Изобретение относится к термостойким элементам корпуса сверхзвукового летательного аппарата (ЛА), в частности к переднему обтекателю его корпуса, являющемуся оболочкой антенны, излучающие элементы которой не имеют непосредственной механической связи с оболочкой.
Известен клиновидный радиопрозрачный передний обтекатель корпуса сверхзвукового летательного аппарата, патент RU №148128. Клиновидный обтекатель содержит верхнюю выпуклую и нижнюю уплощенную части оболочки. Верхняя выпуклая и нижняя уплощенная оболочки содержат элементы крепления к корпусу летательного аппарата и между собой. Элементы крепления оболочек между собой включают соединительную дугу, формирующую переднюю кромку обтекателя, в широкой задней части которой, со стороны верхней и нижней поверхностей, выполнены дугообразные полки для стыковки с соответствующими стыковочными поверхностями оболочек, в их периферийных частях, резьбовые отверстия в дуге, выполненные под стыковочными поверхностями оболочек, винты крепления оболочек, посадочные отверстия в оболочках под винты крепления (места для установки элементов крепления). Соединительная дуга выполнена из отдельных частей, снабженных цилиндрическими соединительными штырями. В стыкуемых торцах частей соединительной дуги выполнены отверстия под штыри. Оболочки обтекателя, части соединительной дуги, штыри и винты содержат многослойную ткань, выполненную методом объемной (3-D) пряжи из термостойкой нити, включающей взаимно перпендикулярные нити - продольные, поперечные и вертикальные, с пропиткой термоактивным связующим и последующим его отверждением. Каждый участок продольной термостойкой нити частей соединительной дуги уложен по радиусу изгиба передней кромки обтекателя. Элементы крепления к корпусу летательного аппарата выполнены в виде желобов, расположенных в задних частях верхней и нижней оболочек. Перед механической сборкой обтекателя на поверхности стыкуемых торцов частей соединительной дуги, соединительных штырей и отверстий под них нанесен высокотемпературный клей, и осуществлена сборка и склеивание соединительной дуги, после этого выполнена механическая обработка стыковочных поверхностей дугообразных полок, ответных стыковочных поверхностей обтекателей, их посадочных отверстий и резьбовых отверстий дуги, нанесен на них высокотемпературный клей и осуществлена механическая сборка винтами и склеивание частей обтекателя.
Существенными признаками предлагаемого устройства, совпадающими с признаками прототипа, являются следующие: клиновидный радиопрозрачный передний обтекатель корпуса сверхзвукового летательного аппарата, содержащий изготовленные из радиопрозрачного термостойкого композиционного материала, полученного с использованием многослойной ткани из термостойкой нити и пропитки термоактивным связующим, части обтекателя, включая верхнюю выпуклую и нижнюю уплощенную оболочки, снабженные в их периферийных частях стыкуемыми поверхностями и местами для установки элементов крепления оболочек между собой, и элементы их крепления, при этом многослойная ткань верхней выпуклой оболочки выполнена в виде пряжи объемного плетения, на стыкуемые поверхности и места для установки элементов крепления оболочек между собой нанесен высокотемпературный клей, оболочки обтекателя закреплены элементами крепления и склеены, а наружные поверхности оболочек обтекателя сглажены с использованием термостойкой шпатлевки.
Известный клиновидный радиопрозрачный передний обтекатель корпуса сверхзвукового летательного аппарата обладает следующим недостатком: для обеспечения прочности обтекателя при полетных нагрузках, максимальная толщина соединительной дуги должна быть более 10 мм; в настоящее время промышленностью освоено изготовление деталей толщиной не более 8-10 мм из композиционного материала, содержащего многослойную ткань, выполненную методом объемной (3-D) пряжи из термостойкой нити; возможно изготовление соединительной дуги толщиной более 8-10 мм из композиционного материала, содержащего многослойную ткань, выполненную из слоев ткани плоского плетения из термостойкой нити, однако, при этом необходимая прочность обтекателя обеспечивается кратковременно, вследствие повышенного уноса потоком воздуха высокой температуры термоактивного связующего между слоями ткани плоского плетения соединительной дуги.
Техническим результатом, на достижение которого направлено предлагаемое устройство, является обеспечение возможности изготовления клиновидного радиопрозрачного переднего обтекателя корпуса сверхзвукового летательного аппарата с увеличенным временем работы.
Для достижения указанного результата в клиновидном радиопрозрачном переднем обтекателе корпуса сверхзвукового летательного аппарата, содержащем изготовленные из радиопрозрачного термостойкого композиционного материала, полученного с использованием многослойной ткани из термостойкой нити и пропитки термоактивным связующим, части обтекателя, включая верхнюю выпуклую и нижнюю уплощенную оболочки, снабженные в их периферийных частях стыкуемыми поверхностями и местами для установки элементов крепления оболочек между собой, и элементы их крепления, при этом многослойная ткань верхней выпуклой оболочки выполнена в виде пряжи объемного плетения, на стыкуемые поверхности и места для установки элементов крепления оболочек между собой нанесен высокотемпературный клей, оболочки обтекателя закреплены элементами крепления и склеены, а наружные поверхности оболочек обтекателя сглажены с использованием термостойкой шпатлевки, верхняя выпуклая оболочка выполнена с образованием ее нижней торцевой поверхностью периферийного участка нижней наружной поверхности обтекателя, а ее стыкуемая поверхность выполнена на боковой внутренней поверхности, нижняя уплощенная оболочка изготовлена с увеличенной относительно верхней выпуклой оболочки толщиной, с использованием слоев ткани плоского плетения, и снабжена облегчающей выборкой композиционного материала, выполненной в центральной части со стороны внутренней боковой поверхности, ее стыкуемая поверхность выполнена на верхнем торце, а боковая наружная поверхность образует центральный участок нижней наружной поверхности обтекателя, при этом, места для установки элементов крепления в оболочках расположены с удалением от передней кромки верхней выпуклой оболочки, в районе увеличенной толщины периферийной части нижней уплощенной оболочки. Дополнительно, для уменьшения времени и стоимости изготовления клиновидного радиопрозрачного переднего обтекателя, места в оболочках для установки элементов крепления выполнены в виде соосных отверстий, при этом, отверстия в нижней уплощенной оболочке выполнены несквозными, элементы крепления оболочек между собой выполнены в виде штифтов, длина которых меньше суммарной длины соответствующих отверстий в оболочках, а штифты установлены в соответствующие отверстия с углублением относительно наружной поверхности верхней выпуклой оболочки.
Отличительными признаками предлагаемого устройства является то, что верхняя выпуклая оболочка выполнена с образованием ее нижней торцевой поверхностью периферийного участка нижней наружной поверхности обтекателя, а ее стыкуемая поверхность выполнена на боковой внутренней поверхности, нижняя уплощенная оболочка изготовлена с увеличенной относительно верхней выпуклой оболочки толщиной, с использованием слоев ткани плоского плетения, и снабжена облегчающей выборкой композиционного материала, выполненной в центральной части со стороны внутренней боковой поверхности, ее стыкуемая поверхность выполнена на верхнем торце, а боковая наружная поверхность образует центральный участок нижней наружной поверхности обтекателя, при этом, места для установки элементов крепления в оболочках расположены с удалением от передней кромки верхней выпуклой оболочки, в районе увеличенной толщины периферийной части нижней уплощенной оболочки; места в оболочках для установки элементов крепления выполнены в виде соосных отверстий, при этом, отверстия в нижней уплощенной оболочке выполнены несквозными, элементы крепления оболочек между собой выполнены в виде штифтов, длина которых меньше суммарной длины соответствующих отверстий в оболочках, а штифты установлены в соответствующие отверстия с углублением относительно наружной поверхности верхней выпуклой оболочки.
Благодаря наличию указанных отличительных признаков в совокупности с известными, достигается следующий технический результат: обеспечивается возможность изготовления клиновидного радиопрозрачного переднего обтекателя корпуса сверхзвукового летательного аппарата с увеличенным временем работы; уменьшается время и стоимость изготовления клиновидного радиопрозрачного переднего обтекателя.
Предложенное техническое решение может найти применение при изготовлении ЛА для полетов с большой сверхзвуковой скоростью.
Сущность предлагаемого решения поясняется чертежами, фиг. 1 и 2.
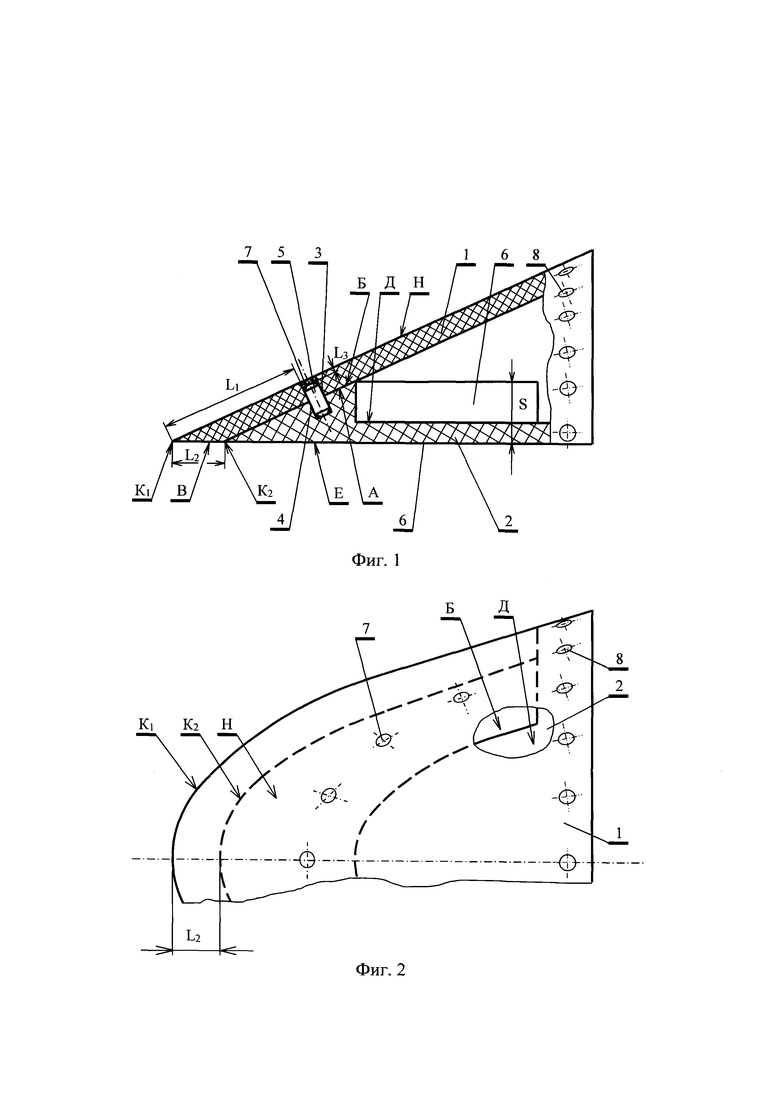
На фиг. 1 представлен вид сбоку клиновидного радиопрозрачного переднего обтекателя с продольным сечением, поясняющим форму и крепление оболочек обтекателя.
На фиг. 2 представлен вид сверху клиновидного радиопрозрачного переднего обтекателя, поясняющий форму обтекателя и расположение элементов крепления его оболочек.
Представленный на фиг. 1 и 2 клиновидный радиопрозрачный передний обтекатель (далее обтекатель) корпуса сверхзвукового ЛА содержит изготовленные из радиопрозрачного термостойкого композиционного материала, полученного с использованием многослойной ткани из термостойкой нити и пропитки термоактивным связующим, части обтекателя, включая верхнюю выпуклую и нижнюю уплощенную оболочки 1 и 2, соответственно, снабженные в их периферийных частях стыкуемыми поверхностями А, на оболочке 1, и Б, на оболочке 2, и отверстиями (местами) 3 и 4, в оболочках 1 и 2, соответственно, для установки элементов крепления оболочек 1 и 2 между собой, и элементы их крепления, штифты 5, при этом многослойная ткань верхней выпуклой оболочки 1 выполнена в виде пряжи объемного плетения. Верхняя выпуклая оболочка 1 выполнена с образованием поверхностью В ее нижнего торца периферийного участка нижней наружной поверхности обтекателя, а ее стыкуемая поверхность А выполнена на боковой внутренней поверхности. Нижняя уплощенная оболочка 2 изготовлена с увеличенной относительно верхней выпуклой оболочки 1 толщиной S, с использованием слоев ткани плоского плетения, и снабжена облегчающей выборкой 6 композиционного материала, выполненной в центральной ее части со стороны внутренней поверхности Д, ее стыкуемая поверхность Б выполнена на верхнем торце, а боковая наружная поверхность Е образует центральный участок нижней наружной поверхности обтекателя. На стыкуемые поверхности А и Б и отверстия 3 и 4 для установки штифтов 5 нанесен высокотемпературный клей холодного отверждения, оболочки 1 и 2 обтекателя закреплены штифтами 5 и склеены. Отверстия 3 и 4 в оболочках 1 и 2 для установки штифтов 5 расположены с удалением L1 от передней кромки К1 верхней выпуклой оболочки 1, в районе увеличенной толщины периферийной части нижней уплощенной оболочки 2. Отверстия 3 и 4 выполнены с общей осью, при этом отверстия 4 в нижней уплощенной оболочке 2 выполнены несквозными. Передняя кромка К2 нижней уплощенной оболочки 2 удалена от передней кромки К1 верхней выпуклой оболочки 1 на расстояние L2. Длина штифтов 5 меньше суммарной длины соответствующих отверстий 3 и 4 в оболочках 1 и 2. Штифты 5 установлены в соответствующие отверстия 3 и 4 с углублением L3 относительно наружной поверхности Н верхней выпуклой оболочки 1, при этом ее наружная поверхность Н в местах расположения отверстий 3 восстановлена посредством высокотемпературной шпатлевки 7. Оболочки 1 и 2 снабжены местами 8 для крепления к корпусу ЛА.
Представленное на фиг. 1 и 2 устройство работает следующим образом. Предварительно, из радиопрозрачного термостойкого композиционного материала изготавливают верхнюю выпуклую и нижнюю уплощенную оболочки 1 и 2, снабженные в их периферийных частях стыкуемыми поверхностями А и Б, соответственно, и штифты 5, включая изготовление из термостойкой нити многослойных пакетов ткани, их пропитку термоактивным связующим, формование пакетов на оправках с отверждением связующего. При необходимости, для более точного примыкания боковой наружной поверхности Е нижней уплощенной оболочки 2 к поверхности В верхней выпуклой оболочки 1 (центрального участка нижней наружной поверхности обтекателя к ее периферийному участку), поверхности А и Б могут быть выполнены с технологическими припусками, снимаемыми при механической обработке оболочек 1 и 2. После изготовления оболочек 1 и 2 на их стыкуемые поверхности А и Б наносится термостойкий клей и осуществляется их склеивание. Для обеспечения примыкания боковой наружной поверхности Е нижней уплощенной оболочки 2 к поверхности В верхней выпуклой оболочки 1, форма поперечного сечения периферийной части нижней уплощенной оболочки 2 должна быть клиновидной, при этом, благодаря изготовлению нижней уплощенной оболочки 2 с использованием слоев ткани из термостойкой нити плоского плетения, с увеличенной относительно верхней выпуклой оболочки 1 толщиной S, и тому, что облегчающая выборка 6 композиционного материала, выполнена в центральной части нижней уплощенной оболочки 2, максимальная толщина поперечного сечения периферийной части нижней уплощенной оболочки 2 равна S, что позволяет выполнить отверстия 3 и 4 в оболочках 1 и 2, соответственно, и установить штифты 5 с удалением L1 от передней кромки К1 верхней выпуклой оболочки 1, в районе увеличенной толщины периферийной части нижней уплощенной оболочки 2. Соосность отверстий 3 и 4 в оболочках 1 и 2 обеспечивается за счет изготовления этих отверстий после склеивания оболочек 1 и 2 по стыкуемым поверхностям А и Б, совместным сверлением оболочек 1 и 2 за один проход сверла инструмента в производстве, что обеспечивает уменьшение времени изготовления обтекателя. Кроме того, выполнение отверстия 4 с удалением L1 от передней кромки К1 верхней выпуклой оболочки 1 обеспечивает нахождение отверстия 4 в периферийной части нижней уплощенной оболочки 2, в районе с увеличенной толщиной, что позволяет выполнить отверстия 4 несквозными («глухими») и, в совокупности с изготовлением штифтов 5 с длиной меньше суммарной длины соответствующих отверстий 3 и 4 в оболочках 1 и 2, обеспечить установку штифтов 5 в соответствующие отверстия 3 и 4 с углублением L3 относительно наружной поверхности Н верхней выпуклой оболочки 1. Благодаря этому, после установки штифтов 5 в отверстия 3 и 4, не надо срезать выступающие над наружной поверхностью Н верхней выпуклой оболочки 1 «пеньки» штифтов 5, что уменьшает время изготовления обтекателя, кроме того, наличие углубления L3 увеличивает площадь сцепления термостойкой шпатлевки 7 со свободной боковой поверхностью отверстия 3 в углублении L3, соответственно, увеличивается и время работы шпатлевки 7 и обтекателя с необходимой геометрией поверхности Н верхней выпуклой оболочки 1 при вибрационных воздействиях на конструкцию ЛА в полете. При полете ЛА с большой сверхзвуковой скоростью максимальная температура от взаимодействия потока воздуха с конструкцией обтекателя реализуется на верхней выпуклой оболочке 1, вблизи ее передней кромки К1 и уменьшается по мере удаления от нее. Увеличенное время работы обтекателя, при увеличенном ресурсе верхней выпуклой оболочки 1, за счет ее изготовления из радиопрозрачного термостойкого композиционного материала с использованием многослойной пряжи объемного плетения, обеспечивается, при изготовлении нижней уплощенной оболочка 2 с увеличенной относительно верхней выпуклой оболочки 1 толщиной из радиопрозрачного термостойкого композиционного материала, полученного с использованием слоев ткани из термостойкой нити плоского плетения, благодаря установке штифтов 5 крепления оболочек 1 и 2 с удалением L1 от передней кромки К1 верхней выпуклой оболочки 1, за счет уменьшенной температуры в полете, при этом, вследствие нахождения передней кромки К2 нижней уплощенной оболочки 2 на расстоянии L2 от передней кромки К1 верхней выпуклой оболочки 1, также уменьшается температура в полете на поверхности нижней уплощенной оболочки 2, вблизи ее передней кромки К2, и, вследствие этого минимизируется унос связующего с поверхности нижней уплощенной оболочки 2, вблизи ее передней кромки К2. Наземными испытаниями модели обтекателя с обдувом высокотемпературной струей газов подтверждено увеличение времени работы обтекателя. Благодаря тому, что, конструкция обтекателя включает, по сравнению с прототипом, меньшее количество частей (три части -оболочки 1 и 2, и штифты 5), необходимых для сборки обтекателя, уменьшается время и стоимость изготовления клиновидного радиопрозрачного переднего обтекателя. В связи со способностью термостойкого композиционного материала поглощать влагу из атмосферного воздуха при контакте с ним до применения ЛА, после изготовления на поверхности обтекателя наносят влагозащитное покрытие, что увеличивает срок службы обтекателя при хранении. Длительную защиту частей обтекателя от атмосферной влаги обеспечивает покрытие поверхностей обтекателя фторопластовой эмалью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления клиновидного радиопрозрачного переднего обтекателя корпуса сверхзвукового летательного аппарата | 2020 |
|
RU2744058C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНОВИДНОГО РАДИОПРОЗРАЧНОГО ПЕРЕДНЕГО ОБТЕКАТЕЛЯ КОРПУСА СВЕРХЗВУКОВОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 2014 |
|
RU2554709C1 |
| Стенка широкополосного обтекателя | 2020 |
|
RU2755584C1 |
| Антенный обтекатель | 2024 |
|
RU2838219C1 |
| Способ изготовления термостойкого радиопрозрачного силового композитного корпуса | 2022 |
|
RU2797817C1 |
| Широкополосный антенный обтекатель | 2018 |
|
RU2698956C1 |
| Антенный обтекатель с совмещенными радио- и оптическим каналами | 2019 |
|
RU2702807C1 |
| Антенный обтекатель | 2020 |
|
RU2735381C1 |
| Оболочка из композиционных материалов | 2018 |
|
RU2686365C1 |
| РАДИОПРОЗРАЧНОЕ УКРЫТИЕ ДЛЯ АНТЕНН, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И КРЕПЛЕНИЯ | 2009 |
|
RU2419927C1 |
Клиновидный радиопрозрачный передний обтекатель корпуса сверхзвукового летательного аппарата содержит изготовленные из радиопрозрачного термостойкого композиционного материала, полученного с использованием многослойной ткани из термостойкой нити и пропитки термоактивным связующим, верхнюю выпуклую и нижнюю уплощенную оболочки, снабженные в их периферийных частях стыкуемыми поверхностями и местами для установки элементов крепления оболочек между собой, и элементы их крепления. Многослойная ткань верхней выпуклой оболочки выполнена в виде пряжи объемного плетения. На стыкуемые поверхности и места для установки элементов крепления оболочек между собой нанесен высокотемпературный клей. Оболочки обтекателя закреплены элементами крепления и склеены, а наружные поверхности оболочек обтекателя сглажены с использованием термостойкой шпатлевки. Верхняя выпуклая оболочка выполнена с образованием ее нижней торцевой поверхностью периферийного участка нижней наружной поверхности обтекателя, а ее стыкуемая поверхность выполнена на боковой внутренней поверхности. Нижняя уплощенная оболочка изготовлена с увеличенной относительно верхней выпуклой оболочки толщиной, с использованием слоев ткани плоского плетения, и снабжена облегчающей выборкой композиционного материала, выполненной в центральной части со стороны внутренней боковой поверхности, ее стыкуемая поверхность выполнена на верхнем торце, а боковая наружная поверхность образует центральный участок нижней наружной поверхности обтекателя. Места для установки элементов крепления в оболочках расположены с удалением от передней кромки верхней выпуклой оболочки, в районе увеличенной толщины периферийной части нижней уплощенной оболочки. Изобретение направлено на увеличение времени работы, уменьшение времени и стоимости изготовления. 1 з.п. ф-лы, 2 ил.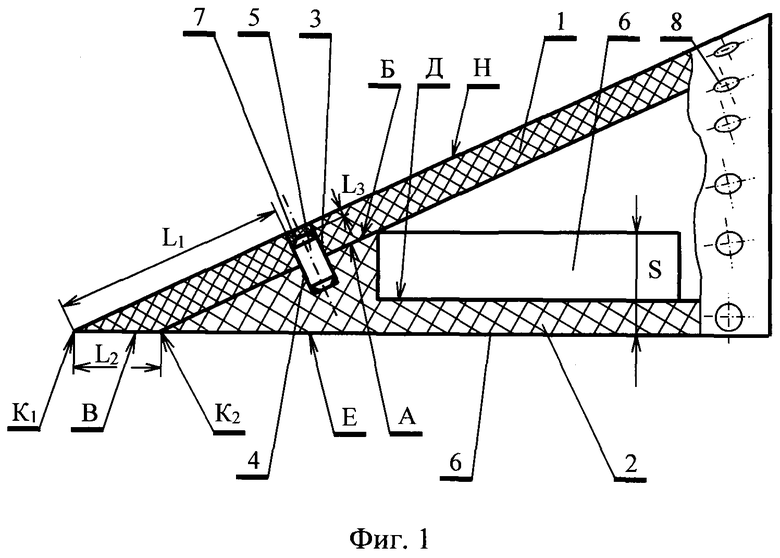
1. Клиновидный радиопрозрачный передний обтекатель корпуса сверхзвукового летательного аппарата, содержащий изготовленные из радиопрозрачного термостойкого композиционного материала, полученного с использованием многослойной ткани из термостойкой нити и пропитки термоактивным связующим, части обтекателя, включая верхнюю выпуклую и нижнюю уплощенную оболочки, снабженные в их периферийных частях стыкуемыми поверхностями и местами для установки элементов крепления оболочек между собой, и элементы их крепления, при этом многослойная ткань верхней выпуклой оболочки выполнена в виде пряжи объемного плетения, на стыкуемые поверхности и места для установки элементов крепления оболочек между собой нанесен высокотемпературный клей, оболочки обтекателя закреплены элементами крепления и склеены, а наружные поверхности оболочек обтекателя сглажены с использованием термостойкой шпатлевки, отличающийся тем, что верхняя выпуклая оболочка выполнена с образованием ее нижней торцевой поверхностью периферийного участка нижней наружной поверхности обтекателя, а ее стыкуемая поверхность выполнена на боковой внутренней поверхности, нижняя уплощенная оболочка изготовлена с увеличенной относительно верхней выпуклой оболочки толщиной, с использованием слоев ткани плоского плетения, и снабжена облегчающей выборкой композиционного материала, выполненной в центральной части со стороны внутренней боковой поверхности, ее стыкуемая поверхность выполнена на верхнем торце, а боковая наружная поверхность образует центральный участок нижней наружной поверхности обтекателя, при этом места для установки элементов крепления в оболочках расположены с удалением от передней кромки верхней выпуклой оболочки, в районе увеличенной толщины периферийной части нижней уплощенной оболочки.
2. Обтекатель по п. 1, отличающийся тем, что места в оболочках для установки элементов крепления выполнены в виде соосных отверстий, при этом отверстия в нижней уплощенной оболочке выполнены несквозными, элементы крепления оболочек между собой выполнены в виде штифтов, длина которых меньше суммарной длины соответствующих отверстий в оболочках, а штифты установлены в соответствующие отверстия с углублением относительно наружной поверхности верхней выпуклой оболочки.
| Функциональное сопротивление | 1961 |
|
SU148128A1 |
| МЕХАНИЗМ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 0 |
|
SU276282A1 |
| US 4186400 A1, 29.01.1980. | |||

