Настоящее изобретение относится к конструкции смарт-карты с двойным интерфейсом и способу ее изготовления. Смарт-карта с двойным интерфейсом содержит устройство концентрации электромагнитных волн работающего по технологии индукционного взаимодействия модуля и антенны смарт-карты.
Предшествующий уровень техники
Различают несколько типов смарт-карт: контактные, бесконтактные и смарт-карты с двойным интерфейсом.
Смарт-карты, имеющие контактный интерфейс (контактные смарт-карты), обмениваются информацией со считывателем путем передачи электрических сигналов через контакты микроконтроллера в соответствии со стандартом ISO/IEC 7816. Стандарт ISO/IEC 7816 является широко известным и соблюдаемым стандартом для смарт-карт общего назначения, но не единственным. Есть стандарты для смарт-карт, применяемые в отдельных областях, таких как здравоохранение, транспорт, банковское дело, электронная коммерция и идентификация.
Бесконтактные смарт-карты общаются со считывателями путем передачи электромагнитных сигналов через антенны в соответствии с коммуникационными стандартами и протоколами передачи данных по стандарту ISO/TEC 14443. ISO/IEC 14443 - это международный стандарт для бесконтактных смарт-карт, работающих на частоте 13,56 MHz на малом расстоянии от антенны считывателя (около 10 см).
Смарт-карты с двойным интерфейсом (Dual Interface) содержат один микроконтроллер и два интерфейса взаимодействия со считывателем - контактным образом и бесконтактным. Микроконтроллер поддерживает протоколы ISO/IEC 7816 и ISO/IEC 14443, а также поддерживает различные методы сборки, такие как контактные, бесконтактные и с двойным интерфейсом.
В настоящее время наибольшей популярностью пользуются бесконтактные смарт-карты и смарт-карты с двойным интерфейсом.
Для удобства промышленного производства смарт-карт с двойным интерфейсом, производители микроконтроллеров упаковывают их в стандартизированную модульную ленту, после чего один такой микроконтроллер называют модулем. Обычно модуль имеет на одной поверхности контактную группу, содержащую 6 или 8 контактов, а на обратной стороне содержится 2 контакта, к которым присоединяется антенна, выполненная из токопроводящей проволоки, толщиной 0.045 мм - 0.25 мм.
В промышленном производстве смарт-карт с двойным интерфейсом используют комплект специализированного оборудования, с помощью которого вначале изготавливают основу с токопроводящей антенной, устанавливают в нужное место модуль и электрически соединяют его с антенной, располагая при этом модуль таким образом, чтобы соединение антенны с модулем было на обратной стороне модуля. Затем собирают нужный по толщине пакет листов для смарт-карты, состоящий из основы, компенсационного листа, дополнительных листов или информационно-декоративного слоя (при необходимости) и защитного слоя, который может содержать различные функциональные элементы, например, магнитную полосу, полосу для подписи, голограмму и т.п.
Существует несколько технологий соединения антенны с модулем:
1) с использованием припоя или точечной сварки;
2) с использованием токопроводящего вещества. Оба способа соединения имеют свои плюсы и минусы и применяются различными производителями смарт-карт для производства банковских, социальных, транспортных карт, водительских удостоверений, электронных паспортов гражданина и т.д.
Известна технология изготовления смарт-карт с двойным интерфейсом, где в качестве бесконтактного интерфейса применяется алюминиевая антенна, расположенная с двух сторон на подложке из полиэтилентерефталата (http://www.s-p-s.com). Недостатком этой антенны является сложность и трудоемкость ее изготовления, множество технологических процессов, наличие обязательных соединений между двумя слоями антенн, что снижает надежность конструкции и является существенным недостатком. В качестве материала для изготовления смарт-карты, как правило, используют поливинилхлорид и при формировании пакета для изготовления смарт-карт возникают трудности по совмещению антенны на подложке из полиэтилентерефталата с модулем, поскольку подложка тонкая и легко гнется, в результате это сказывается на надежности работы самой смарт-карты. При изготовлении алюминиевой антенны ее края, как правило, имеют неровности, что не позволяет добиться одинаковой резонансной частоты даже внутри одной партии изготовленных антенн. Кроме того, соединить листы из полиэтилентерефталата и поливинилхлорида на молекулярном уровне невозможно, к тому же алюминиевые антенны занимают большую площадь, поэтому необходимо использовать связующее вещество, например клеевой состав, что удорожает и удлиняет процесс изготовления смарт-карт.
В патенте RU 2372655 описана многослойная защитная структура для использования в качестве страницы личного документа, удостоверяющего личность, или в качестве личного документа, содержащая транспондерный слой, с имеющимися на транспондерной подложке проволочным проводником (антенной), и электрически контактирующую с ним интегральную схему. Недостатками такой смарт-карты являются наличие контактного соединения между интегральной схемой и двумя концами антенны, усложняющего процесс производства смарт-карты, т.к. возникает необходимость в дополнительных действиях, а именно: сварке каждого модуля в двух местах, при этом увеличивается риск брака при изготовлении изделия, так как после сварки модуля с антенной на интегральную схему воздействуют компрессионно-температурно. При эксплуатации описанного изделия, существует повышенный риск разрушения контактного соединения, так как пластиковая смарт-карта изгибается и потребитель, изогнув смарт-карту в месте крепления антенны к интегральной схеме, может повредить электрическое соединение антенны и модуля, что недопустимо в таких документах как паспорт, банковская карта, социальная страховая карта, транспортная карта и т.д. При нарушении этого соединения смарт-карта перестанет работать по бесконтактному интерфейсу.
Известна пластиковая смарт-карта с микроэлектронным чипом, содержащая электронный модуль с двойным интерфейсом связи (патент на изобретение RU 2412483). Электронный модуль согласно данному решению содержит с одной стороны подложку, снабженную клеммной колодкой электрических контактов, обеспечивающих функционирование путем электрического контакта с контактами считывающего устройства, а с другой стороны модуль содержит антенну, образованную, по меньшей мере, из одного витка и клеммы которой связаны с клеммами микроэлектронного чипа, расположенного на поверхности модуля.
Используемые термины и сокращения:
Основа - пластиковый или иной лист с впаянной токопроводящей антенной;
Преламинат - соединенная термокомпрессионным способом основа с компенсационным листом, уложенным поверх основы со стороны антенны;
Пакет - набор листов для смарт-карты, состоящий, из: ламинирующего слоя, информационно-декоративного слоя, пластикового листа, компенсационного листа, основы, пластикового листа, информационно-декоративного слоя и ламинирующего слоя;
Мини-пакет - не полный набор листов для смарт-карты, например без информационно-декоративного слоя;
Модуль - микроконтроллер, упакованный в стандартизированную модульную ленту;
PET - полиэтилентерефталат;
PET-G - полиэтилентерефталат-гликоль;
PVC - поливинилхлорид;
PC - поликарбонат;
ABS - пластик.
Задачей настоящего изобретения является создание надежной в использовании смарт-карты с двойным интерфейсом, работающей по технологии индукционного взаимодействия модуля и антенны смарт-карты, у которой концы контуров не замкнуты. Кроме того, задача состоит в разработке способа изготовления смарт-карт с двойным интерфейсом, позволяющим упростить производство смарт-карт, уменьшить его стоимость и получить ряд технологических преимуществ по сравнению с известными способами изготовления смарт-карт.
Технический результат заявляемого устройства заключается в повышении его устойчивости к физическим нагрузкам, возникающим в повседневном использовании, за счет отсутствия электрической связи между антенной и модулем; повышении устойчивости к изменениям температуры среды использования за счет термокомпрессии материалов, входящих в состав устройства, а также позволяет устанавливать антенну нужной конфигурации практически на любой приемлемый для этих целей материал, например: PVC, PC, бумага, ABS, PET-G, PET и др. К техническому результату заявляемого способа также можно отнести общее повышение производственной эффективности изготовления смарт-карт, поскольку конструкция антенны с незамкнутыми концами контуров позволяет:
- практически полностью избежать брака при производстве самой антенны;
- сократить количество этапов производства и контроля;
- сократить время запуска новых конфигураций антенн, тем самым сократить время перехода от изделия к изделию;
- увеличить срок службы изделия;
- сократить стоимость изделия.
Краткое описание конфигураций антенны в смарт-карте
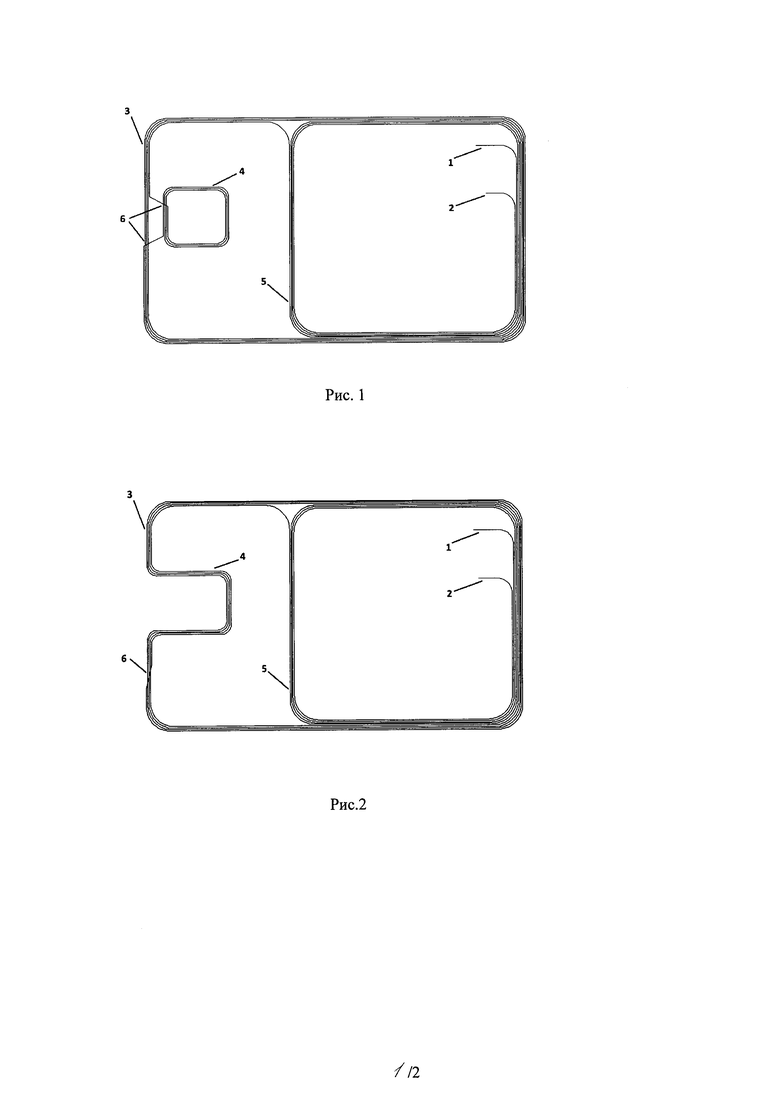
Приведено несколько вариантов выполнения антенны, при которых она выполняет роль устройства концентрации электромагнитных волн и работает по технологии индукционного взаимодействия модуля и антенны смарт-карты.
Рис. 1 - вариант выполнения антенны, где 1, 2 - незамкнутые концы проволоки; 3, 5 - большой контур; 4 - малый контур; 6 - пересечение витков антенны.
Рис. 2 - вариант выполнения антенны, где 1, 2 - незамкнутые концы проволоки; 3, 5 - большой контур; 4 - малый контур; 6 - пересечение витков антенны.
Рис. 3 - вариант выполнения антенны, где 1, 2 - незамкнутые концы проволоки; 3 -большой контур; 4 - малый контур.
Рис. 4 - вариант выполнения антенны, где 1, 2 - незамкнутые концы проволоки; 3, 5 - большой контур; 4 - малый контур; 6 - пересечение витков антенны.
Рис. 5 - вариант выполнения антенны, где 1, 2 - незамкнутые концы проволоки; 3 - большой контур; 4 - малый контур.
Краткое изложение существа изобретения.
Поставленная задача решается тем, что смарт-карта представляет собой многослойную конструкцию из основы, компенсационного листа, дополнительных пластиковых листов, информационно-декоративных листов и ламинирующих листов, которые могут содержать различные функциональные элементы, такие как: магнитная полоса, полоса для подписи, голограмма и т.п. В готовой смарт-карте над малым контуром антенны в теле карты выполнено углубление с установленным в него модулем, содержащим мини-антенну. Антенна смарт-карты выполнена в виде двух или более незамкнутых контуров из токопроводящей проволоки и выполняет функцию приемо-передатчика электромагнитных сигналов от устройства чтения бесконтактных смарт-карт в модуль и от модуля в устройство чтения смарт-карт. При этом концы любого контура антенны смарт-карты остаются электрически незамкнутыми. Для различных условий можно применять различные конфигурации антенн, например из приведенных на Рис. 1-5. В случае, когда антенна выполнена в конфигурации рисунков 3 и 5, можно использовать медную проволоку без содержания изолирующих слоев, так как отсутствуют какие либо пересечения проволоки, что, в свою очередь, снижает себестоимость изделия.
Возможен вариант выполнения смарт-карты, при котором, в многослойной конструкции используют преламинат.
Возможен вариант выполнения смарт-карты, при котором между преламинатом и, по крайней мере, одним ламинирующим слоем расположен информационно-декоративный слой.
Способ изготовления смарт-карты заключается в том, что антенны в количестве одной или более штук методом ультразвуковой впайки устанавливают на одну сторону пластикового листа, при этом каждую антенну формируют из одного куска токопроводящей проволоки с образованием продолжающих друг друга как минимум двух контуров, большого и малого, содержащих от 2 до 20 и от 1 до 10 витков соответственно. Количество витков в каждом контуре подбирается таким образом, чтобы радиочастотные характеристики антенны соответствовали стандарту ISO/IEC 14443. При этом концы антенны остаются незамкнутыми. Далее поверх основы со стороны антенны укладывают компенсационный лист и термокомпрессионным способом соединяют листы между собой. К полученному таким способом, преламинату с обеих сторон укладывают по дополнительному пластиковому листу и информационно-декоративному листу, а затем укладывают защитный ламинирующий слой, формируя, таким образом, многослойную конструкцию (пакет) для последующего процесса пресс-ламинирования. После сборки пакета предпочтительно зафиксировать края листов между собой термокомпрессионным способом. Из полученной многослойной конструкции высекают заготовки смарт-карт, при этом каждая заготовка содержит одну антенну с как минимум двумя незамкнутыми контурами. Далее на поверхности смарт-карты над малым контуром антенны фрезеруют углубление под установку модуля, куда и помещают его с применением нетокопроводящего термоактивируемого клея.
В процессе изготовления смарт-карты толщина многослойной конструкции подбирается таким образом, чтобы заготовка смарт-карты соответствовала толщине по стандарту ISO/IEC 7810 (предпочтительно 0.74-0.80 мм) и при формировании углубления под установку модуля не был задет контур малой антенны.
Для изготовления смарт-карты с изображением или размещенной на ней информацией, между, по крайней мере, одним дополнительным листом и ламинирующим слоем располагают информационно-декоративный слой, а ламинирующий слой при этом может содержать дополнительные функциональные элементы, такие как: магнитная полоса, полоса для подписи, голограмма и т.п.
Подробное описание изобретения
Заявляемая смарт-карта представляет собой многослойную конструкцию из преламината, дополнительных пластиковых листов, информационно-декоративных листов и ламинирующих листов, последние могут содержать различные дополнительные функциональные элементы, такие как: магнитная полоса, полоса для подписи, голограмма и т.п. Антенна смарт-карты выполнена как минимум из двух незамкнутых контуров - большого (первичная обмотка) и малого (вторичная обмотка). Малый контур антенны представляет собой несколько витков (от одного до десяти) токопроводящей проволоки и расположен под местом установки модуля. Большой контур антенны состоит как минимум из двух незамкнутых витков токопроводящей проволоки и неразрывен с малым контуром антенны. Антенна выполнена незамкнутой и электрически не соединена с модулем. В углублении на поверхности смарт-карты закреплен модуль с мини-антенной таким образом, что мини-антенна модуля располагается над геометрическим центром малого контура антенны, а контактная область модуля расположена на внешней стороне карты. Такая конфигурация антенны выполняет функцию приемо-передатчика электромагнитных сигналов от устройства чтения бесконтактных смарт-карт в модуль и от модуля в устройство чтения бесконтактных смарт-карт, т.е. является устройством концентрации электромагнитных волн.
Прием сигнала происходит следующим образом: устройство чтения бесконтактных смарт-карт (считыватель) генерирует электромагнитное поле. При внесении смарт-карты в электромагнитное поле считывателя на первичных обмотках антенны индуцируются электрические заряды, при этом вторичная обмотка начинает работать в качестве генератора электромагнитных сигналов, тем самым вызывая ЭДС индукции во встроенной мини-антенне модуля. Для передачи сигнала от модуля в устройство чтения бесконтактных смарт-карт используется обратная цепочка: встроенная мини-антенна модуля генерирует электромагнитный сигнал, который индуцирует ЭДС на вторичной обмотке, в результате чего первичная обмотка транслирует сигнал к устройству чтения бесконтактных смарт-карт. Таким образом, радиочастотное поле, исходящее от бесконтактного считывателя, собирается большим контуром антенны и концентрируется в малом контуре, что позволяет создать поле, достаточное для питания микроконтроллера, установленного в модуле.
Способ изготовления смарт-карты состоит в следующем. На лист толщиной от 50 до 500 микрон методом ультразвуковой впайки устанавливают проволочную(ые) токопроводящую(ие) антенну(ы). Лист может быть изготовлен из PVC, ABS-пластика, PET, PET-G, PC, бумаги и других синтетических или комбинированных материалов. На каждом таком листе располагают определенное количество антенн в зависимости от размера листа и типа вырубного пресса, применяемого при производстве, например, размеру листа длиной 460 мм - 500 мм и шириной 290 мм - 330 мм соответствует число размещенных антенн от 21 до 25. Каждая антенна представляет собой токопроводящую проволоку с изоляцией, предпочтительно с содержанием меди не менее 99,9%, уложенную на лист таким образом, чтобы образовались как минимум два соединенных между собой незамкнутых контура большой и малый, содержащих от 2 до 20 и от 1 до 10 витков соответственно. Количество витков в каждом контуре подбирается таким образом, чтобы радиочастотные характеристики антенны соответствовали стандарту ISO/IEC 14443. Большой контур антенны формируют предпочтительно по периметру будущей смарт-карты, а малый контур формируют в месте, где в дальнейшем над ним будет установлен модуль. Каждая антенна выполнена неразрывной, одна служит продолжением другой и концы антенны не замкнуты. Полученный лист в дальнейшем называют основой. Основу помещают на специальный радиочастотный тестер и проверяют работу каждой антенны. Далее на основу со стороны антенны укладывают компенсационный лист, предпочтительно из аналогичного материала или из материала, обладающего высокой степенью адгезии при спайке с материалом, из которого выполнена основа. Толщину компенсационного листа подбирают таким образом, чтобы антенна находилась в основе будущей смарт-карты на уровне (глубине), необходимом для каждого конкретного варианта исполнения смарт-карты. Основу и компенсационный лист помещают в листовой пресс ламинатор, где под воздействием температуры от 90 до 250 градусов Цельсия и давления от Р=20 до Р=200 N/см2 в течение временного периода от 15 до 120 минут (в зависимости от используемых материалов) производят расплавление двух листов и их соединение по всей поверхности. Возможно применение рулонного пресс ламинатора. Затем монолитную конструкцию охлаждают до температуры окружающей среды. Полученную конструкцию в дальнейшем называют преламинат. Такая конструкция сохраняет антенну от повреждения на протяжении длительного времени - до нескольких десятков лет.
Для создания смарт-карты, где одна или обе стороны содержат информацию и/или изображение, используют материалы, перечисленные ниже, которые укладывают друг на друга, формируя следующую многослойную конструкцию:
- прозрачный ламинирующий слой (с функциональными элементами);
- информационно-декоративный слой, представляющий собой пластиковый лист с нанесенным изображением;
- преламинат;
- информационно-декоративный слой, представляющий собой пластиковый лист с нанесенным изображением;
- прозрачный ламинирующий слой (с функциональными элементами).
Если смарт-карта должна быть выпущена без изображения, то конструкцию собирают в следующем виде:
- прозрачный ламинирующий слой (с функциональными элементами);
- компенсационный лист;
- преламинат;
- компенсационный лист;
- прозрачный ламинирующий слой (с функциональными элементами).
Края листов, собранной таким образом, многослойной конструкции, предпочтительно фиксируют между собой термокомпрессионным способом и помещают в листовой пресс ламинатор, где под воздействием температуры от 90 до 250 градусов Цельсия и давления от Р=50 до Р=200 N/см2 в течение временного периода от 15 до 120 минут (в зависимости от используемых материалов) производят термокомпрессионную спайку - надежное соединение всех листов. После охлаждения до температуры окружающей среды получают пластиковый лист нужной толщины, на котором размещены заготовки смарт-карт. Этот способ изготовления смарт-карт является предпочтительным.
Возможен вариант изготовления листа с заготовками смарт-карт за один цикл спайки. При таком варианте выполнения формируют многослойную конструкцию из слоев, размещенных в следующем порядке:
- прозрачный ламинирующий слой (с функциональными элементами);
- пластиковый лист с нанесенным изображением или без изображения;
- компенсационный лист;
- основа;
- пластиковый лист с нанесенным изображением или без изображения;
- прозрачный ламинирующий слой (с функциональными элементами).
Таким образом, в данном варианте способа исполнения отсутствует этап изготовления преламината. Далее многослойную конструкцию подвергают термокопрессионной спайке в пресс ламинаторе описанным выше образом для получения листа с заготовками смарт-карт. Из сформированной многослойной конструкции с впаянными антеннами высекают смарт-карты в специальном вырубном прессе. Например, из каждого листа длиной 460 мм - 500 мм и шириной 290 мм - 330 мм получают от 21 до 25 смарт-карт, каждая из которых содержит антенну с незамкнутыми концами в виде, как минимум, двух контуров, являющихся продолжением один другого и расположенных на единой глубине. Геометрические размеры высеченных смарт-карт соответствуют стандарту ISO/IEC 7810. В основе смарт-карты формируют углубление под установку модуля в центре малого контура антенны, в соответствии со стандартом ISO/IEC 7816. Углубление формируют методом фрезерования, так, чтобы не был задет контур малой антенны. В подготовленное углубление по технологии горячего клея устанавливают модуль, в который интегрирована мини-антенна.
Заявляемый способ изготовления смарт-карт имеет ряд преимуществ по сравнению с распространенными способами с применением алюминиевой антенны, а именно:
- простота изготовления, так как для формирования антенны медная проволока наносится только на одну сторону основы, тогда как антенна, выполненная из алюминиевой проволоки является двусторонней и имеет соединения между слоями, что усложняет, удорожает процесс производства, а наличие каких либо соединений в конфигурации антенны снижает ее надежность;
- снижается стоимость производства за счет отсутствия дополнительного клеевого соединения с обеих сторон PET листов, а также за счет снижения количества брака готового изделия.
За счет использования метода ультразвуковой впайки при установке токопроводящей проволоки, например медной, описанный способ позволяет проявить гибкость в выборе материала для смарт-карты и создания антенн различных форм и конфигураций. Это позволяет учесть зоны нежелательного размещения контура антенны в зависимости от дизайна будущего изделия, в том числе не размещать антенну в зонах для эмбоссирования символов и будущих отверстий. При использовании алюминиевой антенны на PET основе оперативно учесть и адаптировать антенну под дизайнерские решения графического и персонализационного оформления невозможно.
Непосредственная установка антенны из медной проволоки с помощью технологии ультразвуковой впайки позволяет осуществить оперативную настройку резонансной частоты антенны под выбранный модуль в процессе производства, в то время, как известные ранее технологии изготовления таких антенны обычно подразумевают наличие дополнительных сложных и продолжительных процессов настройки частоты алюминиевой антенны на PET основе под необходимый модуль уже готовых листов.
Смарт-карта, изготовленная заявляемым способом, устойчива к температурным изменениям среды использования, так как состав изделия гомогенный, материал, на котором содержится проволочная антенна, соединяется с аналогичными по составу листовыми материалами на молекулярном уровне. При применении алюминиевой антенны на PET подложке это невозможно, т.к. в конструкции присутствуют клеевые материалы, которые под воздействием высокой температуры подвержены структурным изменениям и могут снизить свою клеевую эффективность, к тому же алюминиевая антенна имеет механические соединения слоев, что повлечет за собой разрушение изделия и/или разрушение алюминиевой антенны или ее частей.
Благодаря применению токопроводящей проволоки различной конфигурации, устанавливаемой с использованием метода ультразвуковой впайки, заявляемый способ позволяет легко изменять конфигурацию смарт-карты, изменять форму и расположение антенны, создавая смарт-карты по индивидуальным заказам без затраты дополнительного времени для перенастройки оборудования.

Настоящее изобретение относится к конструкции смарт-карты с двойным интерфейсом и способу ее изготовления. Заявлена группа изобретений, включающая смарт-карту с двойным интерфейсом и способ изготовления смарт-карты с двойным интерфейсом. Особенностью заявленных смарт-карты и способа является то, что лист-основа с компенсационным листом соединены термокомпрессионным способом с образованием преламината, состав смарт-карты гомогенный, материал, на котором содержится проволочная антенна, соединяется с аналогичными по составу листовыми материалами на молекулярном уровне. Техническим результатом является повышение устойчивости смарт-карты к изменениям температуры среды. 2 н. и 2 з.п. ф-лы, 5 ил.
1. Смарт-карта с двойным интерфейсом, содержащая два ламинирующих слоя с расположенными между ними листом-основой, в который впаяна антенна, с компенсационным листом, модуль со встроенной мини-антенной, расположенный в углублении на поверхности смарт-карты, при этом антенна выполнена из одного куска незамкнутой токопроводящей проволоки с образованием как минимум двух контуров: большого, расположенного, предпочтительно, по периметру смарт-карты, и малого контура, над которым установлен модуль с встроенной мини-антенной; причем лист-основа с компенсационным листом соединены термокомпрессионным способом с образованием преламината, состав смарт-карты гомогенный, материал, на котором содержится проволочная антенна, соединяется с аналогичными по составу листовыми материалами на молекулярном уровне.
2. Смарт-карта, по п. 1, характеризующаяся тем, что между преламинатом и, по крайней мере, одним ламинирующим слоем расположен информационно-декоративный слой.
3. Способ изготовления смарт-карты по п. 1, заключающийся в том, что антенну в количестве одной или более штук устанавливают методом ультразвуковой впайки на лист таким образом, чтобы образовались, как минимум, два контура: большой, расположенный, предпочтительно, по периметру смарт-карты, и малый контур; на лист-основу с установленными антеннами укладывают компенсационный лист, наносят ламинирующий слой с каждой из сторон, спекают полученную многослойную конструкцию, высекают из многослойной конструкции заготовки смарт-карт, на поверхности заготовки смарт-карты над малым контуром антенны формируют методом фрезерования углубление под установку модуля, в корпус которого встроена мини-антенна, модуль закрепляют с помощью технологии горячего клея.
4. Способ по п. 3, характеризующийся тем, что между преламинатом и, по крайней мере, одним ламинирующим слоем размещают информационно-декоративные слои.
| US 2015021402 A1, 22.01.2015 | |||
| DE 102009058435 A1, 22.06.2011 | |||
| АНТЕННА ДЛЯ ИСПОЛЬЗОВАНИЯ СО СМАРТ-КАРТОЙ ВСТРАИВАЕМОГО ТИПА СО СДВОЕННЫМ ИНТЕРФЕЙСОМ | 2006 |
|
RU2353027C1 |
| ЭЛЕКТРОННЫЙ МОДУЛЬ С ДВОЙНЫМ ИНТЕРФЕЙСОМ СВЯЗИ, В ЧАСТНОСТИ, ДЛЯ ПЛАСТИКОВОЙ КАРТЫ С МИКРОЧИПОМ | 2006 |
|
RU2412483C2 |
| СПОСОБ ДЛЯ СОЗДАНИЯ АНТЕННЫ СМАРТ-КАРТЫ НА ТЕРМОПЛАСТИЧЕСКОМ ОСНОВАНИИ И РЕЗУЛЬТИРУЮЩАЯ СМАРТ-КАРТА | 2004 |
|
RU2337400C2 |

