Изобретение относится к металлургическому производству для получения горячей штамповкой заготовок- валов с утолщением на конце. Известна нижняя часть штампа для получения поковок типа стержней с головкой на конце, например, болтов, содержащая обойму с закрепленной в ней матрицей с формообразующей полостью и выталкивателем в ее нижней части (см. книгу Ковка и штамповка / Е.Н. Семенов и др. - М. Машиностроение, 1986. - Т. 2, с. 32-33).
Его недостатки: незначительная стойкость формообразующей полости матрицы из- за значительных тепловых и силовых нагрузок, действующих на нее при получении, поковки.
Известна формообразующая часть штампа для получения заготовок типа клапанов двигателей внутреннего сгорания горячей штамповкой, содержащая обойму с верхней и нижней кольцевыми канавками на внутренней поверхности с открытыми в них поперечными окнами под хладагент и концами ее и матрицы винтовых канавок, открытых также противоположными концами в среднюю кольцевую «канавку ее, расположенную ниже зоны сопряжения частей полости матрицы (зсчпм) с выполненными в этой зоне ее наклонными каналами под хладагент с началом их в винтовых канавках обоймы, а концом их в начале винтовых канавок на наружной поверхности матрицы, охваченной обоймой, с частью ее полости меньшего диаметра (см. патент РФ №2670508 С2 от 23.102018). Недостатки этого решения: из-за расположения средней канавки ниже зсчпм усложнено попадание хладагента из канавок матрицы в канавки обоймы, что также затрудняет сборку этих деталей между собой из-за необходимости совмещения концов этих канавок.
Зацентровка наружной боковой поверхности матрицы и затем выполнение наклонных каналов возможно наклоном ее на столе, например, сверлильного или координатного станков, трудоемко, как и выполнение на ней и на внутренней поверхности обоймы наклонных канавок.
Задачей предлагаемого решения является повышение эффективности охлаждения матрицы и ее стойкости, технологичности этой части штампа с одновременным упрощением его конструкции.
Технический результат от него: повышение стойкости и технологичности матрицы и улучшение экономических показателей такого штампа. Он достигается тем, что в формообразующей часть горячего штампа под заготовку-вал с шестерней на конце, содержащей обойму с верхней и нижней кольцевыми канавками на внутренней поверхности и открытыми в них поперечными окнами под хладагент и концами ее и матрицы винтовых канавок, открытых также противоположными концами в среднюю кольцевую канавку ее, расположенную ниже зсчпм с выполненными в этой зоне ее наклонными каналами под хладагент с началом их в винтовых канавках обоймы и концом в начале винтовых канавок на наружной поверхности матрицы, охваченной обоймой, с частью ее полости меньшего диаметра, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО на наружной поверхности матрицы в зоне ее формообразующей полости выполнено N кольцевых канавок переменной глубины, соединенных между собой прорезями разделяющих их N-1 кольцевых стенок, расположенными диаметрально противоположно; при этом крайние кольцевые канавки открыты в поперечные окна обоймы, размещенные диаметрально противоположно прорезям крайних кольцевых стенок. Выполнением на наружной поверхности матрицы в зоне ее формообразующей полости кольцевых канавок упрощается и ускоряется ее изготовление по сравнению с матрицей прототипа, имеющей наклонные канавки и каналы в зоне сопряжения радиусов ее зсчпм.
Использованием этих канавок переменной глубины обеспечивается постоянная толщина стенок матрицы по их доньям, чем достигается максимальный эффект охлаждения ее формообразующей поверхности в зоне расположения их. Соединением этих канавок между собой прорезями, выполненными на разделящих их N-1 кольцевых стенок, расположенными диаметрально противоположно друг другу, обеспечивается циркуляция хладагента из одной канавки в другую и т.д. с эффективным охлаждением формообразующей полости матрицы.
Расположением крайних кольцевых канавок матрицы в зоне поперечных окон обоймы, размещенных диаметрально противоположно прорезям крайних кольцевых стенок матрицы, обеспечивается подвод хладагента в одну из них и отвод его нагретым теплом матрицы из другой благодаря прорезям крайних стенок, расположенным диаметрально противоположно этим окнам. Анализ предлагаемого с известными сейчас решениями показывает, что оно ново, существенно отличается от них, промышленно пригодно и соответствует критерию ИЗОБРЕТЕНИЕ.
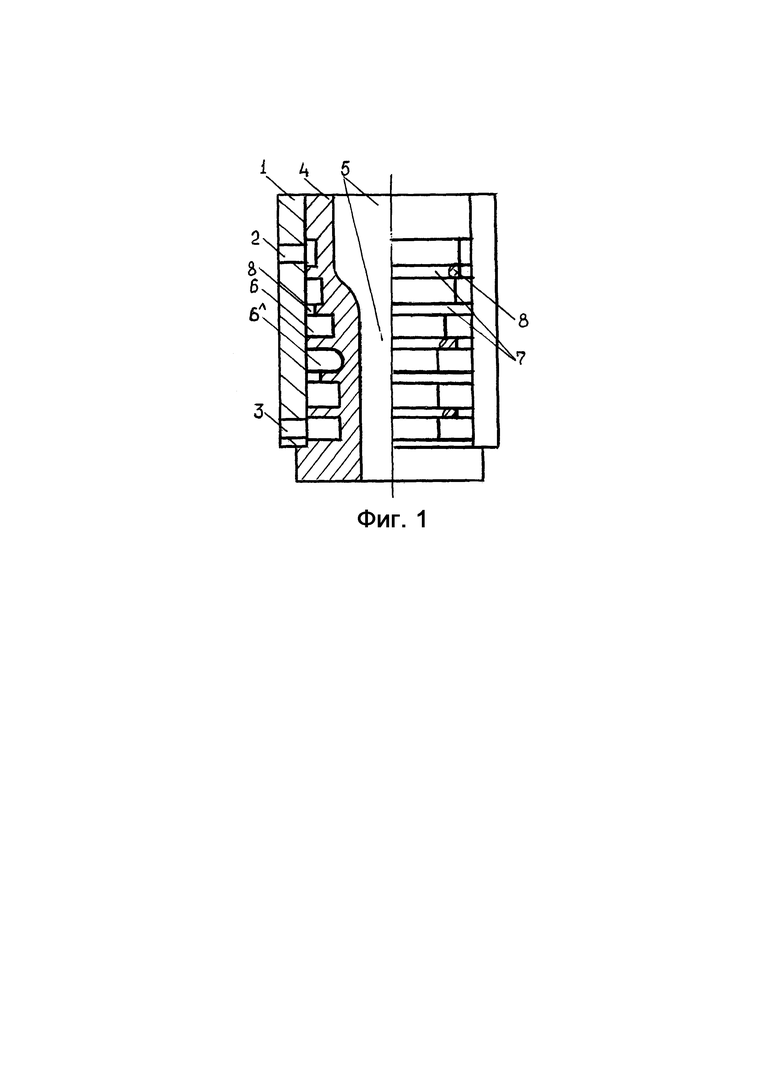
Оно представлено чертежом с фиг. 1 и содержит обойму 1 с поперечными окнами 2(верхним) и 3 (нижним) под хладагент, охватывающая матрицу 4 с формообразующей полостью 5 и наружными кольцевыми канавками 6 с показанными для примера прямолинейными и радиусными доньями; в кольцевых стенках 7, разделяющих эти канавки 6, образованы прорези 8 для соединения последних между собой, расположенные противоположно друг другу для обеспечения циркуляции хладагента из одной канавки в другую и т.д.; в крайние канавки матрицы 4 открыты поперечные окна 2 и 3 обоймы 1, причем прорези 8 крайних кольцевых стенок 7 расположены диаметрально противоположно этим окнам.
Матрица охлаждается так: на ней имеется, например, 6 кольцевых канавок 6 и 5 кольцевых стенки 7, разделяющие их; в последних выполнено 5 прорезей 8 для циркуляции хладагента из одной канавки с разделением его потока на два: левый и правый с устремлением их к противоположной части канавки, где они соединяются и устремляются через прорезь 8 кольцевой стенки 7 в другую канавку 6, где он снова разделяется на два, устремляющиеся к прорези 8 другой кольцевой стенки 7 матрицы и т.д., оказываясь, в итоге, в последней кольцевой канавке 6, а из нее через верхнее поперечное окно 3 обоймы 1 отводится нагретый теплом матрицы хладагент за пределы штампа; такая циркуляция хладагента приводит к перемешиванию его с разрушением придонного слоя его и интенсификации теплоотвода от поверхности полости матрицы с повышением ее стойкости; постоянной толщиной стенок в зоне прямых доньев кольцевых канавок матрицы (с учетом геометрии ее формообразующей полости) стабилизируются температуры охлаждаемых поверхностей каждой из канавок и расположенных противоположно им частей поверхности полости матрицы (без учета температурного всплеска на ней при формировании поковки); радиусными доньями канавок повышается прочность стенок матрицы в зонах их расположения и, следовательно, стенки можно утонять и от этого возрастает стойкость матрицы.
Отсутствием винтовых канавок у обоймы и матрицы и наклонных каналов у последней, внутренних кольцевых канавок у первой существенно упрощается их конструкция и изготовление, причем кольцевые канавки матрицы выполняются точением, чем повышается технологичность матрицы и снижается ее трудоемкость.
Таким образом, предлагаемой формообразующей частью штампа с кольцевыми канавками только на матрице повышаются стойкость, технологичность ее и обоймы и снижается трудоемкость такого штампа с улучшением его экономических показателей.
Изобретение относится к металлургическому производству и может быть использовано при получении горячей штамповкой заготовок в виде вала с шестерней на конце. Формообразующая часть штампа содержит обойму с поперечными окнами под хладагент, которая с натягом охватывает матрицу. Матрица имеет формообразующую полость из сопряженных между собой частей, кольцевые канавки переменной глубины на наружной поверхности в зоне формообразующей полости и бурт на конце. Бурт уперт в задний торец обоймы. Кольцевые канавки соединены между собой прорезями, выполненными в разделяющих канавки кольцевых стенках и расположенными диаметрально противоположно. Крайние кольцевые канавки матрицы открыты в поперечные окна обоймы, размещенные диаметрально противоположно прорезям крайних кольцевых стенок матрицы. В результате обеспечивается повышение стойкости и технологичности матрицы. 1 ил. 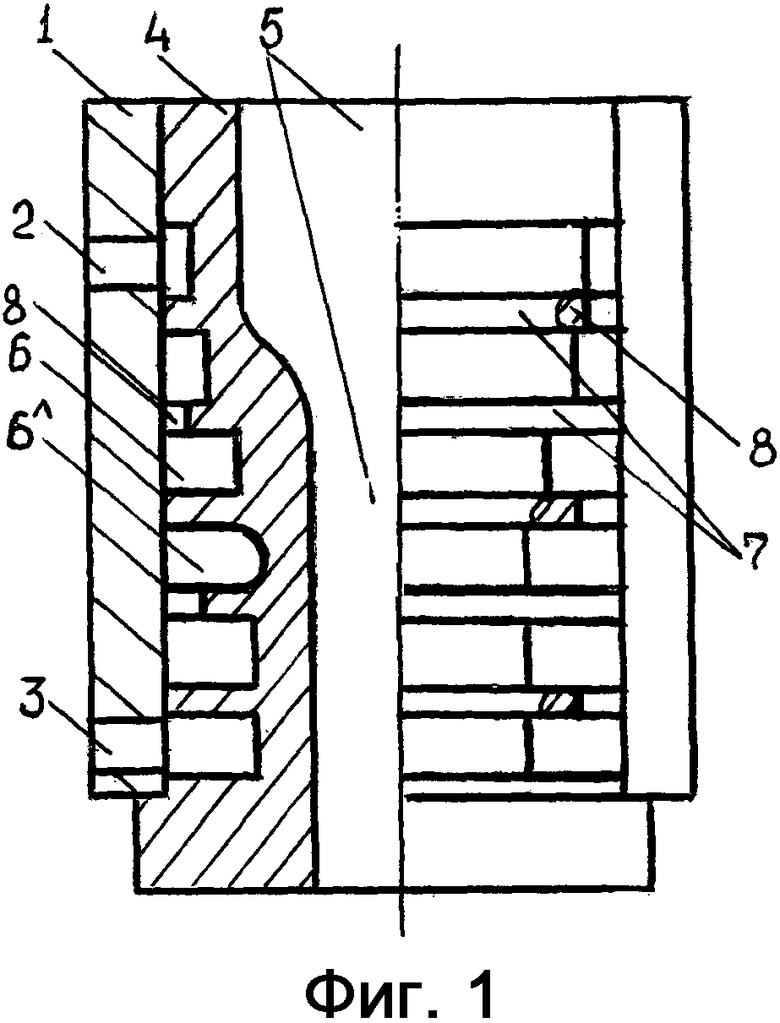
Формообразующая часть горячего штампа для получения заготовки в виде вала с шестерней на конце, содержащая обойму с поперечными окнами под хладагент и матрицу, выполненную с формообразующей полостью, состоящей из сопряженных между собой частей, с расположенными на наружной поверхности в зоне формообразующей полости канавками и с буртом на конце, который уперт в задний торец обоймы, охватывающей матрицу с натягом, отличающаяся тем, что на наружной поверхности матрицы выполнены N кольцевых канавок переменной глубины, соединенных между собой прорезями, выполненными в разделяющих кольцевые канавки N-1 кольцевых стенках и расположенными диаметрально противоположно, при этом крайние кольцевые канавки матрицы открыты в поперечные окна обоймы, размещенные диаметрально противоположно прорезям ее крайних кольцевых стенок.
| Способ охлаждения нижней части горячего штампа и устройство его реализации | 2017 |
|
RU2670508C1 |
| Матричный блок штампа для горячей штамповки изделий | 1982 |
|
SU1071344A1 |
| Штамп для горячего деформирования | 1977 |
|
SU656730A1 |
| US 7043955 B2, 16.05.2006. | |||

