Изобретение относится к производству алмазных инструментов на органической связке всех типоразмеров, используемых для абразивной обработки преимущественно твердых материалов, таких как твердые сплавы, оксидная, карбидная керамика, твердосплавные матрицы, содержащие алмазы и т.п.
Алмазные инструменты на органической связке изготавливают из массы, содержащей, алмаз в качестве абразивного материала, связующий материал, выбранный преимущественно из группы термореактивных полимеров. Алмазные инструменты на полимерном связующем используются для получистовой, чистовой и доводочной обработки. Они должны иметь длительный срок службы, обладать хорошими шлифующими свойствами и обеспечивать бездефектную обработку поверхности изделия. Установлено, что для обеспечения требуемых характеристик инструмента, качества обработки в алмазную массу на полимерном связующем вводят различные наполнители.
Открытый в начале 21 века графен, обладает такими свойствами, как прочность, гибкость, уникальная тепло, - и электропроводность. За свои свойства графен и материалы на его основе находят применение в различных отраслях промышленности, например в качестве нанонаполнителей в композиционных материалах, в частности, в алмазных инструментах в качестве нанонаполнителей для улучшения рабочих характеристик инструмента. Инструменты с такими наполнителями могут успешно использоваться для обработки труднообрабатываемых материалов, таких как твердые сплавы, оксидная, карбидная керамика, твердосплавные матрицы, содержащие алмазы и т.п.
В патенте RU 2535195, B24D 3/20, 2013 г. в состав рабочего слоя алмазного инструмента на органическом связующем предлагается вводить графен в количестве 2,0-20,0% об. В документе CN 110842800, кл. B24D 3/34, 2020 г. в состав рабочего слоя алмазного инструмента на органическом связующем предлагается вводить графен в количестве 1-10 частей. При шлифовании в зоне контакта алмазного инструмента и обрабатываемой детали возникает высокая температура, достигающая 800°С. На количество теплоты, выделяющейся при шлифовании, существенное влияние оказывает трение в зоне контакта алмазного зерна, связующего и наполнителей алмазного слоя круга с поверхностью обрабатываемой детали. При этом тепло, генерируемое в зоне контакта, если оно не легко распространяется в объем алмазного слоя, т.е не легко выводится из зоны контакта, действует как тепловая масса, вызывая локальное повышение температуры, которая может оказывать вредное воздействие на алмазные зерна, на обрабатываемую поверхность. Графен, имея уникальные антифрикционные свойства и теплопроводность, уменьшает трение, тем самым снижает усилия шлифования и соответственно температуру поверхности обрабатываемой детали и алмазного слоя инструмента, способствует отводу тепла из зоны резания. Кроме того, графен, имея наноразмерность, служит нанонаполнителем и способствует упрочнению рабочего слоя алмазного круга.
Недостаток известных технических решений заключается в том, что получение графена - процесс трудоемкий, и поэтому сам он является дорогостоящим материалом, а это существенно сказывается на стоимости алмазного инструмента.
Наиболее близким техническим решением является масса для изготовления алмазного инструмента на полимерном связующем, содержащая в качестве наноразмерного наполнителя оксид графена в количестве 2,0-20,0% об. (патент RU 2558734, кл. B24D 3/28, 2014 г.). Оксид графена - материал, по физико-механическим свойствам очень похожий на графен. Он широко используется в качестве материала для получения графена. Оксид графена представляет собой слоистую структуру с развитой поверхностью, содержит активные кислородосодержащие функциональные группы (гидроксильные, карбоксильные и другие) и способен в процессе изготовления инструмента при нагревании реагировать с активными функциональными группами связующего. Оксид графена также хорошо смачивается полимерным связующим при нагревании. Благодаря этим свойствам оксид графена упрочняет структуру алмазного слоя инструмента. Оксид графена является пористым материалом. Известно, что при отверждении полимерного связующего в качестве побочного продукта его поликонденсации образуется вода, которая в основном выходит из пресс-формы в виде пара. Исследования показали, что в присутствии оксида графена вода активно адсорбируется им. Насыщенный водой оксид графена имеет склонность к разбуханию. Интенсивность этого процесса возрастает и наблюдается с увеличением количества оксида графена в массе от 2% об. Это приводит к образованию микротрещин в алмазном слое инструмента, вспучиванию его поверхности, разуплотнению, приводит к увеличению размеров инструмента, что создает необходимость при последующей механической обработке снимать большой объем алмазного слоя для получения рабочего слоя инструмента требуемых размеров, и соответственно к потере значительного количества алмазного материала.
Кроме того, при оптимальной режущей способности снижается износостойкость инструмента.
Технической задачей является повышение прочности и износостойкости алмазного инструмента, снижение трудоемкости его изготовления за счет уменьшения объема алмазосодержащего материала, снимаемого при механической обработке инструмента, и соответственно к уменьшению потерь алмазного сырья, являющегося отходом механической обработки.
Технический результат достигается тем, что в массе для изготовления алмазного инструмента для обработки твердых материалов, содержащей порошковое полимерное связующее, алмаз, наполнители, оксид графена, вводят в массу в количестве 0,5-1,5% об., при следующем соотношении компонентов:
алмаз - 12,5-37,5
оксид графена - 0,5-1,5
наполнители - 12,0-40,0
порошковое полимерное связующее - остальное
Масса дополнительно может содержать материал, выбранный из группы: дисульфид молибдена, гексагональный графитоподобный нитрид бора в количестве 1-5% об. алмазного слоя.
Исследования работы алмазных инструментов показали следующее. Оксид графена при отверждении полимерного связующего адсорбирует большое количество побочного продукта его поликонденсации - воды. Насыщенный водой оксид графена при термообработке алмазного инструмента разбухает, что приводит к образованию микротрещин и увеличению размеров алмазного слоя инструмента. Содержание оксида графена в количестве 0,5-1,5% об. приводит к образованию структуры в пределах естественной пористости алмазного слоя, не допуская в нем нежелательного накопления воды, образования микротрещин и увеличения размеров инструмента. В то же время, учитывая наноразмерность оксида графена - менее 100 нм, такого его количества вполне достаточно для получения оптимальной прочности алмазного инструмента, уменьшения температуры в зоне резания, снижения сил резания, и соответственно обеспечения качественной обработки деталей. Кроме того, для получения геометрических размеров алмазного слоя соответствующего стандартам, его вскрытия для придания алмазному инструменту рабочего состояния не требуется снимать большой объем алмазного слоя, что упрощает его механическую обработку и уменьшает потери алмазного сырья.
При эксплуатации алмазного инструмента, когда охлаждение не может быть применено для снижения температуры рабочей поверхности алмазного слоя, например, по причине свойств обрабатываемого материла (например, его гигроскопичности), конструкции станка, доступности поверхности обработки для смазочно-охлаждающей жидкости (глубокие пазы, канавки и т.п.), в состав массы может быть введен материал из группы дисульфид молибдена и гексагональный графитоподобный нитрид бора в количестве 1-5% об. алмазного слоя. Эти материалы имеют слоистую структуру и низкий коэффициент трения. Они работают при высоких рабочих температурах и давлениях, а для эффективной обработки требуется введение их в алмазный слой инструмента в присутствии оксида графена в минимальном количестве. При содержании указанных твердых смазок в количестве более 5% об. ослабляется связка, вызывая повышенное выпадение алмазных зерен из нее в процессе обработки трудно обрабатываемых материалов. Таким образом, дисульфид молибдена и гексагональный графитоподобный нитрида бора могут эффективно компенсировать недостаток оксида графена при работе инструмента в неблагоприятных условиях, когда процесс шлифования сопровождается образованием значительного количества тепла, и при этом не может быть применено охлаждение.
Предпочтительным материалом является дисульфид молибдена. Дисульфид молибдена, как и оксид графена легко образует граничную смазочную пленку между парами трения, которая считается основным механизмом антифрикционного эффекта. Было показано, что добавка дисульфида молибдена к оксиду графена при его содержании близком к минимальному пределу (0,5-1,0%) придает алмазному инструменту наибольший эффект снижения трения.
В качестве алмазного материала могут быть использованы преимущественно синтетические алмазные порошки, алмазные зерна, размельченные спеченные алмазные материалы. Однако в качестве абразивных зерен в инструментах могут быть использованы порошки кубического нитрида бора, размельченные спеченные материалы на основе кубического нитрида бора, которые широко используются в абразивных инструментах как сверхтвердый абразивный материал и в зависимости от заданной цели применения эффективно заменяют алмаз.
В зависимости от условий обработки алмазный слой инструменты может содержать алмазный порошок в количестве 12,5-37,5% об. Известно, что при меньшем чем 12,5% об. содержании алмазного порошка режущая способность инструмента будет очень низкой из-за малого количества режущих зерен на рабочей поверхности инструмента; при содержании алмазного порошка более чем 37,5% об.
также режущая способность инструмента будет снижена из-за плохого удержания алмазных зерен связующим полимером, значительного засаливания рабочей поверхности инструмента при плохом отводе образующегося в процессе обработки шлама.
В качестве полимерного связующего могут быть использованы порошковые смолы горячего прессования - термореактивные или термопластичные с отвердителем. Наиболее широко применяемыми связующими алмазных инструментов являются фенолоформальдегидные смолы, полиамидные, полиимидные и другие.
Алмазные инструменты помимо оксида графена содержат другие наполнители, которые формируют физические, химические и механические свойства алмазного слоя: его прочность, износоустойчивость, скорость расхода алмазного зерна и т.д. Они также служат хорошей базой для алмазов, надежно удерживают их в своей толще.
В качестве наполнителей в массу могут быть введены такие материалы, как хрупкие наполнители - карбид бора, окись алюминия, карбид кремния, двуокись кремния и другие. Хрупкие наполнители разрушаются в процессе работы инструмента, создавая возможность самозатачиваться инструменту в процессе работы, обеспечивая повышение режущих свойств инструмента, производительности процесса и качества обработанной поверхности.
В массу для изготовления алмазного инструмента в качестве наполнителя также могут быть введены металлические порошки, такие как висмут, медь, олово, серебро, железо, алюминий. Они способствуют удержанию алмазных зерен в рабочем слое инструмента, снятию напряжения на поверхности обрабатываемого материала, что улучшает условия его обработки и увеличивает съем.
Из заявленной массы были изготовлены шлифовальные круги формы 1А1 150×20×5×32. Масса содержала алмазные порошки марки АС6 зернистостью 125/100, концентрация алмазов - 31, 25% об., в качестве связующего - фенольное порошкообразное СФП-012А. Остальные компоненты массы показаны в таблице.
Шлифовальные круги готовили по общепринятой технологии. Подготовленные компоненты смешивали для получения шихты, шихту помещали в прессформу и подвергали прессованию при давлении 600 кгс/см2 и термообрабатывали при температуре 180-190°С с выдержкой 15 мин.
Были изготовлены круги со следующим содержанием компонентов в % об.:
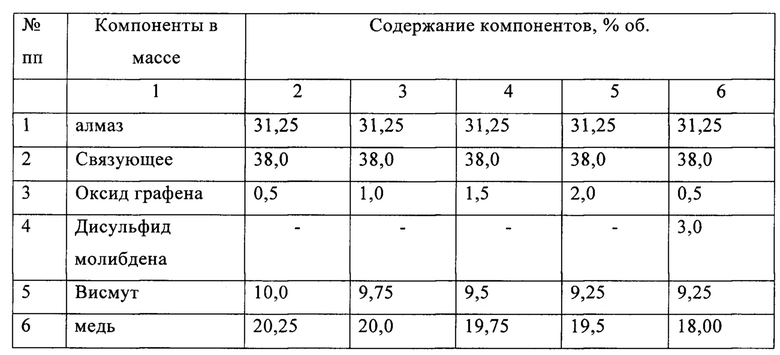
Круги, содержащие оксид графена в количестве 0,5-1,5% об. имели достаточно гладкую плотную поверхность. Для вскрытия алмазного слоя снимали с рабочей поверхности инструмента небольшой слой материала, содержащего алмазный порошок.
Круги, содержащие оксид графена в количестве 2,0% об. имели поверхность с повышенной пористостью, были видны трещины и вспучивания. При вскрытии алмазного слоя этих кругов снимали с рабочей поверхности значительный слой, содержащий алмазный материал.
Круги испытывали на плоскошлифовальном станке. Режимы испытания: скорость круга - 22 м/с, продольная подача - 1,0 м/мин, поперечная подача - 0,03 мм/ход. Испытания алмазных кругов проводили при обработке изделий из силицированного карбида кремния по 100 штук для каждого круга. Осуществлялась обработка наружных кромок (снятие фасок 2×45 с двух сторон) на изделии с охлаждением. Для кругов, содержащих оксид графена в количестве 0,5-1,5% об. (примеры 1-4) и дисульфид молибдена в количестве 3% об. ( пример 6) на обработанных изделиях отсутствовали вибросколы. Износ алмазного слоя в среднем составил 0,4-0,5 мм с плоскости, а износ круга с содержанием 2,0% об. ( пример 5) - 1,1 мм с плоскости.
Круг, содержащий дисульфид молибдена, также испытывали без охлаждения. Средний износ алмазного слоя в кругах, содержащих дисульфид молибдена и оксид графена составил 0,4 мм с плоскости при отсутствии на обрабатываемых изделиях вибросколов.
Таким образом введение в алмазные шлифовальные круги оксида графена в количестве 0,5-1,5% об. позволило снизить трудоемкость их изготовления за счет уменьшения объема алмазосодержащего материала, снимаемого достаточно трудоемкой механической обработкой инструмента, и соответственно уменьшить потери алмазного сырья, являющегося отходом механической обработки; повысить прочность и износостойкость алмазного инструмента, за счет исключения образования микротрещин в процессе его изготовления. Введение в массу дисульфида молибдена или гексагонального графитоподобный нитрид бора совместно с оксидом графена позволило производить обработку изделий без охлаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2009 |
|
RU2424889C1 |
| Алмазный инструмент на металлической связке для обработки твердых материалов | 2017 |
|
RU2679808C1 |
| Алмазный инструмент на теплопроводной металлической связке | 2017 |
|
RU2679807C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2558734C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2013 |
|
RU2535195C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| АБРАЗИВНАЯ МАССА ДЛЯ АБРАЗИВНЫХ ПАСТ И ИНСТРУМЕНТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2521769C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ (ВАРИАНТЫ) | 1995 |
|
RU2084328C1 |
| Масса для изготовления шлифовального инструмента | 1982 |
|
SU1098949A1 |
Изобретение относится к производству алмазных инструментов на органической связке всех типоразмеров, используемых для абразивной обработки преимущественно твердых материалов, таких как твердые сплавы, оксидная, карбидная керамика, твердосплавные матрицы, содержащие алмазы и т.п. Масса для изготовления алмазного инструмента для обработки твердых материалов содержит, об.%: 12,5-37,5 алмаза, 12,0-40,0 наполнителей, 0,5-1,5 оксида графена и порошковое полимерное связующее - остальное. Технический результат: повышение прочности и износостойкости алмазного инструмента, снижение трудоемкости его изготовления за счет уменьшения объема алмазосодержащего материала, снимаемого при механической обработке инструмента, и соответственно уменьшение потерь алмазного сырья, являющегося отходом механической обработки. 1 з.п. ф-лы, 1 табл.
1. Масса для изготовления алмазного инструмента для обработки твердых материалов, содержащая алмаз, наполнители, оксид графена и порошковое полимерное связующее, отличающаяся тем, что она содержит оксид графена в количестве 0,5-1,5 об.%, при следующем соотношении компонентов, об.%:
2. Масса по п. 1, отличающаяся тем, что она дополнительно содержит материал со слоистой структурой, выбранный из группы дисульфид молибдена и гексагональный графитоподобный нитрид бора, в количестве 1-5 об.% алмазного слоя.
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2558734C1 |
| Алмазный инструмент на теплопроводной металлической связке | 2017 |
|
RU2679807C1 |
| Алмазный инструмент на металлической связке для обработки твердых материалов | 2017 |
|
RU2679808C1 |
| CN 103770029 A, 07.05.2014. | |||

