Предлагаемое изобретение относится к области машиностроения, в частности к разработке и использованию новых режущих материалов при производстве абразивных инструментов и паст для шлифовки и полировки изделий из твердых материалов и лакокрасочных покрытий.
Использование абразивных материалов имеет давнюю историю. За это время разработано значительное количество режущих материалов для абразивного инструмента и абразивных паст, таких как тальк, мел, песок из различных природных минералов. А также искусственно созданные - электрокорунд, карбид кремния, карбид бора, карбид вольфрама, нитрид бора, природный и синтетический алмаз, микропорошки с покрытием на основе корунда, карбида кремния, алмазов, кубического нитрида бора и др. При изготовлении абразивных паст и абразивного инструмента используется в качестве связующего и наполнителя также значительное количество материалов.
Известно значительное количество материалов, используемых в абразивной промышленности в качестве режущих частиц, связующего и наполнителя, предложенных в следующих патентах: Абразивный материал [1], Алмазометаллический композит [2], Шлифовальный инструмент и масса для его изготовления [3], Способ получения композиционного алмазного зерна [4], Мелкозернистый поликристаллический абразивный материал [5], Связка для изготовления алмазного инструмента [6], Алмазный инструмент на гальванической связке [7], Масса для изготовления алмазного инструмента [8], Алмазный спеченный материал, способ его производства и инструмент и абразивный порошок из него [9], Масса для изготовления абразивного инструмента [10], алмазная суспензия [11], Способ получения агрегированных алмазных абразивных частиц [12], Углеродные наночастицы и процесс их производства [13], Композиционные материалы и способ их изготовления [14], Abrasive composite, method for making the same, and polishing apparatus using the same [15] и др.
Упомянутые абразивные режущие частицы и связующие в аналогах обладают наряду со своими достоинствами и рядом недостатков, прежде всего это недостаточная прочность самих режущих частиц и сложность подбора материала связующего и наполнителя для предотвращения выпадения режущих частиц из рабочего слоя инструмента.
Дальнейшие попытки совершенствования потребительских свойств абразивного инструмента сводятся к поиску более прочных материалов, используемых в качестве режущих частиц, и к изменению формы абразивных частиц как для улучшения их режущих свойств, так и для более прочного удержания их в рабочем слое абразивного инструмента.
Наиболее близким по технической сущности является изобретение «Abrasive composite, method for making the same, and polishing apparatus using the same» [15] (см. Патент US 7404831 публ. 29.07.2008; МПК B24D 03/02).
Это изобретение принято за прототип в отношении такого предмета изобретения, как вещество, т.е. абразивная масса для изготовления абразивных паст и инструмента.
В прототипе абразивный композитный материал состоит из матрицы (связующего) включающей в себя множество сферических углеродных наночастиц - фуллеренов и алмазных частиц, а также частиц окиси алюминия или кварца. При этом сферические углеродные наночастицы построены из концентрических графитных листов в виде замкнутых сферических структур, имеющих размеры в среднем от 10 до 200 нм. В прототипе и большинстве абразивных масс режущими частицами являются объемные частицы.
Такие частицы, даже неправильной формы и тем более сферические фуллерены, прочно удерживаются в матрице тогда, когда они погружены в рабочую поверхность глубже, чем на половину максимального поперечного размера. В противном случае такие частицы выпадают из матрицы при получении рабочей нагрузки. Кроме того, объемные алмазные частицы и сферические фуллерены, а также любые другие объемные частицы не являются лучшим режущим компонентом.
Техническим результатом предлагаемого изобретения является устранение этих недостатков - повышение прочности и режущей способности режущего компонента до максимально возможной, а также повышение износостойкости режущего инструмента за счет прочного удержания режущих частиц в его рабочей части.
Поставленная задача достигается тем, что абразивная масса для абразивных паст и инструментов содержит в качестве режущего компонента абразивные частицы, смешанные со связующим материалом.
В соответствии с изобретением абразивные режущие частицы состоят из наноструктурированных углеродных материалов, а именно: графенов одноатомной толщины с остальными размерами от 0,1 до 2 мм и графеновой пемзы, представляющей собой графеновые кластеры в виде пачек плоскопараллельных графенов, связанных между собой по одному из торцов.
При этом в качестве связующего могут быть использованы любые известные связующие и наполнители или металлы, имеющие хорошую адгезию к углероду, например используемые при изготовлении алмазного абразивного инструментов или алмазных абразивных паст.
В соответствии с изобретением способ изготовления абразивной массы для абразивных паст и инструментов характеризуется тем, что в качестве режущего компонента используют графены и графеновую пемзу. При этом режущий компонент смешивают со связующим материалом в вакуумной камере при пониженном давлении, затем поднимают давление до атмосферного до начала отверждения связующего материала.
В отдельном случае изготовления абразивных паст смешивание графенов и графеновой пемзы со связующим допустимо производить и при атмосферном давлении.
Сущность изобретения поясняется иллюстрациями.
На фиг.1 изображена микрофотография графена, свернувшегося в ″кулечек″.
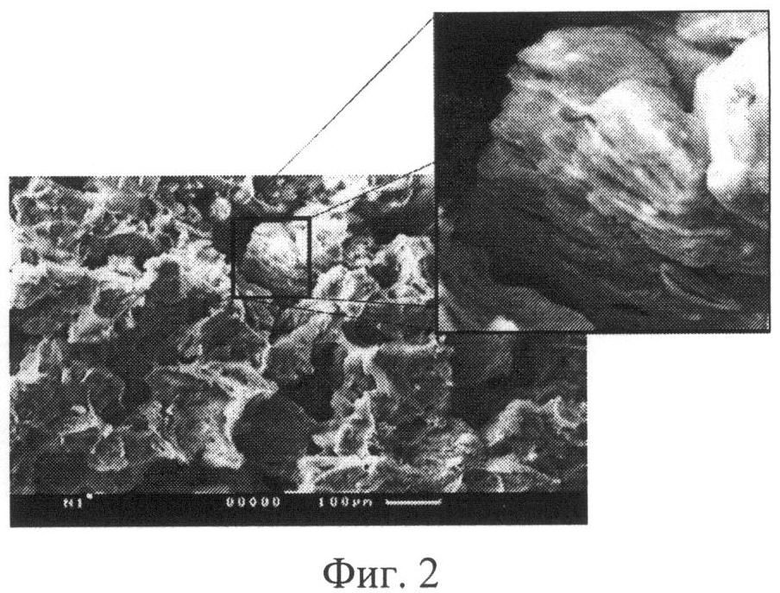
На фиг.2 изображена микрофотография графенового кластера.
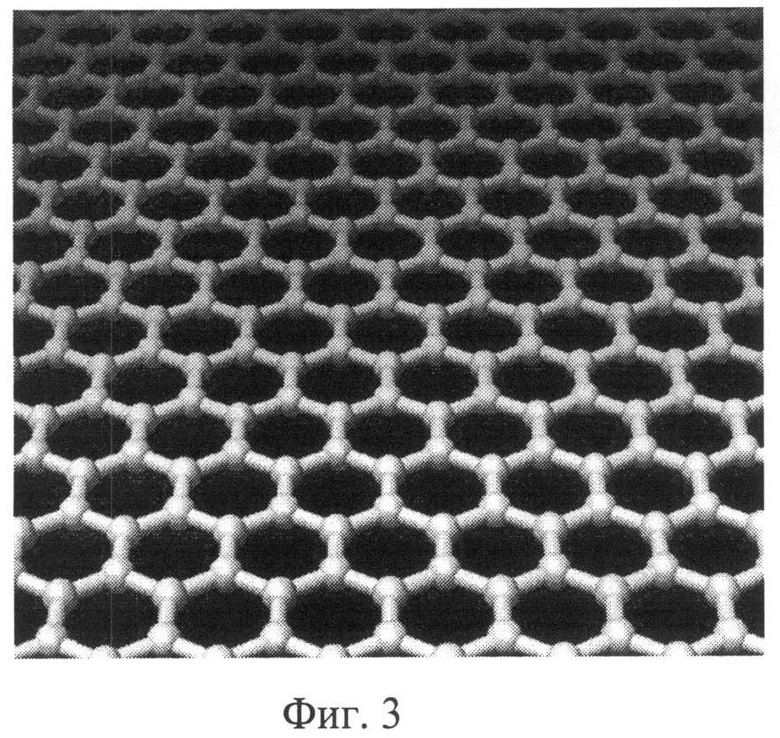
На фиг.3 изображена кристаллическая гексагональная решетка графена.
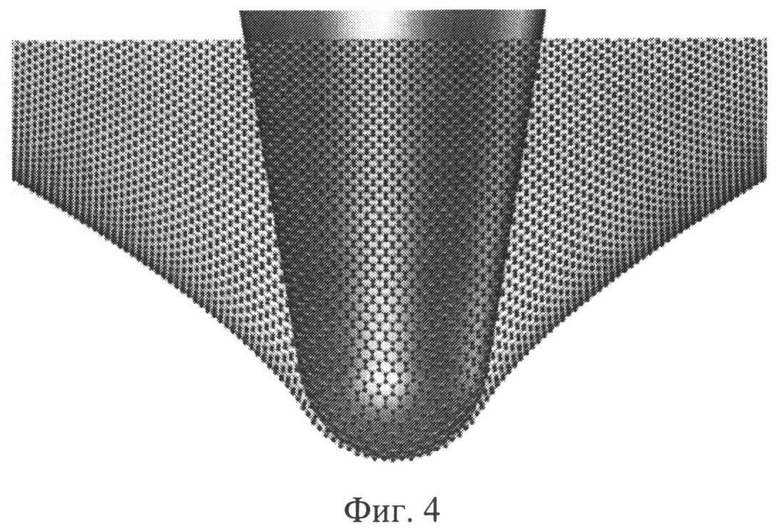
На фиг.4 изображено испытание графена на прочность иглой атомного силового микроскопа.
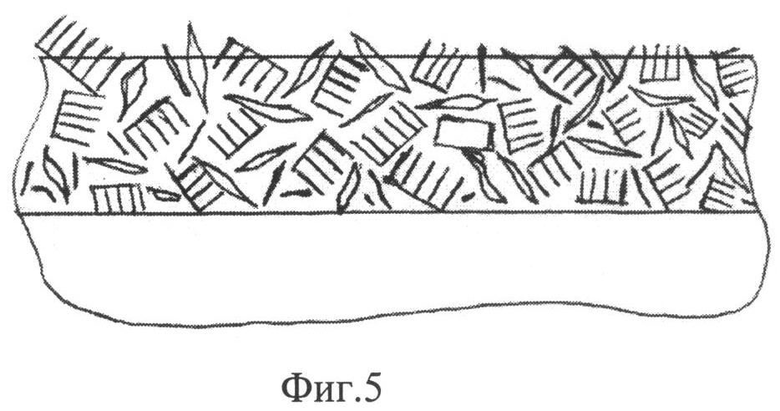
На фиг.5 изображен разрез рабочей части абразивного инструмента с графенами и графеновыми кластерами в качестве режущих частиц.
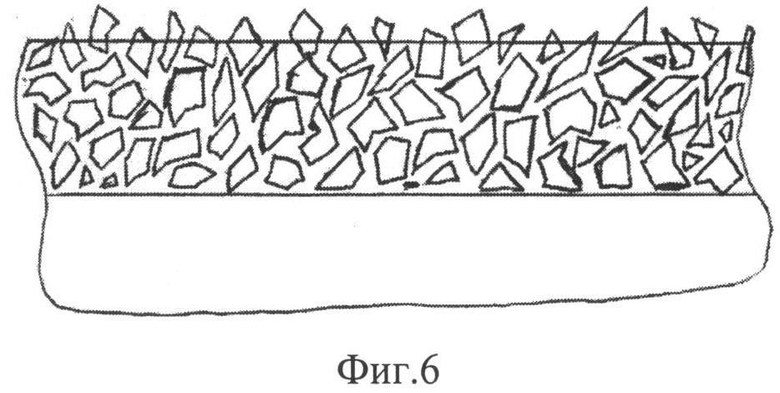
На фиг.6 изображен разрез рабочей части абразивного инструмента алмазными или другими объемными материалами в качестве режущих частиц.
Графен - углеродная пленка толщиной в один атом, был получен в 2004 году группой Андре Гейма из Манчестерского университета. Графен можно представить себе как двумерный ″срез″ кристаллической гексагональной решетки графита.
Графены и графеновая пемза (кластеры в виде пачек плоскопараллельных графенов, связанных между собой по одному из торцов) выбраны в качестве режущих частиц в абразивном инструменте потому, что они обладают уникальными характеристиками. Графены представляют собой углеродные пластинки одноатомной толщины и размерами от 0,1 до 2 мм, а значит, являются самым тонкими и острыми ″лезвиями″ в природе [16]. Одноатомная толщина частицы является физическим пределом минимальности толщины, кроме того, по утверждению Changgu Leel, Xiaoding Weil, Jeffrey W. Kysar and James Hone [17] и Andre Geim [16] (и других авторов), графены являются самыми прочными частицами в природе, то есть они являются физическим пределом прочности. Они обладают максимальным (среди известных веществ) пределом прочности на разрыв или сжатие (модуль Юнга достигает до 1 терапаскаля), что соответствует теоретическому пределу прочности в природе (см. фиг.4). Графеновые кластеры можно представить как очень маленькую книгу с раздвинутыми параллельно листами на 15-200 нм, скрепленными корешком.
Графены и графеновые кластеры, расположенные в толще связующего, обладающего хорошей адгезией к углероду, имеют большую по сравнению с округлыми алмазными и другими абразивными частицами площадь поверхности. Благодаря этому они глубоко укореняются в толще связующего и лучше в нем удерживаются. Абразивные частицы не выпадают из поверхности абразивного инструмента, а равномерно изнашиваются вместе со связующим в процессе эксплуатации абразивного инструмента.
Способ изготовления абразивной массы для абразивных паст и инструмента осуществляется следующим образом.
Изготовление массы для абразивного инструмента и абразивных паст с использованием в качестве абразивных режущих частиц наноструктурированных углеродных материалов имеет принципиальные особенности. Известные связующие, имеющие хорошую адгезию к углероду, например, те, которые используются при изготовлении алмазного абразивного инструмента, представляют собой весьма вязкие материалы. При смешивании вязкого связующего с углеродными режущими частицами молекулы связующего не могут проникнуть в узкие межграфеновые пространства кластеров (15-200 нм) и свернутых в ″кулечки″ графенов занятых молекулами воздуха (см. фиг.1).
В соответствии с изобретением, для обеспечения возможности проникновения связующего в межграфеновые пространства кластеров смешивание углеродного материала со связующим производят в вакуумной камере, где из графенов и межграфеновых пространств кластеров удаляется воздух. После этого углеродный материал тщательно смешивают со связующим. Подъем давления до атмосферного производят до начала отверждения связующего для обеспечения полного проникновения связующего в межграфеновые пространства кластеров и внутренние пространства графенов, свернувшихся в ″кулечки″, с целью прочного удержания их в связующем абразивного инструмента. При этом расстояния между графеновыми плоскостями кластеров могут увеличиваться на 10-50% и более или оставаться неизменными в зависимости от типа связующего. После отверждения связующего графены и графеновые плоскости графеновой пемзы прочно удерживаются связующим благодаря большой площади контакта между ним и протяженными плоскими или свернутыми в «кулечки» графеновыми кристаллическими структурами, а также за счет геометрической формы углеродных абразивных частиц, проникающих в глубину связующего на 0,1-2 мм, в зависимости от размеров свободных и связанных в пемзе графенов.
Источники информации
1. Патент RU 2428299, Кл. B24D 3/00; публ. 10.09.2011; «Абразивный материал».
2. Патент RU №2448827, Кл. B24D 3/06; публ. 20.12.2011; «Алмазометаллический композит».
3. Патент RU №2169657, Кл. B24D 3/28; публ. 27.06.2001.; «Шлифовальный инструмент и масса для его изготовления».
4. Патент RU №2450907, Кл. B24D 3/00; публ 20.05.2012. «Способ получения композиционного алмазного зерна».
5. Патент RU №2433908, Кл. B24D 3/10; публ. 20.11.2011. «Мелкозернистый поликристаллический абразивный материал».
6. Патент RU №2432250, Кл. B24D 3/10; публ. 27.10.2011. «Связка для изготовления алмазного инструмента».
7. Патент RU №2432248, кл. B24D 3/06; публ. 27.10.2011. «Алмазный инструмент на гальванической связке».
8. Патент RU №2424889, Кл. B24D 3/20; публ. 27.07.2011. «Масса для изготовления алмазного инструмента».
9. Патент RU №2113531, Кл. В22С 26/00; публ. 20.06.1998. «Алмазный спеченный материал, способ его производства и инструмент и абразивный порошок из него».
10. Патент RU №2243878, Кл. B24D 3/10; публ. 10.01.2005. «Масса для изготовления абразивного инструмента».
11. Патент RU №2196158, Кл. C09G 1/02; публ. 10.01.2003. «Алмазная суспензия».
12. (Патент US 4246006, 20.01.1981. «Способ получения агрегированных алмазных абразивных частиц».
13. Заявка US 20060165988; Кл. В24В 5/16; публ. 27.07.2006. «Carbon nanoparticles and composite particles and process of manufacture» (Углеродные наночастицы и процесс их производства).
14. Заявка US 20070017160; КЛ. B24D 3/00; публ. 25.01.2007. «Composite materials and method for making same» (Композиционные материалы и способ их изготовления).
15. Патент US 7404831. 29.07.2008). «Abrasive composite, method for making the same, and polishing apparatus using the same».
16. U.Manchester's Andre Geim: Sticking with Graphene, For Now Science Watch® Август.
17. Changgu Leel, Xiaoding Weil, Jeffrey W. Kysar and James Hone. Science 18 July 2008: Vol.321 no. 5887 pp.385-388
DOI: 10.1126/science. 1157996.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРАФЕНОВЫЙ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ СТЕКЛОРЕЗА | 2014 |
|
RU2562080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕБОЙНОЙ ПУЛИ | 2015 |
|
RU2592947C1 |
| ГРАФЕНОВАЯ ПЕМЗА, СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И АКТИВАЦИИ | 2013 |
|
RU2550176C2 |
| Способ упреждающей защиты водного объекта от загрязнения жидкими углеводородами | 2016 |
|
RU2607396C1 |
| Алмазный инструмент на теплопроводной металлической связке | 2017 |
|
RU2679807C1 |
| Способ получения графеновой пены | 2024 |
|
RU2841104C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2558734C1 |
| Алмазный инструмент на металлической связке для обработки твердых материалов | 2017 |
|
RU2679808C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2013 |
|
RU2535195C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫДЕЛЕНИЯ МЕТАНА ИЗ МЕТАНОВОЗДУШНЫХ СМЕСЕЙ | 2015 |
|
RU2597699C1 |
Изобретение относится к области машиностроения и может быть использовано при производстве абразивных инструментов и паст для шлифовки и полировки изделий из твердых материалов и лакокрасочных покрытий. Абразивная масса содержит в качестве режущего компонента абразивные частицы, смешанные со связующим материалом и состоящие из наноструктурированных углеродных частиц в виде графенов одноатомной толщины с размерами от 0,1 до 2 мм и графеновой пемзы, представляющей собой графеновые кластеры в виде пачек плоскопараллельных графенов, связанных между собой по одному из торцов. При изготовлении абразивной массы режущий компонент смешивают со связующим материалом в вакуумной камере при пониженном давлении. Затем поднимают давление до атмосферного до начала отверждения связующего материала. В результате повышается износостойкость абразивных паст и инструментов. 2 н. и 1 з.п. ф-лы, 6 ил.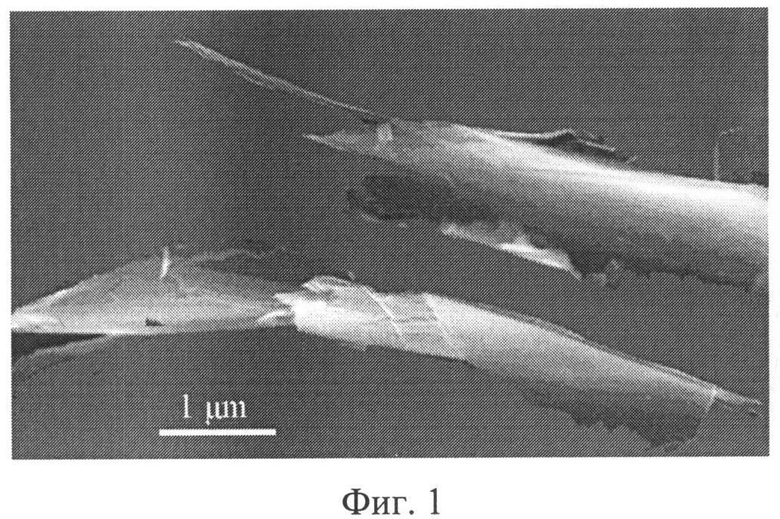
1. Абразивная масса для изготовления абразивных паст и инструментов, содержащая в качестве режущего компонента абразивные частицы, смешанные со связующим материалом, отличающаяся тем, что абразивные режущие частицы состоят из наноструктурированных углеродных частиц в виде графенов одноатомной толщины с размерами от 0,1 до 2 мм и графеновой пемзы, представляющей собой графеновые кластеры в виде пачек плоскопараллельных графенов, связанных между собой по одному из торцов.
2. Абразивная масса по п.1, отличающаяся тем, что в качестве связующего материала использованы вязкие связующие или металлы, имеющие хорошую адгезию к углероду, например используемые при изготовлении алмазного абразивного инструмента и алмазных абразивных паст.
3. Способ изготовления абразивной массы для абразивных паст и инструментов по одному из пп. 1 или 2, характеризующийся тем, что режущий компонент смешивают со связующим материалом в вакуумной камере при пониженном давлении, а затем поднимают давление до атмосферного до начала отверждения связующего материала.
| US 7404831 B2, 29.07.2008 | |||
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗОСОДЕРЖАЩЕГО МАТЕРИАЛА ИЗ ФУЛЛЕРЕНА | 1995 |
|
RU2087576C1 |
| RU 2011101041 А, 20.07.2012 | |||
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗОСОДЕРЖАЩЕГО МАТЕРИАЛА | 2006 |
|
RU2335556C2 |
| US 4084942 A, 18.04.1978 | |||

