Заявленная группа изобретений относится к полиграфии, а именно к многослойным устройствам, имеющим двухстороннюю ламинацию, а именно к самосборным многослойным устройствам, с двусторонним ламинирующим покрытием и к способу их получения, позволяющему получить защищенное многослойное изделие, состоящее из слоев различных по свойствам материалов, не прибегая к использованию дополнительных устройств (ламинаторов) с высокой точностью совмещения слоев и двусторонней защитой информации от фальсификации в межслойных пространствах изделия.
Существуют различные виды ламинирования, с использованием различных видов ламинаторов (http://printland.kiev.ua/blog/lamination.html).
Для каждого вида продукции применяется свой способ.
Для ламинирования изделий форматов A3 и более используют рулонные ламинаторы. Ламинирование осуществляется путем закатки объекта в пленку, подаваемую из расположенных в ламинаторе сверху и снизу рулонов.
Еще одним способом ламинирования, с использованием ламинатора, является пакетное ламинирование.
Пакетное ламинирование предполагает использование специальных заготовок, напоминающих конверты, в которые вкладывают изделие, подвергаемое ламинации, затем запаивают при помощи листового пакетного ламинатора.
Однако такое ламинирование не обеспечивает высокую точность совмещения слоев в пакете.
Техническим результатом заявленной группы изобретений является получение самосборного многослойного устройства, с высокой точностью совмещения слоев и двусторонней защитой информации от фальсификации в межслойных пространствах изделия, без использования таких вспомогательных устройств, как ламинаторы.
Основными свойствами многослойных изделий являются: мультикомплектность, многослойность, многофункциональность, принтеропригодность, защищенность от фальсификации.
Свойства конечного изделия, полученного из самосборного многослойного устройства, закладываются в момент комплектации основного носителя вспомогательными материалами, участвующими в процессе сборки самосборного устройства.
В качестве таких конечных изделий могут быть ценные бумаги, идентификаторы личности, перевозочные документы, паспорта и другие ценные предметы, которые по усмотрению эмитента снабжаются защитными элементами.
Для получения конечного изделия необходимо подготовить заготовку для сборки самосборного многослойного устройства, которую затем используют в способ получения самосборного многослойного устройства.
Все слои в заготовке для самосборного многослойного устройства обрабатываются при помощи режущего инструмента, задающего глубину послойной просечки и определяющего форму каждого слоя в зависимости от закладываемых в изделии свойств.
Максимальный и минимальный формат заготовки для самосборного многослойного устройства ограничивается только форматами расходных материалов.
Каждый шаг сборки сокращает исходный формат заготовки кратно количеству сгибовых перфораций.
Заявленное самосборное многослойное устройство имеет высокую степень защиты от воспроизведения и копирования.
Использование элементов защиты от воспроизведения и копирования позволяет проверить подлинность носителя информации, а сами элементы одновременно служат его защитой от контрафакта и подделки.
Конструктивно заявленное устройство может быть применено для всех типов ЗПП (защищенной полиграфической продукции), везде, где требуется надежная защита информации, например реквизитов и др.
Заготовка для самосборного многослойного устройства может быть запечатана любым типом печатающих устройств. Ограничения, касающиеся в основном величины зазора между печатающим элементом и листопроводящей системой, могут быть определены только самим типом печатающего устройства. Отпечатанная информация надежным образом защищается прозрачным слоем ламината, который наносится с двух сторон изделия.
В общем виде заготовка для самосборного многослойного устройства с двусторонней защитой информации от фальсификации включает основу прямоугольной формы, с окнами для ламинации, расположенными друг над другом, с размещенными внутри слоями, сгибовой перфорацией под каждым окном для ламинации.
В двух верхних окнах для ламинации размещены несущие информационные слои, с нанесенными на них формовочными просечками, с оборотной стороны каждого из несущих информационных слоев, прилегающей к поверхности заготовки, нанесено клеевое покрытие, отделенное от основы защитным слоем, а в двух нижних окнах размещены ламинирующие прозрачные слои, с нанесенными на них формовочными просечками и клеевым покрытием, расположенным с лицевой стороны каждого ламинирующего прозрачного слоя и укрытым защитным слоем.
Характеристики конечных изделий, задаваемые самосборными многослойного устройствами, зависят от свойств материалов, составляющих заготовку.
Заготовка может быть укомплектована полимерными материалами, обладающими различными физико-химическими свойствами, материалами из бумажной основы, металлофольговыми материалами. Особенные свойства конечному изделию придает вставка, которая вклеивается в межслойное пространство заявленного устройства.
Вставка - это многослойное устройство из пластика, изготовленное по технологии производства пластиковых карт. В состав вставки входят слои полимерного материала (например, поливинилхлорида или поликарбоната), от свойства которого будут зависеть прочностные характеристики изделия. Если изготовить вставку по технологии производства бесконтактных карт, то заявленное устройство получит свойства бесконтактной карты, работающей по радиоканалу без дополнительных источников питания внутри устройства.
Таким образом, вставка может придавать самосборному многослойному устройству возможность взаимодействия по радиоканалу, используя радиочастотные метки различных диапазонов длин волн.
Форма конечного изделия может изменяться в самых широких пределах. Ограничение на форму изделия может накладываться только сложностью в изготовлении режущего инструмента, в остальном изделие может принимать любую геометрическую форму.
Для исключительной защиты конечного изделия печать под прозрачным ламинирующим слоем на несущем слое может быть выполнена с применением элементов защищенной полиграфии, включая печатный слой, который может быть также защищен наличием водяных знаков, специальных защитных нитей, распределенных в массе материала.
В зависимости от типа применяемых материалов и количества элементов защиты изделию может быть присвоена категория защищенности, назначаемая в соответствии с актуальным вариантом Приказа Минфина, регулирующего выпуск защищенной полиграфической продукции (далее по тексту ЗПП).
В общем виде заявленное самосборное многослойное устройство выполнено следующим образом.
Самосборное многослойное устройство включает вставку, выполненную в виде многослойного изделия из пластика с радиочастотной меткой или без нее, совмещенную с двух сторон с несущими информационными слоями, ламинирующие прозрачные слои, расположенные с внешних сторон самосборного многослойного устройства и совмещенные с несущими информационными слоями.
Способ получения заявленного самосборного многослойного устройства с двусторонней защитой информации от фальсификации с использованием заготовки для самосборного многослойного устройства в общем виде заключается в следующем.
Сначала снимают на заготовке защитный слой, укрывающий клеевое покрытие, расположенное с лицевой стороны каждого ламинирующего прозрачного слоя, затем заготовку складывают по средней линии сгибовой перфорации, расположенной по середине, совмещая несущие информационные слои, размещенные в заготовке в двух верхних окнах для ламинации, с ламинирующими прозрачными слоями, расположенными в заготовке в двух нижних окнах для ламинации, и прикрепляют несущие информационные слои к ламинирующим прозрачным слоям за счет клеевого покрытия, расположенного с лицевой стороны каждого ламинирующего прозрачного слоя.
После этого заготовку раскладывают по средней линии сгибовой перфорации, с образованием в верхних окнах для ламинации ложеэлементов с отслоившимся от оборотной стороны несущего информационного слоя защитным слоем, далее в один из ложеэлементов для улучшения прочности готового изделия укладывают вставку, выполненную в виде многослойного изделия из пластика с радиочастотной меткой или без нее, размер которой аналогичен размеру несущего информационного слоя или меньше него.
Заготовку снова складывают по средней линии сгибовой перфорации, после фиксации вставки на клеевом покрытии одного из несущих информационных слоев, закрепленном на одном из ламинирующих прозрачных слоев, расположенных в нижних окнах для ламинации, заготовку снова раскладывают по средней линии сгибовой перфорации. Затем заготовку разрывают по средней линии поперечной сгибовой перфорации, удаляя верхнюю часть заготовки с двумя верхними окнами для ламинации.
Оставшуюся часть заготовки с двумя нижними окнами для ламинации складывают по средней линии сгибовой перфорации, совмещая одну часть самосборного многослойного устройства, расположенную в одном из нижних окон для ламинации и выполненную из несущего информационного слоя, закрепленного на ламинирующим прозрачном слое, с другой частью самосборного многослойного устройства, расположенную в другом нижнем окне для ламинации и выполненную из зафискированных между собой между собой вставки и несущего информационного слоя, закрепленного на ламинирующем прозрачном слое, скрепляют обе части самосборного многослойного устройства, с последующим извлечением готового изделия по формовочным просечкам, нанесенным на несущие информационные слои и ламинирующие прозрачные слои.
Для получения самосборного многослойного устройства необходимо специальным образом подготовить заготовку. Для этого необходимо определить материал несущего информационного слоя, свойства которого во многом определят характеристики конечного изделия.
В несущем информационном слое (1) закладывается изображение, которое в дальнейшем подлежит защите прозрачными ламинирующими слоями. В качестве несущего слоя может быть использована бумага с водяным знаком, содержащая защитные нити с различными защитными свойствами. В случае использования любых элементов ЗПП устройство может быть отнесено к категории защищенных полиграфических изделий в соответствии с актуальной версией Приказа Минфина, регулирующего выпуск защищенной полиграфической продукции.
На несущий информационный слой методом прикатки холодным или горячим способом последовательно, друг на друга, наносятся Слой 3 и Слой 4.
Слой 3 - выполняет функцию разделительного слоя между несущим информационным слоем 1 и прозрачным ламинирующим слоем 4. Данный слой изготавливается из полимерного материала различной толщины, как правило, его толщина не должна превышать толщины ламинирующего слоя 4 и быть не меньше 15 мкм. Толщина слоя учитывается при разработке конструкции рубового ножа.
Слой 4 - выполняет функцию ламинирующего прозрачного слоя с заданными свойствами. На стороне, обращенной к слою 5, нанесено клеевое покрытие, которое обеспечивает соединение слоев 4 и 1 после ламинации.
В качестве альтернативной технологии указанные слои 4 и 1 могут быть предварительно прикатаны друг к другу до прикатки к несущему информационному слою. Оба способа рассматриваются как равносильные технологии. Каждый из вышеуказанных слоев выполняет свою функцию, определяемую порядком следования слоя в указанной на фигуре 1 конструкции.
Слой 2 - выполняет защитную функцию, направленную на защиту свойств клеевого покрытия слоя 1 до момента ламинации слоя 1 со слоем 4 (после сгиба) или слоя №1 со вставкой (6) и является барьером между основой и клеевым покрытием слоя 1.
Слой 1 - несущий информационный слой, определяющий основные свойства изделия. Слой изготавливается из полимерного материала, или из бумаги, включая все виды бумаг, толщина которого находится в пределах от 10 до 1000 мкм. Слой несет на себе формовочные надсечки и клеевое покрытие, покрывающее всю площадь, определенную формой рубового ножа.
Выполняя последовательность действий, указанных ниже по тексту по сборке самосборного многослойного устройства, слой 4 защищает информацию (например реквизиты), размещенную на несущем информационном слое 1, от влаги и фальсификации.
Данный слой 4 изготавливается из полимерного материала различной толщины с голографическим изображением или без него. Толщина слоя определяется физическими характеристиками заявленного устройства и находится в пределах от 10 до 300 мкм. Толщина слоя учитывается при разработке конструкции рубового ножа. Слой несет на себе формовочную надсечку.
Слой 5 - выполняет укрывную функцию, направленную на защиту свойств клеевого покрытия слоя 4 до момента ламинации со слоем 1.
Вставка 6 - специальное изделие, которое определяет физико-механические и радиоэлектронные свойства заявленного самосборного устройства.
Последовательность действий по сборке заявленного самосборного устройства следующая:
1. С поверхности окон для ламинации удаляется защитное покрытие (слой 5), открывая клеевое покрытие слоев 4 (Фиг. 3).
2. Устройство складывается по средней линии сгибовой перфорации до полного контакта в окнах ламинации лицевой поверхности слоев 1 и поверхности слоев 4, на которые нанесено клеевое покрытие (Фиг. 4).
3. Устройство раскладывается по серединной линии сгибовой перфорации, при этом слои 1 переходят на клеевое покрытие слоев 4. В окнах ламинации в верхней части заготовки, где раньше были размещены слои 1 образуются ложементы в форме окна для ламинации, с оставшимся в них слоем 2.
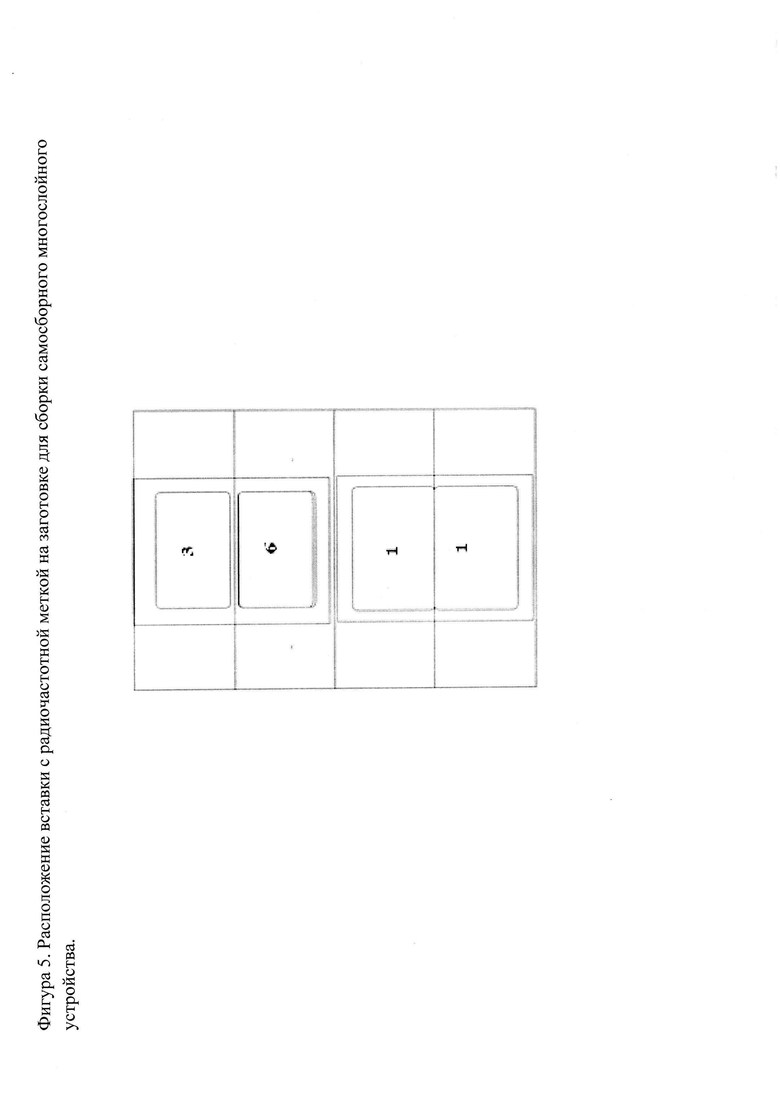
4. В любой из ложементов на слой 2 укладывают вставку 6, по форме являющуюся точной копией слоя 1 или меньше него (Фиг. 5).
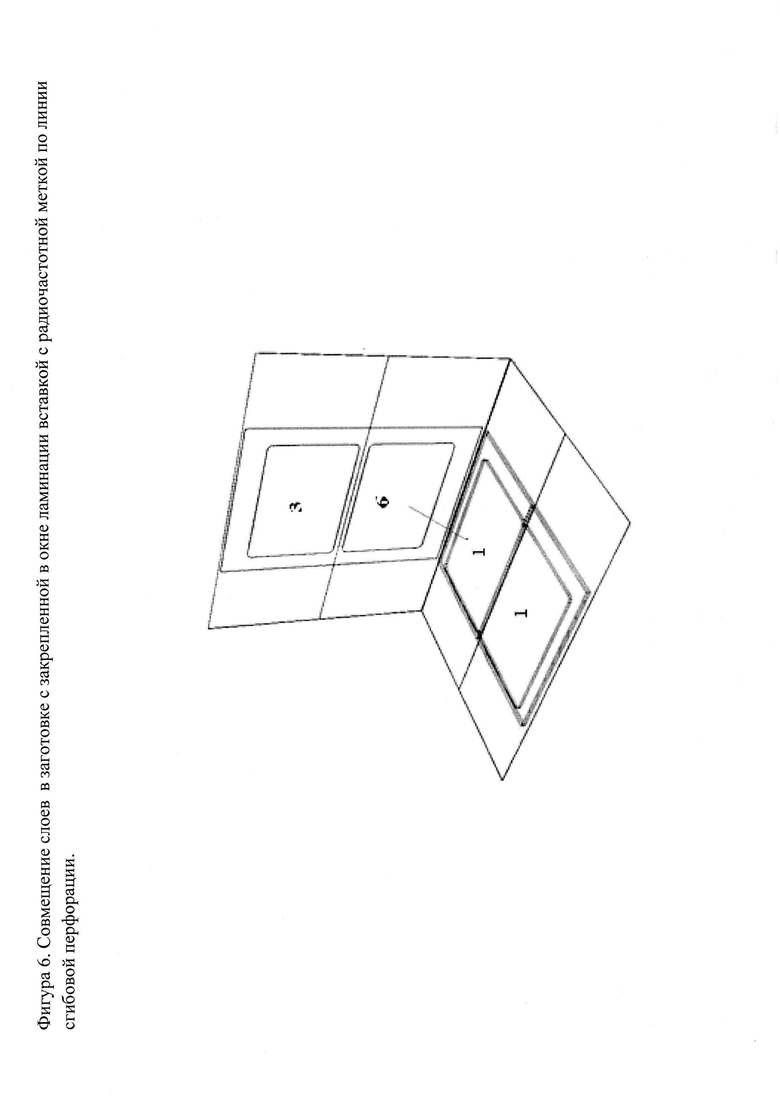
5. Устройство повторно складывают по серединной линии сгибовой перфорации для транспонирования вставки 6 в окно ламинации, в котором расположены соединенные между собой слои 1 и 4, строго в позиции по форме слоя 1 (Фиг. 6).
6. Устройство раскладывается по средней линии сгибовой перфорации, оставляя вклеенную вставку 6 в окне ламинации в нижней части заготовки.
7. Устройство разрывается по средней линии сгибовой перфорации на две части (Фиг. 7).
8. Устройство складывается по долевой линии сгибовой перфорации (Фиг. 8).
Вставка становится серединным соединительным слоем изделия. Описание чертежей.
На фигуре 1 проиллюстрировано самосборное многослойное устройство.
На фигуре 2 проиллюстрирована заготовка для сборки самосборного многослойного устройства, где поз.7 указаны формовочные просечки на несущих информационных слоях, поз.8 указана линия сгибовой перфорации, поз.9 указаны формовочные просечки на ламинирующих прозрачных слоях.
На фигуре 3 проиллюстрирована подготовленная к сборке пакета заготовка для сборки самосборного многослойного устройства с ламинирующими прозрачными слоями без защитного покрытия.
На фигуре 4 проиллюстрировано совмещение несущих информационных слоев с ламинирующими прозрачными слоями в заготовке по линии сгибовой перфорации.
На фигуре 5 проиллюстрировано расположение вставки с радиочастотной меткой на заготовке для сборки самосборного многослойного устройства.
На фигуре 6 . проиллюстрировано совмещение слоев в заготовке с закрепленной в окне ламинации вставкой с радиочастотной меткой по линии сгибовой перфорации.
На фигуре 7 проиллюстрировано разрывание заготовки по средней линии поперечной сгибовой перфорации после фиксации вставки на клеевом слое одного из несущих информационных слоев.
На фигуре 8 проиллюстрировано скрепление двух частей самосборного многослойного устройства.
Пример реализации.
В качестве примера приводится описание действующей модели изделия.
Слой 2 - силиконизированная бумага 60 г/м2;
Слой 1 - бумага с водяным знаком 90 г/м2;
Слой 3 - полимерная пленка ПЭТ (полиэтилентерефталат) 50 мкм;
Слой 4 - полимерная пленка ПП (полипропилен) 65 мкм;
Слой 5 - силиконизированная бумага 60 г/м2.
Формат элемента ламинации - 53,98×85,6 мм;
Формат окна для ламинации - 61,48×93,1 мм.
Просечка элемента ламинации на глубину - 965 мкм;
Просечка окна для ламинации на глубину - 890 мкм;
Просечка сгибовых перфораций на глубину - 1000 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2714073C1 |
| Многослойная структура для защиты идентификационных документов и идентификационный документ | 2022 |
|
RU2791765C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ ЗАЩИЩЕННЫХ ОТ ПОДДЕЛОК ДОКУМЕНТОВ | 2021 |
|
RU2821096C1 |
| Идентификационный документ и способ его изготовления | 2023 |
|
RU2804942C1 |
| ПОЛИМЕРНЫЙ МНОГОСЛОЙНЫЙ КОМПОЗИТ ДЛЯ ЦЕННОГО ДОКУМЕНТА | 2013 |
|
RU2546437C1 |
| СМАРТ-КАРТА С ДВОЙНЫМ ИНТЕРФЕЙСОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2607725C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОЙ ПЛЁНКИ С ДИСКРЕТНЫМ ЛЮМИНЕСЦЕНТНЫМ ОКРАШИВАНИЕМ ДЛЯ СРЕДСТВ ЗАЩИТЫ БУМАГИ ОТ ФАЛЬСИФИКАЦИИ | 2015 |
|
RU2641138C2 |
| МНОГОСЛОЙНАЯ КОНСТРУКЦИЯ, СЛУЖАЩАЯ ПОДЛОЖКОЙ ДЛЯ ПЕЧАТИ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2404062C2 |
| МНОГОСЛОЙНОЕ ЗАЩИТНОЕ ОПТИЧЕСКОЕ ДИФРАКЦИОННОЕ УСТРОЙСТВО, СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОГО УСТРОЙСТВА, ЗАЩИЩЕННОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ УКАЗАННОЕ МНОГОСЛОЙНОЕ ЗАЩИТНОЕ ОПТИЧЕСКОЕ ДИФРАКЦИОННОЕ УСТРОЙСТВО | 2020 |
|
RU2759482C1 |
| Способ и система дублирования тканей | 2019 |
|
RU2712318C1 |


Заявленная группа изобретений относится к многослойным устройствам и к способу их получения. Техническим результатом является возможность получения самосборного многослойного устройства с высокой точностью совмещения слоев и двусторонней защитой информации от фальсификации в межслойных пространствах изделия без использования таких вспомогательных устройств, как ламинаторы. Заготовка для самосборного многослойного устройства с двусторонней защитой информации от фальсификации включает основу прямоугольной формы с окнами для ламинации, расположенными друг над другом, с размещенными внутри слоями, сгибовой перфорацией под каждым окном для ламинации, где в двух верхних окнах для ламинации размещены несущие информационные слои, с нанесенными на них формовочными просечками, с оборотной стороны каждого из несущих информационных слоев, прилегающей к поверхности заготовки, нанесено клеевое покрытие, отделенное от основы защитным слоем, а в двух нижних окнах размещены ламинирующие прозрачные слои, с нанесенными на них формовочными просечками и клеевым покрытием, расположенным с лицевой стороны каждого ламинирующего прозрачного слоя и укрытым защитным слоем, на несущем слое выполнена печать с применением элементов защищенной полиграфии. 3 н.п. ф-лы, 8 ил.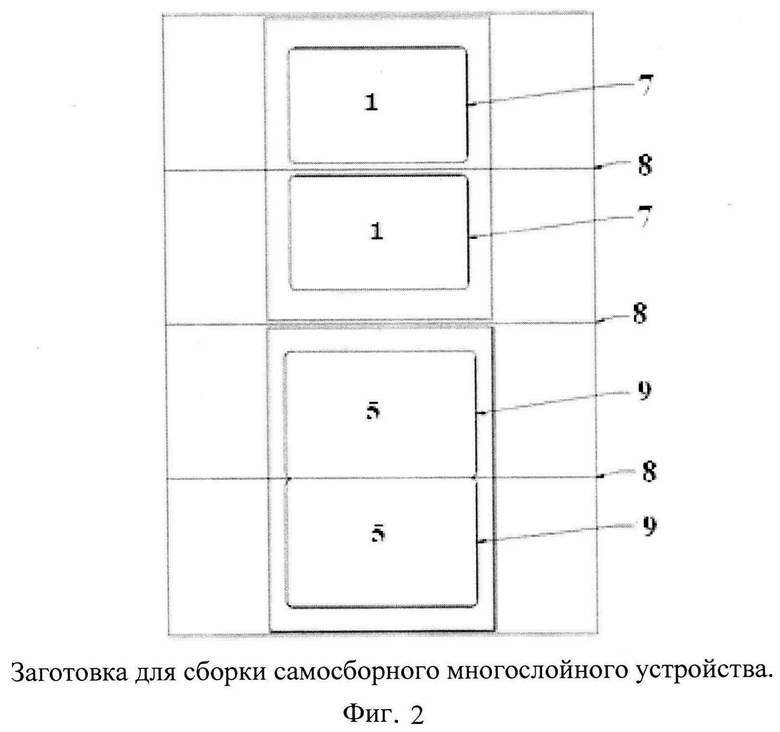
1. Заготовка для самосборного многослойного устройства с двусторонней защитой информации от фальсификации, включающая основу прямоугольной формы с окнами для ламинации, расположенными друг над другом, с размещенными внутри слоями, сгибовой перфорацией под каждым окном для ламинации, где в двух верхних окнах для ламинации размещены несущие информационные слои, с нанесенными на них формовочными просечками, с оборотной стороны каждого из несущих информационных слоев, прилегающей к поверхности заготовки, нанесено клеевое покрытие, отделенное от основы защитным слоем, а в двух нижних окнах размещены ламинирующие прозрачные слои, с нанесенными на них формовочными просечками и клеевым покрытием, расположенным с лицевой стороны каждого ламинирующего прозрачного слоя и укрытым защитным слоем, под прозрачным ламинирующим слоем на несущем слое выполнена печать с применением элементов защищенной полиграфии, при этом печатный слой защищен водяными знаками и/или защитными нитями, распределенными в массе материала.
2. Способ получения самосборного многослойного устройства с двусторонней защитой информации от фальсификации с использованием заготовки для сборки самосборного многослойного устройства по п. 1, заключающийся в том, что сначала на заготовке снимают защитный слой, укрывающий клеевое покрытие, расположенное с лицевой стороны каждого ламинирующего прозрачного слоя, затем заготовку складывают по средней линии сгибовой перфорации, совмещая несущие информационные слои, размещенные в заготовке в двух верхних окнах для ламинации, с ламинирующими прозрачными слоями, расположенными в заготовке в двух нижних окнах для ламинации, и прикрепляют несущие информационные слои к ламинирующим прозрачным слоям за счет клеевого покрытия, расположенного с лицевой стороны каждого ламинирующего прозрачного слоя, после этого заготовку раскладывают по средней линии сгибовой перфорации, с образованием в верхних окнах для ламинации ложементов с защитным слоем, отслоившимся от клеевого покрытия оборотной стороны несущего информационного слоя, далее в один из ложементов для улучшения прочности готового изделия укладывают вставку, выполненную в виде многослойного изделия из пластика с радиочастотной меткой или без нее, размер которой аналогичен размеру несущего информационного слоя или меньше него, и заготовку снова складывают по средней линии сгибовой перфорации, после фиксации вставки на клеевом покрытии одного из несущих информационных слоев, закрепленном на одном из ламинирующих прозрачных слоев, расположенных в нижних окнах для ламинации, заготовку снова раскладывают по средней линии сгибовой перфорации, затем заготовку разрывают по средней линии сгибовой перфорации, удаляя верхнюю часть заготовки с двумя верхними окнами для ламинации, оставшуюся часть заготовки с двумя нижними окнами для ламинации складывают по средней линии сгибовой перфорации, совмещая одну часть самосборного многослойного устройства, расположенную в одном из нижних окон для ламинации и выполненную из несущего информационного слоя, закрепленного на ламинирующим прозрачном слое, с другой частью самосборного многослойного устройства, расположенной в другом нижнем окне для ламинации и выполненной из зафискированных между собой вставки и несущего информационного слоя, закрепленного на ламинирующем прозрачном слое, скрепляют обе части самосборного многослойного устройства, с последующим извлечением готового изделия по формовочным просечкам, нанесенным на несущие информационные слои и ламинирующие прозрачные слои.
3. Самосборное многослойное устройство, полученное способом по п. 1, включающее вставку, выполненную в виде многослойного изделия из пластика с радиочастотной меткой или без нее и совмещенную с двух сторон с несущими информационными слоями, ламинирующие прозрачные слои, расположенные с внешних сторон самосборного многослойного устройства и совмещенные с несущими информационными слоями.
| US 20040091659 A1, 13.05.2004 | |||
| US 5705243 A, 06.01.1998 | |||
| US 6514587 B1, 04.02.2003 | |||
| US 20050001422 A1, 06.01.2005 | |||
| ЗАЩИТНЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 2007 |
|
RU2417900C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИДЕНТИФИКАЦИОННОГО ДОКУМЕНТА И ИДЕНТИФИКАЦИОННЫЙ ДОКУМЕНТ СЛОИСТОЙ СТРУКТУРЫ | 1998 |
|
RU2128587C1 |

