ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к ленточному конвейеру, ленточной конвейерной системе и системе по изготовлению шаблона коробки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Ленточные конвейеры обычно используются для транспортировки предметов. Доступны разные размеры ленточных конвейеров. Однако большие ленточные конвейеры являются дорогими и сложными в обращении.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является обеспечение улучшенного и более гибкого ленточного конвейера.
Это достигается посредством ленточного конвейера и ленточной конвейерной системы согласно независимому пункту формулы изобретения.
В одном аспекте изобретения, предусмотрен ленточный конвейер, содержащий бесконечную петлю ленты, которая вращается вокруг, по меньшей мере, двух шкивов, содержащихся в ленточном конвейере, за счет чего различные части ленты будут составлять верхнюю поверхность для транспортировки предметов во время движения, при этом ленточный конвейер дополнительно содержит раму, удерживающую, по меньшей мере, два шкива, и устройство поддержки ленты, выполненное с возможностью поддержки ленты, по меньшей мере, между двумя шкивами с обеспечением возможности скольжения ленты по устройству поддержки ленты, причем упомянутая лента содержит, по существу, плоскую среднюю часть вдоль длины ленты и две краевые области, по одной на каждой стороне от средней части, при этом, по меньшей мере, одна из упомянутых краевых областей наклонена к противоположной части ленты в бесконечной петле, по меньшей мере, когда упомянутая, по меньшей мере, одна краевая область составляет часть верхней поверхности ленты.
В другом аспекте изобретения, предусмотрена система ленточного конвейера, содержащая, по меньшей мере, два ленточных конвейера согласно изобретению, причем упомянутые, по меньшей мере, два ленточных конвейера расположены бок о бок друг с другом наклонными краевыми областями ленты по направлению друг к другу, вместе образующими объединенную верхнюю поверхность системы ленточного конвейера.
Таким образом, два или более ленточных конвейера согласно изобретению могут быть предусмотрены бок о бок, обеспечивая комбинированную большую верхнюю поверхность вместо использования одного большого ленточного конвейера. Меньшие ленточные конвейеры намного дешевле и удобнее в обращении. Кроме того, поскольку, по меньшей мере, одна краевая область ленты каждого ленточного конвейера имеет наклон, эти наклонные краевые области предусмотрены друг к другу в системе ленточного конвейера. Таким образом, можно избежать проблем, которые могут возникнуть, когда предметы проходят между двумя ленточными конвейерами, предусмотренными бок о бок. В некоторых применениях, например, в машине для изготовления шаблонов коробок, предметы, подлежащие транспортировке на конвейерной ленте, сначала будут доставляться из машины на конвейерную ленту с поперечного направления к направлению транспортировки ленточного конвейера. Проблемы могут возникнуть тогда, когда предметы застревают между ленточными конвейерами, например, предметы могут застрять под лентой или на краях ленты. Это может быть особенно проблематичным, когда предметы проталкиваются назад и вперед поперек ленточных конвейеров, как это может иметь место в машине для изготовления шаблонов коробок. Разрезания производятся на шаблоне коробки, когда они доставляются на ленточный конвейер, и ленточный конвейер используется в качестве опоры для шаблона коробки во время процедуры резания до того, как ленточный конвейер включается для транспортировки шаблона коробки. С наклонными краевыми областями ленточных конвейеров согласно этому изобретению, шаблоны коробок могут транспортироваться назад и вперед в поперечном направлении по системе ленточных конвейеров, содержащей два или более ленточных конвейера согласно изобретению, без риска того, что части шаблона коробки застрянут под лентой, между двумя ленточными конвейерами, или по краям ленты. Другое средство, позволяющее избежать последнего, часто подразумевает, что над краями добавляется тонкая направляющая пластина. Тем не менее, затем вводится не приводимая в движение секция конвейера, что может привести к тому, что предмет выйдет из строя при последующей транспортировке, такой как вращение или скольжение. Представленное решение обеспечивает способ создания большой, полностью приводимой в движение верхней поверхности, без каких-либо элементов, вызывающих застревание предмета, при этом позволяя изготавливать и обрабатывать более мелкие конвейерные секции. Это, в свою очередь, позволяет использовать более стандартизированные решения и компоненты конвейера, которые обеспечивают более высокую эффективность по качеству и стоимости. Не только узкая лента намного эффективнее в изготовлении по сравнению с очень широкой лентой, шкивы и двигатель могут быть значительно уменьшены, так же как и другие компоненты, такие как рама и опорные пластины. Несколько небольших двигателей не только обеспечивают более эффективную конструкцию и энергопотребление, но и обеспечивают более безопасное решение. Широкая лента создает более чем пропорционально большие потери на трение. Это вызывает необходимость более мощных двигателей и больший износ. Кроме того, отрицательный побочный эффект от использования широкой ленты заключается в том, что решение не легко реагирует на аномальные изменения нагрузки. В случае если человек поднимется на конвейер, меньший конвейер, управляемый меньшим двигателем, не сможет начать движение, в то время как больший может, и, таким образом, способен причинить травму.
Решение особенно выгодно в ранее упомянутом примере транспортировки упаковочного материала, но, безусловно, также может быть полезно при транспортировке других типов предметов, особенно когда предметы подаются или проталкиваются с боковой стороны конвейера.
Таким образом, в одном аспекте изобретения, предусмотрена система изготовления шаблонов коробок, содержащая систему ленточных конвейеров согласно изобретению, при этом упомянутая система ленточных конвейеров предусмотрена на выходе из системы изготовления шаблонов коробок для транспортировки шаблонов коробок по системе ленточных конвейеров в направлении, поперечном направлению, в котором шаблоны коробок доставляются из системы изготовления шаблонов коробок.
В одном варианте осуществления изобретения, по меньшей мере, одна из упомянутых краевых областей ленты образует закругленный край ленты вдоль длинной стороны ленточного конвейера, по меньшей мере, когда, по меньшей мере, одна краевая область составляет часть верхней поверхности ленты.
В одном варианте осуществления изобретения, каждая из упомянутых краевых областей ленты содержит устройство позиционирования ленты, продолжающееся внутрь к противоположной стороне ленты в бесконечной петле и выполненное с возможностью размещения прямо за пределами ширины устройства поддержки ленты или в направляющем элементе устройства поддержки ленты для удержания ленты на своем месте.
В одном варианте осуществления изобретения, ленточный конвейер дополнительно содержит, по меньшей мере, одно удерживающее устройство, предусмотренное частично вдоль, по меньшей мере, одной длинной стороны ленточного конвейера, при этом упомянутое, по меньшей мере, одно удерживающее устройство соединено с рамой и выполнено с возможностью удержания устройства поддержки ленты.
В одном варианте осуществления изобретения, упомянутое удерживающее устройство дополнительно выполнено с возможностью поддержки упомянутой, по меньшей мере, одной краевой области за пределами упомянутого устройства поддержки ленты на уровне, отличном от уровня устройства поддержки ленты, тем самым, обеспечивая, по меньшей мере, один наклонный край ленты.
В одном варианте осуществления изобретения, упомянутое, по меньшей мере, одно удерживающее устройство содержит первую часть, соединенную с устройством поддержки ленты и выполненную с возможностью поддержки упомянутой, по меньшей мере, одной краевой области за пределами упомянутого устройства поддержки ленты, когда она составляет часть верхней поверхности ленты, и вторую часть соединенную с первой частью и соединенную с рамой, причем вторая часть выполнена с возможностью поддержки, по меньшей мере, одной краевой области, когда она не является частью верхней поверхности ленты.
В одном варианте осуществления изобретения, упомянутая первая часть содержит направляющий элемент для управления направлением устройства позиционирования ленты в ленте.
В другом варианте осуществления изобретения, устройство поддержки ленты содержит, по меньшей мере, один направляющий элемент для управления направлением, по меньшей мере, одного устройства позиционирования ленты в ленте, и при этом упомянутое устройство поддержки ленты содержит, по меньшей мере, одну внешнюю краевую часть, содержащую упомянутый направляющий элемент, и обеспечивающую поддержку для соответствующего внешнего края ленты на уровне, отличном от остальной части устройства поддержки ленты, тем самым обеспечивая, по меньшей мере, один наклонный край ленты.
В одном варианте осуществления изобретения, отсутствуют части ленточного конвейера, выступающие в направлении ширины конвейерной ленты за удерживающее устройство, предусмотренное частично вдоль, по меньшей мере, одной длинной стороны ленточного конвейера, при этом упомянутое, по меньшей мере, одно удерживающее устройство соединено с рамой и выполнено с возможностью удержания устройства поддержки ленты. Таким образом, два или более ленточных конвейера могут быть расположены близко друг с другом бок о бок.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
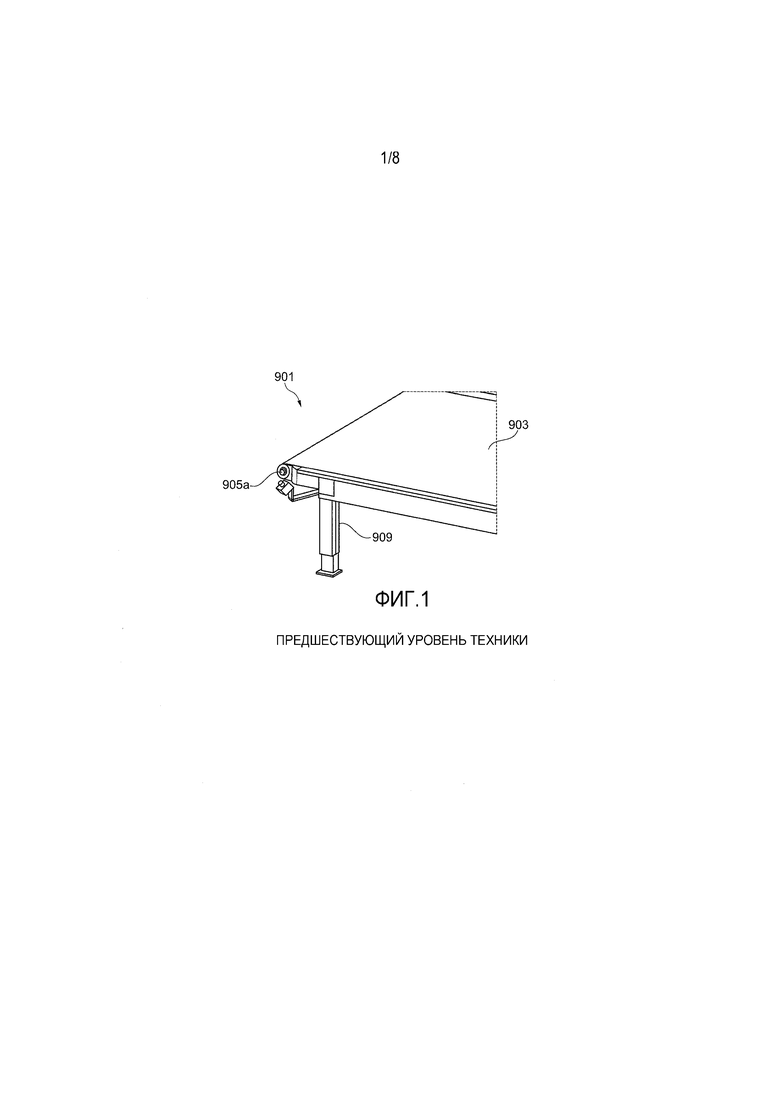
Фиг.1 схематично показывает вид в перспективе части обычного ленточного конвейера.
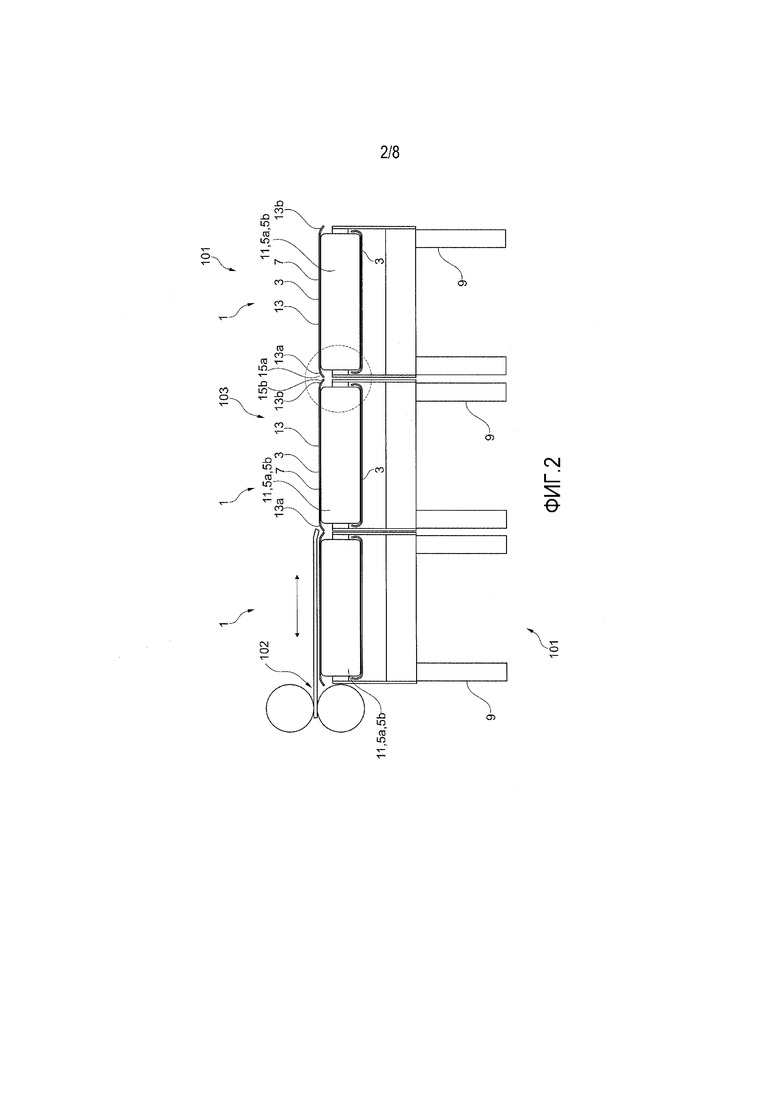
Фиг.2 схематично показывает вид сечения сбоку трех ленточных конвейеров согласно одному варианту осуществления изобретения. Три ленточных конвейера расположены бок о бок для обеспечения системы ленточных конвейеров согласно одному варианту осуществления изобретения, и при этом показанная система ленточных конвейеров предусмотрена рядом с выходом из системы снабжения предметами, доставляющей предметы в систему ленточного конвейера.
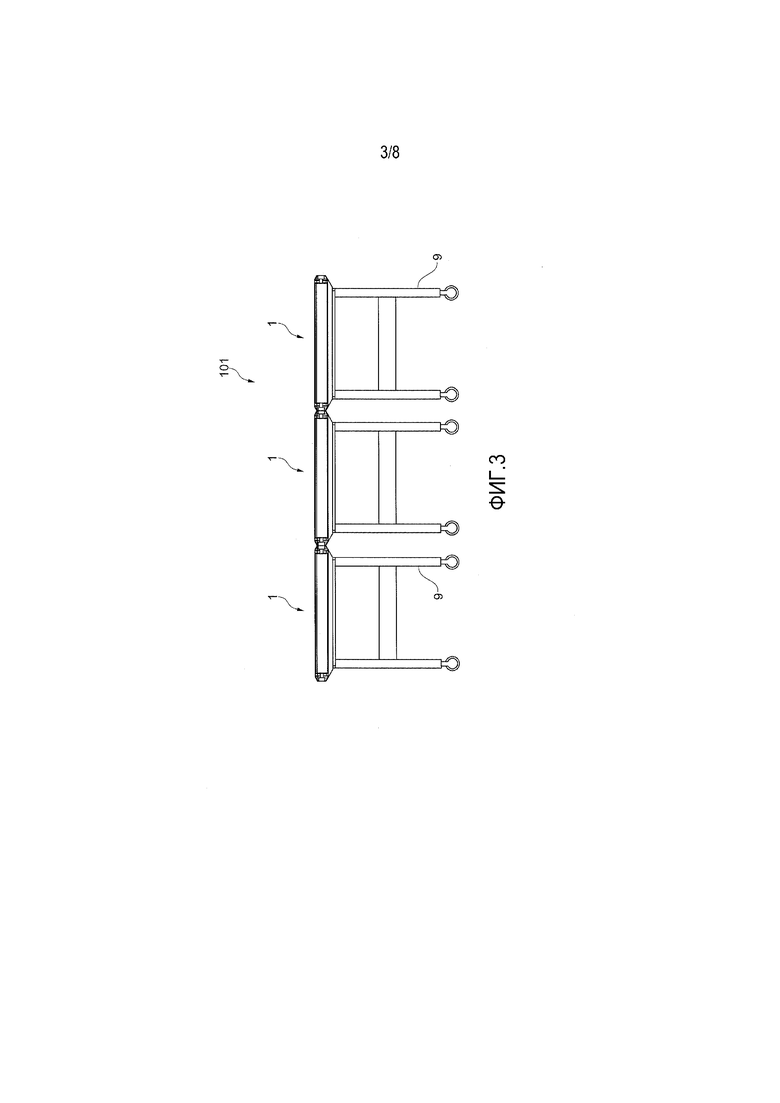
Фиг.3 схематично показывает вид сечения сбоку трех ленточных конвейеров согласно одному варианту осуществления изобретения; Три ленточных конвейера расположены бок о бок для обеспечения системы ленточных конвейеров согласно одному варианту осуществления изобретения.
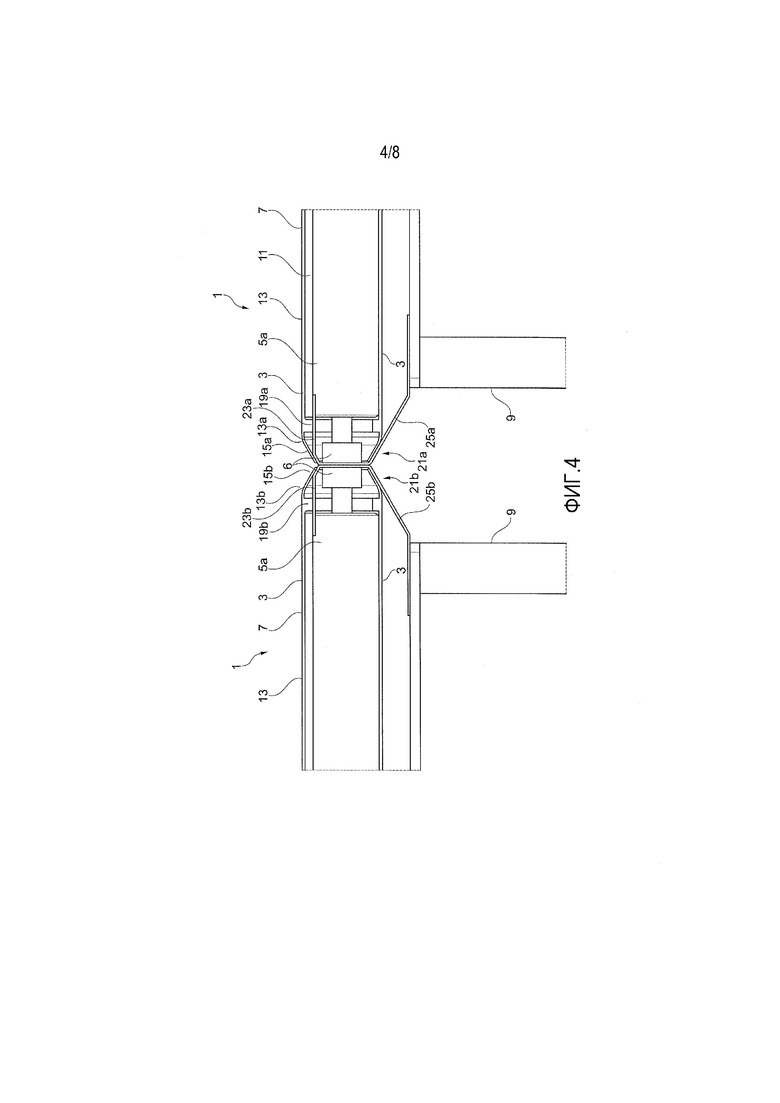
Фиг.4 показывает в большей детализации части ленточных конвейеров, которые показаны на фиг.3.
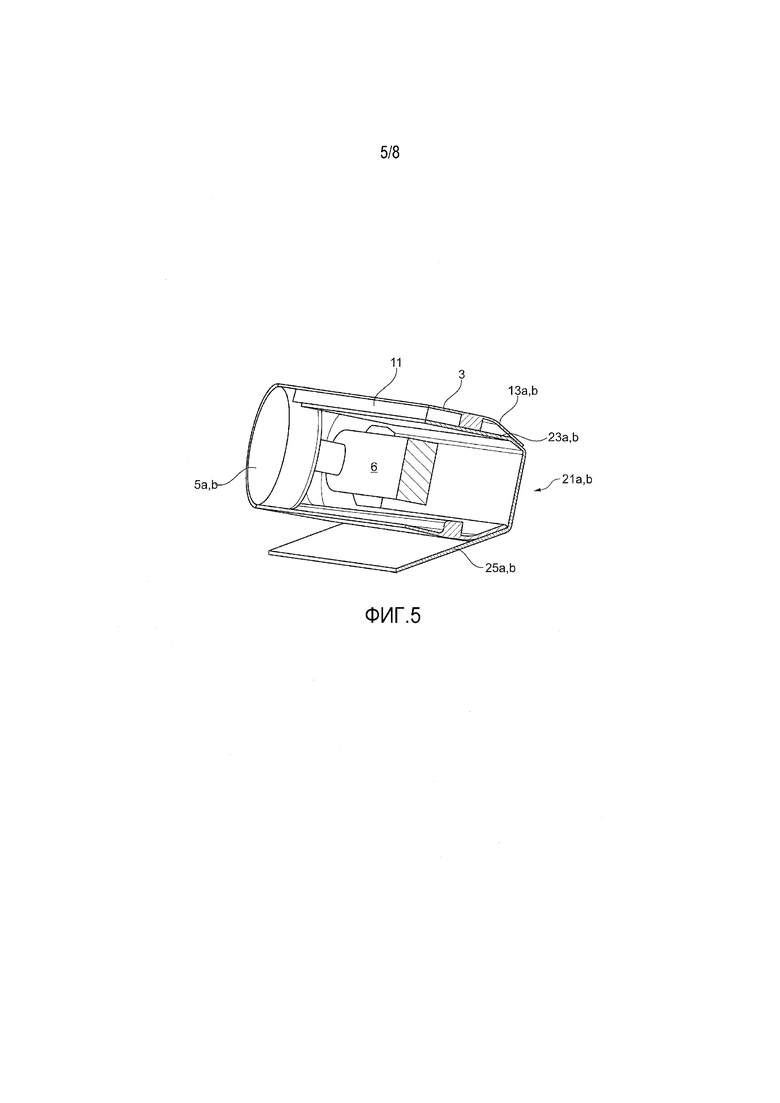
Фиг.5 представляет собой сегмент в перспективе части одного из ленточных конвейеров, показанных на фигурах 3 и 4.
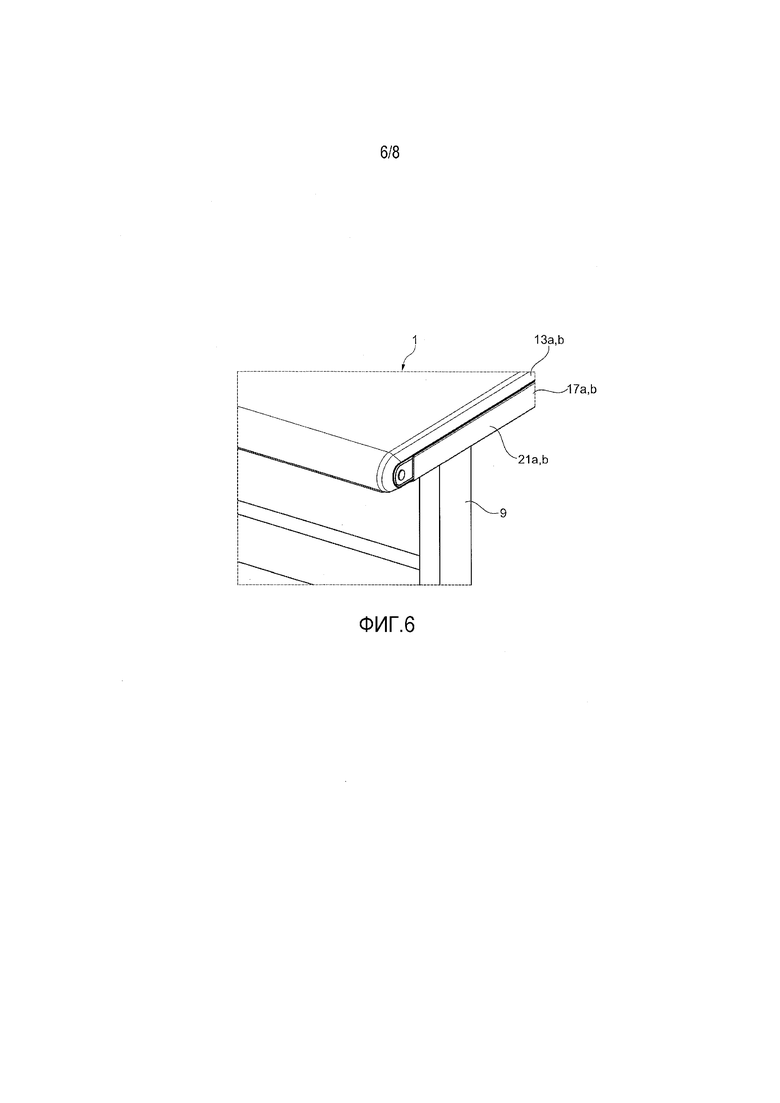
Фиг.6 показывает вид в перспективе угла одного из ленточных конвейеров, которые показаны на фигурах 3 и 4.
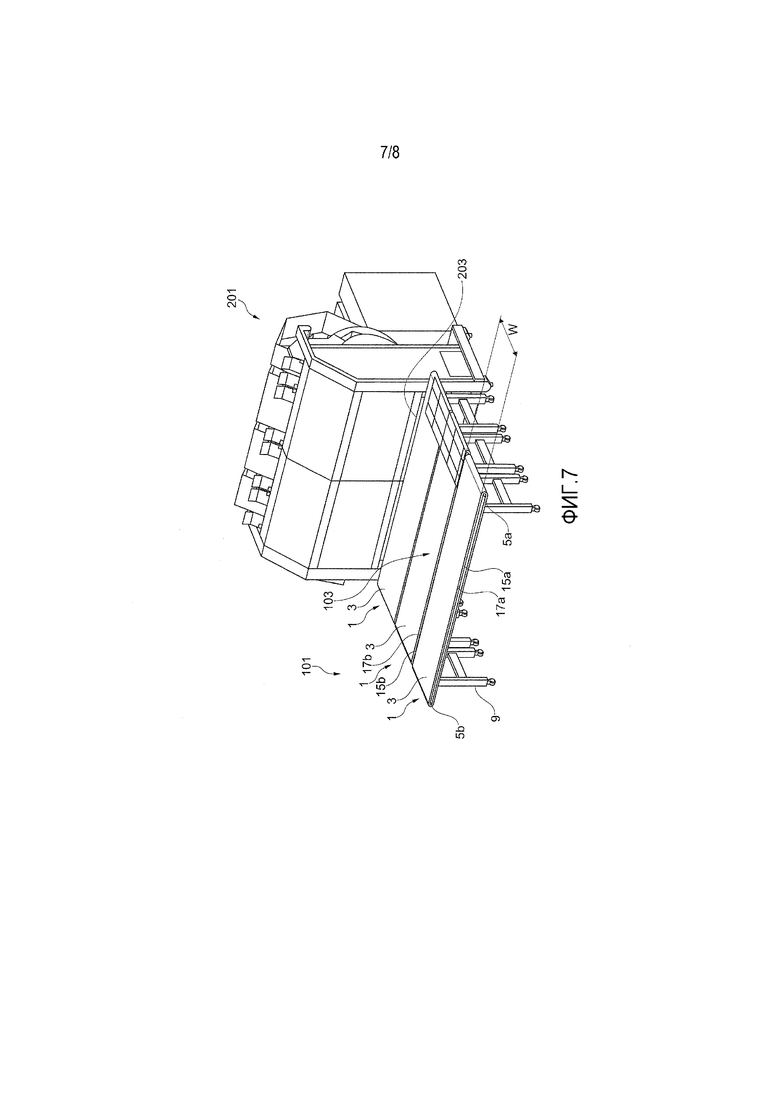
Фиг.7 схематично показывает систему изготовления шаблонов коробок, содержащую систему ленточных конвейеров согласно одному варианту осуществления изобретения.
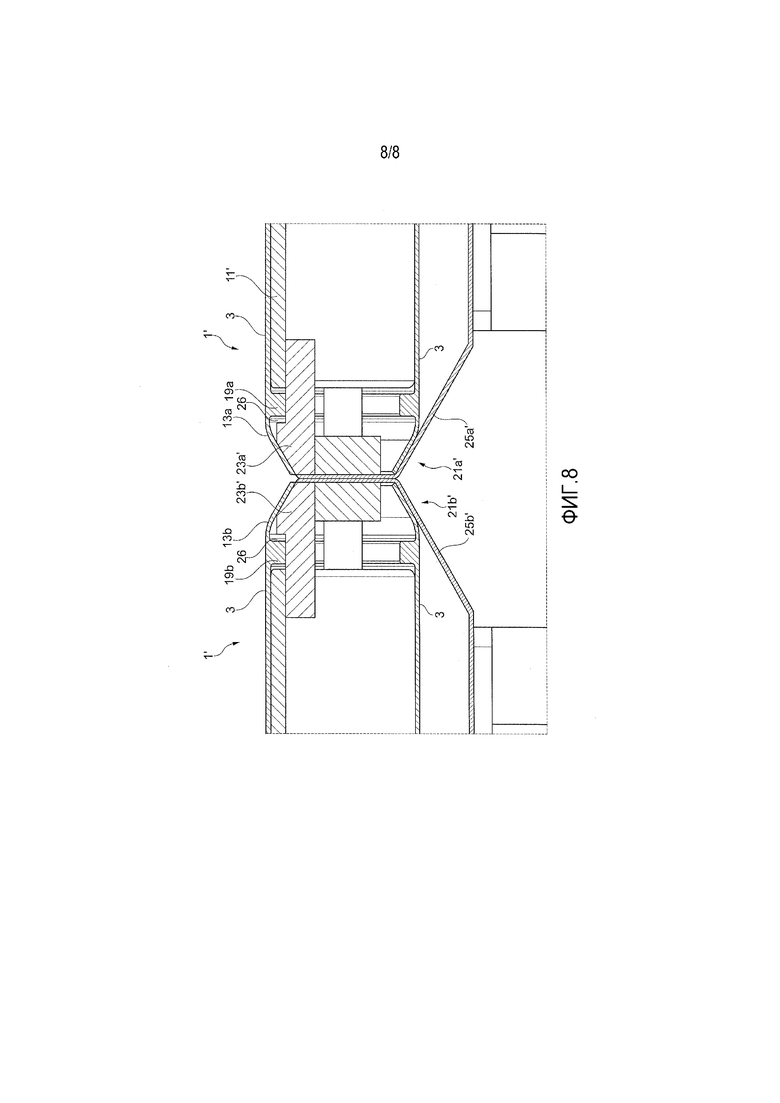
Фиг.8 схематично показывает части ленточного конвейера в сечении согласно одному варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг.1 схематично показывает вид в перспективе части обычного ленточного конвейера 901. Ленточный конвейер 901 содержит бесконечную петлю ленты 903, которая вращается вокруг двух шкивов 905a (905b не показан). Ленточный конвейер 901 дополнительно содержит раму 909, удерживающую упомянутые два шкива 905a, и устройство поддержки ленты, выполненное с возможностью поддержки ленты между двумя шкивами, позволяя ленте скользить по устройству поддержки ленты.
При установке двух из этих традиционных ленточных конвейеров бок о бок с целью достижения большего комбинированного ленточного конвейера, могут возникнуть проблемы, как описано выше. Например, части рамы 909 и шкивы 905а в обычных ленточных конвейерах часто выступают наружу по бокам ленточного конвейера. Таким образом, должен быть обеспечен зазор между отдельными лентами при обеспечении двух или более обычных ленточных конвейеров бок о бок. Кроме того, в тех случаях, когда предметы транспортируются поперек направления ленты при доставке на ленту, существует риск того, что предметы застрянут на краях ленты, в зазоре между ленточными конвейерами или даже под лентой в ленточных конвейерах. Как описано выше, это может быть еще более проблематичным в тех случаях, когда предметы транспортируются назад и вперед поперек через ленточные конвейеры, например, в системе изготовления шаблонов коробок, которая будет описана ниже.
Фиг.2 схематично показывает вид сечения сбоку трех ленточных конвейеров 1 согласно одному варианту осуществления изобретения. Три ленточных конвейера 1 установлены бок о бок друг с другом для обеспечения системы 101 ленточных конвейеров согласно одному варианту осуществления изобретения, и при этом показанная система 101 ленточных конвейеров предусмотрена рядом с выходом 102 из системы снабжения предметами, доставляющей предметы в систему 101 ленточных конвейеров.
Каждый ленточный конвейер 1 содержит бесконечную петлю ленты 3, которая вращается вокруг двух шкивов 5a, 5b (показанных без деталей в виде блока на этом виде), содержащихся в ленточном конвейере 1. Различные части ленты 3 будут составлять верхнюю поверхность 7 для транспортировки предметов во время движения. Ленточный конвейер 1 дополнительно содержит раму 9, удерживающую упомянутые два шкива 5a, 5b, и устройство 11 поддержки ленты (показанное без деталей в виде блока вместе со шкивами 5a, 5b на этом виде), выполненное с возможностью поддержки ленты между двумя шкивами с обеспечением возможности скольжения ленты 3 по устройству 11 поддержки ленты. Лента 3 содержит, по существу, плоскую среднюю часть 13 по длине ленты и две краевые области 13а, 13b, по одной на каждой стороне средней части 13. Согласно изобретению, по меньшей мере, одна из упомянутых краевых областей 13a, 13b имеет наклон к противоположной части ленты в бесконечной петле, по меньшей мере, когда упомянутая, по меньшей мере, одна краевая область 13a, 13b составляет часть верхней поверхности 7 ленты. В варианте осуществления, показанном на фиг.2, обе две краевые области 13a, 13b имеют наклон к противоположной части ленты в бесконечной петле. Другими словами, по меньшей мере, один из внешних свободных краев ленты 3 предусмотрен на более низком уровне, ближе к поверхности, на которой предусмотрен ленточный конвейер, чем средняя часть 13 ленты 3. Формулировка наклонные краевые области в основном используется во всем описании и формуле изобретения, и она подразумевает также охват угловых, скошенных или закругленных краевых областей. Краевые области 13a, 13b ленты 3 могут поддерживаться частью ленточного конвейера желаемой формы, например, скошенной или закругленной. В одном варианте осуществления изобретения, по меньшей мере, одна из упомянутых краевых областей 13a, 13b ленты 3 образует закругленный край 15a, 15b ленты 3 вдоль длинной стороны 17a, 17b ленточного конвейера, по меньшей мере, когда, по меньшей мере, одна краевая область 13a, 13b составляет часть верхней поверхности 7 ленты.
Ленты 3 трех ленточных конвейеров 1 вместе образуют комбинированную верхнюю поверхность 103 системы ленточных конвейеров.
Фиг.3 схематично показывает вид сечения сбоку трех ленточных конвейеров 1 согласно одному варианту осуществления изобретения. Три ленточных конвейера 1 установлены бок о блок для обеспечения системы 101 ленточных конвейеров согласно одному варианту осуществления изобретения. Фиг.4 показывает в большей детализации часть ленточных конвейеров 1, которые показаны на фиг.3. Многие части обозначены одинаковыми ссылочными позициями, что и на фиг.2, однако они не обязательно совпадают. Фигуры 3 и 4 показывают большие детали конкретного варианта осуществления изобретения, тогда как фиг.2 является более общей.
На фиг.4 видно шкив 5а на одном конце ленточного конвейера 1, а также устройство 11 поддержки, которое является, например, пластиной, или роликами, предусмотренными, по существу, по всему расстоянию между двумя шкивами 5а, 5b для поддержки ленты 3. Устройство 11 поддержки служит для цели обеспечения сохранения лентой довольно плоской верхней поверхности для предметов, опирающихся на нее. Для ограничения шума, потерь на скольжение и износа, пластина, как правило, изготавливается с поверхностью с низким трением, из дерева, металла или пластика. Когда требуется еще более низкое трение, вместо нее может быть использован набор роликов.
Ленточный конвейер 1 содержит дополнительно, по меньшей мере, одно удерживающее устройство 21a, 21b, предусмотренное частично вдоль, по меньшей мере, одной длинной стороны 17a, 17b (видно на фиг.7) ленточного конвейера 1. Упомянутое, по меньшей мере, одно удерживающее устройство 21a, 21b соединено с рамой 9 и выполнено с возможностью удержания устройства 11 поддержки ленты. В варианте осуществления изобретения, показанном на фигурах 3 и 4, предусмотрены два удерживающих устройства 21a, 21b, по одному на каждую сторону ленточного конвейера 1. Удерживающие устройства 21a, 21b могут быть выполнены в виде изогнутой листовой металлической пластины или экструдированной алюминиевой балки, в качестве примеров. Они могут быть предусмотрены по одному на каждой стороне ленточного конвейера по длине ленточного конвейера. Удерживающее устройство 21a, 21b в этом варианте осуществления выполнено с возможностью поддержки упомянутой, по меньшей мере, одной краевой области 13a, 13b за пределами упомянутого устройства 11 поддержки ленты на другом уровне, чем устройство 11 поддержки ленты, тем самым, обеспечивая наклонный край ленты 3. Удерживающее устройство 21a, 21b содержит первую часть 23a, 23b, которая соединена с устройством 11 поддержки ленты и выполнена с возможностью удержания устройства 11 поддержки ленты. Первая часть 23a, 23b удерживающего устройства в этом варианте осуществления также выполнена с возможностью поддержки краевой области 13a, 13b ленты за пределами упомянутого устройства 11 поддержки ленты, когда она составляет часть верхней поверхности 7 ленты. В другом варианте осуществления, само устройство 11 поддержки ленты может вместо этого быть предназначено для поддержки краевых областей 13a, 13b. Один такой вариант осуществления показан на фиг.8 и будет дополнительно описан ниже. В варианте осуществления, показанном на фигурах 3 и 4, первая часть 23a, 23b удерживающего устройства 21a, 21b предусмотрена на более низком уровне, чем устройство 11 поддержки ленты, и будет поддерживать краевую область 13a, 13b ленты 3 на более низкий уровень, чем уровень, на котором средняя часть 13 ленты 3 поддерживается устройством 11 поддержки ленты. Нижний уровень здесь относится к направлениям на чертежах и находится ближе к поверхности, на которой стоит ленточный конвейер 1. Таким образом, краевые области 13a, 13b будут иметь наклон. Удерживающее устройство 21a, 21b дополнительно содержит вторую часть 25a, 25b, которая соединена с рамой 9 и с первой частью 23a, 23b. Вторая часть 25a, 25 в этом варианте осуществления также выполнена с возможностью поддержки краевой области 13, 13b, когда она не является частью верхней поверхностью 7 ленты 3. В этом варианте осуществления изобретения, вторая часть 25a, 25 удерживает краевые области 13a, 13b, когда они являются частью ленты 3, не образующей части верхней поверхности 7 ленты 3, т.е. когда они предусмотрены на нижней стороне ленты в бесконечной петле, где ниже относится к направлениям на чертежах.
В этом варианте осуществления, каждая из краевых областей 13a, 13b ленты 3 содержит устройство 19a, 19b позиционирования ленты, продолжающееся внутрь к противоположной стороне ленты в бесконечной петле. Эти устройства 19а, 19b позиционирования ленты могут быть расширениями толщины ленты и могут быть расположены по всей длине ленты. Материал может быть таким же, как материал ленты или другой. Устройства позиционирования ленты могут быть приклеены к внутренней части (относительно бесконечной петли) ленты или могут быть предусмотрены или прикреплены другими средствами. В этом варианте осуществления, устройства 19a, 19b позиционирования ленты выполнены с возможностью обеспечения прямо за пределами ширины устройства 11 поддержки ленты, чтобы удерживать ленту на месте на устройстве 11 поддержки ленты во время движения ленты. Возможны другие способы правильного направления ленты 3 вместо использования двух устройств 19а, 19b позиционирования ленты, предусмотренных за пределами устройства поддержки ленты, как показано здесь. Другая возможность заключается в обеспечении одного или нескольких направляющих элементов, например, в форме углублений в устройстве поддержки ленты для размещения одного или нескольких устройств позиционирования ленты. Еще одна альтернатива для направления ленты заключается в разработке шкивов с увеличенным диаметром в середине. Это ограничит риск неправильного направления ленты. При таком способе направления, устройства 19а, 19b позиционирования ленты не требуются.
Фиг.5 представляет собой сегмент в перспективе части одного из ленточных конвейеров 1, показанных на фигурах 3 и 4. На этом виде может быть видна часть удерживающего устройства 21a, 21b, а также часть шкива 5a, 5b, часть устройства 11 поддержки ленты и часть ленты 3. Кроме того, виден блок 6, с которым соединен шкив 5а, 5b. Блок 6 также прикреплен к удерживающему устройству 21a, 21b, но может быть подвижным относительно удерживающего устройства 21a, 21b для натяжения ленты 3 вокруг шкивов 5a, 5b. Однако это является дополнительной функцией. Если не используется барабанный двигатель, блок 6 также может содержать подшипники для вращения шкива и, возможно, также соединения для привода шкива. Лента 3 может приводиться в движение одним или обоими шкивами или другим приводным средством, соединенным с лентой 3.
Фиг.6 показывает вид в перспективе угла одного из ленточных конвейеров, которые показаны на фигурах 3 и 4. Здесь можно увидеть, как часть удерживающего устройства 21a, 21b предусмотрена вдоль длинной стороны 17a, 17b ленточного конвейера. Также могут быть видны наклонные краевые области 13a, 13b ленты 3.
Фиг.7 схематично показывает систему 201 изготовления шаблонов коробок, содержащую систему ленточных конвейеров согласно одному варианту осуществления изобретения. Система 101 ленточных конвейеров является такой же, как система, описанная в отношении фигур 3 и 4, и не будет дополнительно описываться здесь. Представлена длинная сторона 17а, 17b ленточных конвейеров 1 и ширина W ленточного конвейера 1. Кроме того, можно видеть комбинированную верхнюю поверхность 103 системы 101 ленточных конвейеров.
Система 101 ленточных конвейеров предусмотрена на выходе 203 из системы 201 изготовления шаблонов коробок для транспортировки шаблонов коробок в систему 101 ленточных конвейеров в направлении, поперечном направлению, в котором шаблоны коробок доставляются из системы 201 изготовления шаблонов коробок. Как описано выше, в таких системах изготовления шаблонов коробок, резание шаблонов часто осуществляется в нескольких направлениях, и в этой показанной системе, система 101 ленточных конвейеров используется в качестве опоры для шаблонов коробок при выполнении резания. Кроме того, часто шаблоны необходимо направлять назад и вперед во время резания, то есть в поперечном направлении относительно направления движения ленты. При этом части шаблонов коробок могут застрять между ленточными конвейерами или по их краям. Однако с этой конструкцией этот риск будет уменьшен. Наклонные края ленточных конвейеров будут уменьшать вероятность застревания частей шаблонов. Кроме того, с этой конструкцией ленточных конвейеров, они могут быть расположены действительно близко друг к другу, обеспечивая, тем самым, комбинированную верхнюю поверхность 103, которая не имеет никаких не приводимых в движение секций или чувствительных прерываний.
Фиг.8 схематично показывает части ленточного конвейера 1' в сечении согласно одному варианту осуществления изобретения. Многие из частей в этом варианте осуществления являются такими же, как в ранее описанном варианте осуществления в отношении фигур 3 и 4, и им также даны соответствующие ссылочные позиции. В этом варианте осуществления, первая часть 23a', 23b' удерживающего устройства 21a', 21b' имеет отличную конструкцию. Это может быть интегрированная часть удерживающего устройства 21a', 21b', отдельная часть, соединенная с удерживающим устройством 21a', 21b', или в другом варианте осуществления изобретения, она может вместо этого быть частью устройства 11' поддержки ленты. Во всех этих примерах, первая часть 23a', 23b', тем не менее, соединена с удерживающим устройством 21a', 21b'. Направляющий элемент 26, например, в форме углубления, в этом варианте осуществления, предусмотрен для управления направлением устройств 19а, 19b позиционирования ленты.
В одном варианте осуществления изобретения, первая часть 23a', 23b' удерживающего устройства 21a', 21b' содержит направляющий элемент 26 для размещения устройства 19a, 19b позиционирования ленты в ленте 3. В другом варианте осуществления изобретения, устройство 11' поддержки ленты само содержит, по меньшей мере, один направляющий элемент 26, например, в форме углубления, для размещения и управления направлением, по меньшей мере, одного устройства 19а, 19b позиционирования ленты в ленте 3. Устройство 11' поддержки ленты содержит, по меньшей мере, одну внешнюю краевую часть 23a', 23b', содержащую упомянутый направляющий элемент 26. Упомянутая внешняя краевая часть 23a', 23b' обеспечивает опору для соответствующего внешнего края 13a, 13b ленты 3 на уровне, отличном от опоры средней части 13 ленты 3 от устройства 11' поддержки ленты. Таким образом, обеспечивается, по меньшей мере, один наклонный край ленты.
Ленточный конвейер (1) содержит бесконечную петлю ленты (3), которая вращается вокруг двух шкивов (5a, 5b), раму (9), удерживающую два шкива (5a, 5b), и устройство (11) поддержки ленты. Лента (3) содержит, по существу, плоскую среднюю часть (13) вдоль длины ленты и две краевые области (13a, 13b), по одной на каждой стороне от средней части (13), при этом одна из краевых областей (13a, 13b) наклонена к противоположной части ленты в бесконечной петле, когда одна краевая область (13a, 13b) составляет часть верхней поверхности ленты. Таким образом, два или более ленточных конвейера согласно изобретению могут быть установлены бок о бок, обеспечивая комбинированную большую верхнюю поверхность вместо использования одного большого ленточного конвейера. 5 н. и 15 з.п. ф-лы, 8 ил.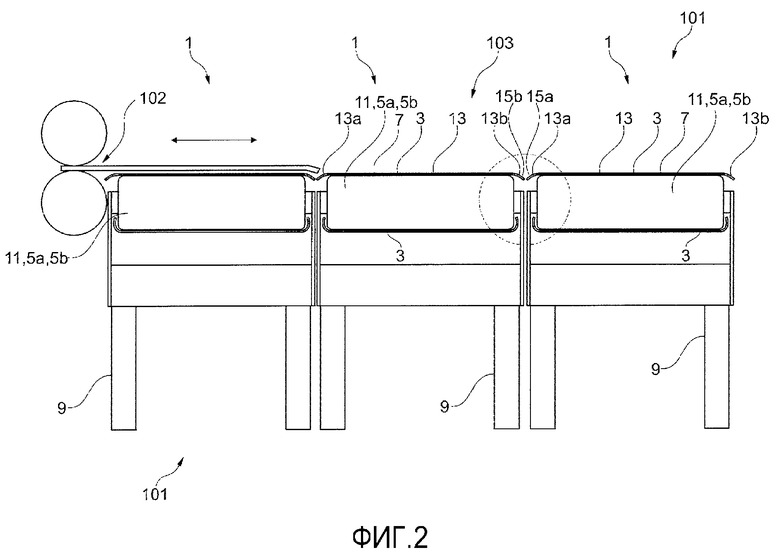
1. Ленточный конвейер, содержащий:
бесконечную петлю ленты, которая вращается вокруг по меньшей мере двух шкивов, содержащихся в ленточном конвейере, за счет чего различные части ленты составляют верхнюю поверхность для транспортировки предметов во время движения;
раму, удерживающую указанные по меньшей мере два шкива; и
устройство поддержки ленты, выполненное с возможностью поддержки ленты между указанными по меньшей мере двумя шкивами с обеспечением возможности скольжения ленты по устройству поддержки ленты,
причем лента содержит по существу плоскую среднюю часть вдоль длины ленты, одно или более устройств позиционирования ленты и две краевые области, по одной на каждой стороне от средней части, при этом по меньшей мере одна из краевых областей наклонена к противоположной части ленты в бесконечной петле, по меньшей мере когда упомянутая по меньшей мере одна краевая область составляет часть верхней поверхности ленты, причем по меньшей мере одна из двух краевых областей проходит в боковом направлении по меньшей мере за одно из указанных одного или более устройств позиционирования ленты.
2. Ленточный конвейер по п.1, в котором по меньшей мере одна из краевых областей ленты образует закругленный край ленты вдоль длинной стороны ленточного конвейера, по меньшей мере когда упомянутая по меньшей мере одна краевая область составляет часть верхней поверхности ленты.
3. Ленточный конвейер по любому из предшествующих пунктов, в котором указанные одно или более устройств позиционирования ленты проходят внутрь к противоположной стороне ленты в бесконечной петле и выполнены с возможностью размещения прямо за пределами ширины устройства поддержки ленты или в направляющем элементе устройства поддержки ленты для удержания ленты на своем месте.
4. Ленточный конвейер по любому из предшествующих пунктов, дополнительно содержащий по меньшей мере одно удерживающее устройство, предусмотренное частично вдоль по меньшей мере одной длинной стороны ленточного конвейера, при этом упомянутое по меньшей мере одно удерживающее устройство соединено с рамой и выполнено с возможностью удержания устройства поддержки ленты.
5. Ленточный конвейер по п.4, в котором удерживающее устройство дополнительно выполнено с возможностью поддержки упомянутой по меньшей мере одной краевой области за пределами устройства поддержки ленты на уровне, отличном от уровня устройства поддержки ленты, тем самым обеспечивая по меньшей мере один наклонный край ленты.
6. Ленточный конвейер по п.5, в котором упомянутое по меньшей мере одно удерживающее устройство содержит первую часть, соединенную с устройством поддержки ленты и выполненную с возможностью поддержки упомянутой по меньшей мере одной краевой области за пределами устройства поддержки ленты, когда она составляет часть верхней поверхности ленты, и вторую часть, соединенную с первой частью и соединенную с рамой, причем вторая часть выполнена с возможностью поддержки упомянутой по меньшей мере одной краевой области, когда она не является частью верхней поверхности ленты.
7. Ленточный конвейер по п.6, в котором первая часть содержит направляющий элемент для управления направлением устройства позиционирования ленты в ленте.
8. Ленточный конвейер по любому из предшествующих пунктов, в котором устройство поддержки ленты содержит по меньшей мере один направляющий элемент для управления направлением по меньшей мере одного из указанных одного или более устройств позиционирования ленты, при этом устройство поддержки ленты содержит по меньшей мере одну внешнюю краевую часть, содержащую упомянутый направляющий элемент и обеспечивающую поддержку для соответствующего внешнего края ленты на уровне, отличном от остальной части устройства поддержки ленты, тем самым обеспечивая по меньшей мере один наклонный край ленты.
9. Ленточный конвейер по любому из предшествующих пунктов, в котором отсутствуют части ленточного конвейера, выступающие в направлении ширины конвейерной ленты за пределы удерживающего устройства, предусмотренного частично вдоль по меньшей мере одной длинной стороны ленточного конвейера, при этом упомянутое по меньшей мере одно удерживающее устройство соединено с рамой и выполнено с возможностью удержания устройства поддержки ленты.
10. Система ленточных конвейеров, содержащая по меньшей мере два ленточных конвейера по любому из предшествующих пунктов, причем упомянутые по меньшей мере два ленточных конвейера расположены бок о бок наклонными краевыми областями ленты по направлению друг к другу, обеспечивая вместе комбинированную верхнюю поверхность системы ленточных конвейеров.
11. Система изготовления шаблонов коробок, содержащая систему ленточных конвейеров по п.9, при этом система ленточных конвейеров предусмотрена на выходе из системы изготовления шаблонов коробок для транспортировки шаблонов коробок по системе ленточных конвейеров в направлении, поперечном направлению, в котором шаблоны коробок доставляются из системы изготовления шаблонов коробок.
12. Ленточный конвейер, содержащий:
раму;
первый шкив, расположенный рядом с первым концом рамы;
второй шкив, расположенный рядом со вторым концом рамы;
бесконечную ленту, которая направляется вокруг первого и второго шкивов и выполненную с возможностью вращения вокруг них, причем лента имеет противоположные боковые стороны, которые проходят между первым и вторым шкивом, при этом различные участки ленты выполнены с возможностью составлять верхнюю поверхность при вращении ленты вокруг первого и второго шкивов, при этом верхняя поверхность содержит по существу плоский средний участок и две краевые области рядом с противоположными боковыми сторонами, при этом по меньшей мере одна краевая область из двух краевых областей наклонена по меньшей мере частично в направлении к внутренней части ленты; и
удерживающее устройство, выполненное с возможностью удержания указанной по меньшей мере одной краевой области в угловой ориентации.
13. Ленточный конвейер по п.12, дополнительно содержащий устройство поддержки ленты, выполненное с возможностью поддержки ленты между первым и вторым шкивами с обеспечением возможности скольжения ленты по устройству поддержки ленты.
14. Ленточный конвейер по п.13, в котором удерживающее устройство проходит в боковом направлении за пределы устройства поддержки ленты.
15. Ленточный конвейер по п.13, в котором удерживающее устройство соединено с устройством поддержки ленты.
16. Ленточный конвейер по любому из пп.12-15, в котором удерживающее устройство выполнено с возможностью поддержки указанной по меньшей мере одной краевой области от внутренней части ленты.
17. Ленточный конвейер по любому из пп.12-15, в котором лента дополнительно содержит устройство позиционирования ленты, проходящее в направлении к внутренней части ленты.
18. Ленточный конвейер по п.17, в котором удерживающее устройство содержит направляющий элемент, выполненный с возможностью взаимодействия с устройством позиционирования ленты для направления ленты во время ее вращения.
19. Система изготовления шаблонов коробок, содержащая:
машину для изготовления коробок, выполненную с возможностью формирования заготовок коробок;
систему ленточных конвейеров, выполненную с возможностью расположения рядом с выходом из машины для изготовления коробок, при этом система ленточных конвейеров содержит два или более ленточных конвейера, причем каждый из двух или более ленточных конвейеров имеет бесконечную ленту, установленную на паре шкивов для вращения в первом направлении, причем бесконечная лента каждого ленточного конвейера имеет верхнюю поверхность, содержащую по существу плоский средний участок и по меньшей мере одну краевую область, наклоненную по меньшей мере частично в направлении к внутренней части ленты, причем упомянутая по меньшей мере одна краевая область проходит вдоль боковой стороны ленточного конвейера, причем указанные краевые области двух или более ленточных конвейеров взаимодействуют с образованием углубления в комбинированной верхней поверхности, образованной лентами двух или более ленточных конвейеров, когда два или более ленточных конвейера расположены так, что их боковые стороны примыкают друг к другу.
20. Система изготовления шаблонов коробок по п.19, в которой каждый из двух или более ленточных конвейеров дополнительно содержит:
удерживающее устройство, выполненное с возможностью удержания упомянутой по меньшей мере одной краевой области в наклонной ориентации; и
устройство поддержки ленты, выполненное с возможностью поддержки ленты между первым и вторым шкивами с обеспечением возможности скольжения ленты по устройству поддержки ленты.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| JP 61162411 A, 23.07.1986 | |||
| Устройство для измерения коррозионной активности грунта | 1990 |
|
SU1756812A1 |
| DE 3141510 C2, 21.05.1987. | |||

