Изобретение относится к текстильной промышленности, в частности к технологии получения дублированных материалов.
Зачастую, сырье, которое предлагают производители материалов, не обладают всеми теми свойствами, которые необходимы в той или иной области. Производители сырья не занимаются созданием материалов, которые совмещают в себе необходимые конечному потребителю характеристики. Часто это происходит в силу узкой специализации предприятий-изготовителей и экономической нерентабельности дополнительных операций в условиях массового производства. Способом решения этой задачи является совмещение необходимых материалов методом дублирования.
Дублирование тканей - это процесс сдваивания и скрепления материалов с помощью ниточных строчек и клея, или под давлением после оплавления соединяемой поверхности одного из материалов. Наиболее распространено склеивание двух тканей (синтетической и шерстяной, металлизированной и хлопчатобумажной и др.) или оплавление одной из поверхностей поролона (пенополиуретана) и соединение его под давлением с тканью или трикотажем. Дублирование текстильных материалов применяется для придания текстильным материалам новых свойств (водо-, лученепроницаемости, несминаемости и др.).
Материалы производимые методом дублирования:
Двухслойный материал для подкладок
- Трикотаж, сдублированный с поролоном
- Нетканое полотно, сдублированное с пенополиэтиленом или поролоном
- Нитепетлевая ткань, дублированная с поролоном Для стелек и утепляющих вставок
- Картон, дублированный с пенополиэтиленом различной плотности
- Войлок или нетканое полотно, дублированное с искусственным мехом
- Пенополиэтилен, дублированный нетканым полиэфирным иглопробивным полотном
- Нетканое иглопробивное полотно с гидронепроницаемой отражающей пленкой
Для верха обуви
- Ткань, дублированная с искусственной или натуральной кожей
- Ткань, дублированная с полипропиленом для термоформования низа обуви
- Кожа, дублированная с искусственным мехом
Также, в зависимости от решаемой задачи, возможны и другие комбинации.
Использование термического метода дублирования материалов - это наиболее экономичный способ. Однако, он подходит далеко не для всех материалов, а только для тех, которые подвержены влиянию температуры. Например, невозможно дублировать радиационно сшитый пенополиэтилен фольгой, если фольга не покрыта специальным термолаком, либо другим термоактивным слоем. Дублирование путем термического скрепления не требует высоких затрат и сложного оборудования.
Дублирование материалов с помощью клеевых систем - более сложный технологический процесс. Он заключается в нанесении клея на одну (или обе) из скрепляемых поверхностей и дальнейшего совмещения дублируемых материалов с применением механических сил (прокатка между валами). При дублировании таким методом можно скреплять два, три и более материала. В зависимости от заданных характеристик конечного продукта, можно применять и различные клея. Дублирование не накладывает ограничений на сшиваемые материалы. Например, можно дублировать такие рулонные материалы как пенополиэтилены различных марок, пленки (РР, РРЕ, PVC, РЕ, Poly), фольгу, ткани, нетканые материалы, стеклоткань, вспененный каучук в различных комбинациях.
Для дублирования с помощью клея требуется более сложное оборудование. Кроме того, необходимо знать не только характеристики материалов, но и используемых клеевых систем, что в несколько раз усложняет технологический процесс по сравнению с методом термического скрепления.
При правильном выборе клея результатом дублирования рулонных материалов является качественный продукт, совмещающий в себе свойства обоих материалов. Следовательно, расширяется и спектр применения полученного продукта.
Так, например, клеевой способ состоит в том, что соединяют два слоя материалов, между которыми равномерно помещен клей в виде сплошного слоя, полос или порошка. Дублирование проводят на каландре под давлением и при высокой температуре. В этих условиях соединяемые слои прочно склеиваются между собой, образуя единое целое. Для верха используют плотные и износостойкие ткани и трикотажные полотна, искусственные мех, кожу и замшу. В качестве подкладки применяют плотные массивные полушерстяные клетчатые пестроткани, трикотажные и нетканые полотна с начесом, искусственный мех с полиакрилонитрильным ворсом, ткани с длинным начесным ворсом. Комплексные материалы из искусственной замши, дублированные искусственным мехом или тканью с густым длинным начесным ворсом, имитируют шубную овчину.
Приведенные в качестве примера слои придают комплексным тканям необходимые свойства: водонепроницаемость, легкость, упругость, ветростойкость, несминаемость, мягкость, дополнительный объем, достаточно высокие декоративные, водо- и теплозащитными свойства. Но для них же характерны и повышенная жесткость, плохая драпируемость, а также невысокая воздухопроницаемость.
Огневой способ применяют для дублирования текстильных материалов поролоном. Поверхность рулонного пенополиуретана оплавляют, а затем соединяют с текстильным материалом под давлением и охлаждают.
Для верхнего слоя используют плотные гладкокрашеные капроновые ткани, штапельные пестрые ткани, пальтовые полушерстяные ткани, различные трикотажные полотна из химических волокон и искусственный мех. Для подкладочного слоя в трехслойных материалах используют плотные тонкие гладкие полиамидные ткани и трикотажные полотна.
Материалы, дублированные поролоном огневым способом, характеризуются легкостью, упругостью, несминаемостью, хорошими теплозащитными свойствами, но имеют низкую воздухопроницаемость и плохо драпируются. Толщина слоя поролона - 0,5-1,5 см, поверхностная плотность материалов до 500 г/м2. Используют такие материалы для изготовления верхней одежды, текстильной обуви, мягкой мебели.
При прошивном способе изготовления комплексных материалов два или три текстильных материала соединяют синтетическими нитками на многоигольных стегально-прошивных машинах ниточными швами цепного или челночного стежка.
Трехслойные стеганые материалы для верхней одежды производят, используя в качестве верха плотные хлопчатобумажные, синтетические или смешанные ткани, в том числе с пленочными покрытиями и разнообразными водоотталкивающими пропитками, в качестве подкладки - тонкие гладкие скользящие синтетические ткани и трикотажные полотна. Между лицевым и подкладочным слоями размещается утепляющая прокладка - полиакрилонитрильная ватка, нетканые теплоизоляционные материалы иглопробивного или вязально-прошивного способа изготовления, нетканые клееные объемные утеплители. В некоторых случаях в качестве утеплителя используют натуральный пух.
Для прошивки используют отечественные и импортные полностью автоматизированные машины с электронным программированием работ. Материалы соединяют строчками цепного или челночного стежка, скорость прошивки 40-80 м/час. Использование синтетических нитей для прошивных строчек увеличивает износостойкость изделий и устойчивость швов к истиранию, сжатию, растяжению. Рисунки, которые создаются прошивными строчками, очень разнообразные по форме и размерам: большие и мелкие полосы, квадраты, ромбы, круги, кольца, волнистые линии, сложные фигурные замкнутые контуры, ассиметричные рисунки, рисунки непрерывного вышивания и такое другое.
К недостаткам способа можно отнести крайне низкую скорость производства и невысокую водоупорность полученного материала по причине многочисленных проколов соединяемых слоев.
При изготовлении комплексных материалов иногда используют также металлизированные материалы, в частности фольгу. Их применение значительно улучшает теплозащитные свойства одежды, но ухудшает ее гигиенические и эксплуатационные характеристики.
Из уровня техники известен способ производства дублированного волокнистого нетканого материала (см. патент RU 2418115 С1, опублик. 10.05.2011), однако вышеуказанный способ обладает рядом недостатков. Согласна указанному способу, скрепление составляющих происходит за счет расплавления бикомпонентных волокон, что придает жесткость конечному продукту. Бикомпонентные волокна разного химического состава (полиэфирные и полипропиленовые) содержатся не только во втором, скрепляющем слое, но и в первом и третьем, где они тоже подплавляются для лучшего скрепления. Производство является энергозатратным, так как для термоскрепления требуется высокая (до 250°С) температура, а применение мощных электронагревательных приборов делает его пожароопасным. Что является является недостатком. В процессе производства возможно применение только тщательно подобранной смеси волокон, образующей слои. Кроме поверхностной плотности и химического состава, регламентируется и длина волокна, поскольку при ее недостаточности соединение будет непрочным. Чем больше жестко регламентированных составляющих, тем сложнее и дороже становится производство. Возникает необходимость формировать каждый из слоев отдельно, и, только выполнив все условия, затем их соединять.
Цикл подготовки волокна к производству включает в себя:
- трепание смеси
- чесание смеси волокон
- холстоформирование
- последующий иглопробив.
Следовательно, кроме линии дублирования для приготовления равномерной смеси с заданными соотношениями компонентов требуются трепальное, чесальное, холстоформирующее оборудование, а также иглопробивная линия. А ряде случаев, для придания ворсистости, может потребоваться еще и структурная иглопробивная машина. Возрастает число необходимого оборудования. Следующим этапом является сборка пакета из трех слоев. Из двух скрепляемых и одного связующего слоя на оборудовании для сбора пакета собирают настил. Далее он подается в коландер и печь. В частном случае - установка обдува горячим воздухом. Для подачи настила дополнительно потребуется разматывающее устройство. Как видно из описания, цикл подготовки производства включает в себя большое количество единиц оборудования, которое занимает производственные площади, потребляет электроэнергию, удлиняет технологическую цепочку, а следовательно, финансовые затраты и время цикла. В процессе производства, при расплавлении бикомпонентных волокон, образуется воздухонепроницаемая корка. Страдает воздухопроницаемость, увеличивается жесткость. Кроме этого процесс расплавления бикомпонентных составляющих также является жестко технологически регламентированным, как по температуре, так и по времени воздействия этой температуры на волокно. Иначе волокно может не расплавиться или расплавиться в сплошную массу. Значит изменить скорость выпуска, а следовательно и производительность, нельзя. Термообработку при скреплении слоев проводят в печи при пропускании пакета слоев через каландр со скоростью 1,5-6,0 м/мин. Этот показатель является ключевым при определении эффективности всего производства. Заявленный способ дублирования обеспечивает скорость выпуска до 30 м/мин, что значительно выше рассматриваемого.
Задачей заявленного технического решения является устранение недостатков известного уровня техники, а также обеспечение возможности использования универсальных клеевых композиций, способных соединить любые по химическому составу тканевые материалы, у которых нет жесткой привязки к параметрам волокна.
Технический результат заключается в увеличении производительности за счет увеличения скорости выпуска готовых изделий, в сокращении затрат электроэнергии, в сокращении технологической цепочки за счет сокращения числа применяемого оборудования и устранения необходимости применения энергоемких нагревателей, в расширении диапазона потребительских качеств продукции.
Заявленный способ дублирования тканей состоит в том, что на автоматическую линию устанавливают подготовленные к непрерывному дублированию рулоны соединяемых материалов, прошедшие входной контроль качества, в зависимости от их вида готовят специально подобранный по составу клей, затем материал проходит через систему натяжных устройств и ширительных валов, при этом происходит непрерывный контроль взаимного позиционирования соединяемых слоев, клеевой узел состоит из ванны с клеем, специальной конструкции клеевого вала и работающего в паре с ним, обжимного вала, на клеевом валу в особом порядке специальным образом нанесен оригинальный рельеф, который в момент нанесения клея на ткань создает воздушно-клеевую паутину, при ламинации она заполняет поверхность в виде микропаутины, оставляя при этом достаточное пространство для пароотведения, ткань при этом сохраняет пластичность и приобретаетает формоустойчивость, вес увеличивается незначительно.
Далее все поступает на барабан ламинации с подобранным температурным и скоростным режимом, в процессе ламинации участвуют обжимные валы, в случае необходимости на следующих технологических переходах происходит охлаждение и стабилизация клеевого слоя, затем материал сматывается в рулоны.
В момент производства происходит непрерывный контроль основных показателей по устойчивости к водяному столбу, весу, ширине ткани, а также разрывных нагрузок между слоями. На машинах ОТК происходит разбраковка по наличию внешних пороков и длине.
Причем при нанесении клея между скрепляемыми слоями нет необходимости дожидаться его полной полимеризации. Ткань снимается с линии дублирования непрерывно после соединения слоев. Окончательная полимеризация и набор прочности происходят уже в готовых рулонах. И это не влияет на производительность. Рулоны сразу готовы к контролю качества, замеру метража и отправке потребителю. При использовании водоотталкивающей мембраны, клей, совместимый с ней по химическому составу, показывает отличные показатели адгезии к соединяемым слоям. Используемый метод нанесения клея обеспечивает отличные показатели по воздухо- и паропроницаемости, а в случае наличия мембраны, еще и водоотталкивающие свойства, сохраняя при этом мягкость и эластичность, что очень важно при дальнейшем раскрое материала и пошива из него готового изделия.
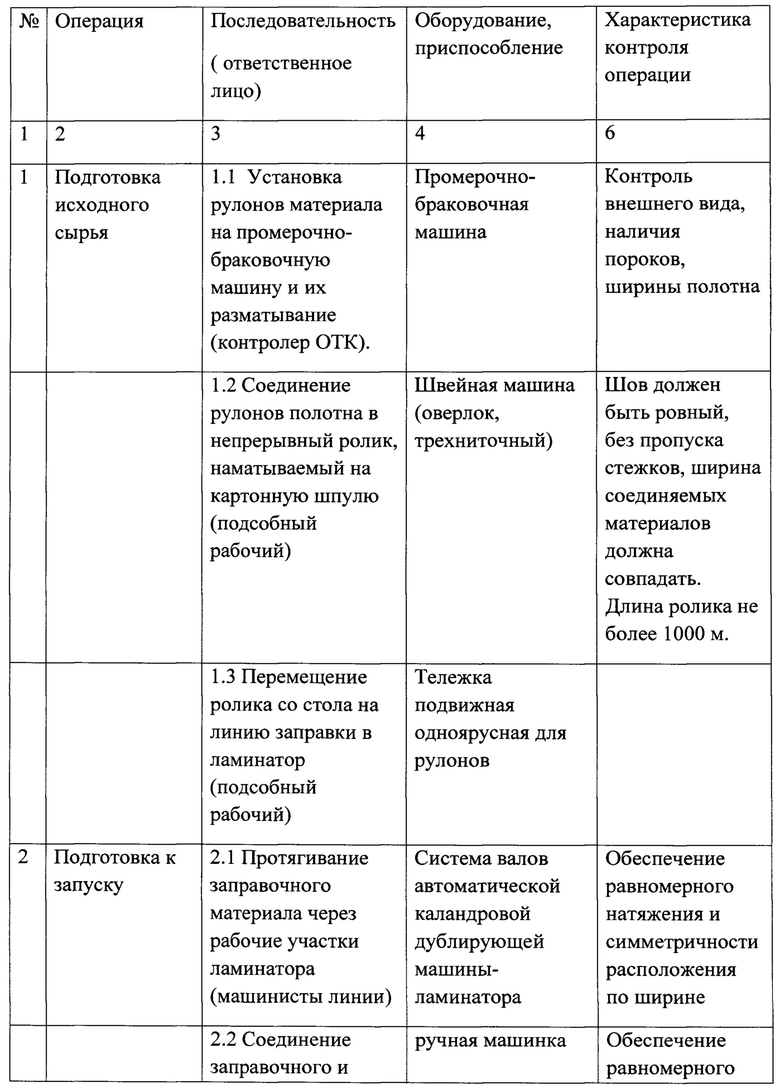
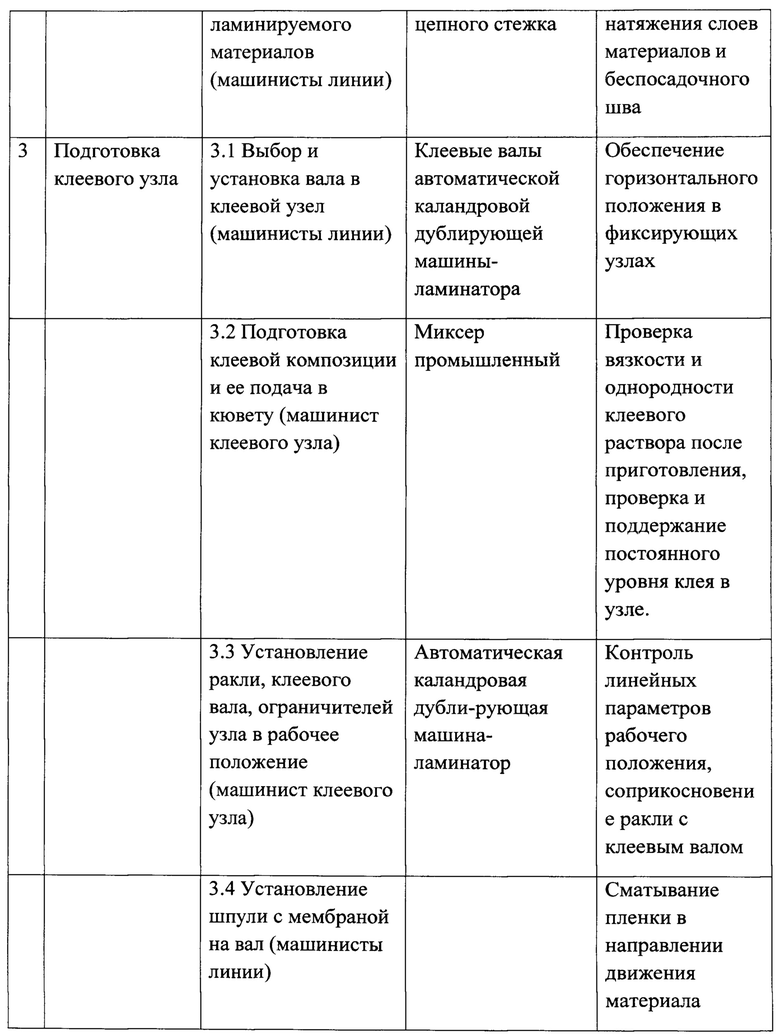
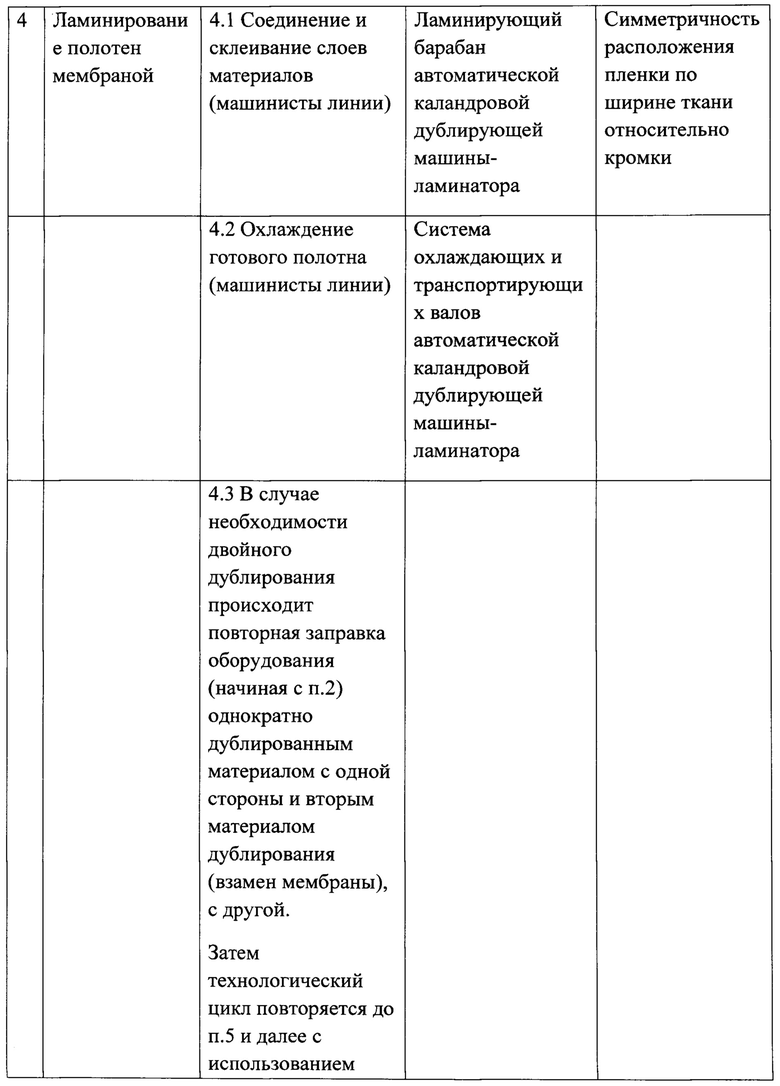
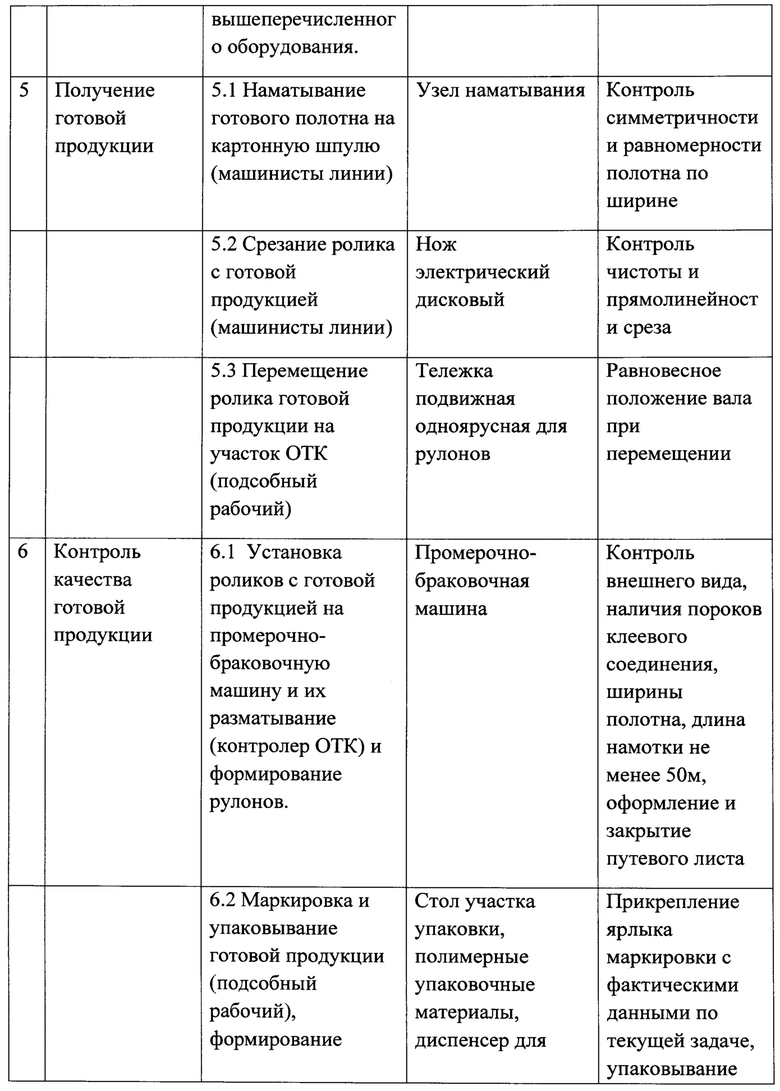
Заявленная система дублирования тканей включает промерочно-браковочную машину, швейную машину (оверлок трехниточный), тележку подвижная одноярусная для рулонов, систему валов автоматической каландровой дублирующей машины-ламинатора, ручную машинку цепного стежка, клеевые валы автоматической каландровой дублирующей машины-ламинатора, миксер промышленный, автоматическую каландровую дублирующую машину-ламинатор, ламинирующий барабан автоматической каландровой дублирующей машины-ламинатора, систему охлаждающих и транспортирующих валов автоматической каландровой дублирующей машины-ламинатора, узел наматывания, нож электрический дисковый, тележку подвижная одноярусная для рулонов, промерочно-браковочную машину, стол участка упаковки, полимерные упаковочные материалы, диспенсер для скотча, гидравлическую складскую тележку, при этом производят подготовку исходного сырья посредством установки рулонов материала на промерочно-браковочную машину и их разматывание на промерочно-браковочной машине для контроля внешнего вида, наличия пороков, ширины полотна, далее производят соединение рулонов полотна в непрерывный ролик, наматываемый на картонную шпулю, перемещают ролик со стола на линию заправки в ламинатор посредством тележки подвижной одноярусной для рулонов, далее производят подготовку к запуску посредством протягивания заправочного материала через рабочие участки ламинатора посредством системы валов автоматической каландровой дублирующей машины-ламинатора для обеспечения равномерного натяжения и симметричности расположения по ширине, далее производят соединение заправочного и ламинируемого материалов посредством ручной машинки цепного стежка для обеспечение равномерного натяжения слоев материалов и беспосадочного шва, далее производят подготовку клеевого узла посредством выбора и установки вала в клеевой узел посредством клеевых валов автоматической каландровой дублирующей машины-ламинатора для обеспечения горизонтального положения в фиксирующих узлах, далее подготавливают клеевую композицию и подают ее в кювету посредством миксера промышленного, проводят проверку вязкости и однородности клеевого раствора после приготовления, проверку и поддержание постоянного уровня клея в узле, далее производят установление ракли, клеевого вала, ограничителей узла в рабочее положение посредством автоматической каландровой дублирующей машины-ламинатора для проведения контроля линейных параметров рабочего положения, соприкосновение ракли с клеевым валом, далее устанавливают шпули с мембраной на вал для сматывания пленки в направлении движения материала, далее производят ламинирование полотен мембраной посредством соединения и склеивания слоев материалов посредством ламинирующего барабана автоматической каландровой дублирующей машины-ламинатора, далее производят охлаждение готового полотна посредством системы охлаждающих и транспортирующих валов автоматической каландровой дублирующей машины-ламинатора, при этом в случае необходимости двойного дублирования производят повторную заправку оборудования однократно дублированным материалом с одной стороны и вторым материалом дублирования (взамен мембраны), с другой и повторяют цикл.
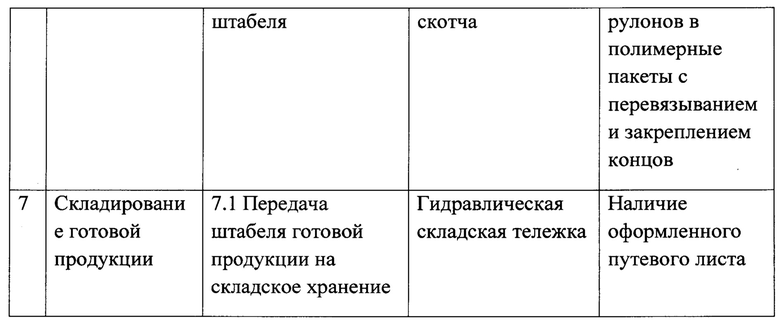
Подробное описание заявленного способа с перечнем применяемого оборудования приведено в таблице 1.

В зависимости от применяемых материалов и их комбинаций, показатель водоупорности может достигать более 20000 мм водного столба. При практическом применении ламинации ткани мембраной показатели по водоупорности превышают заявленные производителем. Улучшение показателей происходит за счет армирования мембраны тканью, флисом, трикотажем или подкладочной сеткой.
Скорость производства 10000-20000 м в смену, температурный диапазон ламинации от 100 до 130°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ печати на ткани Fotoprint | 2020 |
|
RU2746243C1 |
| Способ получения мехового полотна для меховых изделий и устройство для осуществления способа | 1976 |
|
SU696059A1 |
| БУМАЖНАЯ ТКАНЬ И/ИЛИ ПОДОБНЫЙ БУМАЖНОЙ ТКАНИ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ КУХОННОЙ БУМАГИ, ТУАЛЕТНОЙ БУМАГИ, НОСОВЫХ ПЛАТКОВ, ВПИТЫВАЮЩИХ ПРОКЛАДОЧНЫХ ТКАНЕЙ И Т.П. | 2000 |
|
RU2222656C1 |
| МЕРИЛЬНО-БРАКОВОЧНАЯ МАШИНА С УСТРОЙСТВОМ ОРИЕНТИРОВАНИЯ ТКАНИ ПО ЦЕНТРУ | 2008 |
|
RU2396387C1 |
| Агрегат для производства дублированных прорезиненных тканей | 1960 |
|
SU147575A1 |
| Способ получения линолеума | 1981 |
|
SU956665A1 |
| Браковочно-промерочная машина для текстильного полотна | 1981 |
|
SU990910A1 |
| Изоляционный материал | 2020 |
|
RU2753045C1 |
| Огнестойкий материал | 2022 |
|
RU2810768C2 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ МАТЕРИАЛА В РУЛОН | 1997 |
|
RU2116235C1 |
Изобретение относится к текстильной промышленности, в частности к технологии получения дублированных материалов. Технический результат заключается в увеличении производительности за счет увеличения скорости выпуска готовых изделий, в сокращении затрат электроэнергии, в сокращении технологической цепочки за счет сокращения числа применяемого оборудования и устранения необходимости применения энергоемких нагревателей, в расширении диапазона потребительских качеств продукции. Заявленный способ дублирования тканей состоит в том, что на автоматическую линию устанавливают подготовленные к непрерывному дублированию рулоны соединяемых материалов, прошедшие входной контроль качества, в зависимости от их вида готовят специально подобранный по составу клей, затем материал проходит через систему натяжных устройств и ширительных валов, при этом происходит непрерывный контроль взаимного позиционирования соединяемых слоев, клеевой узел состоит из ванны с клеем, специальной конструкции клеевого вала и работающего в паре с ним обжимного вала, на клеевом валу в особом порядке специальным образом нанесен оригинальный рельеф, который в момент нанесения клея на ткань создает воздушно-клеевую паутину, при ламинации она заполняет поверхность в виде микропаутины, оставляя при этом достаточное пространство для пароотведения, ткань при этом сохраняет пластичность и приобретает формоустойчивость, вес увеличивается незначительно. Далее все поступает на барабан ламинации с подобранным температурным и скоростным режимом, в процессе ламинации участвуют обжимные валы, в случае необходимости на следующих технологических переходах происходит охлаждение и стабилизация клеевого слоя, затем материал сматывается в рулоны. В момент производства происходит непрерывный контроль основных показателей по устойчивости к водяному столбу, весу, ширине ткани, а также разрывных нагрузок между слоями. На машинах ОТК происходит разбраковка по наличию внешних пороков и длине. Причем при нанесении клея между скрепляемыми слоями нет необходимости дожидаться его полной полимеризации. Ткань снимается с линии дублирования непрерывно после соединения слоев. Окончательная полимеризация и набор прочности происходят уже в готовых рулонах. И это не влияет на производительность. Рулоны сразу готовы к контролю качества, замеру метража и отправке потребителю. При использовании водоотталкивающей мембраны, клей, совместимый с ней по химическому составу, показывает отличные показатели адгезии к соединяемым слоям. Используемый метод нанесения клея обеспечивает отличные показатели по воздухо- и паропроницаемости, а в случае наличия мембраны, еще и водоотталкивающие свойства, сохраняя при этом мягкость и эластичность, что очень важно при дальнейшем раскрое материала и пошиве из него готового изделия. Заявленная система дублирования тканей включает промерочно-браковочную машину, швейную машину (оверлок трехниточный), тележку подвижную одноярусную для рулонов, систему валов автоматической каландровой дублирующей машины-ламинатора, ручную машинку цепного стежка, клеевые валы автоматической каландровой дублирующей машины-ламинатора, миксер промышленный, автоматическую каландровую дублирующую машину-ламинатор, ламинирующий барабан автоматической каландровой дублирующей машины-ламинатора, систему охлаждающих и транспортирующих валов автоматической каландровой дублирующей машины-ламинатора, узел наматывания, нож электрический дисковый, тележку подвижную одноярусную для рулонов, промерочно-браковочную машину, стол участка упаковки, полимерные упаковочные материалы, диспенсер для скотча, гидравлическую складскую тележку, при этом производят подготовку исходного сырья посредством установки рулонов материала на промерочно-браковочную машину и их разматывание на промерочно-браковочной машине для контроля внешнего вида, наличия пороков, ширины полотна, далее производят соединение рулонов полотна в непрерывный ролик, наматываемый на картонную шпулю, перемещают ролик со стола на линию заправки в ламинатор посредством тележки подвижной одноярусной для рулонов, далее производят подготовку к запуску посредством протягивания заправочного материала через рабочие участки ламинатора посредством системы валов автоматической каландровой дублирующей машины-ламинатора для обеспечения равномерного натяжения и симметричности расположения по ширине, далее производят соединение заправочного и ламинируемого материалов посредством ручной машинки цепного стежка для обеспечения равномерного натяжения слоев материалов и беспосадочного шва, далее производят подготовку клеевого узла посредством выбора и установки вала в клеевой узел посредством клеевых валов автоматической каландровой дублирующей машины-ламинатора для обеспечения горизонтального положения в фиксирующих узлах, далее подготавливают клеевую композицию и подают ее в кювету посредством миксера промышленного, проводят проверку вязкости и однородности клеевого раствора после приготовления, проверку и поддержание постоянного уровня клея в узле, далее производят установление ракли, клеевого вала, ограничителей узла в рабочее положение посредством автоматической каландровой дублирующей машины-ламинатора для проведения контроля линейных параметров рабочего положения, соприкосновение ракли с клеевым валом, далее устанавливают шпули с мембраной на вал для сматывания пленки в направлении движения материала, далее производят ламинирование полотен мембраной посредством соединения и склеивания слоев материалов посредством ламинирующего барабана автоматической каландровой дублирующей машины-ламинатора, далее производят охлаждение готового полотна посредством системы охлаждающих и транспортирующих валов автоматической каландровой дублирующей машины-ламинатора, при этом в случае необходимости двойного дублирования производят повторную заправку оборудования однократно дублированным материалом с одной стороны и вторым материалом дублирования (взамен мембраны) с другой и повторяют цикл. 2 н.п. ф-лы, 1 табл.
1. Способ дублирования тканей, включающий подготовку исходного сырья, которая заключается в установке рулонов материала на промерочно-браковочной машине и их разматывании, далее соединяют рулоны полотна в непрерывный ролик, наматываемый на картонную шпулю, далее перемещают ролик со стола на линию заправки в ламинатор, осуществляют подготовку к запуску и протягивают заправочный материал через рабочие участки ламинатора, соединяют заправочный и ламинируемый материалы, производят подготовку клеевого узла, а именно производят выбор и установку вала в клеевой узел, подготовляют клеевую композицию и подают ее в кювету, устанавливают ракли, клеевой вал, ограничители узла в рабочее положение и устанавливают шпули с мембраной на вал, производят ламинирование полотен мембраной посредством соединения и склеивания слоев материалов, охлаждения готового полотна, причем для получения готовой продукции, производят наматывание готового полотна на картонную шпулю, срезание ролика с готовой продукцией и далее производят контроль качества готовой продукции.
2. Система дублирования тканей, включающая промерочно-браковочную машину, швейную машину (оверлок трехниточный), тележку подвижную одноярусную для рулонов, систему валов автоматической каландровой дублирующей машины-ламинатора, ручную машинку цепного стежка, клеевые валы автоматической каландровой дублирующей машины-ламинатора, миксер промышленный, автоматическую каландровую дублирующую машину-ламинатор, ламинирующий барабан автоматической каландровой дублирующей машины-ламинатора, систему охлаждающих и транспортирующих валов автоматической каландровой дублирующей машины-ламинатора, узел наматывания, нож электрический дисковый, тележку подвижную одноярусную для рулонов, промерочно-браковочную машину, стол участка упаковки, полимерные упаковочные материалы, диспенсер для скотча, гидравлическую складскую тележку, при этом производят подготовку исходного сырья посредством установки рулонов материала на промерочно-браковочную машину и их разматывание на промерочно-браковочной машине для контроля внешнего вида, наличия пороков, ширины полотна, далее производят соединение рулонов полотна в непрерывный ролик, наматываемый на картонную шпулю, перемещают ролик со стола на линию заправки в ламинатор посредством тележки подвижной одноярусной для рулонов, далее производят подготовку к запуску посредством протягивания заправочного материала через рабочие участки ламинатора посредством системы валов автоматической каландровой дублирующей машины-ламинатора для обеспечения равномерного натяжения и симметричности расположения по ширине, далее производят соединение заправочного и ламинируемого материалов посредством ручной машинки цепного стежка для обеспечения равномерного натяжения слоев материалов и беспосадочного шва, далее производят подготовку клеевого узла посредством выбора и установки вала в клеевой узел посредством клеевых валов автоматической каландровой дублирующей машины-ламинатора для обеспечения горизонтального положения в фиксирующих узлах, далее подготавливают клеевую композицию и подают ее в кювету посредством миксера промышленного, проводят проверку вязкости и однородности клеевого раствора после приготовления, проверку и поддержание постоянного уровня клея в узле, далее производят установление ракли, клеевого вала, ограничителей узла в рабочее положение посредством автоматической каландровой дублирующей машины-ламинатора для проведения контроля линейных параметров рабочего положения, соприкосновение ракли с клеевым валом, далее устанавливают шпули с мембраной на вал для сматывания пленки в направлении движения материала, далее производят ламинирование полотен мембраной посредством соединения и склеивания слоев материалов посредством ламинирующего барабана автоматической каландровой дублирующей машины-ламинатора, далее производят охлаждение готового полотна посредством системы охлаждающих и транспортирующих валов автоматической каландровой дублирующей машины-ламинатора, при этом в случае необходимости двойного дублирования производят повторную заправку оборудования однократно дублированным материалом с одной стороны и вторым материалом дублирования (взамен мембраны) с другой и повторяют цикл.
| СПОСОБ ПРОИЗВОДСТВА ДУБЛИРОВАННОГО ВОЛОКНИСТОГО НЕТКАНОГО МАТЕРИАЛА "МОНФОРМ" | 2009 |
|
RU2418115C1 |
| RU 2160185 C1, 10.12.2000 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДУБЛИРОВАННОГО МАТЕРИАЛА | 1998 |
|
RU2157866C2 |

