Изобретение относится к авиационному двигателестроению, в частности к технологии изготовления свечей зажигания газотурбинных двигателей с цилиндрическими иридиевыми контактами бокового электрода.
Известен способ изготовления свечей зажигания с иридиевыми контактами бокового электрода, описанный в [Патент США №8436520, 7.05.2015, патент США №2002/0074920, 20.07.2002, патент Японии №5375711, 25.12.2013, патент Южной Кореи №100311275, 31.10.2016], согласно которому на поверхностях бокового электрода свечи сваркой, например, контактной, электронно-лучевой или лазерной, закрепляют иридиевые контакты цилиндрической формы. Такая технология, как правило, применяется для изготовления свечей зажигания двигателей внутреннего сгорания, обеспечивает высокую производительность изготовления свечей зажигания с иридиевыми контактами бокового электрода и практически полностью исключает образование зон термического влияния по периферии сварных стыков иридиевых контактов с боковым электродом, согласно приведенным в [Патент США №8436520, 02.02.2012, патент США №20020074920, 20.07.2002, патент Японии №5375711, 20.10.2011, патент Южной Кореи №100311275, 25.08.2011] данным.
Однако, в связи с тем, что диаметр иридиевых контактов боковых электродов в свечах зажигания газотурбинных двигателей значительно превышает диаметр иридиевых контактов, применяемых в свечах зажигания двигателей внутреннего сгорания, для закрепления иридиевых контактов в свечах зажигания, применяемых на газотурбинных двигателях, требуется режим сварки, обеспечивающий более интенсивный нагрев свариваемых деталей, в результате чего растет участок перегрева зон термического влияния, в котором в основном и образуются закалочные структуры, способствующие образованию и развитию межзерновых трещин, которые могут приводить к разрушению иридиевых контактов, их выпадению в камеру сгорания двигателя и даже повреждению элементов камеры сгорания, согласно [Гончаров С.Н. Структура и вязкость зон термического влияния сварных соединений высокопрочной стали // Научный журнал «Физика металлов и металловедение», том 115, номер12, Екатеринбург, 2014]. Кроме этого, разрушение иридиевых контактов может приводить к увеличению искрового зазора свечи и, соответственно, к значительному увеличению ее пробивного напряжения, что в свою очередь может приводить к невозможности пробоя искрового промежутка свечи, из-за недостаточной величины выходного напряжения агрегата зажигания и, как следствие, к срыву запуска двигателя. Повышенное пробивное напряжение свечи так же приводит к коронным разрядам на проводе зажигания, соответственно ускоренному старению его изоляции и уменьшению ресурса.
Указанного недостатка лишен способ изготовления свечей зажигания, описанный в [Патент США №3691419, 12.09.1972 г., Отчет на официальном сайте фирмы «CHAMPION» www.championaerospace.com], согласно которому иридиевый контакт выполняют в форме шайбы, устанавливают его на внутреннем торце бокового электрода и закрепляют пайкой. Благодаря замене сварного соединения паянным, материал иридиевого контакта не претерпевает локальный высокотемпературный перегрев с последующим скоростным охлаждением и, соответственно, в нем не образуются указанные выше закалочные структуры.
Недостатком такого способа изготовления свечей зажигания с иридиевыми контактами бокового электрода является его высокая стоимость, так как количество дорогостоящего иридия, необходимого для изготовления такой шайбы, почти в три раза превышает количество иридия, необходимого для изготовления иридиевого контакта центрального электрода, от выработки которого так же зависит ресурс свечи, что может увеличить стоимость свечи более чем в два раза. Еще один недостаток выполнения иридиевой шайбы, запаянной в боковом электроде, связан с разницей почти в 2.5 раза коэффициентов линейного термического расширения материалов иридиевой шайбы и бокового электрода, выполняемого, как правило, из жаростойких сплавов на никелевой основе, что может привести к разрушению и выпадению иридиевой шайбы в камеру сгорания двигателя и даже повреждению ее элементов, как это описано в [Патент США №4771209, 13.09.1988 г.].
Недостатков, связанных с высокой стоимостью изготовления, возможностью разрушения и выпадения иридиевых контактов бокового электрода в камеру сгорания газотурбинного двигателя, лишен способ изготовления свечей, описанный в [Патент США №4771209, 13.09.1988 г., Авиационный каталог фирмы «CHAMPION», август 2014.], и принятый за прототип, согласно которому в кольцевом боковом электроде в зоне рабочего торца свечи выполняют радиальные отверстия, устанавливают в них соответствующего диаметра цилиндрические иридиевые контакты с выступанием за пределы кольцевого бокового электрода в направлении центрального электрода, припоем закрепляют цилиндрические иридиевые контакты в радиальных отверстиях и заполняют им образованные в радиальных отверстиях полости.
Однако, из-за отсутствия сопрягаемых поверхностей цилиндрических иридиевых контактов бокового электрода с искрообразующим изолятором в разрядном промежутке свечи, при работе системы зажигания в режиме длительного функционирования (дежурного зажигания), предназначенном согласно [Лефевр А. Процессы в камере сгорания ГТД: Пер. с англ. - М.: Мир, 1986.-566 с., Учебник. Основы конструирования авиационных газотурбинных двигателей и энергетических установок. Компрессоры. Камеры сгорания. Форсажные камеры. Турбины. Выходные устройства. Под ред. А.А. Иноземцева, Μ.Α. Нихамкина, В.Л. Сандрацкого. Μ., «Машиностроение», 2008, Конструкция и проектирование авиационных газотурбинных двигателей: Учебник для студентов вузов по специальности «Авиационные двигатели и энергетические установки» / С.А. Вьюнов, Ю.И. Гусев, А.В. Карпов. М., «Машиностроение», 1989-368 с.] для поддержания горения в камере сгорания двигателя в сложных метеорологических условиях, ресурс свечи может быть значительно ограничен. Это связано с тем, что в условиях повышенного давления в камере сгорания работающего двигателя разряды в искровом зазоре свечи локализуются на керамической поверхности искрообразующего изолятора, в результате чего электроэрозионная выработка бокового электрода происходит в радиальном направлении свечи в зоне керамической поверхности рабочего торца искрообразующего изолятора по основному материалу бокового электрода, т.е. в стороне от цилиндрических иридиевых контактов, опережая их электроэрозионную выработку в радиальном направлении свечи. При этом электроэрозионная выработка основного материала бокового электрода может приводить к образованию отверстий в рабочем торце свечи или в цилиндрическом корпусе, образующем боковой электрод свечи, как это показано в [Отчет на официальном сайте фирмы «CHAMPION» www.championaerospace.com].
Задачей предлагаемого изобретения является разработка способа изготовления свечей зажигания газотурбинных двигателей, обеспечивающего сопряжение поверхностей цилиндрических иридиевых контактов бокового электрода с искрообразующим изолятором в разрядном промежутке свечи.
Техническим результатом является изготовление свечей зажигания с увеличенным ресурсом работы в режиме дежурного зажигания и при наземных запусках.
Поставленная задача решается способом изготовления свечей зажигания, содержащих цилиндрические иридиевые контакты в боковом электроде, заключающимся в том, что в кольцевом боковом электроде в зоне рабочего торца свечи выполняют радиальные отверстия, устанавливают в них соответствующего диаметра цилиндрические иридиевые контакты с выступанием за пределы кольцевого бокового электрода в направлении центрального электрода, припоем закрепляют цилиндрические иридиевые контакты в радиальных отверстиях и заполняют им образованные в радиальных отверстиях полости, при этом цилиндрические иридиевые контакты устанавливают в радиальные отверстия частично с натягом со стороны центрального электрода и частично запрессовывают их по цилиндрической поверхности со стороны центрального электрода с выступанием в его направлении, до пайки внутренние поверхности радиальных отверстий и торцы цилиндрических иридиевых контактов, расположенные внутри радиальных отверстий, покрывают никелевым порошком дисперсностью не более 50 мкм, а после пайки внутренний торец бокового электрода свечи выполняют конической формы, при этом запрессованную часть цилиндрических иридиевых контактов механически обрабатывают заподлицо с конической поверхностью внутреннего торца бокового электрода на глубину, не превышающую половину диаметра цилиндрических иридиевых контактов, при этом припой изготавливают в форме аморфной ленты, содержащей % масс.: (52-65)% Ni, (17-21)% Cr, (7-11)% Со, (5-7)% Si, (4-6)% Mo, (1-2)% В, (1-2)% Nb.
Новым согласно заявляемого способа является то, что цилиндрические иридиевые контакты устанавливают в радиальные отверстия частично с натягом со стороны центрального электрода и частично запрессовывают их по цилиндрической поверхности со стороны центрального электрода с выступанием в его направлении, до пайки внутренние поверхности радиальных отверстий и торцы цилиндрических иридиевых контактов, расположенные внутри радиальных отверстий, покрывают никелевым порошком дисперсностью не более 50 мкм, а после пайки внутренний торец бокового электрода свечи выполняют конической формы, при этом запрессованную часть цилиндрических иридиевых контактов механически обрабатывают заподлицо с конической поверхностью внутреннего торца бокового электрода на глубину, не превышающую половину диаметра цилиндрических иридиевых контактов, при этом припой изготавливают в форме аморфной ленты, содержащей % масс.: (52-65)% Ni, (17-21)% Cr, (7-11)% Со, (5-7)% Si, (4-6)% Mo, (1-2)% В, (1-2)% Nb.
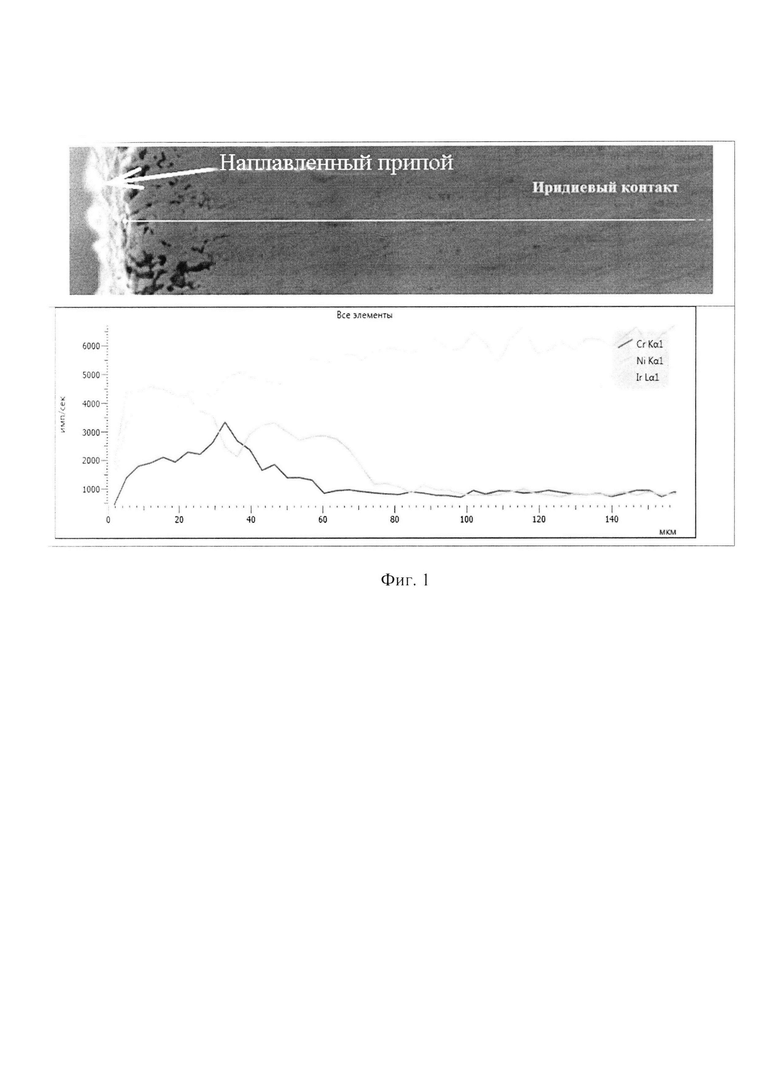
Установка цилиндрических иридиевых контактов в радиальных отверстиях частично с натягом со стороны центрального электрода и частично запрессовка их по цилиндрической поверхности со стороны центрального электрода с выступанием в его направлении повышает стойкость рабочей части цилиндрических иридиевых контактов, контактирующей с керамической поверхностью искрообразующего изолятора, к электрической эрозии и окислению, соответственно увеличивает ресурс свечи, как во включениях, так и в часах пребывания в условиях воздействия на ее электроды горячих газов и продуктов сгорания топлива в камере сгорания двигателя. Это обеспечивается за счет исключения воздействия на микроструктуру цилиндрических иридиевых контактов активных элементов припоя, глубина проникновения которых в материал цилиндрических иридиевых контактов в процессе пайки может достигать (10÷15)% их радиальной толщины, как это показано на фигуре 1 с изображением профиля химического состава цилиндрического иридиевого контакта после расплавления на его поверхности жаростойкого припоя на никелевой основе, и вызывать при этом значительные изменения их микроструктуры, приводящие к снижению стойкости поверхностного слоя цилиндрических иридиевых контактов к электрической эрозии и окислению.
Покрытие внутренних поверхностей радиальных отверстий и торцев цилиндрических иридиевых контактов никелевым порошком дисперсностью не более 50 мкм и применение припоя, изготовленного в форме аморфной ленты, обеспечивает гарантированную протечность припоя в глухие радиальные отверстия бокового электрода и исключает образование пор и пустот в припое, заполняющем полости радиальных отверстий, за счет создания условий расстекаемости никелевого припоя по никелированным поверхностям и однородности фазового состава припоя по всему объему аморфной ленты. При этом ограничение возможности применения никелевого порошка большей дисперсности связано с риском образования значительного количества микро пор и раковин по границам заливки радиальных отверстий припоем в результате значительной усадки частиц никеля при их спекании в процессе расплавления припоя, как это описано в [Патент РФ №2569858, 24.12.2013 г.].
Выполнение внутренней торцевой поверхности бокового электрода конической формы обеспечивает точное центрирование искрообразующего изолятора в нем, как указано в [Основы конструирования. Справочно-методическое пособие в 3-х книгах. Кн. 2. Изд. 2-е, перераб. и доп. М, «Машиностроение», 1977], что исключает возможность занижения начального искрового зазора свечи и, соответственно, повышает стабильность и надежность запуска газотурбинного двигателя при использовании свечей зажигания без наработки, т.е. с минимальной величиной искрового зазора, с которой были подтверждены пусковые характеристики газотурбинного двигателя.
В результате механической обработки цилиндрических иридиевых контактов заподлицо с конической поверхностью внутреннего торца бокового электрода на глубину, не превышающую половины диаметра цилиндрических иридиевых контактов, на них формируются поверхности, сопрягаемые с искрообразующим изолятором в разрядном промежутке свечи. Таким образом, электрические разряды могут происходить только по цилиндрическим иридиевым контактам бокового электрода, а не по основному материалу бокового электрода, тем самым исключается радиальная выработка основного материала бокового электрода, опережающая радиальную выработку его цилиндрических иридиевых контактов при работе свечей зажигания в режиме дежурного зажигания и при наземных запусках, что подтверждено результатами автономных испытаний свечей зажигания, изготовленных заявляемым способом. При этом предельная глубина механической обработки цилиндрических иридиевых контактов обусловлена критичным для ресурса свечи уменьшением объема цилиндрических иридиевых контактов и площади их поверхностей, сопрягаемых с искрообразующим изолятором, так как в процессе механической обработки цилиндрических иридиевых контактов на глубину до половины их диаметра, при уменьшении объема цилиндрических иридиевых контактов увеличивается площадь их контакта с керамической поверхностью искрообразующего изолятора, а при механической обработке цилиндрических иридиевых контактов на глубину, превышающую половины их диаметра уменьшается не только их объем, но и площадь их контакта с керамической поверхностью искрообразующего изолятора.
Согласно [Патент РФ №2678860, 12.02.2018 г., Патент РФ №186491, 12.02.2018 г.], применение припоя, содержащего % масс.: (52-65)% Ni, (17-21)% Cr, (7-11)% Со, (5-7)% Si, (4-6)% Mo, (1-2)% В, (1-2)% Nb, позволяет выполнять пайку цилиндрических иридиевых контактов при температуре, не превышающей 1200°С, что исключает процесс собирательной рекристаллизации, вызывающей охрупчивание материала цилиндрических иридиевых контактов как это описано в [Патент РФ №2521184, 27.06.2013 г.], которое может приводить к их разрушению в процессе срезания цилиндрических иридиевых контактов заподлицо с конической поверхностью внутреннего торца бокового электрода. Одновременно, как показали результаты испытаний, пайка цилиндрических иридиевых контактов при температуре менее 1200°С исключает значительный рост зерен иридия и выкрашивание материала цилиндрических иридиевых контактов, что существенно увеличивает их стойкость к электрической эрозии, соответственно обеспечивает больший ресурс свечей во включениях по сравнению со свечами, в которых цилиндрические иридиевые контакты запаяны при температуре более 1200°С.
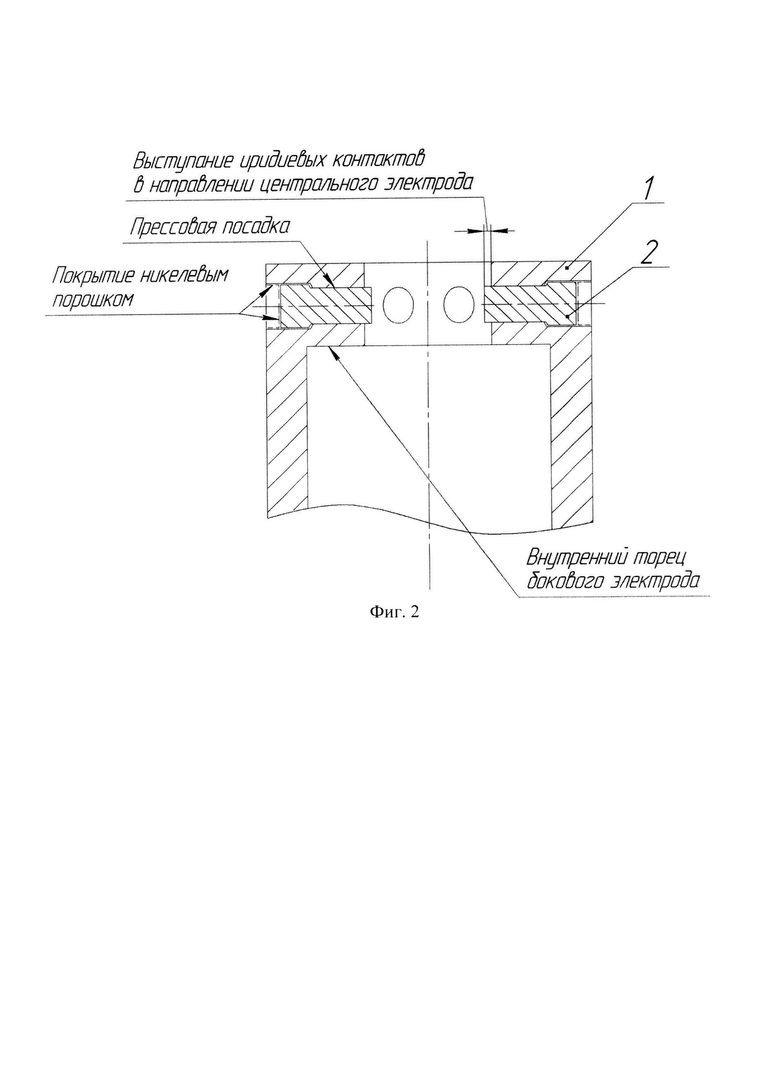
На фигуре 2 условно показана установка цилиндрических иридиевых контактов в радиальных отверстиях бокового электрода с последующим покрытием никелевым порошком поверхностей в радиальных отверстиях и торцев цилиндрических иридиевых контактов, расположенных в них.
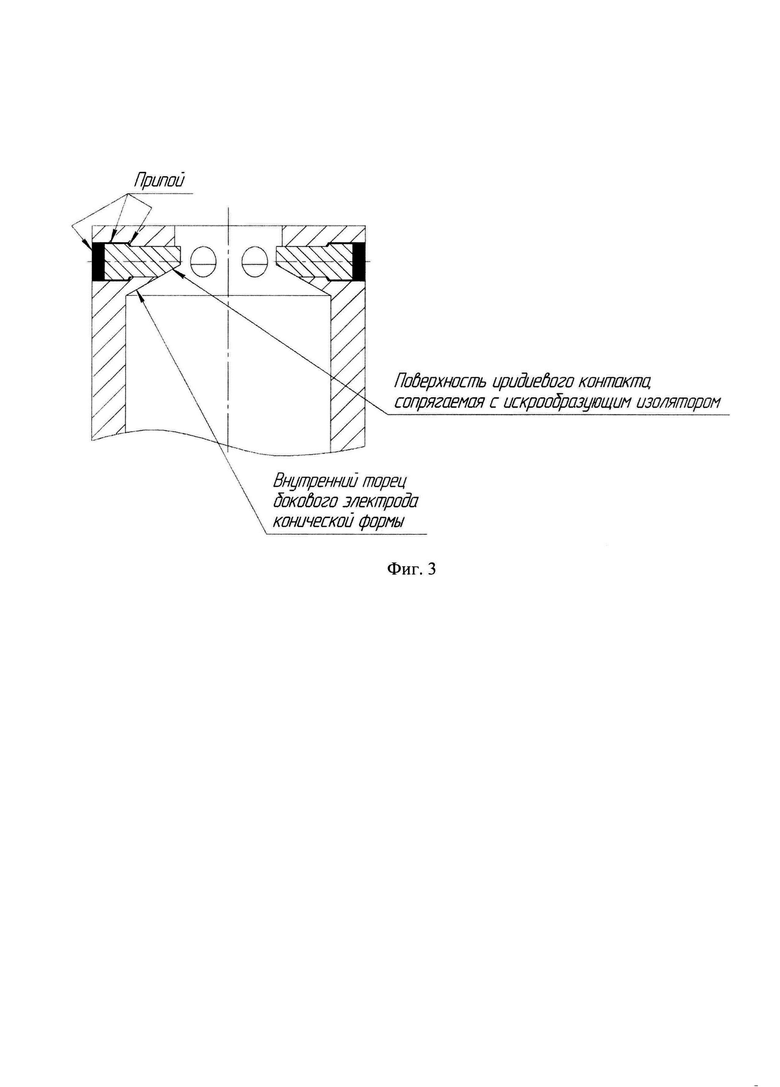
На фигуре 3 условно показано закрепление цилиндрических иридиевых контактов пайкой, заполнение радиальных отверстий припоем, выполнение внутреннего торца бокового электрода конической формы с механической обработкой цилиндрических иридиевых контактов заподлицо с ним.
Предлагаемый способ изготовления свечей зажигания с цилиндрическими иридиевыми контактами бокового электрода осуществляют следующим образом (см. фигуры 2, 3).
В кольцевом боковом электроде 1 в зоне рабочего торца свечи выполняют радиальные отверстия, устанавливают в них цилиндрические иридиевые контакты 2 соответствующего диаметра и частично запрессовывают их, например с помощью настольного реечного пресса с ручным приводом, по цилиндрической поверхности со стороны центрального электрода с выступанием в его направлении, тем самым исключается попадание на рабочую часть цилиндрических иридиевых контактов припоя в процессе их дальнейшей пайки, элементы которого могут вызывать значительные изменения микроструктуры поверхностного слоя цилиндрических иридиевых контактов, приводящие к снижению их стойкости к электрической эрозии и окислению.
На поверхности радиальных отверстий в боковом электроде 1 и на торцы цилиндрических иридиевых контактов 2, расположенные в них, наносят никелевый порошок дисперсностью не более 50 мкм, например кистью в виде никелевой пасты, содержащей % масс.: не менее 77% Ni и не более 23% связки на основе лака, например НЦ-551 и бутилацетата. Такой способ нанесения никелевого порошка не требует высокотехнологичного оборудования и отличается низкой трудоемкостью, например, в отличие от гальванического метода, при этом обеспечивается гарантированная протечность припоя в глухие радиальные отверстия.
Далее припой, изготовленный в виде аморфной ленты, содержащий %масс: (52-65)% Ni, (17-21)% Cr, (7-11)% Со, (5-7)% Si, (4-6)% Mo, (1-2)% В, (1-2)% Nb, расплавляют в вакуумной печи и заполняют им полости радиальных отверстий, тем самым обеспечивается надежное паяное закрепление цилиндрических иридиевых контактов 2 без образования пор и пустот в заливке отверстий припоем. В процессе подъема температуры в вакуумной печи связка никелевой пасты полностью испаряется и не влияет на качество пайки цилиндрических иридиевых контактов и заливки радиальных отверстий припоем. При этом температура пайки цилиндрических иридиевых контактов 2 не превышает 1200°С, что исключает возможность изменений их микроструктуры в процессе пайки, приводящих к уменьшению стойкости к повышенной температуре и электрической эрозии.
После пайки механически, например, цилиндрическим зенкером, формируют коническую поверхность на внутреннем торце бокового электрода 1. При этом одновременно происходит механическая обработка цилиндрических иридиевых контактов 2, запаянных в боковом электроде 1, на глубину, не превышающую половины диаметра цилиндрических иридиевых контактов 1.
Таким образом, использование предложенного способа изготовления свечей зажигания с цилиндрическими иридиевыми контактами бокового позволяет формировать на цилиндрических иридиевых контактах поверхности, сопрягаемые с искрообразующим изолятором в разрядном промежутке свечи, что исключает возможность радиальной выработки основного материала бокового электрода, опережающей радиальную выработку его цилиндрических иридиевых контактов, а соответственно увеличивает ресурс работы свечей в режиме дежурного зажигания и при наземных запусках. При этом предложенная технология не вызывает изменений микроструктуры рабочей части цилиндрических иридиевых контактов, приводящих к снижению их стойкости к повышенной температуре и электрической эрозии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Свеча зажигания газотурбинного двигателя | 2018 |
|
RU2678860C1 |
| СВЕЧА ЗАЖИГАНИЯ ДЛЯ КАМЕР СГОРАНИЯ ЭНЕРГЕТИЧЕСКИХ И ДВИГАТЕЛЬНЫХ УСТАНОВОК | 2022 |
|
RU2799493C1 |
| СВЕЧА ЗАЖИГАНИЯ ГАЗОТУРБИННЫХ ПРОМЫШЛЕННЫХ УСТАНОВОК | 2020 |
|
RU2757292C1 |
| СВЕЧА ЗАЖИГАНИЯ ДЛЯ ЭНЕРГЕТИЧЕСКИХ И ДВИГАТЕЛЬНЫХ УСТАНОВОК | 2015 |
|
RU2621700C2 |
| СВЕЧА ЗАЖИГАНИЯ ПОВЕРХНОСТНОГО РАЗРЯДА ДЛЯ ЕМКОСТНОЙ СИСТЕМЫ ЗАЖИГАНИЯ | 2005 |
|
RU2300164C2 |
| ПОЛУПРОВОДНИКОВАЯ СВЕЧА ЗАЖИГАНИЯ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1991 |
|
RU2028023C1 |
| ЭРОЗИОННАЯ СВЕЧА ЗАЖИГАНИЯ ДЛЯ КАМЕР СГОРАНИЯ ЭНЕРГЕТИЧЕСКИХ И ДВИГАТЕЛЬНЫХ УСТАНОВОК | 2022 |
|
RU2809491C1 |
| Полупроводниковая свеча зажигания для газотурбинного двигателя | 2022 |
|
RU2782341C1 |
| ПОЛУПРОВОДНИКОВАЯ СВЕЧА ЗАЖИГАНИЯ | 1991 |
|
RU2007004C1 |
| СВЕЧА ЗАЖИГАНИЯ ДЛЯ КАМЕР СГОРАНИЯ ЭНЕРГЕТИЧЕСКИХ И ДВИГАТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2497251C1 |
Способ изготовления свечей зажигания с цилиндрическими иридиевыми контактами бокового электрода заключается в том, что в кольцевом боковом электроде в зоне рабочего торца свечи выполняют радиальные отверстия, устанавливают в них соответствующего диаметра цилиндрические иридиевые контакты с выступанием за пределы кольцевого бокового электрода в направлении центрального электрода, припоем закрепляют цилиндрические иридиевые контакты в радиальных отверстиях и заполняют им образованные в радиальных отверстиях полости, до пайки внутренние поверхности радиальных отверстий и торцы цилиндрических иридиевых контактов, расположенные внутри радиальных отверстий, покрывают никелевым порошком дисперсностью не более 50 мкм, а после пайки внутренний торец бокового электрода свечи выполняют конической формы, при этом запрессованную часть цилиндрических иридиевых контактов механически обрабатывают заподлицо с конической поверхностью внутреннего торца бокового электрода на глубину, не превышающую половину диаметра цилиндрических иридиевых контактов. Предлагаемый способ изготовления свечей зажигания с цилиндрическими иридиевыми контактами бокового электрода позволяет формировать на цилиндрических иридиевых контактах поверхности, сопрягаемые с искрообразующим изолятором в разрядном промежутке свечи, что исключает возможность радиальной выработки основного материала бокового электрода, опережающей радиальную выработку его цилиндрических иридиевых контактов и, соответственно, увеличивает ресурс работы свечей в режиме дежурного зажигания и при наземных запусках. При этом предложенная технология не вызывает изменений микроструктуры рабочей части цилиндрических иридиевых контактов, приводящих к снижению их стойкости к повышенной температуре и электрической эрозии. 3 ил.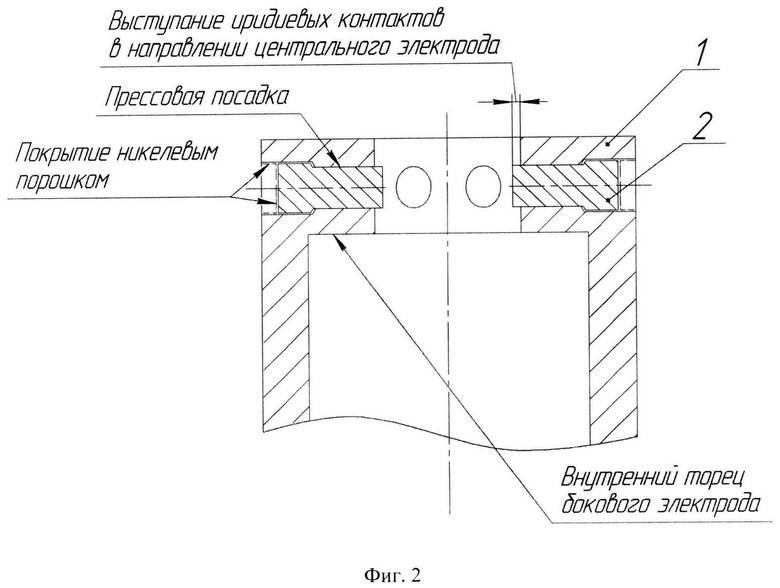
Способ изготовления свечей зажигания, содержащих цилиндрические иридиевые контакты в боковом электроде, заключающийся в том, что в кольцевом боковом электроде в зоне рабочего торца свечи выполняют радиальные отверстия, устанавливают в них соответствующего диаметра цилиндрические иридиевые контакты с выступанием за пределы кольцевого бокового электрода в направлении центрального электрода, припоем закрепляют цилиндрические иридиевые контакты в радиальных отверстиях и заполняют им образованные в радиальных отверстиях полости, отличающийся тем, что цилиндрические иридиевые контакты устанавливают в радиальные отверстия частично с натягом со стороны центрального электрода и частично запрессовывают их по цилиндрической поверхности со стороны центрального электрода с выступанием в его направлении, до пайки внутренние поверхности радиальных отверстий и торцы цилиндрических иридиевых контактов, расположенные внутри радиальных отверстий, покрывают никелевым порошком дисперсностью не более 50 мкм, а после пайки внутренний торец бокового электрода свечи выполняют конической формы, при этом запрессованную часть цилиндрических иридиевых контактов механически обрабатывают заподлицо с конической поверхностью внутреннего торца бокового электрода на глубину, не превышающую половину диаметра цилиндрических иридиевых контактов, при этом припой изготавливают в форме аморфной ленты, содержащей, % масс.: 52-65% Ni, 17-21% Cr, 7-11% Со, 5-7% Si, 4-6% Mo, 1-2% В, 1-2% Nb.
| СПОСОБ ОЧИСТКИ ТЕХНИЧЕСКОГО ЦИКЛОГЕКСАНОНОКСИМА ОТ ЦИКЛОГЕКСАНДИОНДИОКСИМА | 0 |
|
SU186491A1 |
| СВЕЧА ЗАЖИГАНИЯ ДЛЯ КАМЕР СГОРАНИЯ ЭНЕРГЕТИЧЕСКИХ И ДВИГАТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2497251C1 |
| Свеча зажигания газотурбинного двигателя | 2018 |
|
RU2678860C1 |
| 0 |
|
SU156352A1 | |
| JP 2004095214 A, 2004.03.25 | |||
| US 2019229501 А1, 2019.07.25 | |||
| US 2013099654 A1, 2013.04.25. | |||

