Изобретение относится к стрелковому автоматическому оружию и может быть использовано для жидкостного охлаждения стволов пулеметов. Известны стволы с эффективным межслойным охлаждением в виде трубы с наружными продольными канавками, разделенными ребрами, охваченной кожухом, кроме зоны патронника и дульной части ее, с герметизацией зоны циркуляции хладагента, имеющим по краям по поперечному окну подвода и отвода хладагента к этой зоне и из нее (см. книгу Орлова Б.В. и др. Устройство и проектирование стволов артиллерийских орудий. - М.: Машиностроение,1976, с. 223-228).
Их недостаток: при высоких плотностях тепловых потоков на охлаждаемых поверхностях стволов калибра 12,7-14,5 мм возникает кризис теплообмена 1-го рода, что приводит к перегреву казенной части трубы и ее разрушению при стрельбе длинными очередями из-за использования продольных канавок, не обеспечивающих эффективного перемешивания текущего хладагента по ним с их недостаточной охлаждаемой поверхностью. Известен также охлаждаемый пулеметный ствол в виде трубы с выполненными, кроме зоны патронника, казенной и дульной части ее, наружными продольными канавками, разделенными между собой ребрами, а в казенной части ее выполнены кольцевые канавки, разделенные своими кольцевыми ребрами, в каждом из которых выполнено несколько прорезей, смещенных в угловом направлении относительно прорезей соседних ребер; эта труба охвачена соединенным с ней в казенной части кожухом, имеющим на концах по поперечному окну, открытому в казенной части в кольцевую канавку трубы, а в дульной части в кольцевой зазор между их боковыми поверхностями, загерметизированный у ее дульного среза (см. патент РФ 2732264 С1, 14.09.2020).
Его недостатки: недостаточная охлаждаемая поверхность наружных продольных канавок трубы; причем у канавок прямоугольной формы имеет место «запаривание» их боковых стенок при кипении хладагента, чем ухудшается теплоотвод от них циркулирующим хладагентом в казенной части трубы; усложнение изготовления прорезей со смещением их в соседних кольцевых ребрах казенной части трубы; повышенная трудоемкость трубы из-за фрезерования ее продольных канавок.
Задача предлагаемого решения - повышение эффективности охлаждения средней и казенной частей трубы и технологичности ее.
Технический результат от этого: увеличение живучести охлаждаемого ствола и снижение трудоемкости его трубы.
Это достигается тем, в охлаждаемом пулеметном стволе в виде трубы с выполненными, кроме зоны патронника, казенной и дульной части ее с наружными продольными канавками, разделенными между собой продольными ребрами, а в казенной части ее выполнены кольцевые канавки, разделенные своими кольцевыми ребрами, в каждом из которых выполнено несколько прорезей, смещенных в угловом направлении относительно прорезей соседних ребер, охваченной соединенным с ней в казенной части кожухом, имеющим на концах по поперечному окну, открытому в казенной части в кольцевую канавку трубы, а в дульной части в кольцевой зазор между их боковыми поверхностями, загерметизированный у дульного среза трубы, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО наружные канавки трубы выполнены наклонными в средней и казенной частях ее, а на разделяющих их ребрах в ее казанной части образованы кольцевые прорези; канавки трубы и кольцевые прорези ее казенной части выполнены расширяющимися от их доньев до вершин образуемых ими ребер.
Выполнением в средней и казенной частях трубы наклонных наружных канавок вместо продольных увеличивается длина и охлаждаемая поверхность их пропорционально углу наклона их относительно продольной оси трубы при прочих равных условиях. Такие канавки можно точить, а не фрезеровать что быстрее. Формированием на ребрах казенной части трубы, разделяющих ее наружные наклонные канавки, кольцевых прорезей уменьшается объем снятого металла при их образовании, и, следовательно, сокращается время обработки трубы.
Выполнением канавок трубы и кольцевых прорезей ее казенной части расширяющимися от их доньев до вершин разделяющих эти канавки и прорези ребер дополнительно увеличивается ими охлаждаемая поверхность трубы, исключается при кипении циркулирующего хладагента «запаривание» боковых стенок этих канавок и прорезей и повышаются эффективность охлаждения и живучесть ствола. Используемый для образования таких канавок и прорезей инструмент, например, радиусные фрезы и резцы, прочнее и большей стойкости по сравнению с инструментом для образования прямоугольных канавок и прорезей трубы - прототипа.
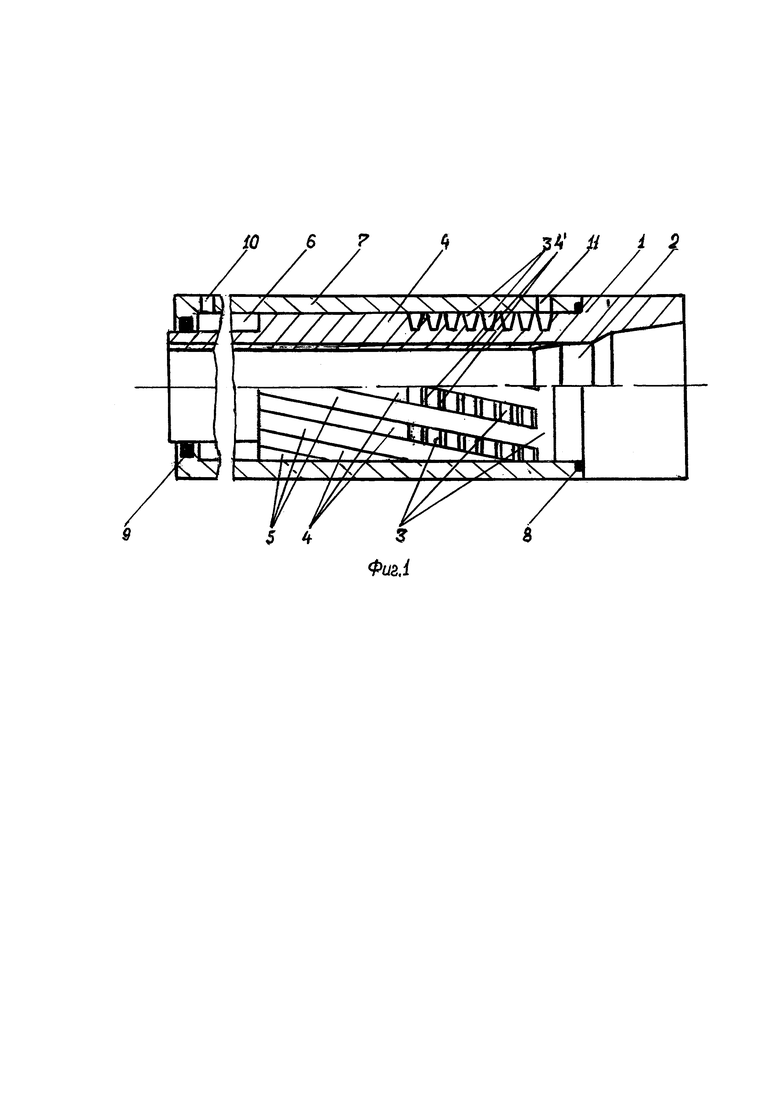
Предлагаемое от известных решений ново, существенно отличается от них, промышленно пригодно и отвечает критериям ИЗОБРЕТЕНИЕ. Оно представлено на чертеже фиг. 1 с продольным сечением пулеметного ствола, на которой в верхней части представлена его труба с продольным прямым ребром между соседними канавками вместо наклонного и кольцевыми трапецеидальными прорезями в нем в ее казенной части, а в нижней части этой фигуры показаны часть наружных наклонных трапецеидальных канавок из 8-ми сформированных с прямыми линиями вместо винтовых линий в средней и казенной частей трубы с этими прорезями в ребрах только ее последней части. Такой ствол содержит трубу 1, с казенного среза которой выполнен патронник 2; от его пульного входа начинаются наружные трапецеидальные и других форм кольцевые прорези 3, выполненные в наружных ребрах 4 казенной части трубы 1; в начале средней части трубы ее наклонные трапецеидальные и других форм канавки 5, показанные с ребрами 4 прямыми, открыты в кольцевой зазор 6 между боковыми поверхностями дульной части трубы 1 без них и кожуха 7, охватывающего трубу 1 с выбираемым при стрельбе от нагрева ее минимальным зазором; своей резьбой он соединен с казенной частью трубы через прокладку 8 и сваркой в одном месте, что устраняется при разборке такого ствола; кожух 7 крайней дульной частью расположен у ее дульного среза с герметизацией там зоны циркуляции хладагента, например, теплостойким уплотнительным элементом 9; под хладагент выполнены поперечное окно 10 в дульной части кожуха 7, открытое в кольцевой зазор 6, и такое же окно 11 в казенной части его, выходящее в кольцевую прорезь 3 и канавку 5 трубы.
Такая конструкция наружной поверхности трубы определяется кривой давления пороховых газов, действующих на нее изнутри при выстреле: их давление максимально в казенной части ее на длине не более 10-15 калибров канала ствола от начала его направляющей части и затем резко убывает к дульному срезу до минимума; поэтому труба в дульной части не упрочняется кожухом, как в остальной части ее, и там она понижается в размер глубины наклонных канавок 5 с образованием кольцевого зазора 6 между боковыми поверхностями трубы 1 и кожуха 7. Теплопоступление в трубу от выстрела имеет примерно линейный характер: максимально в начале направляющей части и минимально у дульного среза ее. Ствол охлаждается так: хладагент подводится через поперечное окно 10 кожуха 7 в кольцевой зазор 6 дульной части его, по которому устремляется к наклонным канавкам 5 средней части трубы 1, перемещаясь с закручиванием в них к казенной части ее с кольцевыми прорезями 3 в ребрах 4, образующими там у трубы 1 4-гранные ребра - пирамиды 4' с радиусной вершиной (в поперечной плоскости трубы), омываемые с 4-х сторон хладагентом, удаляющим с их наклонных боковых сторон образующиеся пузырьки пара кипящего на них хладагента к окну отвода 11 его за пределы ствола.
Такой конструкцией наклонных канавок и кольцевых прорезей в ребрах трубы существенно увеличивается охлаждаемая поверхность ее казенной части, чем уменьшается плотность подводимого от направляющей части трубы через ее стенки к таким ребрам теплового потока и исключается кризис теплообмена 1-го рода при кипении хладагента там или она охлаждается без кипения его, что зависит от расход хладагента на выстрел. При такой конструкции казенной части трубы уровень нагрева ее направляющей части меньше, чем у прототипа, и он минимален при использовании п. 2 формулы, обеспечивающего максимальную охлаждаемую поверхностью в казенной части трубы благодаря наклону боковых стенок наклонных канавок и прорезей в ребрах, разделяющих канавки между собой, с интенсивным перемешиванием хладагента как в них, так с еще большим перемешиванием его в этой зоне между 4-гранными ребрами - усеченными пирамидами - казенной части трубы. Этими решениями обеспечивается стрельба очередями неограниченной длины с минимально установившейся к очередному выстрелу температурой направляющей части трубы или больше ее до 30°, зависящей от расхода хладагента на отвод тепла от трубы, создающего соответственно проточное охлаждение ее без кипения его со значительным расходом или с кипением его в ее казенной части и с меньшим на порядок расходом его при стрельбе, что нужно для авиационных пулеметов. Таким образом, поперечными прорезями с наклонными боковыми стенками в ребрах с такими же стенками в казенной и средней части ее, разделяющих ее наклонные канавки, увеличивается охлаждаемая поверхность казенной части, повышаются ее эффективность охлаждения и живучесть ее направляющей части при неограниченной длине отстреливаемой из оружия очереди.
| название | год | авторы | номер документа |
|---|---|---|---|
| Охлаждаемый пулеметный ствол | 2020 |
|
RU2732264C1 |
| Охлаждаемый пулеметный ствол | 2021 |
|
RU2763604C1 |
| Устройство для охлаждения пулеметного ствола | 2020 |
|
RU2735037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2013 |
|
RU2526659C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2017 |
|
RU2652924C1 |
| Устройство охлаждения стволов автоматического оружия | 2022 |
|
RU2776618C1 |
| Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце | 2018 |
|
RU2691818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2429102C2 |
| Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце | 2018 |
|
RU2691816C1 |
| Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце | 2021 |
|
RU2773958C1 |
Охлаждаемый пулеметный ствол в виде трубы содержит выполненные, кроме зоны патронника и дульной части ее, наружные наклонные канавки. Канавки разделены между собой ребрами. В казенной части ствола выполнены кольцевые прорези в ребрах, которые, как и канавки, расширяются от их доньев до вершин разделяющих их ребер. Технический результат - повышение живучести охлаждаемого ствола, снижение трудоемкости. 1 з.п. ф-лы, 1 ил.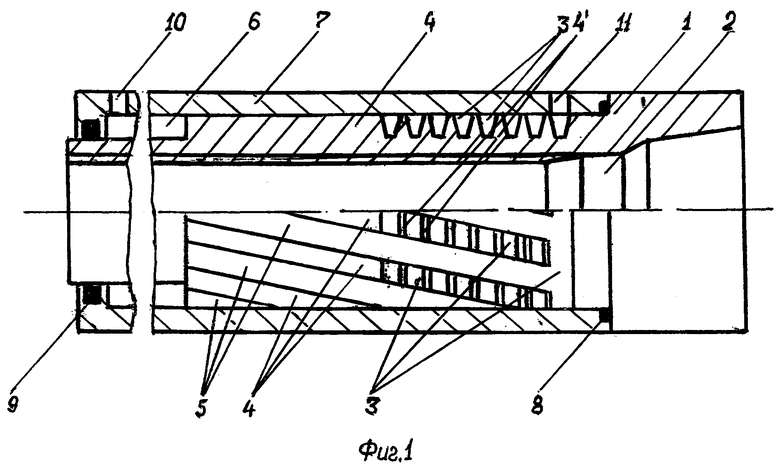
1. Охлаждаемый пулеметный ствол в виде трубы с выполненными, кроме зоны патронника, казенной и дульной части ее, наружными продольными канавками, разделенными между собой продольными ребрами, а в казенной части ее выполнены кольцевые канавки, разделенные своими кольцевыми ребрами, в каждом из которых выполнено несколько прорезей, смещенных в угловом направлении относительно прорезей соседних ребер, охваченной соединенным с ней в казенной части кожухом, имеющим на концах по поперечному окну, открытому в казенной части в кольцевую канавку трубы, а в дульной части в кольцевой зазор между их боковыми поверхностями, загерметизированный у дульного среза трубы, отличающийся тем, что наружные канавки трубы выполнены наклонными в средней и казенной частях ее, а на разделяющих их ребрах ее казенной части образованы кольцевые прорези.
2. Охлаждаемый пулеметный ствол по п. 1, отличающийся тем, что канавки трубы и кольцевые прорези ее казенной части выполнены расширяющимися от их доньев до вершин образуемых ими ребер.
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ СТВОЛОВ СИСТЕМ СТРЕЛКОВО-ПУШЕЧНОГО ВООРУЖЕНИЯ | 2009 |
|
RU2412420C1 |
| АВТОМАТИЧЕСКОЕ СТРЕЛКОВОЕ ОРУЖИЕ | 2000 |
|
RU2183804C1 |
| СТВОЛ АВТОМАТИЧЕСКОГО ОРУЖИЯ | 1993 |
|
RU2089813C1 |
| АРТИЛЛЕРИЙСКИЙ СТВОЛ С УНИВЕРСАЛЬНЫМ НАРУЖНЫМ ОХЛАЖДЕНИЕМ | 2010 |
|
RU2458305C2 |
| US 10584933 B2, 10.03.2020 | |||
| US 10627179 B1, 21.04.2020 | |||
| СТАЛЬ ДЛЯ ВЫСОКОПРОЧНОГО БОЛТА И ВЫСОКОПРОЧНЫЙ БОЛТ | 2015 |
|
RU2712458C2 |
| US 8025003 B1, 27.09.2011. | |||

