Изоб1 етение относится к абразивной обработке, в .частности к технол гии производства шлифовального инструмента для обработки сталей. Известна абразивная масса, содер жащая,об.%: абразив, например эльб 12,5-37,5, антифрикционный наполни тель, например дисульфид молибдена графит, тальк 5,0-30,0 и органичес связующее 35,0-70,0 1. Однако круги, изготовленные из этой массы, имеют.низкую износостой кость.. Наиболее близкой по составу компонентов и достигаемому результату является абразивная масса, содержащая, об.%: абразив, органическое св зующее, например фенолформальдегидную смолу АО-70, твердую смазку, например литопон 10-50 и силикатный наполнитель 5-20. При этом в качест ве силикатного наполнителя использу ется стекло следующего состава, вес.%: SiO 40-55, 10-15, РЬО 30-50 С 2 . Недостатком известной массы явля ется невысокая износостойкость инструмента на ее основе из-за размяг чения силикатного наполнителя при обработке высокопрочных сталей. Целью изобретения является повышение износостойкости инструмента. Поставленная цель достигается тем, что масса для изготовления шлифовального инструмента, содержащая абразив, органическое связую-. щее, твердую смазку и силикатньш наполнитель, в качестве силикатного наполнителя содержит стекло состава, вес.%: SiOj 45-55, РЬО 30-40, ,KjO 5-12, 3-6, AI 0 2-5 при следующем соотношении компонентов, об.%: Абразив 12,5-37,5 10,0-30,0 Твердая смазка Силикатный наполнитель , содержащий стекло указан4,0-15,0 ного состава Органическое свяОстальноезующее Масса в качестве твердой смазки содержит дисульфид молибдена, гексагональный нитрид бора, литопон, кадмий, графит или смесь гексагонального нитрида бора с медным порошком, а в качестве органического связующего - гексафенольное, фенол- 92 анилинофенолформальдегидное или фенолформальдегидное связующее. Пример. Приготовление массы и изготовление из нее кругов осуществляют следующим образом. Готовят силикатный наполнитель (стекло) , для чего смешивают порошки окислов SiO 45-55 вес.%, РЬО 30-40 вес.%, KjO 5-12 вес.%, NajO 3,6 вес.% и А jOj 2-5 вес.%. Стекло варят при 1100-1150 0 в течение 45-50 мин. Готовое стекло в расплавленном состоянии выливают в воду. Далее стекло измельчают в шаровой мельнице и просеивают на вибросите с размером ячеек 40 мкм. Затем дозируют компоненты массы: абразив, например эльбор Л08 12,537,5 об.%, твердую смазку, например графит ,0 об.%; стекло 4,015,0 об.% и органическое связующее, например фенолформальдегидную смолу. Смешивание компонентов производят в смесителе типа НИА-С14 при режимах: скорость вращения барабана 20-30 об/мин, время смешивания 1,5-2,0 ч, коэффициент заполнения 0,3. После этого абразивную массу засыпают в пресс-форму. Прессование абразивного слоя производят при усилии 45-75 МПа и 170-190°С в течение 10-20 мин. Спрессованный слой прикрепляют к корпусу инструмента клеем ВК 32-300 при 175-185°С и усилии прижима .1,0-2,0 МПа в течение 1,5-2,5 ч. Далее полученный инструмент подвергают механической обработке. Варианты составов силикатного наполнителя и массы в целом, а также результаты сравнител-ьных испытаний предлагаемой и известной масс приведены в таблице. Испытания кругов проводят при шлифовании стали Р6М5 (HRC 62 ед.) при поперечной подаче 0,04 мм/дв.ход. Износостойкость инструментов оценивают по убыпи массы круга (в мг) при съеме обрабатьшаемого материала (в г). Анализ результатов сравнительных испытаний показывает, что круги,изготовленные из предлагаемой массы, имеют в 1,2-2 раза меньший износ по сравнению с известными. При этом на обработанной поверхности отсутствуют прижоги.
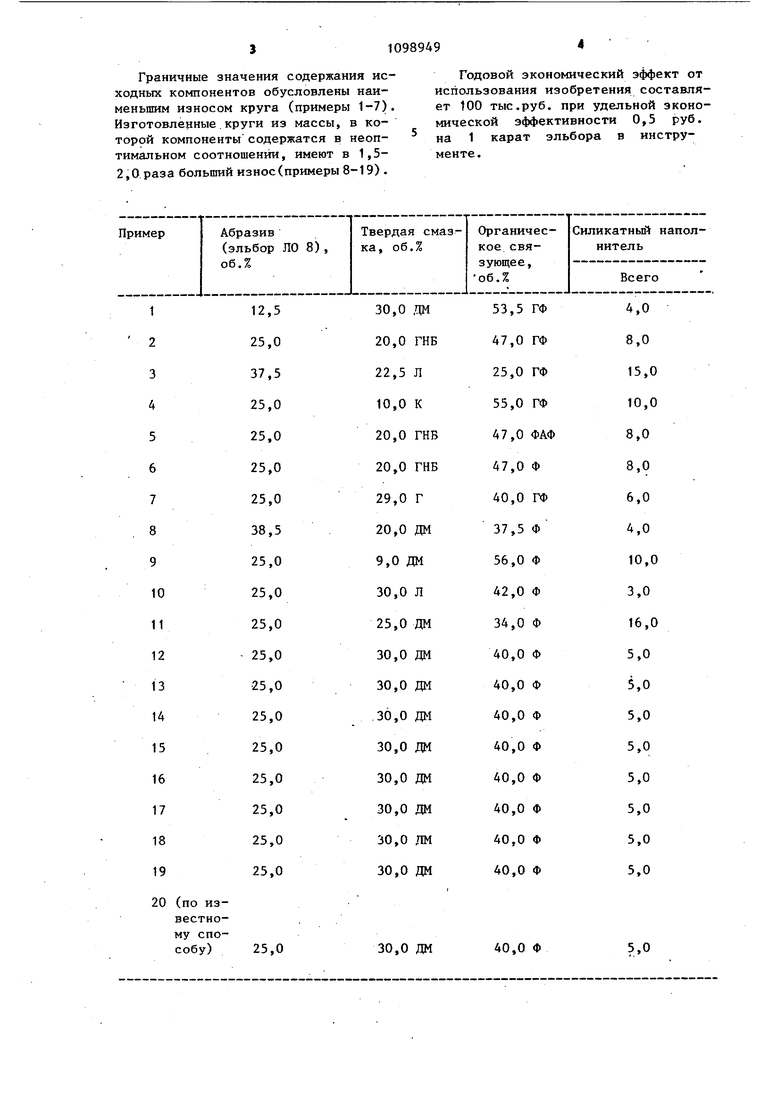
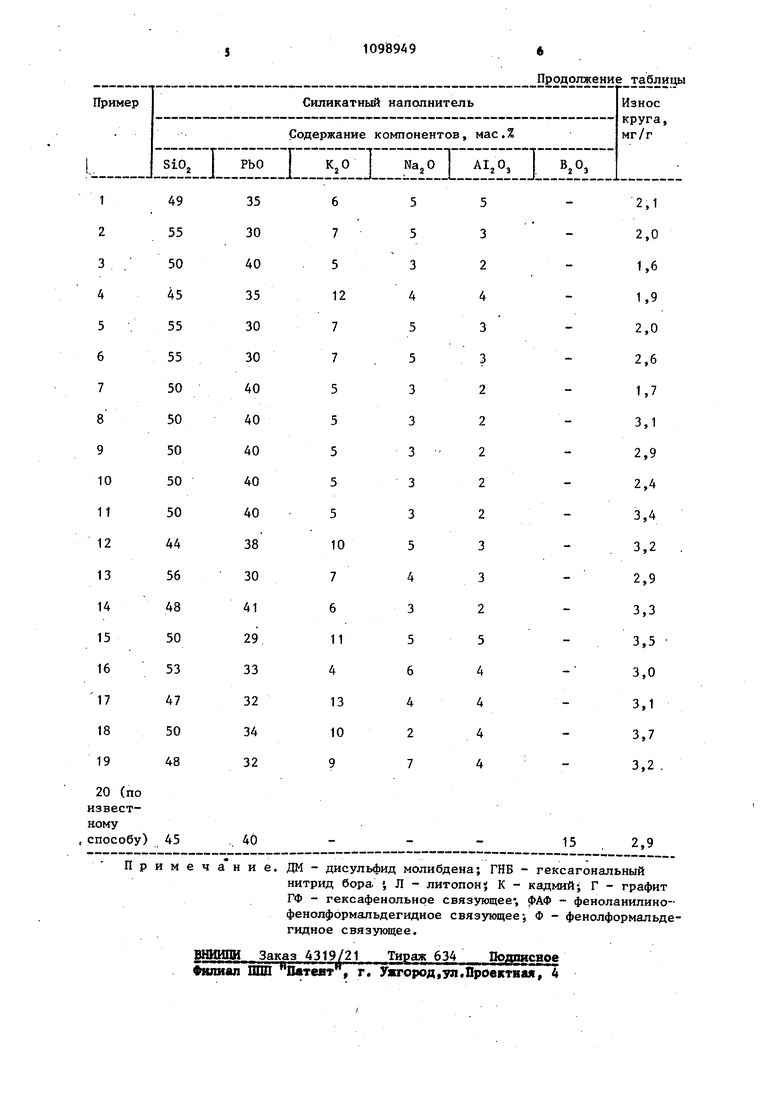
Граничные значения содержания исходных компонентов обусловлены наименьшим износом круга (примеры 1-7). Изготовленные.круги из массы, в которой компоненты содержатся в неоптимальном соотношении, имеют в 1,52,0 раза больший износ (примеры 8-19) .
Годовой экономический эффект от использования изобретения составляет 100 тыс.руб. при удельной экономической эффективности 0,5 руб. на 1 карат эльбора в инструменте.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2009 |
|
RU2424889C1 |
| Связка абразивного инструмента | 1982 |
|
SU1047671A1 |
| Абразивная масса | 1977 |
|
SU767165A1 |
| Масса для изготовления абразивногоиНСТРуМЕНТА | 1979 |
|
SU833436A1 |
| Масса для изготовления алмазного инструмента для обработки твердых материалов | 2020 |
|
RU2752061C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Связка абразивного инструмента | 1974 |
|
SU545457A1 |
| Абразивная масса | 1975 |
|
SU536953A1 |
| Абразивная смесь | 1980 |
|
SU968044A1 |
| Масса для изготовления абразивного инструмента | 1989 |
|
SU1645123A1 |
1. МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА, содержащая абразив, органическое связующее, твердую смазку и силикатный наполнитель, отличающаяся тем. что, с целью повышения из.носостойкости инструмента, она в качестве силикатного наполнителя содержит стекло состава, мас.%: SiOj45-55, РЬО 30-40, К.. О 5-12, NajO 3-6, AIj Oj 2-5 при следующем соотношении , компонентов, об.%: Абразив12,5-37,5 Твердая смазка 10-30 Силикатный наполнитель , содержащий стекло указанного состава 4-15 Органическое связующееОстальное 2. Масса поп.1,отличаюш щ а я с я тем, что в качестве твердой смазки она содержит дисульфид молибдена, гексагональный нитрид бора, литопон, кадмий, графит или смесь гексагонального нитрида бора с медным порошком, а в качестве органического связующего - г ексафеноль- ное феноланилинофенолформапьдегидное или фенолформальдегидное связующее. со 00 со 4 СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Масса для изготовления абразивного инструмента | 1978 |
|
SU776906A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Связка для изготовления алмазного инструмента | 1972 |
|
SU456721A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
