Область техники, к которой относится изобретение
Заявляемое изобретение относится к обувной промышленности, а именно к производству водонепроницаемой обуви, содержащей резиновые (полимерные) части.
Уровень техники
В настоящее время для получения резиновой (полимерной) обуви применяются следующие методы: клеевой метод, штампование, формование, а также литье под давлением.
Клеевым методом вырабатывают цельнорезиновую и резинотекстильную обувь, которую собирают (склеивают) на колодке из отдельных деталей. Соединение деталей производится резиновым клеем. Собранную обувь лакируют и вулканизируют. В клееной обуви подошва и облицовочная резина имеют различную толщину, четко видны места соединения деталей. Метод склеивания применяется при производстве всех видов резиновой обуви, но в последние годы вытесняется другими из-за значительной трудоемкости.
Методом штампования вырабатываются галоши цельнорезиновые. Наружные детали и подошва обуви формируются в пресс-форме из резиновой смеси. Готовую обувь лакируют и вулканизируют. Штампованные галоши имеют толстые стенки облицовочной резины, в связи с чем они грубые и тяжелые, но отличаются высокой износостойкостью. Внешней отличительной особенностью штампованной обуви является наличие следов от пресс-формы.
Методом формования изготавливаются цельнорезиновые сапоги и галоши. При производстве формовой обуви используются жесткие или эластичные сердечники, на которые надевается подкладка. Сердечники с подкладкой обкладывают невулканизированной резиной и помещают в пресс-форму, где обувь приобретает готовый вид и вулканизируется. Формованная обувь выпускается нелакированной и используется для носки в тяжелых условиях. Методом формования прикрепляется также подошва в резинотекстильной обуви.
Метод жидкого формования используется при производстве обуви с верхом из тканей, трикотажа, кожи, искусственных обувных материалов с подошвой и союзкой из полиуретана.
Литьевой метод применяется при производстве обуви из пластиката поливинилхлоридного или термоэластоплата (сапоги, галоши).
Наиболее близким к заявляемому на регистрацию изобретению является канадский патент №2755330 «УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ВОДОНЕПРОНИЦАЕМОЙ ОБУВИ СО СЖИМАЕМОЙ ПОДКЛАДКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ» (дата приоритета 19 октября 2011 года).
Суть указанного решения заключается в том, что при изготовлении водонепроницаемой обуви используется пресс-форма в виде калоши. Литье при этом ограничено именно калошей, и форма всего изделия держится за счет подбора материала для верха ботинка, а также конструктива верха ботинка. Недостатком указанного способа является то, что материал для изготовления верха ботинка указанным способом подбирается плотный, так как необходимо, чтобы он держал форму, что ведет к дополнительным затратам в связи с тем, что такие материалы реализуются по высокой стоимости. Использование более доступных и дешевых тонких материалов в этом случае не представляется возможным, так как такие материалы не держат форму. Материал верха ботинка частично приклеивается к калоше, частично - пришивается. В связи с этим возникает необходимость дополнительной защиты с целью обеспечения герметичности изделия, так как при пришивании образуются проколы, куда может попасть влага. Кроме того, швейные работы являются дорогими, что увеличивает себестоимость изделия. Также при осуществлении указанного способа существует вероятность того, что в одной паре один ботинок может отличаться от другого по геометрии в связи с использованием ручного труда при пришивании, что, в свою очередь, может вызвать недовольство потребителей.
Технической проблемой, на решение которой направлено заявляемое изобретение, является необходимость проклейки или прошивания при использовании в одном изделии нескольких видов материала, что приводит к снижению герметичности и качества, увеличению временных и материальных затрат. Заявляемая на регистрацию обувь и способ ее изготовления позволяет устранить вышеуказанные недостатки.
Техническим результатом является обеспечение возможности производства непромокаемой обуви с высокой степенью герметичности, избежание асимметрии в обувной паре, а также минимизация временных и денежных затрат.
Раскрытие сущности изобретения
Заявляемая обувь представляет собой изделие, изготовленное из термопластичных полимерных смесей и текстильных материалов с использованием литьевой машины инжекционного типа с двумя независимо работающими инжекторами, созданное с помощью пресс-формы путем заливки ее под высоким давлением и состоящее из подошвы и прилитого к ней верха, которые могут быть выполнены разными цветами и материалами с различными свойствами.
Обувь может быть выполнена в нескольких вариантах, вид зависит от того, какая пресс-форма используется при изготовлении. Пресс-форма состоит из нескольких частей (более одной), внутри располагаются полости, в которые поступает расплавленная смесь. Основными видами изделий являются сапоги, при изготовлении которых к калоше дополнительно приливается голенище.
Многослойное литье состоит в поочередном впрыскивании не менее двух расплавов полимеров из не менее чем двух литьевых устройств в литьевую форму. В цилиндре литьевой машины резиновая смесь пластифицируется, разогревается и после перехода в вязкотекучее состояние под давлением впрыскивается в закрытую нагретую пресс-форму, которая движется по кругу и автоматически размыкается после окончания цикла.
Принципиальное отличие процесса производства обуви из термопластичных резиновых смесей методом литья под давлением заключается в минимальном закройно-заготовительном и подготовительном производстве. При реализации процесса литья под давлением отпадает необходимость в изготовлении и сборке резиновых деталей, так как резиновая смесь в виде заготовки простой конфигурации автоматически подается в литьевой узел.
Обувь, выпускаемая методом литья из термопластичных резиновых смесей, состоит из внутреннего текстильного каркаса и наружного слоя резиновой смеси. Но так как требования к верху обуви и подошве различны, для их изготовления применяются материалы различных характеристик и разных марок, обычно применяемых при производстве обуви, к которой предъявляются требования непромокаемости и герметичности.
Заливка производится с помощью литьевой машины инжекционного типа. Набор материала в ствол инжектора производится из бункера с гранулами материала. В бункер засыпается пластичный материал в виде гранул (поливинилхлорид, термоэластопласт или иные материалы, пригодные для литья под высоким давлением). При этом используются два независимо работающих инжектора, с возможностью использования материалов разных цветов и разных свойств в каждом из них. Производится нагрев до необходимой температуры, в первую очередь производится заливка нижней части обуви - подошвы, во вторую очередь, производится заливка верхней части - верха калоши с голенищем.
Заливка обеих частей производится за один полный оборот поворотного стола, на котором закреплены пресс-формы. Время заливки обоих инжекторов регулируется автоматически, давление и скорость впрыска также могут быть изменены в зависимости от используемого материала.
Голенище сапога может быть выполнено как из полимерных материалов, так и из текстильных материалов, обладающих необходимыми свойствами. При этом на голенище в случае необходимости может быть нанесено изображение любым из способов, позволяющим нанести указанное изображение на материал, из которого выполнено голенище сапога. При этом от калоши вверх по голенищу приливаются полосы из полимерных материалов. Полосы расположены таким образом, что закрывают швы на голенище. Также указанные полосы из полимерных материалов могут быть прилиты в иных частях сапога при необходимости, например, по периметру верха голенища.
Полосы, идущие от калош и закрывающие швы, обеспечивают, таким образом, фиксацию формы изделия и защиту от попадания влаги в отверстия, образованные при пришивании. Количество полос может варьироваться в зависимости от количества швов на голенище и используемого материала.
После окончания заливки производится надевание подкладочного чулка на колодку (в качестве подкладки применяют чулок, сшитый или из трикотажной трубки плюшевого переплетения, или из кроя трикотажного двухластичного технического полотна), извлечение материала из литниковых отверстий для возможности повторной цикличной заливки и визуальной проверки качества изделия, а также удаление возможных излишков материала. В годную продукцию вкладывают утепленную стельку, после чего сапоги подбирают в пары.
В отличие от монолитных резиновых сапог предлагаемая технология позволяет использовать различные материалы для подошвы, верха калоши и голенища сапог в зависимости от требуемых характеристик. За счет возможности использования для голенища текстильных материалов, изделие пропускает воздух и не пропускает воду, то есть нога в сапоге не преет.
Такой способ производства обуви обеспечивает герметичность изделия, так как отсутствует опасность попадания влаги в отверстия, образованные при пришивании. Кроме того, отсутствие необходимости проведения работ по герметизации швов снижает себестоимость готовых изделий. Специальные нити, используемые для герметизации швов, стоят дорого. Предлагаемое на регистрацию изобретение позволяет использовать обычные нити.
Также использование заявляемого изобретения позволяет исключить риск совершения ошибки при пришивании, которая может привести к асимметрии и деформации изделия. Полимерные полосы закрывают возможные неровности шва, в связи с чем количество изделий, подлежащих отбраковке, сокращается. За счет одинаковой формы используемых пресс-форм риск изготовления асимметричных парных изделий исключается.
Один из вариантов исполнения обуви, изготавливаемой в рамках реализации настоящего изобретения, приведен в прилагаемых чертежах.
Описание чертежей
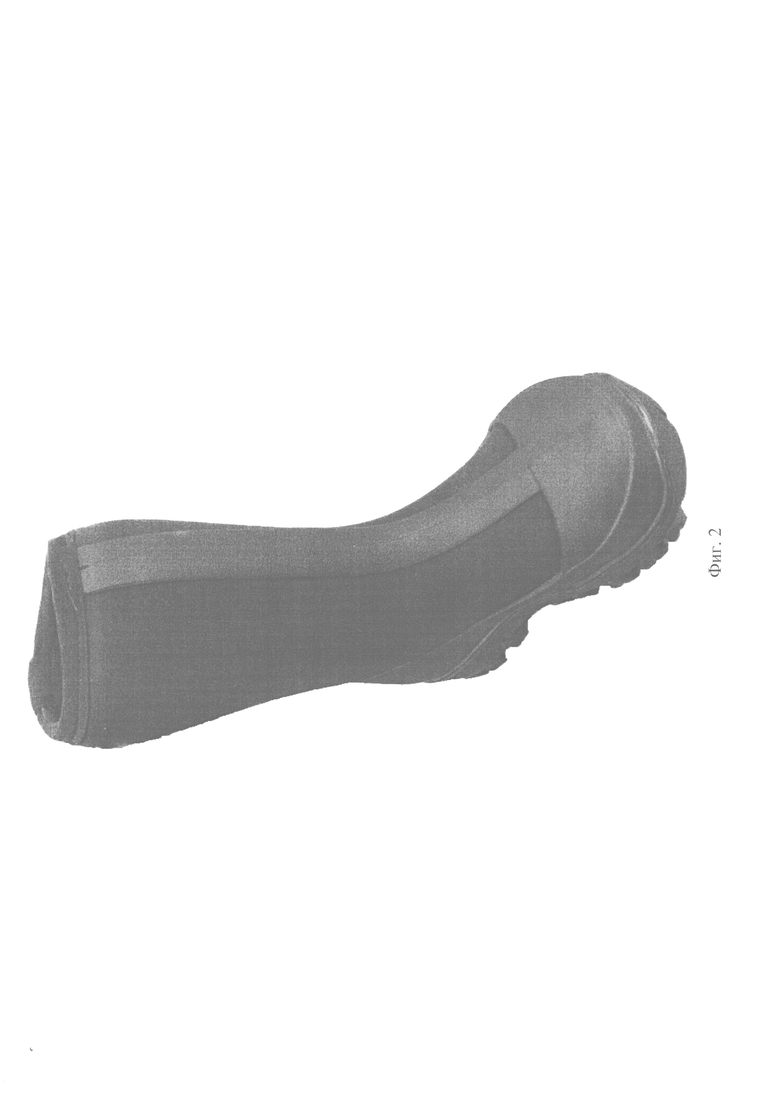
Фиг. 1 - вид сапога сбоку.
Фиг. 2 - вид сапога спереди.
Фиг. 3 - вид сапога сзади.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЛОША | 2021 |
|
RU2775144C1 |
| ОБУВЬ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И СПОСОБ ПРОИЗВОДСТВА ОБУВИ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2011 |
|
RU2479235C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОБУВИ | 2000 |
|
RU2205578C2 |
| ОБУВЬ | 2006 |
|
RU2336003C2 |
| Чехол для обуви | 1989 |
|
SU1743555A1 |
| Способ производства обувной подошвы из каучука методом холодного литья латекса в формы из полимера | 2024 |
|
RU2831790C1 |
| ОБУВНОЙ ПОДОШВЕННЫЙ УЗЕЛ, ВЫПОЛНЕННАЯ С НИМ ОБУВЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2401022C2 |
| Детские сапоги | 1990 |
|
SU1814861A1 |
| СТАБИЛИЗИРУЮЩИЙ ОБУВЬ МАТЕРИАЛ И ВЫПОЛНЕННЫЕ С НИМ БАРЬЕРНЫЙ МОДУЛЬ, ОБУВНОЙ ПОДОШВЕННЫЙ УЗЕЛ И ОБУВЬ | 2007 |
|
RU2393748C2 |
| ПРЕДМЕТ ОБУВИ В ВИДЕ НОСКА НА ВОЙЛОКЕ | 2006 |
|
RU2375938C1 |


Заявляемое изобретение относится к обувной промышленности, а именно к производству водонепроницаемой обуви, содержащей резиновые части. Обувь изготовлена из термопластичных полимерных смесей и текстильных материалов с использованием литьевой машины инжекционного типа с двумя независимо работающими инжекторами, создана с помощью пресс-формы путем заливки ее под высоким давлением и состоит из подошвы и прилитого к ней верха, которые могут быть выполнены разными цветами и материалами с различными свойствами. При этом по форме верх представляет собой калошу с полосами, прилитыми к выполненному из полимерных или текстильных материалов голенищу таким образом, что указанные полосы закрывают швы на последнем. Техническим результатом является обеспечение возможности производства непромокаемой обуви с высокой степенью герметичности, избежание асимметрии в обувной паре. 3 ил.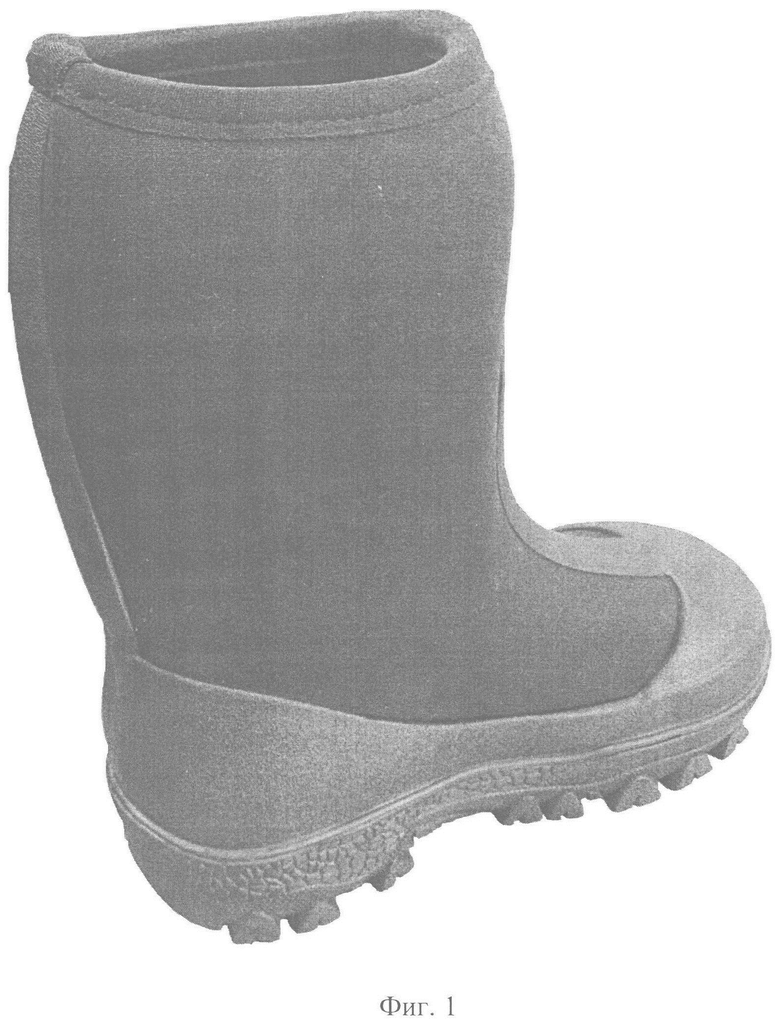
Обувь, изготовленная из термопластичных полимерных смесей и текстильных материалов с использованием литьевой машины инжекционного типа с двумя независимо работающими инжекторами, созданная с помощью пресс-формы путем заливки ее под высоким давлением и состоящая из подошвы, верха и голенища, отличающаяся тем, что верх прилит к подошве, при этом по форме верх представляет собой калошу с полосами, прилитыми к выполненному из полимерных или текстильных материалов голенищу таким образом, что указанные полосы закрывают швы на последнем.
| СПОСОБ ИЗМЕРЕНИЯ ТЕПЛОПРОВОДНОСТИ | 2020 |
|
RU2755330C1 |
| WO 2017188808 A1, 02.11.2017 | |||
| US 2016207270 A1, 21.07.2016 | |||
| US 2015352762 A1, 10.12.2015. | |||

