Изобретение относится к области самолетостроения, а именно к технологии сборки самолетов, и может быть использовано в производстве крыла тяжелого транспортного самолета, детали которого выполнены из углепластикового полимерного композиционного материала (ПКМ) и металлов (алюминиевые и титановые сплавы) для конструкций, подверженных сильным нагрузкам.
Известен способ модульной сборки кессона консоли крыла самолета с деталями из углеродных полимерных композиционных материалов и металлов, описанный в публикации изобретения к патенту РФ RU 2774870 С1 (опубл. 23.06.2022 Бюл. №18), включающий в себя установку переднего лонжерона, выполненного из углепластикового композиционного материал, и деталей из алюминиевых и титановых сплавов носовой части крыла (НЧК), заднего лонжерона, выполненного из углепластикового композиционного материал и деталей из алюминиевых и титановых сплавов, и деталей из алюминиевых и титановых сплавов хвостовой части крыла (ХЧК), в соответствующих сборочных модулях балках-эталонах, установку стыковой нервюры (БН) из деталей из алюминиевых и титановых сплавов, концевой нервюры (КН) из деталей из алюминиевых сплавов и углестеклопластиковых композиционных материалов в соответствующих сборочных модулях рамах-эталонах, имитирующих каркас кессона и интерфейсных элементов консоли крыла, а именно, узлов навески агрегатов механизации и управления крыла, поверхности стыка консоли крыла с центропланом, и базирование и правильное определение в пространстве отдельных композиционных и металлических деталей НЧК, ХЧК, БН, КН, ПВК и ПНК выполняется в мобильной координатной системе соответствующих сборочных модулей балок-эталонов и рам-эталонов каркаса кессона консоли крыла, и после чего выполняется соединение сборка деталей между собой с образованием окончательно собранной НЧК, ХЧК, БН, КН, и перемещение собранных НЧК, ХЧК, БН, КН вместе с соответствующими сборочными модулями балками-эталонами и рамами-эталонами на сборку кессона с установкой выполненных из углепластикового композиционного материала панели верхней кессона (ПВК) и панели нижней кессона (ПНК) и деталей стыковой нервюры. В представленном способе после окончательной сборки НЧК, ХЧК, БН, КН не снимают из соответствующих сборочных модулей балок-эталонов и рам-эталонов при передаче с одной станции сборки сборочной линии на другую станцию сборки сборочной линии, а НЧК, ХЧК, БН, КН вместе с соответствующими сборочными модулями балками-эталонами и рамами-эталонами устанавливаются в мобильном сборочном модуле-раме кессона консоли крыла с точностью не хуже ±0,2 мм, где корневые части НЧК и ХЧК соединяются с БН, концевые части НЧК и ХЧК соединяются с КН, НЧК и ХЧК соединяются между собой посредством установки рядовых нервюр из металлических сплавов и соединения деталей каркаса кессона, и после этого в отдельной сборочной станции, куда перемещается мобильный сборочный модуль-рама с находящимся в ней каркасом кессона выполняется установка сборка ПВК и ПНК, которые выставлены в соответствующих сборочных модулях балках-эталонах, с каркасом кессона, а после этого НЧК, ХЧК, БН, КН отсоединяют от сборочных модулей балок-эталонов и рам-эталонов каркаса кессона, и кессон снимают из мобильного сборочного модуля-рамы кессона для дальнейшей сборки крыла и самолета. В представленном способе сборки базовая система координат, в которой происходит выставления мобильных координатных систем соответствующих сборочных модулей балок-эталонов и рам-эталонов для базирования сборочных модулей балок-эталонов и рам-эталонов каркаса кессона друг относительно друга в правильное положение, расположена в мобильном сборочном модуле-раме кессона, и сборка кессона осуществляется с перемещением мобильного сборочного модуля-рамы кессона по сборочной линии от станции к станции с постепенным последовательным наращиванием конструкции кессона консоли крыла, и соответственно этому происходит наращивание конструкции приспособления для сборки кессона крыла. Как и в описанном способе, известны и другие способы сборки крыла летательных аппаратов (патент РФ RU 2137679 С1, опубл. 20.09.1999), особенностью которых является сборка крыла в, вертикально расположенном сборочном стапеле.
Способ модульной сборки и организация на его основе автоматизированной сборочной линии, в силу особенностей конструкций кессонов крыла тяжелого транспортного самолета, в представленном виде затруднительно применять в полном виде, как описано ранее, для сборки крупногабаритных кессонов крыла тяжелого транспортного самолета единичной и малой серии, так как по данному способу становится затратна организация мобильного перемещения и высоко точного позиционирования в пространстве крупно габаритного мобильного сборочного модуля-рамы кессона крыла из-за большого размера необходимой сборочной оснастки. Но возможно применение модульного способа сборки на узловых этапах сборки кессона крыла и применение мобильных модульных сборочных устройств для сборки верхних и нижних панелей, для сборки лонжеронов, приспособления для сборки переднего лонжерона с носовой частью крыла (НЧК), заднего лонжерона с хвостовой частью крыла (ХЧК), и, таким образом, становится целесообразным развитие модульного способа для сборки крупногабаритных крыльев тяжелых транспортных самолетов.
Раскрытие изобретения.
Задачей, решаемой заявленным изобретением, является расширение технологических возможностей известного модульного способа для сборки крупногабаритных кессонов крыла тяжелого транспортного самолета с целью сокращение трудоемкости и циклов сборочных работ, обеспечения необходимой жесткости устройств для сборки кессонов крыла для гарантирования постоянства точности сборки и геометрической стабильности внешнего контура кессона консоли крыла и минимизации доводочных работ от изделия к изделию в процессе сборки кессона консоли крыла.
Поставленная задача решается созданием варианта модульного способа сборки кессонов крыла тяжелого транспортного самолета, включающий сборку переднего лонжерона с носовой частью кессона (НЧК) консоли крыла, заднего лонжерона с хвостовой частью кессона (ХЧК) консоли крыла, сборку каркаса кессона консоли крыла с нервюрами, осуществляемой в горизонтальном виде в станции сборки кессона крыла путем закладки заднего и переднего лонжеронов с НЧК и ХЧК, собранных в отдельных приспособлениях в соответствующих мобильных сборочных модулях; установку рядовых нервюр, стыковой нервюры кессона (СНК) консоли крыла, концевой нервюры кессона (КНК) консоли крыла, панели верхней кессона (ПВК) консоли крыла, панели нижней кессона (ПНК) консоли крыла, подготовку привалочных поверхностей панелей, лонжеронов, нервюр к окончательной сборке и их герметизации, в котором ПВК и ПНК подаются на сборку в соответствующем собранном виде в своих мобильных сборочных модулях без компенсаторов нервюр.
Технический результат заявленного изобретения заключается в обеспечении способом модульной сборки требований сборки крупногабаритных монолитных силовых деталей каркаса (панелей и лонжеронов из полимерных композиционных материалов, а нервюры и интерфейсные элементы консоли крыла изготовлены из металлов) кессона крыла тяжелого транспортного самолета с установленной геометрической точностью конструкции для обеспечения геометрических параметров собираемого изделия с минимальной трудоемкостью в установленные циклы изготовления и гарантированных условий неповреждаемости собираемой конструкции от случайных производственных факторов.
Решение поставленной технической задачи обеспечивается за счет разработки на основе модульного принципа сборки условий базирования деталей каркаса кессона консоли крыла в сборочных модулях при сборке крупногабаритных длинномерных агрегатов самолета, детали которого выполнены из ПКМ и металлов, разработки принципов позиционирования и пространственного расположения отдельных крупногабаритных сборочных модулей друг относительно друга и создания на основе принципа модульной сборки производственной линии с модульным оборудованием для сборки кессона консоли крыла тяжелого транспортного самолета с силовыми деталями из ПКМ и металлов, где при реализации модульного способа сборки отдельные составные части (СЧ) кессона консоли крыла, а именно, передний лонжерон и носовая часть крыла (НЧК), задний лонжерон и хвостовая часть крыла (ХЧК), стыковая (бортовая) нервюра кессона (СНК), обеспечивающая стык кессона консоли крыла с центропланом крыла, концевая нервюра кессона (КНК) консоли крыла собираются параллельно во времени независимо друг от друга в отдельных сборочных модулях балках-эталонах или рамах-талонах, а панель верхняя кессона (ПВК) и панель нижняя кессона (ПНК) консоли крыла собираются в отдельных сборочных модулях рамах-эталонах параллельно во времени и независимо друг от друга и от НЧК, ХЧК, СНК, КНК на станциях сборки, причем после окончания сборки сборочные модули НЧК, ХЧК, СНК, КНК, ПВК, ПНК, названные СЧ кессона крыла, размещают в пространстве друг относительно друга с точностью до ±0,2 мм в базовым модуле колонн сборочного стапеля кессона станции сборки консоли крыла, и собирают из них кессон в соответствии с требованиями конструкторской документации, при этом, как отдельные СЧ кессона, не соединенные друг с другом в единую конструкцию, и еще не обладающие достаточной жесткостью, для сохранения гарантированного пространственного расположения деталей и интерфейсных элементов консоли крыла, ХЧК, НЧК, СНК, КНК, ПВК, ПНК не расфиксируются и не извлекаются из соответствующих сборочных модулей балок-эталонов и сборочных модулей рам-эталонов, и задача заданного расположения СЧ кессона друг относительно друга решается заданным расположения в пространстве сборочного модуля балки-эталона ХЧК, сборочного модуля балки-эталона НЧК, сборочного модуля рамы-эталона СНК, сборочного модуля рамы-эталона КНК, сборочного модуля рамы-эталона ПВК, сборочного модуля рамы-эталона ПНК, и при этом собранные в этих сборочных модулях СЧ кессона, с гарантированным заданным геометрическим расположением деталей из ПКМ и металлов, входящих в консоль крыла, занимают требуемое по конструкторской документации пространственное положение друг относительно друга, в то же время сборочные модули являются составными частями сборочного приспособления стапеля кессона консоли крыла, целостность которого образуется при установке отдельных сборочных модулей балок-эталонов и сборочных модулей рам-эталонов СЧ кессона в пространстве базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла по мере выполнения технологического процесса сборки и перемещения сборочных модулей СЧ крыла по сборочной линии кессона крыла, причем точность геометрических параметров и точность расположения интерфейсных элементов кессона консоли крыла определяется точностью позиционирования и сборки отдельных СЧ кессона крыла и их деталей в соответствующих сборочных модулях балках-эталонах и рамах-эталонах и точностью позиционирования отдельных сборочных модулей в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла, что обеспечивается созданием сборочной линии, объединяющей отдельные сборочные станции для сборки СЧ кессона, детали которого изготовлены из углеродных ПКМ и металлов и собираются в конструкцию кессона с обеспечением высоко ресурсных соединений,
причем способ модульной сборки кессона консоли крыла тяжелого транспортного самолета реализуется при проведении сборки кессона крыла в горизонтальном положении и предусматривает:
а) использование в качестве сборочных баз:
поверхности (плоские, цилиндрические) и отверстия (базовые отверстия - БО, координатно-фиксирующие отверстия - КФО), расположенные на сборочных модулях;
- наружные и внутренние поверхности элементов каркаса кессона крыла - лонжеронов, нервюр, кронштейнов, фитингов и т.д;
- сборочные отверстия (СО) фитингов нервюр и кронштейнов стыка лонжеронов;
б) выполнение сборки кессона консоли крыла осуществляется из составных частей (СЧ), поступающих на станцию сборки кессона крыла в сборочных модулях, в которых проводилась сборка СЧ;
в) обеспечение точности сборки СЧ и кессона консоли крыла в целом гарантируется за счет точности изготовления и базирования отдельных СЧ в сборочных модулях и за счет точности изготовления и позиционирования сборочных модулей СЧ кессона крыла относительно друг друга в единой сборочной системе базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла;
г) создание физических носителей мобильных координатных систем в соответствующих сборочных модулях балках-эталонах и рамах-эталонах и базовой координатной системы в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла для координирования соответствующих модулей СЧ кессона,
при этом сборка НЧК, ХЧК, СНК, КНК, ПВК, ПНК выполняется параллельно во времени, а затем одновременно сборочные модули балки-эталоны и рамы-эталоны вместе с НЧК, ХЧК, СНК, КНК, ПВК, ПНК размещаются в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла,
причем базирование сборочных модулей балок-эталонов и рам-эталонов каркаса кессона консоли крыла в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла и выставление сборочных модулей балок-эталонов и рам-эталонов друг относительно друга в правильное положение выполняется посредством выставления мобильных координатных систем соответствующих сборочных модулей балок-эталонов и рам-эталонов в базовой системе координат базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла.
Для реализации сборки модульным способом кессона консоли крыла тяжелого транспортного самолета с деталями из углеродных ПКМ и металлов разработаны устройства для сборки деталей СЧ кессона консоли крыла на сборочных станциях, которые могут быть объединены в сборочную линию, и каждая сборочная станция предназначена для специализированных сборочных операций. Сборку НЧК, ХЧК, СНК, КНК, ПВК, ПНК выполняют параллельно во времени на соответствующих сборочных станциях в модулях балках-эталонах, рамах-эталонах как отдельные СЧ кессона, не соединенных друг с другом в единую конструкцию, а сборка нервюр с лонжеронами каркаса кессона, установка панелей и окончательная сборка кессона выполняется последовательно в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла, при этом принято горизонтальное расположение мобильных сборочных модулей-рам ПВК, ПНК для выполнения горизонтальной сборки кессона консоли крыла,
причем сборочные станции НЧК и ХЧК включают стационарное основание в виде сварной жесткой цельной массивной рамы-фермы, выполненной из толстостенного листа или профиля, и мобильные сборочные модули балки-эталоны НЧК и ХЧК для гарантирования неизменности формы и пространственного расположения базовых поверхностей имитаторов нервюр, приводов и интерфейсных элементов консоли крыла; сборочные модули рамы-эталоны СНК и КНК включает основание в виде сварной жесткой массивной рамы, выполненной из толстостенного трубчатого профиля для гарантирования неизменности формы и пространственного расположения базовых поверхностей имитаторов деталей ПВК, ПНК, НЧК и ХЧК; сборочные станции ПВК и ПНК включают стационарное основание в виде набора базовых колонн или сварной жесткой фермы, ложементов и мобильные сборочные модули рамы-эталоны ПВК и ПНК в виде сварной жесткой фермы, выполненной из толстостенного трубчатого профиля для гарантирования неизменности пространственного расположения базовых поверхностей установки и имитаторов внешней формы поверхности кессона консоли крыла, на которые базируется ПВК и ПНК;
а базовый модуль колонн сборочного стапеля кессона станции сборки консоли крыла включает стационарные горизонтальные и вертикальные сварные жесткие массивные рамы или фермы, на которые установлены горизонтальные и вертикальные мобильные платформы для установки и базирования сборочных мобильных модулей балок-эталонов НЧК, ХЧК и сборочных мобильных модулей рам-эталонов ПВК, ПНК, СНК, КНК, причем сборочные мобильные модули балки-эталоны и рамы-эталоны являются материальными жесткими носителями пространственного расположения деталей каркаса кессона и интерфейсных элементов консоли крыла и удерживают это расположение деталей с первой операции сборки НЧК, ХЧК, СНК, КНК, на всех этапах установки нервюр и сборки каркаса кессона, заканчивая установкой ПВК и ПНК, не допускают выемку НЧК, ХЧК, СНК, КНК, ПВК и ПНК из балок-эталонов и рам-эталонов на промежуточных этапах сборки при их движении по сборочной линии и гарантируют таким образом заданную геометрию кессона консоли крыла и пространственное положение интерфейсных элементов консоли крыла;
здесь в процессе сборки кессона консоли крыла передний и задний лонжероны, детали СЧ кессона консоли крыла, интерфейсные элементы консоли крыла, панели кессона консоли крыла базируют и фиксируют в сборочных модулях балках-эталонах и рамах-эталонах по базовым поверхностям имитаторов нервюр, имитаторов внешнего контура крыла, имитаторов приводов и кронштейнов интерфейсных элементов консоли крыла, заданное положение которых определяется в соответствующих мобильных координатных системах мобильных модулях балках-эталонах и рамах-эталонах и контролируется с помощью лазерных средств контроля,
причем физическими носителями мобильных координатных систем на сборочных мобильных модулях балках-эталонах и рамах-эталонах являются сферические позиционеры сборочного модуля, причем на каждой балке-эталоне или раме-эталоне располагается один позиционер-мастер и его центр определяет нулевую координату соответствующей мобильной координатной системы, а также имеется позиционер-ось, который определяет направление одной из осей мобильной координатной системы и позиционеры-опоры, которые определяют вертикальную ось соответствующей мобильной координатной системы,
а в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла установлены и жестко закреплены центрирующие устройства-мастер, устройства-ось и устройства-опора для расположения соответствующих балок-эталонов и рам-эталонов НЧК, ХЧК, СНК, КНК, ПВК и ПНК в базовом модуле колонн, причем количество таких центрирующие устройств-мастер равно количеству балок-эталонов и рам-эталонов, устанавливаемых в модуле-раме, и центрирующие устройства-мастер, устройства-ось и устройства-опора соответствующих балок-эталонов и рам-эталонов в базовом модуле колонн располагают строго в базовой системе координат сборочного приспособления стапеля кессона консоли крыла,
где носителем базовой системы координат является базовый модуль колонн сборочного стапеля кессона станции сборки консоли крыла, в котором и вокруг которого устанавливаются сборочные модули балки-эталоны и рамы-эталоны СЧ кессона (лонжероны и панели) и интерфейсных элементов консоли крыла на соответствующие сферическим позиционерам центрирующие устройства, на которые устанавливаются балки-эталоны, рамы-эталоны,
причем положение соответствующих центрирующих устройств-мастер, устройств-ось и устройств-опора определяется в базовой системе координат сборочного приспособления стапеля кессона консоли крыла,
причем жесткость и неизменная стабильность базовой системы координат обеспечивается бетонным фундаментным основанием базового модуля колонн сборочного стапеля, где фундаментным основанием может быть пол цеха,
причем в полу цеха выполнены координатные монументальные точки, определяющие базовую систему координат базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла,
и для заданного расположения сборочных мобильных модулей балок-эталонов и рам-эталонов НЧК, ХЧК, СНК, КНК, ПВК и ПНК в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла центрирующие устройства-мастер, устройства-ось и устройства-опора базового модуля колонн совмещаются с соответствующими позиционерами-мастер, позиционерами-ось и позиционерами-опора сборочных модулей балок-эталонов и рам-эталонов с точностью до ±0,2 мм,
причем сборочные мобильные модули балки-эталоны, рамы-эталоны и базовый модуль колонн являются составными частями сборочного стапеля кессона консоли крыла, целостность которого формируется при установке отдельных сборочных мобильных модулей балок-эталонов и рам-эталонов в базовую систему координат базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла по мере выполнения технологических сборочных операций на соответствующих станциях сборки кессона крыла,
и здесь сборочный стапель кессона станции сборки консоли крыла не является статической конструкцией, а сборочные мобильные модули балки-эталоны, рамы-эталоны и базовый модуль колонн, составляющие вместе сборочное приспособление стапель кессона, перемещаются от одной станции сборки к другой или друг относительно друга в зависимости от тех операций, которые необходимо выполнять на данном этапе сборки кессона,
при этом перемещение мобильных сборочных модулей балок-эталонов и рам-эталонов от одной сборочной станции к другой осуществляется с использованием цехового крана или напольных колесных или рельсовых автоматизированных платформ, а перемещение сборочных модулей балок-эталонов и рам-эталонов друг относительно друга в базовом модуле колонн осуществляется с помощью подъемных механизмов, встроенных в базовый модуль колонн, под управлением автоматизированной системы числового программного управления,
при этом для обеспечение необходимой заданной геометрии СЧ композиционные и металлические детали каркаса кессона консоли крыла, интерфейсные элементы консоли крыла один раз устанавливаются и фиксируются в соответствующих сборочных модулях балках-эталонах и рамах-эталонах каркаса консоли крыла на соответствующих отдельных станциях сборки. Отдельные станции сборки объединяются в единую автоматизированную сборочную линию в соответствии с последовательностью сборки кессона консоли крыла и располагаются в этой сборочной линии параллельно или перпендикулярно направлению перемещения сборочных модулей балок-эталонов, рам-эталонов и расположению базового модуля колонн,
причем детали в процессе сборки устанавливаются по базовым поверхностям сборочных мобильных модулей балок-эталонов и рам-эталонов, в которых базовые поверхности располагаются строго в заданных координатах мобильных координатных систем соответствующих сборочных мобильных модулей балок-эталонов и рам-эталонов, и при этом сборочные мобильные модули балки-эталоны и рамы-эталоны являются составными частями сборочного стапеля кессона консоли крыла, целостность которого образуется при установке отдельных сборочных модулей балок-эталонов и рам-эталонов в сборочном базовом модуле колонн стапеля кессона станции сборки консоли крыла,
при этом обеспечение постоянства пространственного расположения деталей СЧ и интерфейсных элементов консоли крыла, после окончания процесса сборки и удаления собранного кессона из сборочного приспособления стапеля, достигается тем, что на промежуточных этапах сборки кессона НЧК, ХЧК, СНК, КНК, ПВК, ПНК не снимают из соответствующих сборочных модулей балок-эталонов и рам-эталонов при передаче с одной станции сборки на другую станцию сборки в сборочной линии кессона, а НЧК, ХЧК, СНК, КНК, ПВК, ПНК вместе с соответствующими сборочными модулями балками-эталонами и рамами-эталонами устанавливаются в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла с точностью до ±0,2 мм,
причем при размещении балок-эталонов и рам-эталонов в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла реализуется заданное конструкторской документацией на кессон размещение и фиксация в пространстве деталей каркаса кессона консоли крыла, причем на дальнейших этапах сборки корневые части НЧК и ХЧК соединяются с СНК, концевые части НЧК и ХЧК соединяются с КНК, НЧК и ХЧК соединяются между собой посредством установки рядовых нервюр и соединения деталей каркаса кессона,
и после этого базовый модуль колонн сборочного стапеля кессона станции сборки консоли крыла соединяется со сборочным модулем рамой-эталоном ПВК и со сборочным модулем рамой-эталоном ПНК с находящимися в этих модулях рамах-эталонах ПВК и ПНК соответственно. Причем размещение и фиксация ПВК и ПНК в сборочных модулях рамах-эталонах панелей позволяет при установке этих рам-эталонов в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла копировать реальную геометрию каркаса кессона крыла и сохранять эту реальную геометрию панелей на этапах предварительной и окончательной установки панелей на каркас кессона крыла,
причем сверление отверстий в панелях и лонжеронах кессона происходит в окончательный размер на этапе предварительной сборки кессона консоли крыла, а фиксация лонжеронов в мобильных сборочных модулях балках-эталонах и панелей в мобильных сборочных модулях рамах-эталонах панелей в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла позволяет автоматизировано разбирать предварительно собранный кессон, проводить очистку зон герметизации, возвращать панели в ту же позицию на каркасе кессона с точностью до ±0,03 5 мм с полным совпадением окончательно выполненных отверстий в лонжеронах и панелях и выполнять установку крепежа и, таким образом, выполнять герметизацию и окончательную сборку и установку окончательного крепежа, заданного в конструкции кессона консоли крыла, что позволяет исключить этап предварительного сверления отверстий, при этом реализуя сборку от каркаса кессона консоли крыла в целом, детали которого выполнены из углепластикового ПКМ и металлов для конструкций, подверженных сильным нагрузкам при эксплуатации тяжелого транспортного самолета.
После соединения панелей с каркасом кессона НЧК, ХЧК, СНК, КНК, ПВК, ПНК отсоединяют от сборочных модулей балок-эталонов и рам-эталонов каркаса кессона, и кессон снимают из базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла для дальнейшей сборки консоли крыла и самолета, причем точность геометрических параметров кессона определяется точностью позиционирования и сборки отдельных композиционных и металлических деталей СЧ кессона в мобильных координатных системах в соответствующих сборочных модулях балках-эталонов и рамах-эталонах и точностью позиционирования отдельных сборочных модулей балок-эталонов и рам-эталонов в базовой системе координат в мобильном базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла при условии горизонтальной сборки кессона консоли крыла.
Краткое описание чертежей.
Детали, признаки, а также преимущества настоящего изобретения следуют из нижеследующего описания примеров выполнения заявленного устройства с использованием чертежей, на которых показано:
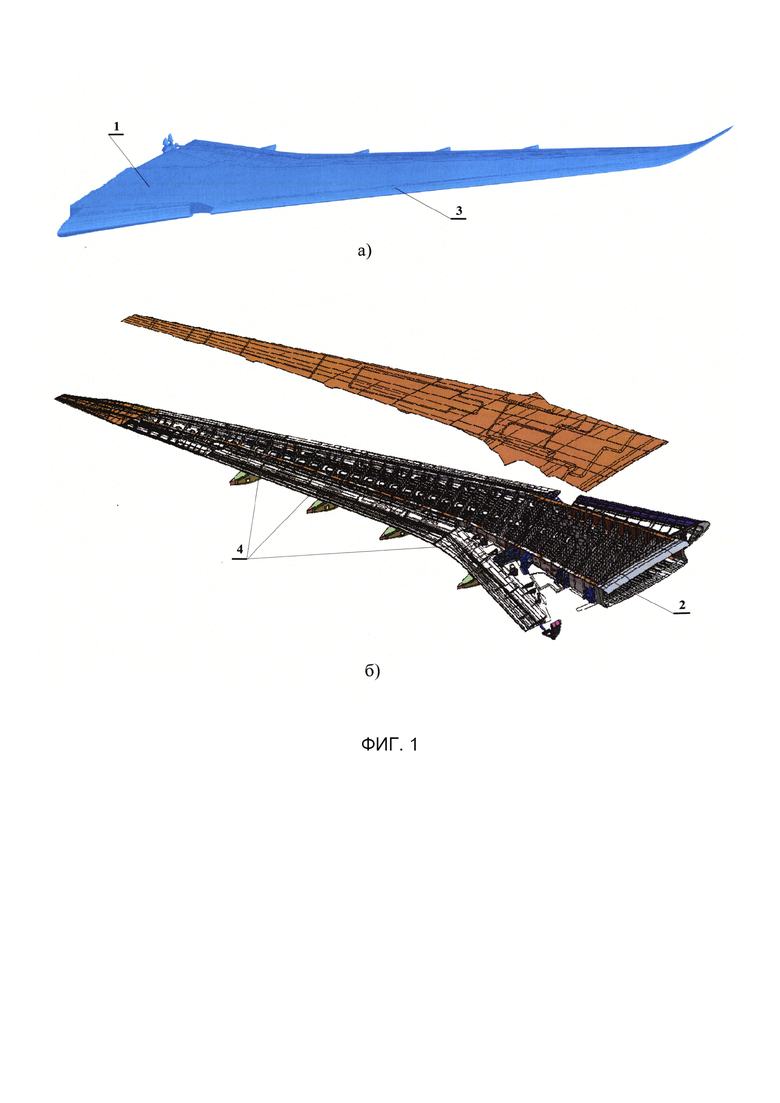
Фиг. 1 - консоль крыла тяжелого транспортного самолета с деталями из углеродных ПКМ и металлов
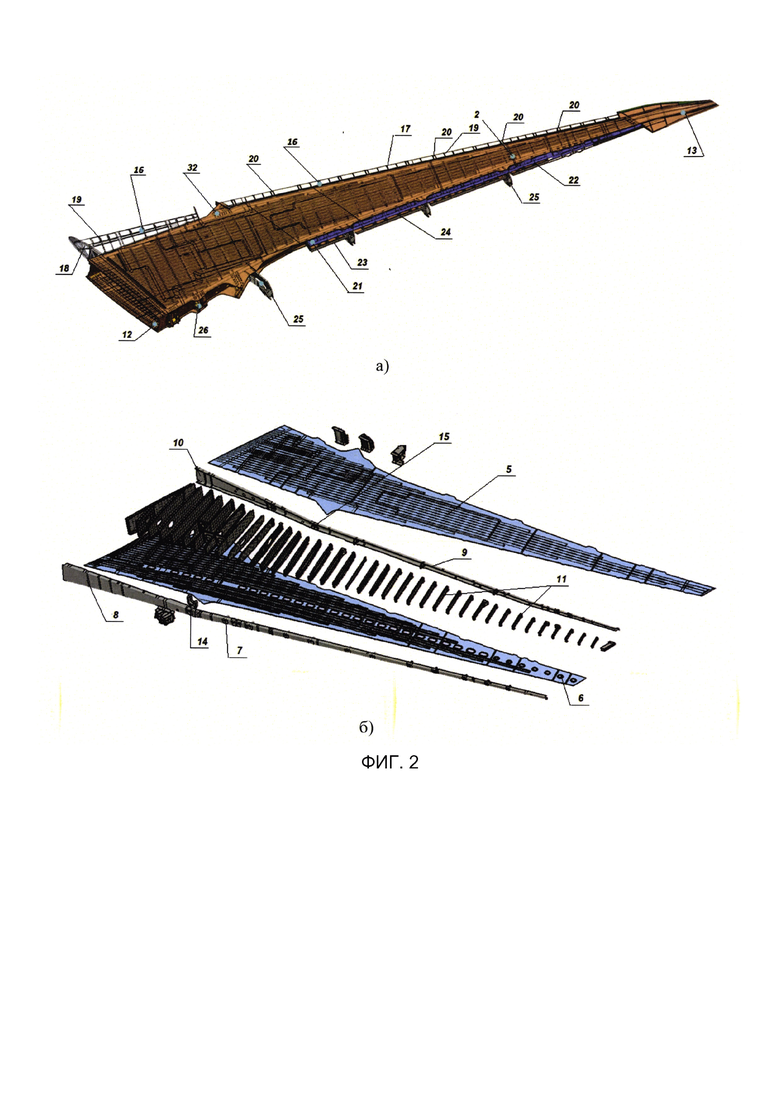
Фиг. 2 - составные части кессона консоли крыла тяжелого транспортного самолета с деталями из углеродных ПКМ и металлов
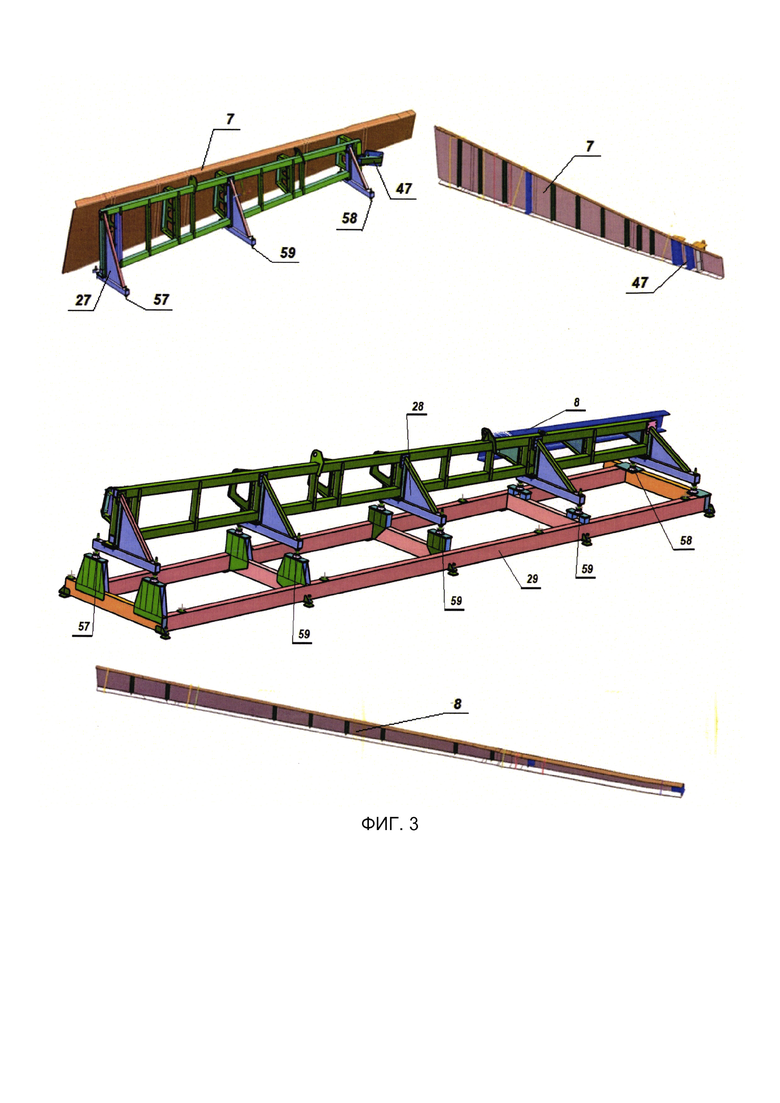
Фиг. 3 - мобильный сборочный модуль балка-эталон корневой части и концевой части переднего лонжерона и носовой части кессона (НЧК) консоли крыла
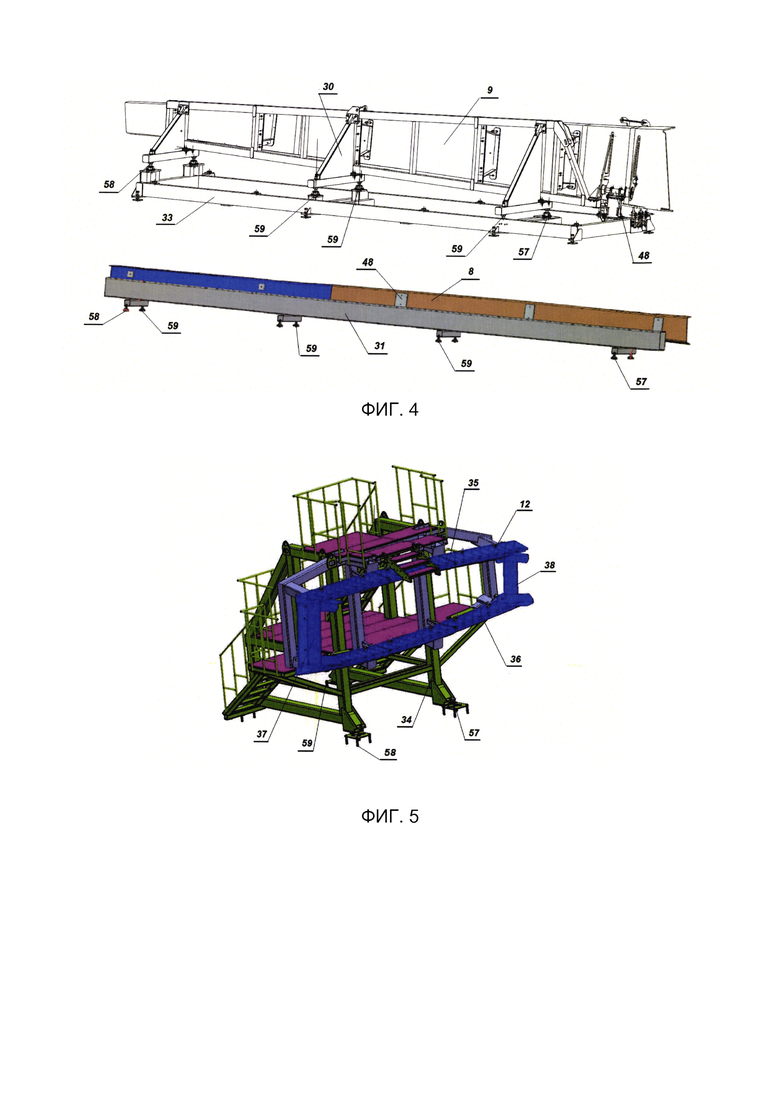
Фиг. 4 - мобильный сборочный модуль балка-эталон корневой части и концевой части заднего лонжерона и хвостовой части кессона (ХЧК) консоли крыла
Фиг. 5 - мобильный сборочный модуль рама-эталон стыковой нервюры (СН) кессона консоли крыла
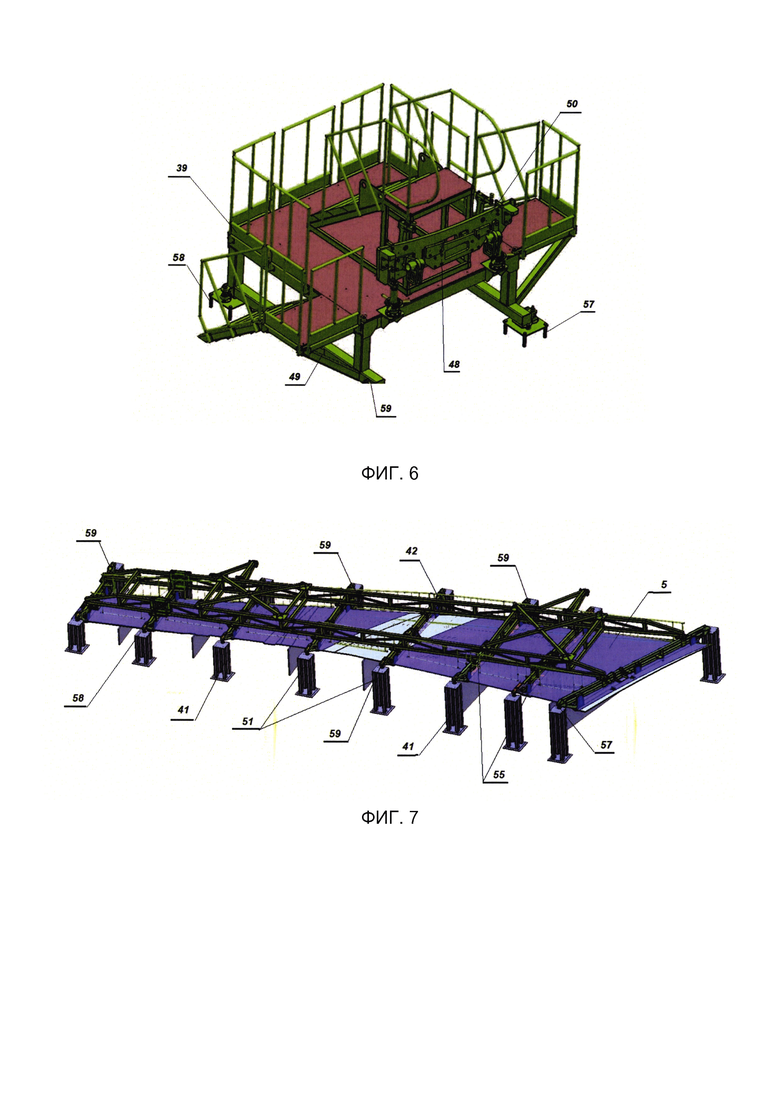
Фиг.6 - мобильный сборочный модуль рама-эталон концевой нервюры кессона (КНК) консоли крыла
Фиг. 7 - мобильная сборочная модуль рама-эталон панели верхней кессона (ПВК) консоли крыла
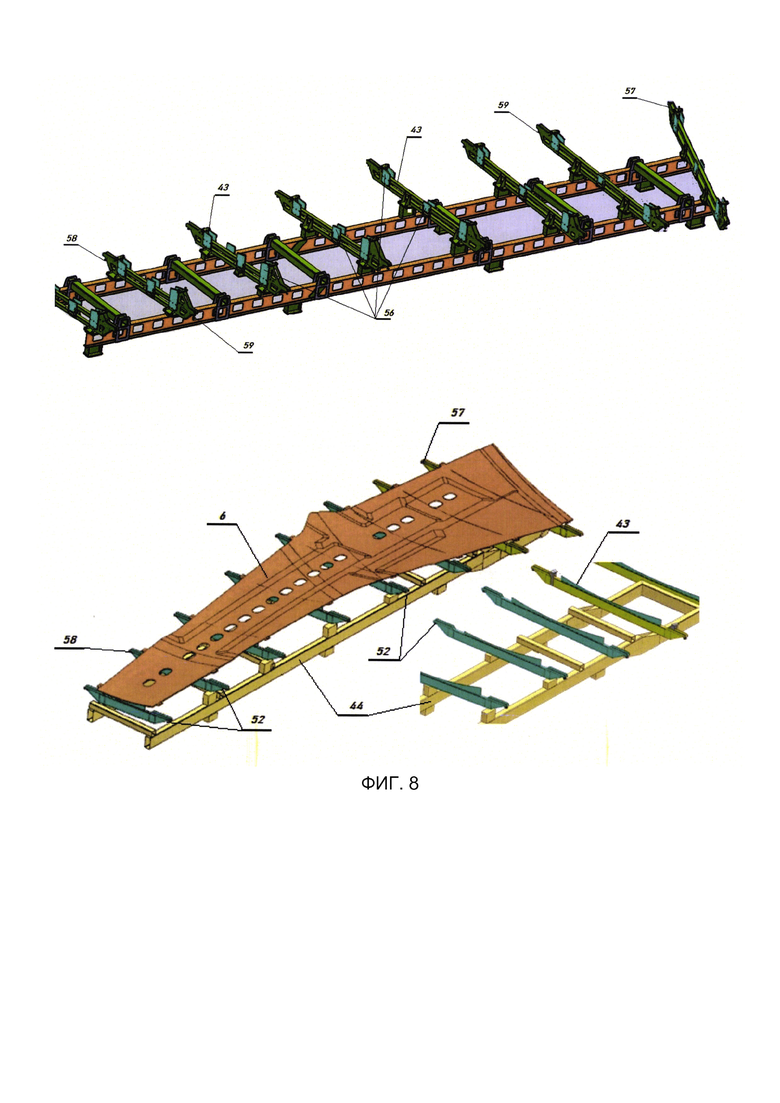
Фиг. 8 - мобильная сборочная модуль рама-эталон панели нижней кессона (ПНК) консоли крыла
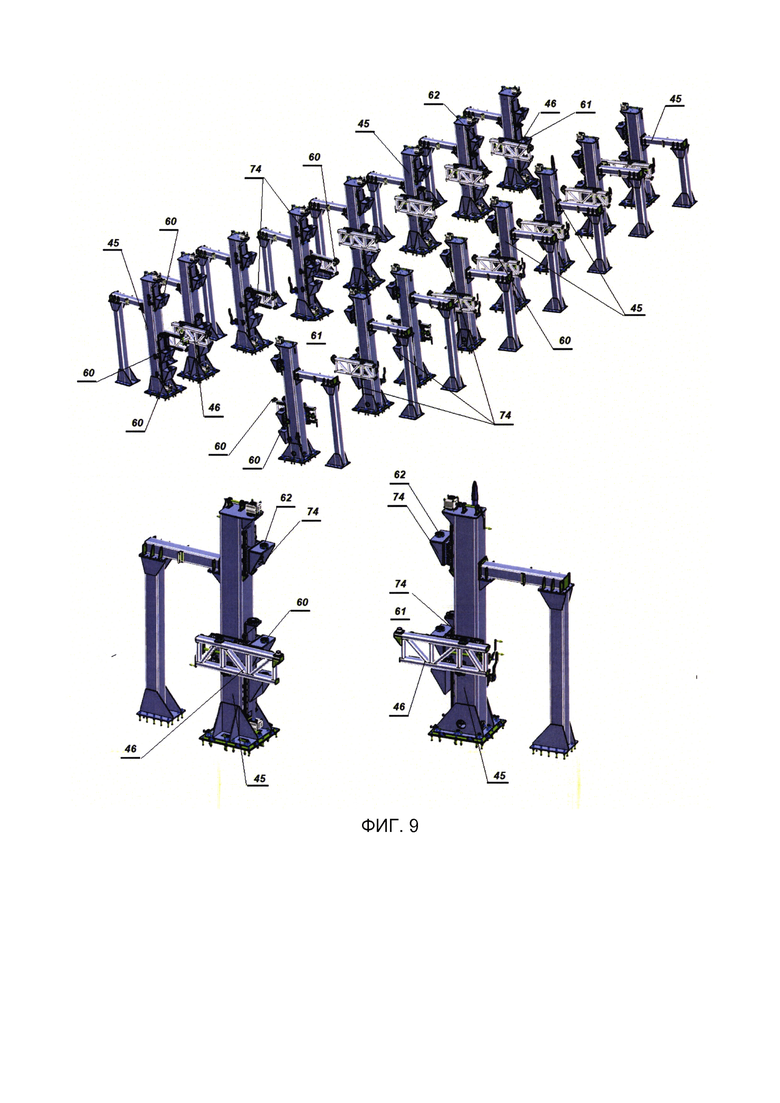
Фиг. 9 - базовый модуль колонн сборочного стапеля кессона станции сборки консоли крыла
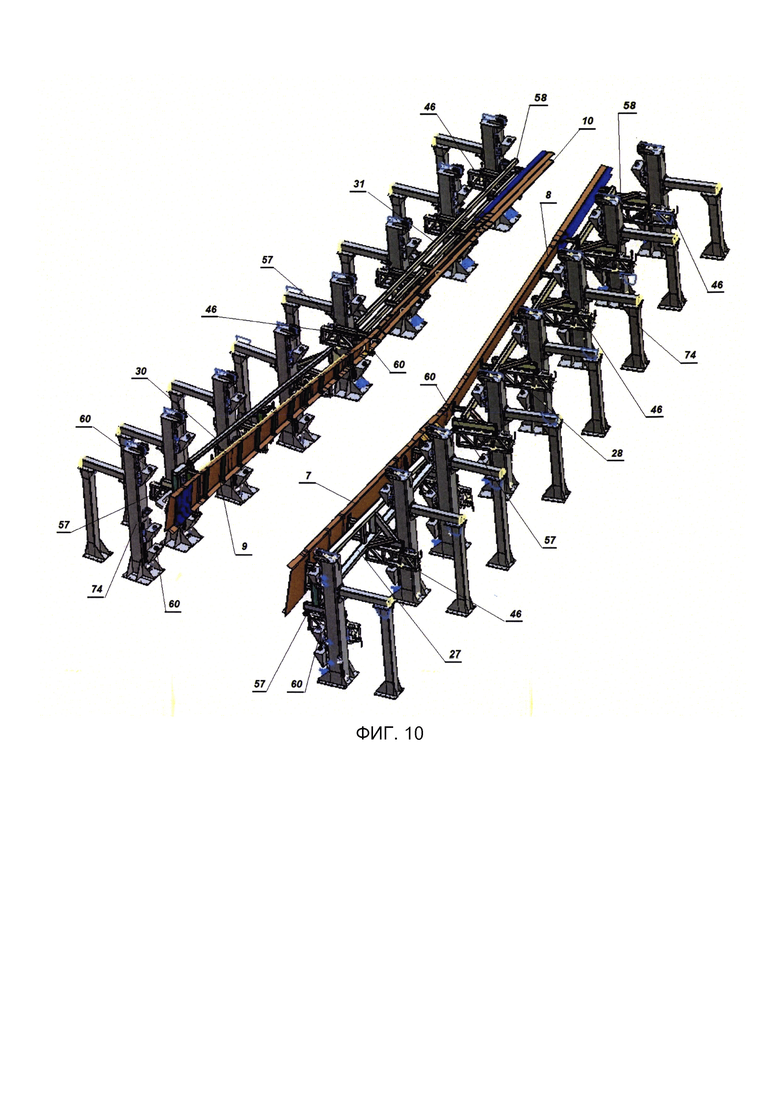
Фиг. 10 - установка мобильных сборочных модулей балок-эталонов НЧК и ХЧК в базовый модуль колонн сборочного стапеля кессона станции сборки консоли крыла
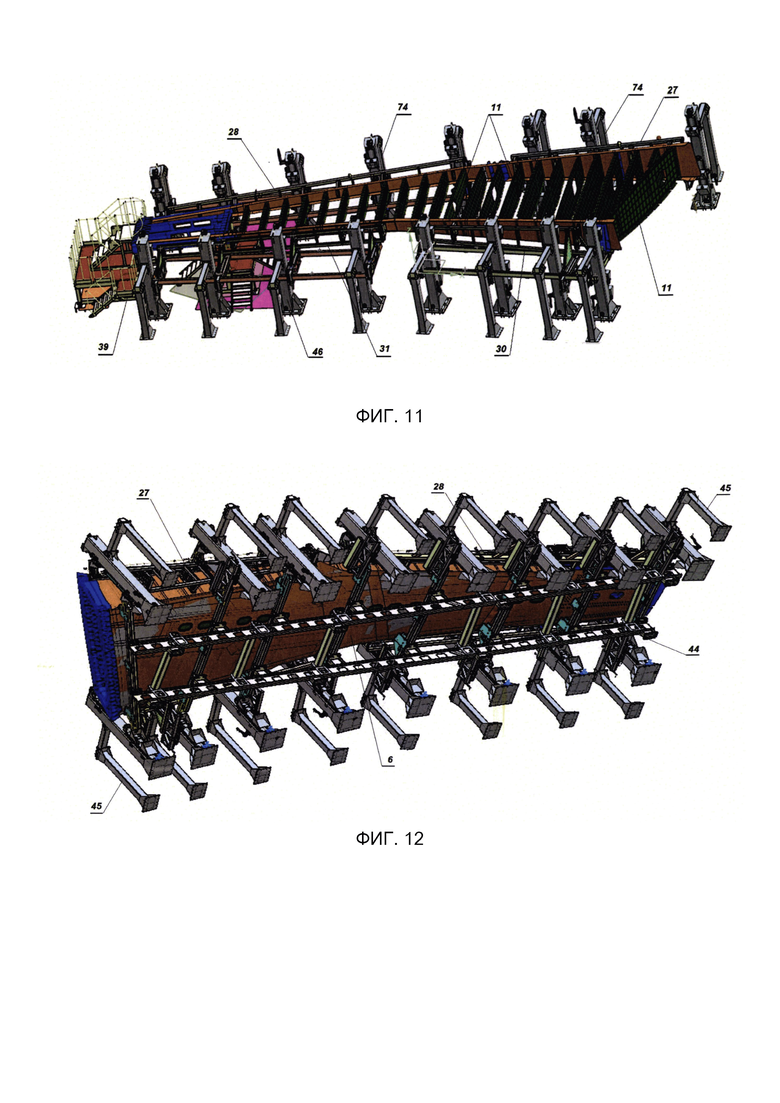
Фиг. 11 - сборка каркаса кессона консоли крыла в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла
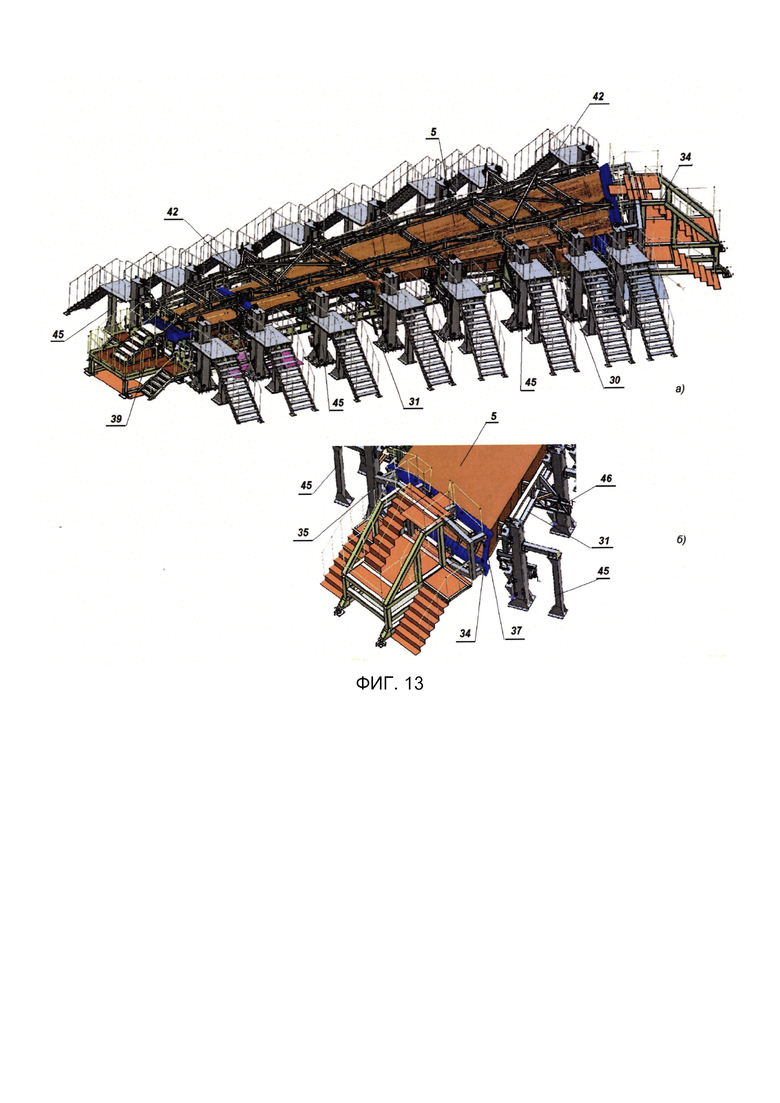
Фиг. 12 - установка мобильных сборочных модулей рам-эталонов ПВК и ПНК в базовый модуль колонн сборочного стапеля кессона станции сборки консоли крыла
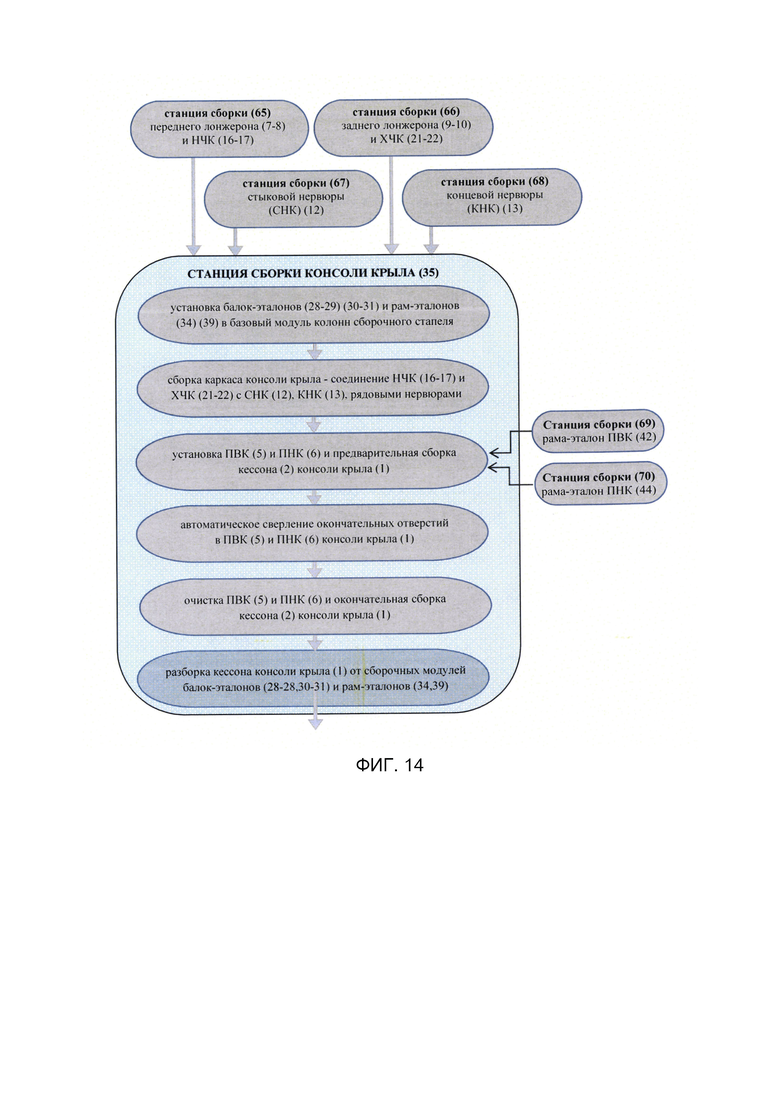
Фиг. 13 - установка мобильного сборочного модуля рамы-эталона СНК в базовый модуль колонн сборочного стапеля кессона станции сборки консоли крыла
Фиг. 14 - схема движения сборочных модулей по технологическому процессу сборки кессона консоли крыла модульным способом
Технический результат достигается также тем, что устройства для осуществления сборки описываемым модульным способом представляют собой набор станций сборки СЧ кессона консоли крыла тяжелого транспортного самолета, а именно:
станция сборки переднего лонжерона и НЧК, в которой в совокупности со стационарными базовыми фиксирующими элементами каркаса кессона консоли крыла определено размещение мобильного сборочного модуля балки-эталона НЧК и интерфейсных элементов передней кромки консоли крыла;
станция сборки заднего лонжерона и ХЧК, в которой в совокупности со стационарными базовыми фиксирующими элементами каркаса кессона консоли крыла определено размещение мобильного сборочного модуля балки-эталона ХЧК и интерфейсных элементов задней кромки консоли крыла;
станция сборки СНК, в которой определено размещение мобильного сборочного модуля рамы-эталона СНК;
станция сборки КНК, в которой определено размещение мобильного сборочного модуля рамы-эталона КНК;
станция установки и позиционирования ПВК в мобильном сборочном модуле раме-эталоне ПВК консоли крыла; станция установки и позиционирования ПНК в мобильном сборочном модуле раме-эталоне ПНК консоли крыла; станция сборки кессона консоли крыла, в которой определено размещение мобильных сборочных модулей балок-эталонов НЧК и ХЧК, мобильных сборочных модулей-рам СНК, КНК, ПВК, ПНК с собранным в них соответствующих СЧ кессона консоли крыла в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла, а также в которой определено размещение автоматизированной системы для сверления отверстий в панелях, лонжеронах и нервюрах для образования точных отверстий окончательного диаметра комбинированным инструментом за один переход в однородных (композит+композит) и смешанных (композит+металл) пакетах; и определены устройства для размещения сборочных модулей балок-эталонов ПВК и ПНК, рам-эталонов СНК, КНК, ПВК, ПНК консоли крыла с системой копирования внешнего контура панелей, системой удерживания и базирования с точностью до ±0,2 мм и повторяемости положения НЧК, ХЧК, ПНК, ПВК с точностью до ±0,035 мм, у устройства для выемки, а также определены устройства для кессона консоли крыла из базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла. В варианте технического решения устройства для осуществления сборки описываемым модульным способом объединяются в автоматизированную сборочную линию кессона консоли крыла тяжелого транспортного самолета и располагаются в сборочной линии параллельно и перпендикулярно направлению перемещения сборочных модулей балок-эталонов и рам-эталонов.
В варианте технического решения сборку НЧК, ХЧК, СНК, КНК, ПВК, ПНК выполняют параллельно во времени на соответствующих сборочных станциях в модулях балках-эталонах, рамах-эталонах как отдельные СЧ кессона, не соединенных друг с другом в единую конструкцию, а сборка каркаса кессона, установка ПВК, ПНК и окончательная сборка кессона выполняется последовательно в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла, при этом сборка кессона консоли крыла тяжелого транспортного самолета выполняется при горизонтальном расположении каркаса кессона консоли крыла.
В варианте технического решения сборочные станции НЧК и ХЧК включают стационарное основание в виде сварной жесткой цельной массивной рамы-фермы, выполненной из толстостенного листа или профиля, и мобильные сборочные модули балки-эталоны НЧК и ХЧК для гарантирования неизменности формы и пространственного расположения базовых поверхностей имитаторов нервюр, приводов и интерфейсных элементов консоли крыла; сборочные модули рамы-эталоны СНК и КНК включает основание в виде сварной жесткой массивной рамы, выполненной из толстостенного трубчатого профиля для гарантирования неизменности формы и пространственного расположения базовых поверхностей имитаторов деталей ПВК, ПНК, НЧК и ХЧК; сборочные станции ПВК и ПНК включают стационарное основание в виде набора базовых колонн или сварной жесткой фермы, ложементов и мобильные сборочные модули рамы-эталоны ПВК и ПНК в виде сварной жесткой фермы, выполненной из толстостенного трубчатого профиля для гарантирования неизменности пространственного расположения базовых поверхностей установки и имитаторов внешней формы поверхности кессона консоли крыла, на которые базируется ПВК и ПНК.
В варианте технического решения базовый модуль колонн сборочного стапеля кессона станции сборки консоли крыла включает стационарные горизонтальные и вертикальные сварные жесткие массивные рамы или фермы, на которые установлены горизонтальные и вертикальные мобильные платформы для установки и базирования сборочных мобильных модулей балок-эталонов НЧК, ХЧК и сборочных мобильных модулей рам-эталонов ПВК, ПНК, СНК, КНК.
В варианте технического решения сборочные мобильные модули балки-эталоны и рамы-эталоны являются материальными жесткими носителями пространственного расположения деталей каркаса кессона и интерфейсных элементов консоли крыла и удерживают это расположение деталей с первой операции сборки НЧК, ХЧК, СНК, КНК, на всех этапах установки нервюр и сборки каркаса кессона, заканчивая установкой ПВК и ПНК, не допускают выемку НЧК, ХЧК, СНК, КНК из балок эталонов и рам-эталонов на промежуточных этапах сборки при их движении по сборочным станциям и гарантируют таким образом заданную геометрию кессона консоли крыла и пространственное положение интерфейсных элементов консоли крыла.
В варианте технического решения в процессе сборки кессона консоли крыла передний и задний лонжероны, детали СЧ кессона консоли крыла, интерфейсные элементы консоли крыла, панели кессона консоли крыла базируют и фиксируют в сборочных модулях балках-эталонах и рамах-эталонах по базовым поверхностям имитаторов нервюр и внешнего контура крыла, приводов и кронштейнов интерфейсных элементов консоли крыла, заданное положение которых определяется в соответствующих мобильных координатных системах и контролируется с помощью лазерных средств контроля.
В варианте технического решения носителями мобильных координатных систем на сборочных мобильных модулях балках-эталонах и рамах-эталонах являются сферические позиционеры сборочного модуля, причем на каждой балке-эталоне или раме-эталоне располагается один позиционер-мастер и его центр определяет нулевую координату соответствующей мобильной координатной системы, а также имеется позиционер-ось, который определяет направление одной из осей мобильной координатной системы и позиционеры-опоры, которые определяют вертикальную ось соответствующей мобильной координатной системы.
В варианте технического решения носителем базовой системы координат является базовый модуль колонн сборочного стапеля кессона станции сборки консоли крыла, в котором и вокруг которого устанавливаются сборочные мобильные модули балки-эталоны и рамы-эталоны СЧ кессона (лонжероны и панели) и интерфейсных элементов консоли крыла на соответствующие сферическим позиционерам центрирующие устройства, на которые устанавливаются балки-эталоны, рамы-эталоны.
В варианте технического решения в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла установлены и жестко закреплены центрирующие устройства-мастер, устройства-ось и устройства-опора для расположения соответствующих балок-эталонов и рам-эталонов НЧК, ХЧК, СНК, КНК, ПВК и ПНК в базовом модуле колонн, причем количество таких центрирующие устройств-мастер равно количеству балок-эталонов и рам-эталонов, устанавливаемых в модуле-раме, и центрирующие устройства-мастер соответствующих балок-эталонов и рам-эталонов в базовом модуле колонн располагают строго в базовой системе координат сборочного приспособления стапеля кессона консоли крыла.
В варианте технического решения положение соответствующих центрирующих устройств-мастер, устройств-ось и устройств-опора определяется в базовой системе координат сборочного приспособления стапеля кессона консоли крыла.
В варианте технического решения жесткость и неизменная стабильность базовой системы координат обеспечивается бетонным фундаментным основанием базового модуля колонн сборочного стапеля, где фундаментным основанием может быть пол цеха, и в полу цеха выполнены координатные монументальные точки, определяющие базовую систему координат базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла.
В варианте технического решения для заданного расположения сборочных мобильных модулей балок-эталонов и рам-эталонов НЧК, ХЧК, СНК, КНК, ПВК и ПНК в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла центрирующие устройства-мастер базового модуля колонн совмещаются с соответствующими позиционерами-мастер сборочных модулей балок-эталонов и рам-эталонов с точностью до ±0,2 мм.
В варианте технического решения сборочные мобильные модули балки-эталоны, рамы-эталоны и базовый модуль колонн являются составными частями сборочного стапеля кессона консоли крыла, целостность которого формируется при установке отдельных сборочных мобильных модулей балок-эталонов и рам-эталонов в базовую систему координат базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла по мере выполнения технологических операций на соответствующих станциях сборки кессона крыла.
В варианте технического решения сборочный стапель кессона станции сборки консоли крыла не является статической конструкцией, а сборочные мобильные модули балки-эталоны, рамы-эталоны и базовый модуль колонн, составляющие вместе сборочное приспособление стапель кессона, перемещаются от одной станции сборки к другой или друг относительно друга в зависимости от тех операций, которые необходимо выполнять на данном этапе сборки кессона.
В варианте технического решения для перемещение сборочных модулей балок-эталонов и рам-эталонов от одной сборочной станции к другой осуществляется с использованием цехового крана или напольных колесных или рельсовых автоматизированных платформ, а перемещение сборочных модулей балок-эталонов и рам-эталонов друг относительно друга в базовом модуле колонн осуществляется с помощью подъемных механизмов, встроенных в базовый модуль колонн, под управлением автоматизированной системы числового программного управления.
Ниже изобретение объясняется более подробно со ссылкой на прилагаемые чертежи.
Консоль крыла (1) самолета (фиг.1а) включает в себя кессон консоли крыла (2) и агрегаты механизации передней (3) и задней (4) кромки - предкрылки, закрылки, воздушный тормоз, интерцепторы, элерон, причем кессон (2) консоли крыла (1) герметичны для размещения в них топливных баков.
Кессон (2) (фиг.2), выполненный по двух лонжеронной схеме, состоит, в том числе, из двух панелей кессона консоли крыла - верхней (5) (ПВК) и нижней (6) (ПНК), подкрепленных стрингерами, выполненных из углепластикового композиционного материала, переднего (7-8) и заднего (9-10) лонжеронов, набора нервюр (11), часть которых выполнена герметичными, стыковой нервюры (12) (СНК), на которой консоли крыла (1) соединены с центропланом и детали которой выполнены из алюминиевых и титановых сплавов, и концевой нервюры (КНК) (13), детали которой выполнены из алюминиевых сплавов и углепластиковых и стеклопластиковых полимерных композиционных материалов. Передний лонжерон (7-8) кессона (2), который может быть единым, выполнен швеллерного сечения с полками внутрь кессона консоли крыла формованием из полимерного композиционного материала на основе углепластика, или составным сборным из нескольких деталей корневой (7) и концевой (8) частей, которые соединены титановым стыковым фитингом (14), и задний лонжерон (9-10) кессона (2), выполненный из полимерного композиционного материала на основе углепластика, который может быть единым или составным, состоящим из корневой части (9) и концевой части (10),, которые соединены титановым стыковым фитингом (15).
Применения способа модульной сборки предусматривает членение консоли крыла на отдельные составные части (ЧС) (фиг.2), а именно, НЧК, ХЧК, СНК, КНК, ПВК, ПНК, где носовая часть (16) (НЧК) кессона (2) состоит из переднего лонжерона (7-8), верхних (17) и нижних обшивок (18), выполненных из полимерного композиционного материала на основе углепластика с сотовым заполнителем, металлических диафрагм (19), кареток предкрылков (20) и кронштейнов навески пилонов маршевой силовой установки (21), а хвостовая часть (21) (ХЧК) кессона (2) состоит из заднего лонжерона (9-10), верхних (22) и нижних (23) обшивок, выполненных из полимерного композиционного материала на основе углепластика, металлических диафрагм (24), кронштейнов навески приводов агрегатов механизации и навески агрегатов механизации крыла (25) и деталей установки и управления основной опорой шасси (26).
Для осуществления способа модульной сборки кессона (2) консоли крыла (1) разработаны устройства в виде сборочных станций СЧ кессона (2) консоли крыла, которые могут быть объединены в автоматизированную сборочную линию, а именно:
сборочная станция НЧК (65) (фиг.3), где мобильный сборочный модуль балка-эталон (27) корневой части переднего лонжерона (8) и НЧК (16), мобильный сборочный модуль балка-эталон (28) концевой части переднего лонжерона (7) и НЧК (16) (фиг.3), установленные на стационарные основания (29);
сборочная станция ХЧК (66) (фиг.4), где мобильный сборочный модуль балка-эталон корневой части (30) корневой части заднего лонжерона (9) и ХЧК (21), мобильный сборочный модуль балка-эталон концевой части (31) концевой части заднего лонжерона (10) и ХЧК (21), установленные на стационарные (33); станция сборки СНК (67) (фиг.5), включающая мобильный сборочный модуль раму-эталон (34) СНК (12) с набором базовых поверхностей имитаторов деталей ПВК (35), имитаторов деталей ПНК (36), имитаторов деталей НЧК (37) и имитаторов деталей ХЧК (38); станция сборки КНК (68) (фиг.6), включающая мобильный сборочный модуль раму-эталон (39) КНК (13) с набором базовых поверхностей имитаторов деталей ПНК (48), имитаторов деталей НЧК (49) и имитаторов деталей ХЧК (50); станция сборки ПВК (69) (фиг.7), включающая стационарное основание (41) в виде набора базовых колонн и ложементов и мобильный сборочный модуль (42) раму-эталон ПВК (5); станция сборки ПНК (70) (фиг.8), включающая стационарное основание в виде сварной жесткой фермы, ложементов (43) и мобильный сборочный модуль (44) раму-эталоны ПНК (6); станция сборки консоли крыла (фиг.13а), основным элементом которой является базовый модуль колонн сборочного стапеля кессона (фиг.9), включающий стационарные горизонтальные и вертикальные сварные жесткие массивные рамы или фермы (45), на которые установлены горизонтальные (46) и вертикальные (74) мобильные платформы для установки и базирования системой удерживания с точностью до ±0,2 мм сборочных мобильных модулей балок-эталонов НЧК, ХЧК и сборочных мобильных модулей рам-эталонов ПВК и ПНК и повторяемости положения НЧК, ХЧК, ПНК, ПВК с точностью до ±0,035 мм. Сборочные модули балки-эталоны НЧК (фиг.3) и ХЧК (фиг.4) включают соответственно основания (29) и (31) в виде сварной жесткой цельной массивной балки прямоугольного сечения, выполненной из толстостенного листа для гарантирования неизменности формы и пространственного расположения базовых поверхностей имитаторов (47) и (48) нервюр, приводов и интерфейсных элементов консоли крыла; сборочные модули рамы-эталоны СНК (фиг.5) и КНК (фиг.6) включает соответственно основания (34) и (39) в виде сварной жесткой массивной рамы, выполненной из толстостенного трубчатого профиля для гарантирования неизменности формы и пространственного расположения базовых поверхностей имитаторов (35) (36) (37) (38) деталей СНК и базовых поверхностей имитаторов (48) (49) (50) КНК; и сборочные модули рамы-эталоны ПВК (42) и ПНК (44) выполнены в виде сварной жесткой фермы из толстостенного трубчатого профиля для гарантирования неизменности пространственного расположения базовых поверхностей установки (51) (52) и имитаторов внешней формы поверхности кессона (53) (54), на которые базируются соответственно ПВК (5) и ПНК (6) кессона консоли крыла (2).
В процессе сборки кессона (2) консоли крыла (1) передний (7-8) и задний лонжероны (9-10), детали СЧ кессона (2), интерфейсные элементы консоли крыла (1), панели (5) (6) кессона (2) базируют и фиксируют в сборочных модулях балках-эталонах (27) (28) (30) (31) и рамах-эталонах (34) (39) (42) (44) по базовым поверхностям имитаторов нервюр (47) (48) и внешнего контура крыла (55) (56), приводов и кронштейнов интерфейсных элементов (48) (47) (36) (37) (38) (48) (49) (50) кессона (2) консоли крыла (1), заданное положение которых определяется в соответствующих мобильных координатных системах и контролируется с помощью лазерных средств контроля. При этом, как отдельные СЧ консоли крыла (1) не соединенные друг с другом в единую конструкцию, и еще не обладающие достаточной жесткостью, для сохранения гарантированного пространственного расположения интерфейсных элементов консоли крыла, НЧК (16), ХЧК (21), СНК (12), КНК (13), ПВК (5), ПНК (6) не расфиксируются и не извлекаются из соответствующих сборочных модулей балок-эталонов (27-28) (30-31) и сборочных модулей рам-эталонов (34) (39) (42) (44), и задача заданного расположения СЧ кессона (2) друг относительно друга решается заданным расположения в пространстве с точностью до ±0,2 мм в базовой системе координат сборочного модуля балки-эталона НЧК (27-28), сборочного модуля балки-эталона ХЧК (30-31), сборочного модуля рамы-эталона СНК (34), сборочного модуля рамы-эталона КНК (39), сборочного модуля рамы-эталона ПВК (42), сборочного модуля рамы-эталона ПНК (44), что решается расположением соответствующих мобильных координатных систем в базовой системе координат базового модуля колонн (фиг.9) сборочного стапеля кессона станции сборки (фиг.13а) консоли крыла (1), и таким образом собранные в этих сборочных модулях СЧ кессона (2), с гарантированным заданным геометрическим расположением деталей в мобильных координатных системах занимают требуемое по конструкторской документации пространственное положение друг относительно друга, причем точность геометрических параметров и точность расположения интерфейсных элементов кессона (2) определяется точностью позиционирования и сборки отдельных СЧ кессона (2) и их деталей в соответствующих мобильных координатных системах сборочных модулях балках-эталонах (27-28) (30-31) и рамах-эталонах (34) (39) (42) (44) и точностью позиционирования мобильных координатных систем, а значит и сборочных модулей (27-28) (30-31) (34) (39) (42) (44), в базовой системе координат, а значит, в базовом модуле колонн (фиг.9) сборочного стапеля кессона станции сборки (фиг.13а) кессона (2) консоли крыла (1).
Носителями мобильных координатных систем на сборочных модулях балках-эталонах (27-28) (30-31) и рамах-эталонах (34) (39) (42) (44) являются сферические по конструкции позиционеры-мастер (63) сборочного модуля, причем на каждой балке-эталоне (27-28) (30-31) или раме-эталоне (34) (39) (42) (44) располагается один позиционер-мастер (57) и его центр определяет нулевую координату соответствующей мобильной координатной системы, а также имеется позиционер-ось (58), который определяет направление одной из осей мобильной координатной системы и позиционеры-опоры (59), на которые устанавливаются балки-эталоны (27-28) (30-31) и рамы-эталоны (34) (39) (42) (44).
Носителем базовой системы координат сборочного приспособления стапеля кессона (2) является базовый модуль колонн (фиг.9) сборочного стапеля кессона (2) станции сборки консоли крыла (фиг.13а), в который и вокруг которого устанавливаются сборочные модули балки-эталоны (27-28) (30-31) (фиг.10) и рамы-эталоны (34) (42) (фиг.136), (39) (фиг.11), (44) (фиг.12). В базовом модуле колонн (фиг.9) сборочного стапеля кессона (2) станции сборки консоли крыла на горизонтальные мобильные платформы (46) и вертикальные мобильные платформы (74) установлены и жестко закреплены центрирующие устройства-мастер (60), центрирующие устройства-ось (61) и центрирующие устройства-опора (62) для расположения балок-эталонов (27-28) (30-31) и рам-эталонов (34) (39) (42) (44) НЧК (16), ХЧК (21), СНК (12), КНК (13), ПВК (5) и ПНК (6) консоли крыла (1) в базовом модуле колонн (фиг.9) сборочного стапеля кессона (2) станции сборки консоли крыла, причем количество центрирующих устройств-мастер и центрирующих устройств-ось равно количеству балок-эталонов и рам-эталонов, устанавливаемых в базовом модуле колонн (фиг.9) сборочного стапеля кессона (2) станции сборки консоли крыла, а количество центрирующих устройств-опора (62) соответствует количеству позиционеров-опора (59) на соответствующих рамах-эталонах и балках-эталонах. Центрирующие устройства-мастер (60), центрирующие устройства-ось (61) и центрирующие устройства-опора (62) соответствующих балок-эталонов и рам-эталонов в базовом модуле колонн располагают строго в базовой системе координат сборочного приспособления стапеля кессона (2) консоли крыла. Для заданного расположения в базовом модуле колонн (фиг.10-13) сборочного стапеля кессона (2) станции сборки консоли крыла сборочных мобильных модулей балок-эталонов (27-28) (30-31) (фиг.10) и рам-эталонов (34) (42) (фиг.13), (39) (фиг.11), (44) (фиг.12) центрирующие устройства-мастер (60) базового модуля колонн (фиг.9) сборочного стапеля кессона (2) станции сборки (фиг.13а) консоли крыла (1) совмещаются с соответствующими позиционерами-мастер (57) мобильных сборочных модулей балок-эталонов (27-28) (30-31) и рам-эталонов (34) (39) (42) (44). Позиционеры-мастер (57), позиционеры-ось (58) и позиционеры-опоры (59) мобильных сборочных балок-эталонов (27-28) (30-31) и рам-эталонов (34) (39) (42) (44) выполнены абсолютно жесткими с поверхностями высокой твердости и износостойкости.
Мобильные сборочные модули балки-эталоны (27-28) (30-31), рам-эталонов (34) (39) (42) (44) и базового модуля колонн (фиг.9) являются составными частями сборочного стапеля кессона (2) станции сборки (фиг.13а) консоли крыла (1), целостность которого формируется при установке отдельных мобильных сборочных модулей балок-эталонов (27-28) (30-31) и рам-эталонов (34) (39) (42) (44) в базовую систему координат базового модуля колонн (фиг.9) сборочного стапеля кессона (2) станции сборки (фиг.13а) консоли крыла (1) по мере по мере выполнения технологических сборочных операций на соответствующих станциях сборки кессона (2) консоли крыла.
Сборочный стапель кессона (2) станции сборки (фиг.13а) консоли крыла (1) не является статической конструкцией, а мобильные сборочные модули балки-эталоны (27-28) (30-31), рамы-эталоны (34) (39) (42) (44) и базовый модуль колонн (фиг.9), составляющие вместе сборочное приспособление стапель кессона консоли крыла, перемещаются от одной станции сборки к другой в зависимости от тех операций, которые необходимо выполнять на данном этапе сборки кессона (2). Перемещение мобильных сборочных модулей балок-эталонов (27-28) (30-31) и рам-эталонов (34) (39) (42) (44) от одной сборочной станции к другой осуществляется с использованием цехового крана или напольных колесных или рельсовых автоматизированных платформ, а перемещение сборочных модулей балок-эталонов (27-28) (30-31) и рам-эталонов (34) (39) (42) (44) друг относительно друга в базовом модуле колонн (фиг.9, 10, 12, 13) осуществляется с помощью подъемных механизмов, встроенных в базовый модуль колонн, или с использованием цехового крана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ СТЫКОВОЙ НЕРВЮРЫ САМОЛЕТА ДЛЯ СОЕДИНЕНИЯ КОНСОЛЕЙ КРЫЛА С ЦЕНТРОПЛАНОМ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2749432C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1992 |
|
RU2067543C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 1997 |
|
RU2137679C1 |
| СПОСОБ СБОРКИ ЧАСТЕЙ ЛЕТАТЕЛЬНОГО АППАРАТА С ОБРАЗОВАНИЕМ УЗЛА ЛЕТАТЕЛЬНОГО АППАРАТА (ВАРИАНТЫ), УЗЕЛ ЛЕТАТЕЛЬНОГО АППАРАТА И НАБОР ПРОКЛАДОК | 2006 |
|
RU2485024C2 |
| БЕСПИЛОТНЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ И СПОСОБ ЕГО СБОРКИ | 2024 |
|
RU2830724C1 |
| КРЫЛО САМОЛЕТА И УЗЕЛ СТЫКА ЕГО КОНСОЛЕЙ | 2012 |
|
RU2481243C1 |
| БЕСПИЛОТНОЕ ВОЗДУШНОЕ СУДНО САМОЛЕТНОГО ТИПА С ВЕРТИКАЛЬНЫМ ВЗЛЕТОМ И ПОСАДКОЙ (VTOL) И СПОСОБ ЕГО СБОРКИ | 2024 |
|
RU2831842C1 |
| СТАПЕЛЬ ДЛЯ СБОРКИ АЭРОДИНАМИЧЕСКОГО ОРГАНА УПРАВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2509038C1 |
Изобретение относится к области самолетостроения, а именно к технологии сборки самолетов. Способ модульной сборки кессона консоли крыла самолета предусматривает членение консоли крыла на отдельные составные части. Для модульной сборки кессона консоли крыла разработаны устройства в виде сборочных станций. Основным элементом станции сборки консоли крыла является базовый модуль колонн сборочного стапеля кессона, включающий стационарные горизонтальные и вертикальные сварные жесткие массивные рамы или фермы (45). В процессе сборки кессона консоли крыла передний и задний лонжероны, детали кессона, интерфейсные элементы консоли крыла, панели кессона базируют и фиксируют в сборочных модулях балках-эталонах (30, 31) и рамах-эталонах (34, 39, 42) по базовым поверхностям имитаторов нервюр и внешнего контура крыла, приводов и кронштейнов интерфейсных элементов кессона консоли крыла, заданное положение которых определяется в соответствующих мобильных координатных системах и контролируется с помощью лазерных средств контроля. Достигается неповреждаемость собираемой конструкции от случайных производственных факторов. 2 н. и 16 з.п. ф-лы, 14 ил.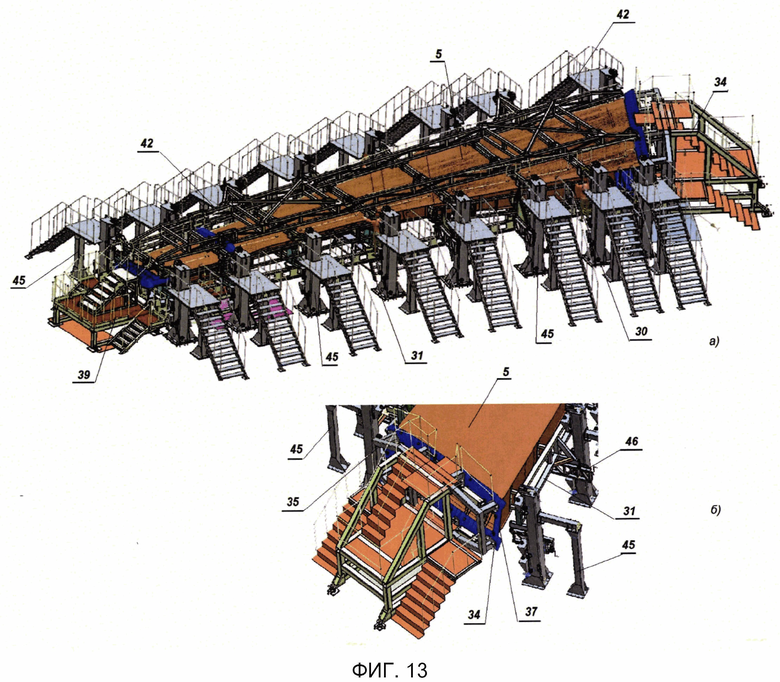
1. Способ модульной сборки кессона консоли крыла самолета, включающий сборку переднего лонжерона, выполненного из углепластикового композиционного материала, и деталей из алюминиевых и титановых сплавов носовой части консоли крыла (НЧК); заднего лонжерона, выполненного из углепластикового композиционного материала и деталей из алюминиевых и титановых сплавов хвостовой части консоли крыла (ХЧК); сборку каркаса кессона консоли крыла, осуществляемую в горизонтальном виде в станции сборки кессона крыла, с нервюрами из алюминиевых и титановых сплавов путем закладки заднего и переднего лонжеронов с НЧК и ХЧК, собранных в отдельных приспособлениях в соответствующих мобильных сборочных модулях, установки рядовых нервюр, стыковой нервюры кессона (СНК) консоли крыла, концевой нервюры кессона (КНК) консоли крыла; установку выполненных из углепластикового композиционного материала панели верхней кессона (ПВК) консоли крыла и панели нижней кессона (ПНК) консоли крыла в соответствующих мобильных сборочных модулях рамах-эталонах; подготовку привалочных поверхностей панелей, лонжеронов, нервюр к окончательной сборке и их герметизации в мобильных сборочных модулях без компенсаторов нервюр, в которых ПВК и ПНК подаются на сборку в соответствующем собранном виде, отличающийся тем, что при реализации модульного способа сборки отдельные составные части (СЧ) кессона консоли крыла, а именно передний лонжерон и носовая часть крыла (НЧК), задний лонжерон и хвостовая часть крыла (ХЧК), стыковая (бортовая) нервюра кессона (СНК), обеспечивающая стык кессона консоли крыла с центропланом крыла, концевая нервюра кессона (КНК) консоли крыла собираются параллельно во времени независимо друг от друга в отдельных сборочных модулях балках-эталонах или рамах-эталонах, а панель верхняя кессона (ПВК) и панель нижняя кессона (ПНК) консоли крыла собираются в отдельных сборочных модулях рамах-эталонах параллельно во времени и независимо друг от друга и от НЧК, ХЧК, СНК, КНК на станциях сборки, при этом как отдельные СЧ кессона, не соединенные друг с другом в единую конструкцию и еще не обладающие достаточной жесткостью, для сохранения гарантированного пространственного расположения деталей и интерфейсных элементов консоли крыла, ХЧК, НЧК, СНК, КНК, ПВК, ПНК не расфиксируются и не извлекаются из соответствующих сборочных модулей балок-эталонов и сборочных модулей рам-эталонов, а после окончания сборки сборочные модули НЧК, ХЧК, СНК, КНК, ПВК, ПНК размещают в пространстве друг относительно друга с точностью до ±0,2 мм в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла, и при этом собранные в этих сборочных модулях СЧ кессона с гарантированным заданным геометрическим расположением деталей из ПКМ и металлов, входящих в консоль крыла, занимают требуемое по конструкторской документации пространственное положение относительно друг друга.
2. Способ сборки по п. 1, отличающийся тем, что создают сборочную линию, объединяющую отдельные сборочные станции для сборки СЧ кессона, детали которого изготовлены из углеродных ПКМ и металлов, собирают в конструкцию кессона с обеспечением высокоресурсных соединений.
3. Способ сборки по п. 1, отличающийся тем, что задают расположение в пространстве сборочного модуля балки-эталона ХЧК, сборочного модуля балки-эталона НЧК, сборочного модуля рамы-эталона СНК, сборочного модуля рамы-эталона КНК, сборочного модуля рамы-эталона ПВК, сборочного модуля рамы-эталона ПНК и собирают в этих сборочных модулях СЧ кессона.
4. Способ сборки по п. 1, отличающийся тем, что в процессе сборки кессона консоли крыла передний и задний лонжероны, детали СЧ кессона консоли крыла, интерфейсные элементы консоли крыла, панели кессона консоли крыла базируют и фиксируют в сборочных модулях балках-эталонах и рамах-эталонах по базовым поверхностям имитаторов нервюр, имитаторов внешнего контура крыла, имитаторов приводов и кронштейнов интерфейсных элементов консоли крыла, заданное положение которых определяется в соответствующих мобильных координатных системах мобильных модулей балок-эталонов или рам-эталонов и контролируется с помощью лазерных средств контроля.
5. Способ сборки по п. 1, отличающийся тем, что носителем базовой системы координат является базовый модуль колонн сборочного стапеля кессона станции сборки консоли крыла, в котором и вокруг которого устанавливаются сборочные модули балки-эталоны и рамы-эталоны СЧ кессона консоли крыла.
6. Способ сборки по п. 1, отличающийся тем, что создают физические носители мобильных координатных систем в соответствующих сборочных модулях балках-эталонах или рамах-эталонах и базовой координатной системы в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла для координирования соответствующих модулей СЧ кессона.
7. Способ сборки по п. 1, отличающийся тем, что базирование сборочных модулей балок-эталонов и рам-эталонов каркаса кессона консоли крыла в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла и выставление сборочных модулей балок-эталонов или рам-эталонов относительно друг друга в правильное положение выполняется посредством выставления мобильных координатных систем соответствующих сборочных модулей балок-эталонов и рам-эталонов в базовой системе координат базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла.
8. Способ сборки по п. 1, отличающийся тем, что размещают и фиксируют ПВК и ПНК в сборочных модулях рамах-эталонах панелей таким образом, чтобы при установке этих рам-эталонов в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла копировалась реальная геометрия каркаса кессона крыла и сохранялась эта реальная геометрия панелей на этапах предварительной и окончательной установки панелей на каркас кессона крыла.
9. Способ сборки по п. 1, отличающийся тем, что сверление отверстий в панелях и лонжеронах кессона происходит в окончательный размер на этапе предварительной сборки кессона консоли крыла, а фиксация лонжеронов в мобильных сборочных модулях балках-эталонах и панелей в мобильных сборочных модулях рамах-эталонах панелей в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла позволяет автоматизировано разбирать предварительно собранный кессон, проводить очистку зон герметизации, возвращать панели в ту же позицию на каркасе кессона с точностью до ±0,035 мм с полным совпадением окончательно выполненных отверстий в лонжеронах и панелях и выполнять установку крепежа и, таким образом, выполнять герметизацию и окончательную сборку и установку окончательного крепежа, заданного в конструкции кессона консоли крыла.
10. Сборочная линия для осуществления способа сборки по п. 1 для кессона консоли крыла тяжелого транспортного самолета с деталями из углеродных ПКМ и металлов содержит сборочные станции, причем сборочные станции для сборки НЧК, ХЧК, СНК, КНК, ПВК, ПНК содержат модули балок-эталонов и рам-эталонов, а станция сборки консоли крыла содержит базовые модули колонн сборочного стапеля кессона станции сборки консоли крыла, при этом сборочные модули-рамы ПВК, ПНК являются мобильными, при этом сборочный стапель кессона станции сборки консоли крыла не является статической конструкцией, а сборочные мобильные модули балки-эталоны, рамы-эталоны и базовый модуль колонн составляют вместе сборочное приспособление стапель кессона с возможностью перемещаться от одной станции сборки к другой или относительно друг друга в зависимости от тех операций, которые необходимо выполнять на данном этапе сборки кессона консоли крыла.
11. Сборочная линия по п. 10, отличающаяся тем, что сборочные станции включают стационарное основание и мобильные сборочные модули балки-эталоны и мобильные сборочные модули рамы-эталоны для гарантирования неизменности формы и пространственного расположения базовых поверхностей имитаторов нервюр, приводов и интерфейсных элементов консоли крыла при выполнении сборочных операций СЧ кессона крыла и при перемещении мобильных сборочных модулей СЧ кессона от одной сборочной станции к другой или к сборочному стапелю кессона станции сборки консоли крыла или при перемещении мобильных сборочных модулей СЧ кессона в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла при окончательной сборке кессона крыла в соответствии с требованиями конструкторской документации.
12. Сборочная линия по п. 10, отличающаяся тем, что сборочные мобильные модули балки-эталоны, рамы-эталоны и базовый модуль колонн являются составными частями сборочного стапеля кессона консоли крыла, целостность которого формируется при установке отдельных сборочных мобильных модулей балок-эталонов и рам-эталонов в базовую систему координат базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла по мере выполнения технологических сборочных операций на соответствующих станциях сборки кессона крыла.
13. Сборочная линия по п. 10, отличающаяся тем, что базовый модуль колонн сборочного стапеля кессона станции сборки консоли крыла включает стационарные горизонтальные и вертикальные сварные жесткие массивные рамы или фермы, на которые установлены горизонтальные и вертикальные мобильные платформы для установки и базирования сборочных мобильных модулей балок-эталонов НЧК, ХЧК и сборочных мобильных модулей рам-эталонов ПВК, ПНК, СНК, КНК.
14. Сборочная линия по п. 10, отличающаяся тем, что сборочные мобильные модули балки-эталоны и рамы-эталоны являются материальными жесткими носителями пространственного расположения деталей каркаса кессона и интерфейсных элементов консоли крыла и удерживают это расположение деталей с первой операции сборки НЧК, ХЧК, СНК, КНК, на всех этапах установки нервюр и сборки каркаса кессона, заканчивая установкой ПВК и ПНК, не допускают выемку НЧК, ХЧК, СНК, КНК, ПВК и ПНК из балок-эталонов и рам-эталонов на промежуточных этапах сборки при их движении по сборочной линии.
15. Сборочная линия по п. 10, отличающаяся тем, что физическими носителями мобильных координатных систем сборочных мобильных модулей балок-эталонов и рам-эталонов являются сферические позиционеры сборочного модуля, причем на каждой балке-эталоне или раме-эталоне располагается один позиционер-мастер и его центр определяет нулевую координату соответствующей мобильной координатной системы, а также имеется позиционер-ось, который определяет направление одной из осей мобильной координатной системы, и позиционеры-опоры, которые определяют вертикальную ось соответствующей мобильной координатной системы, а в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла на горизонтальных или вертикальных мобильных платформах установлены и жестко закреплены центрирующие устройства-мастер, устройства-ось и устройства-опора для расположения соответствующих балок-эталонов и рам-эталонов НЧК, ХЧК, СНК, КНК, ПВК и ПНК в базовом модуле колонн, причем количество таких центрирующих устройств-мастер равно количеству балок-эталонов и рам-эталонов, устанавливаемых в базовом модуле колонн, и центрирующие устройства-мастер, устройства-ось и устройства-опора в базовом модуле колонн расположены в базовой системе координат сборочного приспособления стапеля кессона консоли крыла.
16. Сборочная линия по п. 10, отличающаяся тем, что жесткость и неизменная стабильность базовой системы координат обеспечивается бетонным фундаментным основанием базового модуля колонн сборочного стапеля, где фундаментным основанием может быть пол цеха, причем в полу цеха выполнены координатные монументальные точки, определяющие базовую систему координат базового модуля колонн сборочного стапеля кессона станции сборки консоли крыла.
17. Сборочная линия по п. 10, отличающаяся тем, что для заданного расположения сборочных мобильных модулей балок-эталонов и рам-эталонов НЧК, ХЧК, СНК, КНК, ПВК и ПНК в базовом модуле колонн сборочного стапеля кессона станции сборки консоли крыла центрирующие устройства-мастер, устройства-ось и устройства-опора базового модуля колонн совмещаются с соответствующими позиционерами-мастер, позиционерами-ось и позиционерами-опора сборочных модулей балок-эталонов и рам-эталонов с точностью до ±0,2 мм.
18. Сборочная линия по п. 10, отличающаяся тем, что в единой автоматизированной сборочной линии, объединяющей сборочные станции, сборочные модули балок-эталонов и рам-эталонов выполнены с возможностью перемещения от одной сборочной станции к другой посредством цехового крана или напольных колесных или рельсовых автоматизированных платформ и с возможностью перемещения друг относительно друга в базовом модуле колонн посредством подъемных механизмов, встроенных в базовый модуль колонн, под управлением автоматизированной системы числового программного управления.
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| СТАПЕЛЬ ДЛЯ СБОРКИ АЭРОДИНАМИЧЕСКОГО ОРГАНА УПРАВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2509038C1 |
| US 20080256788 A1, 23.10.2008 | |||
| СПОСОБ СБОРКИ ИЗДЕЛИЯ НА НЕСКОЛЬКИХ РАБОЧИХ ЭТАПАХ, КОМПЛЕКС СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ И ИСПОЛЬЗУЕМОЕ В НИХ ПЕРЕНОСНОЕ СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ | 2012 |
|
RU2517920C1 |

