных модулей балок-эталонов и рам-эталонов с точностью не хуже ±0,2 мм.
В варианте технического решения сборочные модули балки-эталоны, рамы-эталоны и мобильная сборочная модуль-рама являются составными частями сборочного приспособления стапеля кессона консоли крыла, целостность которого формируется при установке отдельных сборочных модулей балок-эталонов и рам-эталонов в базовую систему координат сборочного приспособления стапеля кессона в мобильную сборочную модуль-раму по мере ее автоматизированного перемещения от одной сборочной станции к другой сборочной станции по сборочной линии кессона.
В варианте технического решения сборочное приспособление стапель кессона консоли крыла не является статической конструкцией, а сборочные модули балки-эталоны, рамы-эталоны и мобильная сборочная модуль-рама, составляющие вместе сборочное приспособление стапель кессона, перемещаются от одной станции сборки к другой в зависимости от тех операций, которые необходимо выполнять на данном этапе сборки кессона.
В варианте технического решения для перемещения сборочных модулей балок-эталонов, рам-эталонов и мобильной сборочной модуля-рамы по сборочной линии используется цеховой кран и напольные колесные или рельсовые автоматизированные платформы.
Ниже изобретение объясняется более подробно со ссылкой на прилагаемые чертежи.
Крыло самолета (фиг. 1а) включает в себя коробчатый центроплан (3) и правую и левую консоли (1) крыла, включающие в себя кессон (2) и агрегаты механизации передней (2а) и задней (2б) кромки - предкрылки, закрылки, воздушный тормоз, интерцепторы, элерон, причем центроплан (3) и кессон (2) консоли крыла (1) герметичны для размещения в них топливных баков.
Кессон (2) (фиг. 1б), выполненный по двух лонжеронной схеме, состоит, в том числе, из двух панелей консоли крыла - верхней (4) (ПВК) и нижней (5) (ПНК), подкрепленных стрингерами, выполненных из углепластикового композиционного материала, переднего (6) и заднего (7-8) лонжеронов, набора нервюр (9), часть которых выполнена герметичными, бортовой нервюры (10) (БН), на которой консоли крыла(1) соединены с центропланом (3) и детали которой выполнены из алюминиевых и титановых сплавов, и концевой нервюры (11), детали которой выполнены из алюминиевых сплавов и углепластиковых и стеклопластиковых полимерных композиционных материалов. Передний лонжерон (6) кессона (2), который может быть единым, выполненным швеллерного сечения с полками внутрь кессона консоли крыла формованием из полимерного композиционного материала на основе углепластика, или составным сборным из нескольких деталей корневой и концевой частей, и задний лонжерон (7-8) кессона (2), который может быть единым или составным, состоящим из корневой части (8), выполненной сборной из титановых поясов и стенки из алюминиевого или титанового сплава, и концевой части (7), выполненной из полимерного композиционного материала на основе углепластика.
Применения способа модульной сборки предусматривает членение консоли крыла на отдельные составные части (ЧС) (фиг. 2), а именно, НЧК, ХЧК, БН, КН, ПВК, ПНК, где носовая часть (12) (НЧК) кессона (2) состоит из переднего лонжерона (6), верхних (13) и нижних обшивок (14), выполненных из полимерного композиционного материала на основе углепластика с сотовым заполнителем, металлических диафрагм (15) и кареток предкрылков (16), а хвостовая часть (17) (ХЧК) кессона (2) состоит из заднего лонжерона (7-8), верхних (18) и нижних (19) обшивок, выполненных из полимерного композиционного материала на основе углепластика, металлических диафрагм (20), кронштейнов навески приводов агрегатов механизации и навески агрегатов механизации крыла (21) и деталей установки и управления основной опорой шасси (22).
Для осуществления способа модульной сборки кессона (2) консоли крыла (1) разработана автоматизированная сборочная линия (фиг. 3), состоящая из набора станций сборки в соответствии с последовательностью сборки кессона (2), а именно:
станция сборки (23) переднего лонжерона (5) и НЧК (12) (фиг. 4), включающая стационарные (24) базовые фиксирующие элементы каркаса кессона (2) и мобильную сборочную модуль балку-эталон (25) НЧК;
станция сборки (26) заднего лонжерона (7-8) и ХЧК (17) (фиг. 5), включающая стационарные (27) базовые фиксирующими элементами каркаса кессона (2) и мобильную сборочную модуль балку-эталон (28) ХЧК;
станция сборки (29) БН (10) (фиг. 6), включающая мобильный сборочный модуль раму-эталон (30) БН и стационарную подставку (31), поддерживающую раму-эталон;
станция сборки (32) КН (11) (фиг. 7), включающая мобильный сборочный модуль раму-эталон (33) КН и стационарную подставку (34), поддерживающую раму-эталон;
станция установки (35) (фиг. 9) мобильных сборочных модулей балок-эталонов (25) (28) и рам-эталонов (30) (33) на мобильную сборочную модуль-раму (36) (фиг. 8);
станция (37) сборки каркаса (38) кессона (2) - соединение НЧК (12) и ХЧК (17) с БН (10), КН (11) и рядовыми нервюрами (9) (фиг. 10);
станция предварительной установки (39) ПВК (4) и ПНК (5) и предварительной сборки кессона (2), в которой определено размещение мобильного сборочного модуля-рамы (36) с собранным в ней каркасом (38) кессона (2) и сборочных модулей балок-эталонов (40) (41) ферменной конструкции ПВК (4) и ПНК (5) кессона (2) (фиг. 11);
станция полуавтоматизированного/автоматизированного сверления (42) окончательных отверстий, в которой определено размещение мобильного сборочного модуля-рамы (36) с собранным кессоном (2) и автоматизированной системы для сверления отверстий (43) (фиг. 12);
станция окончательной установки (44) ПВК (4) и ПНК (5) консоли крыла (1) и выполнения соединений панелей, лонжеронов, нервюр кессона консоли крыла, в которой определено размещение мобильного сборочного модуля-рамы (36) с собранным в ней кессоном консоли крыла и сборочных модулей балок-эталонов (45, 46) ПВК (4) и ПНК (5) кессона (2) консоли крыла (1) с системой копирования (47) внешнего контура панелей, системой удерживания и повторяемости положения панелей с точностью не хуже ±0,035 мм (фиг. 13);
станция разборки (48) мобильного сборочного модуля-рамы (36) от сборочных модулей балок-эталонов (25, 28) и рам-эталонов (30, 33) каркаса (38) кессона (2), выемки кессона (2) цеховым краном (49) из мобильного сборочного модуля-рамы (36) и системой переворота (50) (фиг. 14). На фиг. 3 показана схема, когда станции сборки располагаются перпендикулярно (67) направлению перемещения (51) сборочных модулей балок-эталонов, рам-эталонов и мобильного сборочного модуля-рамы вместе с СЧ кессона (2) по сборочной линии при условии вертикальной сборки кессона консоли крыла. Однако станции сборки могут располагаться и параллельно направлению перемещения сборочных модулей балок-эталонов, рам-эталонов и мобильного сборочного модуля-рамы вместе с СЧ кессона (2) по сборочной линии.
Сборку НЧК (12), ХЧК (17), БН (10), КН (11) выполняют на различных местах сборочного цеха параллельно независимо друг от друга (фиг.16) во времени в соответствующих станциях сборки (23) (26) (29) (32) в модулях балках-эталонах (25) (28), рамах-эталонах (30) (33) как отдельные СЧ кессона (2), не соединенные друг с другом в единую конструкцию, а сборка каркаса (38) кессона (2), установка (39) панелей и окончательная сборка кессона (2) выполняется последовательно на соответствующих сборочных станциях (35) (38) (39) (42) (44) (48), при этом возможно вертикальное или горизонтальное расположение мобильного сборочного модуля-рамы (36) с кессоном (2).
Сборочные модули балки-эталоны НЧК (25) и ХЧК (28) включают основание (51) (фиг. 15) в виде сварной жесткой цельной массивной балки прямоугольного сечения, выполненной из толстостенного листа для гарантирования неизменности формы и пространственного расположения базовых поверхностей имитаторов (52) нервюр, приводов и интерфейсных элементов консоли крыла; сборочные модули рамы-эталоны БН (30) (фиг. 6) и КН (33) (фиг. 7) включает основание в виде сварной жесткой массивной рамы (53) (54), выполненной из толстостенного трубчатого профиля для гарантирования неизменности формы и пространственного расположения базовых поверхностей имитаторов (55) (56)деталей БН и КН; и сборочные модули балки-эталоны ПВК (40) (45) и ПНК (41) (46) включают основание в виде сварной жесткой фермы (57) (58), выполненной из толстостенного трубчатого профиля для гарантирования неизменности пространственного расположения базовых поверхностей установки и имитаторов внешней формы поверхности кессона, выполненных в виде удерживающих вакуумных присосок (59), на которые базируются соответственно ПВК (4) и ПНК (5) консоли крыла (1); а мобильная сборочная модуль-рама (36) включает горизонтальные (60) и вертикальные сварные жесткие массивные рамы (61) или фермы (62).
В процессе сборки кессона (2) консоли крыла (1) передний (6) и задний лонжероны (7-8), детали СЧ кессона (2), интерфейсные элементы консоли крыла (1), панели (4) (5) кессона (2) базируют и фиксируют в сборочных модулях балках-эталонах (25) (28) и рамах-эталонах (30) (33) по базовым поверхностям имитаторов нервюр (52) (53) и внешнего контура крыла (55) (56)(59), приводов и кронштейнов интерфейсных элементов (52) (53) (55) (56)(59) консоли крыла (1), заданное положение которых определяется в соответствующих мобильных координатных системах и контролируется с помощью лазерных средств контроля. При этом, как отдельные СЧ консоли крыла (1) не соединенные друг с другом в единую конструкцию, и еще не обладающие достаточной жесткостью, для сохранения гарантированного пространственного расположения интерфейсных элементов консоли крыла, НЧК (12), ХЧК (17), БН (10), КН (11), ПВК (4), ПНК (5) не расфиксируются и не извлекаются из соответствующих сборочных модулей балок-эталонов (25) (28) и сборочных модулей рам-эталонов (30) (33), и задача заданного расположения СЧ кессона (2) друг относительно друга решается заданным расположения в пространстве с точностью не хуже ±0,2 мм в базовой системе координат сборочного модуля балки-эталона НЧК (25), сборочного модуля балки-эталона ХЧК (28), сборочного модуля рамы-эталона БН (30), сборочного модуля рамы-эталона КН (33), сборочного модуля балки-эталона ПВК (40), сборочного модуля балки-эталона ПНК (41), что решается расположением соответствующих мобильных координатных систем в базовой системе координат сборочного приспособления стапеля кессона (2), и таким образом собранные в этих сборочных модулях СЧ кессона (2), с гарантированным заданным геометрическим расположением деталей в мобильных координатных системах занимают требуемое по конструкторской документации пространственное положение друг относительно друга, причем точность геометрических параметров и точность расположения интерфейсных элементов кессона (2) определяется точностью позиционирования и сборки отдельных СЧ кессона (2) и их деталей в соответствующих мобильных координатных системах сборочных модулях балках-эталонах (25) (28) (40) (41) и рамах-эталонах (30) (33) и точностью позиционирования мобильных координатных систем, а значит и сборочных модулей (25) (28) (30) (33) (40) (41), в базовой системе координат, а значит, в мобильном сборочном модуле-раме (36) сборочного приспособлении стапеля кессона (2) консоли крыла (1).
Носителями мобильных координатных систем на сборочных модулях балках-эталонах (25) (28) и рамах-эталонах (30) (33) являются позиционеры-мастер (63) сборочного модуля, причем на каждой балке-эталоне (25) (28) или раме-эталоне (30) (33) располагается один позиционер-мастер (63) и его центр определяет нулевую координату соответствующей мобильной координатной системы, а также имеется позиционер-ось (64), который определяет направление одной из осей мобильной координатной системы и позиционеры-опоры (65), на которые устанавливаются балки-эталоны (25) (28), рамы-эталоны (30) (33) и мобильная сборочная модуль-рама (36).
Носителем базовой системы координат сборочного приспособления стапеля кессона (2) является мобильный сборочный модуль-рама (36) кессона (2), в которую и вокруг которой устанавливаются сборочные модули (25) (28) и рамы-эталоны (30) (33). В мобильном сборочном модуле-раме (36) установлены и жестко закреплены позиционеры-мастер (63) для расположения балок-эталонов (25) (28) и рам-эталонов (30) (33) НЧК (12), ХЧК (17), НБ (10), НК (11), ПВК (4) и ПНК (5) консоли крыла (1) в мобильном сборочном модуле-раме (36), причем количество таких позиционеры-мастер равно количеству балок-эталонов и рам-эталонов, устанавливаемых в модуле-раме (36). Позиционеры-мастер (63) в мобильном сборочном модуле-раме (36) располагают строго в базовой системе координат сборочного приспособления стапеля кессона (2). Для заданного расположения в мобильном сборочном модуле-раме (36) сборочных мобильных балок-эталонов (25) (28) и рам-эталонов (30) (33) позиционеры-мастер (63) мобильного сборочного модуля-рамы (36) совмещаются с соответствующими позиционерами-мастер (63) сборочных модулей балок-эталонов (25) (28) и рам-эталонов (30) (33). Позиционеры-мастер (63), позиционеры-ось (64) и позиционеры-опоры (65) сборочных мобильных балок-эталонов (25) (28), рам-эталонов (30) (33) и мобильного сборочного модуля-рамы (36) выполнены абсолютно жесткими с поверхностями высокой твердости и износостойкости.
Сборочные модули балки-эталоны (25) (28), рамы-эталоны (30) (33) и мобильная сборочная модуль-рама (36) являются составными частями сборочного приспособления стапеля кессона (2), целостность которого формируется при установке отдельных сборочных модулей балок-эталонов (25) (28) и рам-эталонов (30) (33) в базовую систему координат сборочного приспособления стапеля кессона (2) в мобильную сборочную модуль-раму (36) по мере ее автоматизированного перемещения (51) от одной сборочной станции к другой сборочной станции по сборочной линии (фиг. 3) кессона (2).
Сборочное приспособление стапель кессона (2) консоли крыла (1) не является статической конструкцией, а сборочные модули балки-эталоны (25) (28), рамы-эталоны (30) (33) и мобильная сборочная модуль-рама (36), составляющие вместе сборочное приспособление стапель кессона консоли крыла, перемещаются (51) (фиг. 3) от одной станции сборки к другой в зависимости от тех операций, которые необходимо выполнять на данном этапе сборки кессона (2). Для перемещения сборочных модулей балок-эталонов (25) (28), рам-эталонов (30) (33) и мобильной сборочной модуль-рамы (36) по сборочной линии (фиг. 3) используется цеховой кран и напольные колесные (66) или рельсовые автоматизированные платформы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ МОДУЛЬНЫМ СПОСОБОМ КЕССОНА КОНСОЛИ КРЫЛА ТЯЖЕЛОГО ТРАНСПОРТНОГО САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА СБОРКИ | 2023 |
|
RU2836920C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ СТЫКОВОЙ НЕРВЮРЫ САМОЛЕТА ДЛЯ СОЕДИНЕНИЯ КОНСОЛЕЙ КРЫЛА С ЦЕНТРОПЛАНОМ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2749432C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1992 |
|
RU2067543C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 1997 |
|
RU2137679C1 |
| КРЫЛО САМОЛЕТА И УЗЕЛ СТЫКА ЕГО КОНСОЛЕЙ | 2012 |
|
RU2481243C1 |
| Крыло самолёта, кессон крыла самолета, центроплан, лонжерон (варианты) | 2019 |
|
RU2709976C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| ПЛАНЕР МНОГОРЕЖИМНОГО САМОЛЕТА-МОНОПЛАНА | 1997 |
|
RU2173654C2 |
| КРЫЛО ШИРОКОФЮЗЕЛЯЖНОГО ДАЛЬНЕМАГИСТРАЛЬНОГО САМОЛЕТА | 2024 |
|
RU2838859C1 |

Изобретение относится к области самолетостроения и касается технологии сборки крыла самолета, детали которого выполнены из углепластикового композиционного материала и металлов. В процессе модульной сборки кессона консоли крыла самолета отдельные составные части (СЧ) кессона собираются параллельно независимо друг от друга в отдельных сборочных модулях балках-эталонах и рамах-эталонах на различных местах сборочного цеха. После окончания сборки СЧ кессона размещают в пространстве друг относительно друга и собирают из них кессон. При этом отдельные СЧ кессона не соединенные друг с другом в единую конструкцию и не обладающие достаточной жесткостью для сохранения гарантированного пространственного расположения интерфейсных элементов не расфиксируются и не извлекаются из соответствующих сборочных модулей балок-эталонов и рам-эталонов. Достигается обеспечение надежности и геометрической точности конструкции кессона консоли крыла, исключение появления деформаций деталей конструкции кессона консоли крыла в процессе сборки, обеспечение минимальной трудоемкости и заданного цикла сборки кессона консоли крыла. 2 н. и 16 з.п. ф-лы, 16 ил.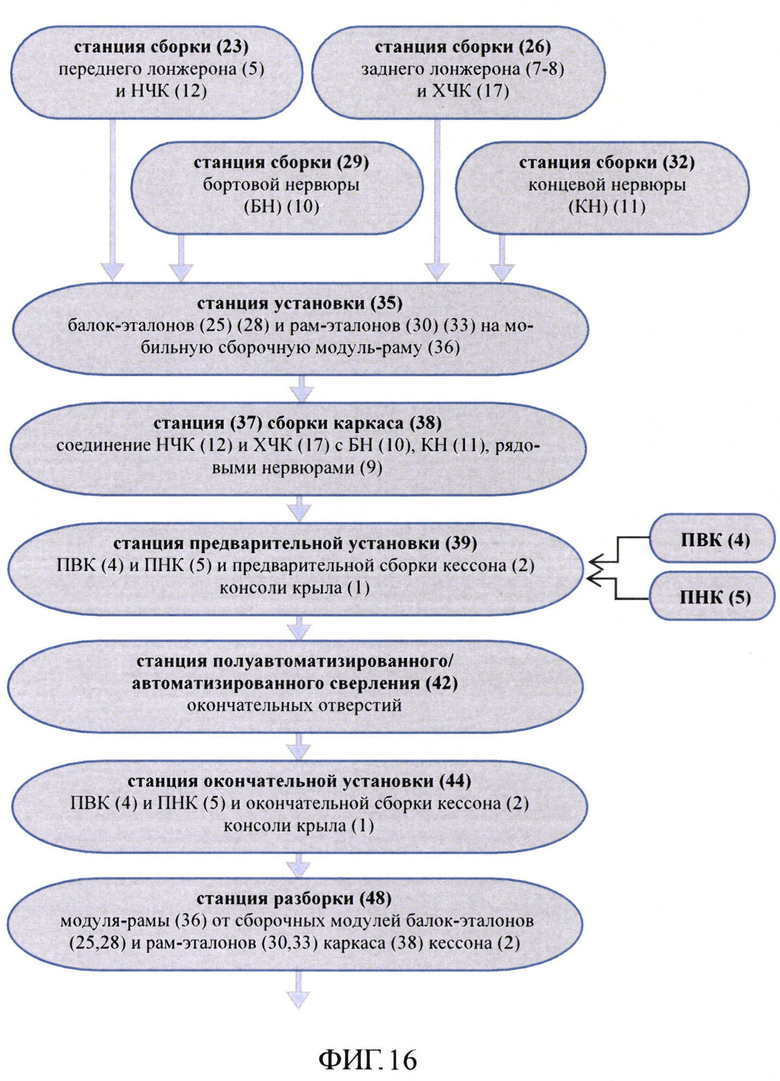
1. Способ модульной сборки кессона консоли крыла самолета, включающий в себя установку переднего лонжерона, выполненного из углепластикового композиционного материала, и деталей из алюминиевых и титановых сплавов носовой части крыла (НЧК), заднего лонжерона, выполненного из углепластикового композиционного материала и деталей из алюминиевых и титановых сплавов, и деталей из алюминиевых и титановых сплавов хвостовой части крыла (ХЧК), в соответствующих сборочных модулях балках-эталонах, установку бортовой нервюры (БН) из деталей из алюминиевых и титановых сплавов, концевой нервюры (КН) из деталей из алюминиевых сплавов и углестеклопластиковых композиционных материалов в соответствующих сборочных модулях рамах-эталонах, имитирующих каркас кессона и интерфейсных элементов консоли крыла, а именно, узлов навески агрегатов механизации и управления крыла, поверхности стыка консоли крыла с центропланом, соединение сборку деталей между собой с образованием окончательно собранной НЧК, ХЧК, БН, КН, и перемещения собранных НЧК, ХЧК, БН, КН вместе с соответствующими сборочными модулями балками-эталонами и рамами-эталонами на сборку кессона с установкой выполненных из углепластикового композиционного материала панели верхней (ПВК) и панели нижней (ПНК) кессона и деталей стыковой нервюры, отличающийся тем, что после окончательной сборки НЧК, ХЧК, БН, КН не снимают из соответствующих сборочных модулей балок-эталонов и рам-эталонов при передаче с одной станции сборки сборочной линии на другую станцию сборки сборочной линии, а НЧК, ХЧК, БН, КН вместе с соответствующими сборочными модулями балками-эталонами и рамами-эталонами устанавливаются в мобильном сборочном модуле-раме кессона консоли крыла с точностью не хуже ±0,2 мм, где корневые части НЧК и ХЧК соединяются с БН, концевые части НЧК и ХЧК соединяются с КН, НЧК и ХЧК соединяются между собой посредством установки рядовых нервюр и соединения деталей каркаса кессона, и после этого мобильный сборочный модуль-рама с находящимся в ней каркасом кессона перемещается по сборочной линии на станцию установка ПВК и ПНК, соединяется со сборочным модулем балкой-эталоном ПВК консоли крыла и со сборочным модулем балкой-эталоном ПНК консоли крыла с находящимися в этих модулях балках-эталонах ПВК и ПНК соответственно, и после соединения ПВК и ПНК с каркасом кессона, НЧК, ХЧК, БН, КН отсоединяют от сборочных модулей балок-эталонов и рам-эталонов каркаса кессона, и кессон снимают из мобильного сборочного модуля-рамы кессона для дальнейшей сборки крыла и самолета.
2. Способ сборки по п.1, отличающийся тем, что композиционные и металлические детали каркаса кессона консоли крыла, интерфейсные элементы консоли крыла один раз устанавливаются и фиксируются в сборочных модулях балках-эталонах и рамах-эталонах каркаса кессона на соответствующих станциях сборки сборочной линии кессона, вместе с этими сборочными модулями балками-эталонами и рамами-эталонами размещаются в мобильном сборочном модуле-раме и перемещаются от станции сборки к станции сборки по сборочной линии кессона консоли крыла.
3. Способ сборки по п.1, отличающийся тем, что сборка НЧК, ХЧК, БН, КН выполняется параллельно во времени, а затем сборочные модули балки-эталоны и рамы-эталоны вместе с НЧК, ХЧК, БН, КН одновременно размещаются в мобильном сборочном модуле-раме, в которой собирается каркас кессона консоли крыла и после этого посредством соответствующих сборочных модулей балок-эталонов ПВК и ПНК консоли крыла присоединяются к каркасу, образуя окончательно собранный кессон консоли крыла.
4. Способ сборки по п.1, отличающийся тем, что размещение композиционных и металлических деталей каркаса кессона и интерфейсные элементы консоли крыла в сборочных модулях балках-эталонах и рамах-эталонах, и размещение этих балок-эталонов и рам-эталонов в мобильном сборочном модуле-раме реализует заданное конструкторской документацией на кессон консоли крыла размещение и фиксацию в пространстве деталей каркаса кессона консоли крыла и сборку от каркаса кессона консоли крыла в целом.
5. Способ сборки по п.1, отличающийся тем, что размещение и фиксация ПВК и ПНК консоли крыла в сборочных модулях балках-эталонах панелей позволяет при установке этих балок-эталонов в мобильном сборочном модуле-раме копировать реальную геометрию каркаса кессона консоли крыла и сохранять эту реальную геометрию панелей на этапах предварительной и окончательной установки ПВК и ПНК на каркас кессона консоли крыла.
6. Способ сборки по п.1, отличающийся тем, что сверление отверстий в панелях и лонжеронах кессона консоли крыла происходит в окончательный размер на этапе предварительной сборки кессона, а фиксация ПВК и ПНК в сборочных модулях балках-эталонах панелей на мобильном сборочном модуле-раме позволяет автоматизировано разбирать предварительно собранный кессон, проводить очистку зон герметизации и установки крепежа и возвращать панели в ту же позицию на каркасе кессона консоли крыла с точностью не хуже ±0,035 мм с полным совпадением окончательно выполненных отверстий в лонжеронах и панелях и выполнять окончательную сборку и установку окончательного крепежа, заданного в конструкции кессона консоли крыла, что позволяет исключить этап предварительного сверления отверстий.
7. Способ сборки по п.1, отличающийся тем, что базирование и правильное определение в пространстве отдельных композиционных и металлических деталей НЧК, ХЧК, БН, КН, ПВК и ПНК выполняется в мобильной координатной системе соответствующих сборочных модулей балок-эталонов и рам-эталонов каркаса кессона консоли крыла, а базирование сборочных модулей балок-эталонов и рам-эталонов каркаса кессона в мобильном сборочном модуле-раме кессона и выставление сборочных модулей балок-эталонов и рам-эталонов друг относительно друга в правильное положение выполняется посредством выставления мобильных координатных систем соответствующих сборочных модулей балок-эталонов и рам-эталонов в базовой системе координат мобильного сборочного модуля-рамы кессона крыла.
8. Способ сборки по п.1, отличающийся тем, что точность геометрических параметров кессона определяется точностью позиционирования и сборки отдельных композиционных и металлических деталей НЧК, ХЧК, БН, КН, ПВК и ПНК в мобильных координатных системах в соответствующих сборочных модулях балках эталонах и рамах-эталонах и точностью позиционирования отдельных сборочных модулей балок-эталонов и рам-эталонов в базовой системе координат в мобильном сборочном модуле-раме кессона.
9. Способ сборки по п.1, отличающийся тем, что сборочные модули балки-эталоны и рамы-эталоны являются составными частями сборочного приспособления стапеля кессона консоли крыла, целостность которого образуется при установке отдельных сборочных модулей балок-эталонов НЧК, ХЧК, ПВК и ПНК и рам-эталонов БН, КН в базовой системе координат в мобильном сборочном модуле-раме.
10. Способ сборки по п.1, отличающийся тем, что сборка НЧК в сборочном модуле балке-эталоне каркаса консоли крыла и интерфейсных элементов консоли крыла выполняется на отдельной станции сборки, а также сборка ХЧК, БН, КН, ПВК и ПНК с каркасом кессона консоли крыла выполняются на соответствующих отдельных станциях сборки в соответствующих сборочных модулях балках-эталонах или рамах-эталонах.
11. Способ сборки по п.1, отличающийся тем, что отдельные станции сборки НЧК, ХЧК, БН, КН, ПВК, ПНК и кессона консоли крыла в целом объединяются в единую автоматизированную сборочную линию в соответствии с последовательностью сборки кессона консоли крыла.
12. Сборочная линия, автоматизированная для осуществления способа сборки кессона консоли крыла по п.1, объединяет станции сборки, которые определяют размещение сборочных модулей балок-эталонов и рам-эталонов каркаса кессона и интерфейсных элементов консоли крыла для НЧК, ХЧК, БН, КН, каркаса кессона, ПВК, ПНК и при этом сборочные модули балки-эталоны и рамы-эталоны являются составными частями сборочного приспособления стапеля кессона консоли крыла, целостность которого формируется при установке отдельных сборочных модулей балок-эталонов и рам-эталонов в мобильную сборочную модуль-раму по мере автоматизированного перемещения мобильной сборочной модуль-рамы от одной станции сборки к другой станции сборки по сборочной линии кессона консоли крыла, и таким образом сборочное приспособление стапель кессона не является статической конструкцией, а сборочные модули балки-эталоны, рамы-эталоны и мобильная сборочная модуль-рама, составляющие вместе сборочное приспособление стапель кессона консоли крыла, перемещаются от одной станции сборки к другой станции сборки в зависимости от тех операций, которые необходимо выполнять на данном этапе сборки кессона консоли крыла.
13. Сборочная линия по п.12, отличающаяся тем, что сборочные станции располагаются в сборочной линии параллельно или перпендикулярно направлению перемещения сборочных модулей балок-эталонов, рам-эталонов и мобильного сборочного модуля-рамы, при этом возможно вертикальное или горизонтальное расположение мобильного сборочного модуля-рамы для выполнения вертикальной или горизонтальной сборки кессона консоли крыла.
14. Сборочная линия по п.12, отличающаяся тем, что сборочные мобильные балки-эталоны и рамы-эталоны являются материальными жесткими носителями пространственного расположения деталей каркаса кессона консоли крыла и интерфейсных элементов консоли крыла и удерживают это расположение деталей с первой операции сборки НЧК, ХЧК, БН, КН, на всех этапах установки нервюр и сборки каркаса кессона консоли крыла, заканчивая установкой ПВК, ПНК консоли крыла, не допускают выемку НЧК, ХЧК, БН, КН из балок-эталонов и рам-эталонов при их движении по сборочной линии и гарантируют таким образом заданную геометрию кессона крыла и пространственное положение интерфейсных элементов консоли крыла.
15. Сборочная линия по п.12, отличающаяся тем, что носителем базовой системы координат сборочного приспособления стапеля кессона консоли крыла является мобильный сборочный модуль-рама, в которую и вокруг которой устанавливаются сборочные модули балки-эталоны и рамы-эталоны каркаса кессона и интерфейсных элементов консоли крыла.
16. Сборочная линия по п.12, отличающаяся тем, что материальным носителем мобильных координатных систем сборочных модулей балок-эталонов и рам-эталонов каркаса кессона консоли крыла и базовой системы координат мобильного сборочного модуля-рамы являются позиционеры-мастер, позиционеры-ось и позиционеры-опоры, установленные и жестко закрепленные на сборочных модулях балках-эталонах/рамах-эталонах и мобильном сборочном модуле-раме.
17. Сборочная линия по п.12, отличающаяся тем, что позиционеры-мастер, позиционеры-ось и позиционеры-опоры сборочных мобильных балок-эталонов, рам-эталонов и мобильного сборочного модуля-рамы выполнены абсолютно жесткими с поверхностями высокой твердости и износостойкости.
18. Сборочная линия по п.12, отличающаяся тем, что окончательное формирование сборочного приспособления стапеля кессона консоли крыла происходит последовательно и одновременно с окончательным формированием в целом кессона консоли крыла при перемещении мобильного сборочного модуля-рамы от одной станции сборки к другой станции сборки сборочной линии в процессе сборки кессона консоли крыла.
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ СТЫКОВОЙ НЕРВЮРЫ САМОЛЕТА ДЛЯ СОЕДИНЕНИЯ КОНСОЛЕЙ КРЫЛА С ЦЕНТРОПЛАНОМ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2749432C1 |
| СИСТЕМА И СПОСОБ ПРОИЗВОДСТВА КЕССОНА КРЫЛА | 2013 |
|
RU2646014C2 |
| CN 111017249 А, 17.04.2020 | |||
| EP 2939931 В1, 14.07.2021. | |||

