Изобретение относится к области отопления зданий и сооружений промышленного и гражданского назначения, в частности к конвектору.
Назначением отопительного прибора является передача тепла от теплоносителя воздушной среде, которая заполняет помещение. По способу теплопередачи отопительные приборы условно делятся на радиаторы и конвекторы.
Радиаторы передают тепло как излучением, так и конвекцией. Их недостатком являются большие размеры, невысокое рабочее давление (до 6 бар), большой объем теплоносителя и нагрев близко стоящих предметов.
Конвекторы передают тепло преимущественно конвекцией. Кроме того, они требуют меньший объем теплоносителя для заполнения системы. Конструкция конвекторов позволяет выдерживать более высокое давление в сети (до 30 бар).
Наиболее распространенная конструкция конвектора представляет собой трубу с напресованными на нее ребрами и обладает такими недостатками как неэстетичный внешний вид, загрязнение межреберного пространства.
Известна секция радиатора для системы водяного отопления (патент РФ на полезную модель №86710, МПК F24H 1/00, опубликован 10.09.2009), содержащая коллектор для прохода теплоносителя через секцию и теплообменный элемент, имеющий боковые панели, расположенные вдоль продольной оси коллектора, переходящие в перпендикулярные им полочки во внутрь секции с образованием продольной щели и расположенные между боковыми панелями ребра для увеличения площади теплопередачи, включающие основные ребра и дополнительное ребро, расположенное вдоль коллектора по его оси, имеющее Т-образный профиль, горизонтальная составляющая которого проходит вдоль продольной щели с зазором относительно внутренних поверхностей полочек, перпендикулярных боковым панелям, причем ширина горизонтальной составляющей Т-образного профиля больше ширины продольной щели, отличающаяся тем, что основные ребра расположены вдоль боковых панелей между их внутренними стенками и вертикальной составляющей дополнительного ребра, симметрично продольной оси коллектора, и выполнены в виде гофр с трапецеидальным поперечным сечением большими основаниями, обращенными к вертикальной составляющей Т-образного профиля.
Данное решение направлено на увеличение тепловой мощности профиля Р005. Площадь соприкосновения гофрированной ленты (вставки) с профилем не указана. Ввиду большой длины ленты, скорее всего она зафиксирована в нескольких местах с профилем, а не по всей длине. Соответственно основной способ передачи тепла остается через воздух, то есть конвекционный от нагрева основного профиля, через центральный коллектор. Присутствие в конвекционных отверстиях дополнительного элемента существенно повышает риск заполнения профиля пылью, кроме того, могут забиться каналы, что, в свою очередь, снижает характеристики теплопередачи всего конвектора.
Известен конвектор отопительный навесной (патент РФ на полезную модель №101156, МПК F24H 3/00, F24H 3/06, опубликован 10.01.2011), устанавливаемый на теплопровод с теплоносителем, включает жестко закрепленные ребра охлаждения, расположенные вдоль оси теплопровода с теплоносителем, причем содержит неразъемный полый корпус, выполненный в виде единого целого с размещенными в нем ребрами охлаждения. Устройство может быть дополнительно снабжено средствами сборки и соединения с теплопроводом, а также, по меньшей мере, двумя съемными компенсирующими прокладками, выполненными из металлов или сплавов с высокой теплопроводностью. Конвектор отопительный выполнен преимущественно из цветных металлов, в частности, алюминия, в том числе экструдированного. Поверхность корпуса дополнительно может быть защищена антикоррозионным покрытием, в том числе, гальваническим (анодированием) или лакокрасочным.
Данное изделие можно охарактеризовать как дополнительный навесной элемент на трубы теплоснабжения с признаками конвектора. Перенос тепла от теплоносителя производится косвенным образом, а не целенаправленно, то есть с низким коэффициентом теплопередачи. Его применение допускается в узкоспециализированном месте, когда температура теплоносителя в трубе превышает санитарные нормы для жилых помещений. Устройство не содержит подпорных элементов и крепится непосредственно на трубу с теплоносителем. При этом труба должна быть зачищена до металла, без покрытия краской, для уменьшения термического сопротивления. Не пригодно для использования на полипропиленовых и иных видах труб, выполненных не из металла.
Известен конвектор для системы водяного отопления (патент РФ на полезную модель №61397, МПК F24H 3/06, опубликован 27.02.2007), состоящий, по меньшей мере, из одной секции, содержащей теплообменный элемент, имеющий продольные боковые панели и расположенные между ними ребра для увеличения площади теплопередачи, установочные элементы, отличающийся тем, что секция имеет, по меньшей мере, два коллектора для прохода теплоносителя через секцию, которые с одной стороны конвектора, подсоединены к коллектору подвода теплоносителя, а с другой стороны к коллектору отвода теплоносителя.
Представленный конвектор имеет два канала коллектора в основном профиле. Конструкция громоздкая, так как содержит сложный узел подключения профилей к общей системе отопления, через оригинальную опорную ножку. Недостаток конструкции заключается в том, что опорная ножка выполняет роль несущего элемента и одновременно функцию закольцовочного коллектора, что может быть ненадежным в эксплуатации. Также конструкция допускает только единственный напольный вариант исполнения.
В качестве ближайшего аналога выбран конвектор для системы водяного отопления и секция конвектора (патент РФ на полезную модель №53759, МПК F24H 3/06, опубликован 27.05.2006), состоящий, по меньшей мере, из двух секций, каждая из которых имеет коллектор для прохода теплоносителя через секцию и теплообменный элемент, имеющий боковые панели и расположенные между ними ребра для увеличения площади теплопередачи, установочные элементы, при этом боковые панели расположены вдоль продольной оси коллектора для прохода теплоносителя через секцию, выход коллектора каждой предыдущей секции подсоединен к входу коллектора последующей секции соединительным коллектором.
Представленный конвектор является цельной конструкцией, которая получается из профиля путем срезания внешних и внутренних ребер. Освободившийся от ребер центральный элемент профиля (коллектор) загибается под углом таким образом, чтобы сформировать два параллельных профиля. Ввиду того, что конструкция конвектора является цельной, опорная ножка со стороны выпирающего элемента (коллектора) получается сложносоставной (состоит из нескольких элементов, прикрученных друг к другу болтами). Конструкция получается сложной в изготовлении. Кроме того, не исключена вероятность появления микротрещин загнутого элемента (коллектора), что может привести к ненадежности конструкции и снижению эксплуатационных характеристик, а именно снижению сопротивляемости давлению теплоносителя, расширению микротрещин от температурного перепада, снижению корозионностойкости. Выбранный способ закольцевания конвектора также ограничивает вариации параллельного размещения профилей и исключает возможность ремонта и простой замены секции конвектора.
Технической задачей изобретения является разработка простого в изготовлении и монтаже алюминиевого конвектора.
Техническим результатом является повышение интенсивности теплообмена, упрощение конструкции и уменьшение ее габаритных размеров, повышение надежности, технологичности и коррозионной стойкости.
Технический результат достигается тем, что конвектор включает в себя, по меньшей мере, одну секцию, содержащую трубу для прохода теплоносителя через секцию, внешние теплообменные панели и расположенные между ними Т-образное ребро, образованное верхней и нижней полочкой, и горизонтальные ребра с выполненными в них сквозными отверстиями, а также боковые пластины, по меньшей мере, с одним отверстием под трубы, при этом конвектор изготовлен из алюминия или алюминиевых сплавов, внешние теплообменные панели выполнены под наклоном к внутренней полости секции, труба имеет оребренную внутреннюю поверхность и соединена с вертикальным ребром, диаметрально расположенным к Т-образному ребру, при этом сквозные отверстия в горизонтальных ребрах выполнены прямоугольной формы, а боковые пластины содержат, по меньшей мере, одну вертикальную прорезь, в которую входит ступенька, выполненная на торце Т-образного ребра.
Изобретение поясняется следующими чертежами:
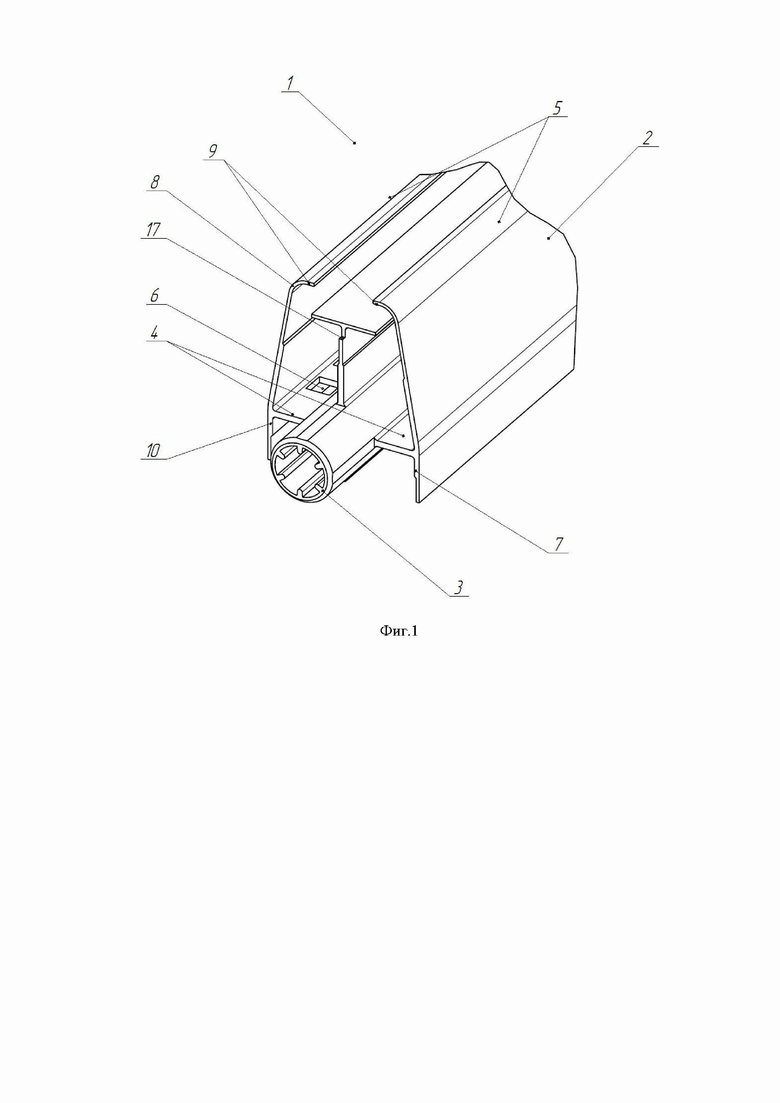
Фиг.1 - конструкция конвектора.
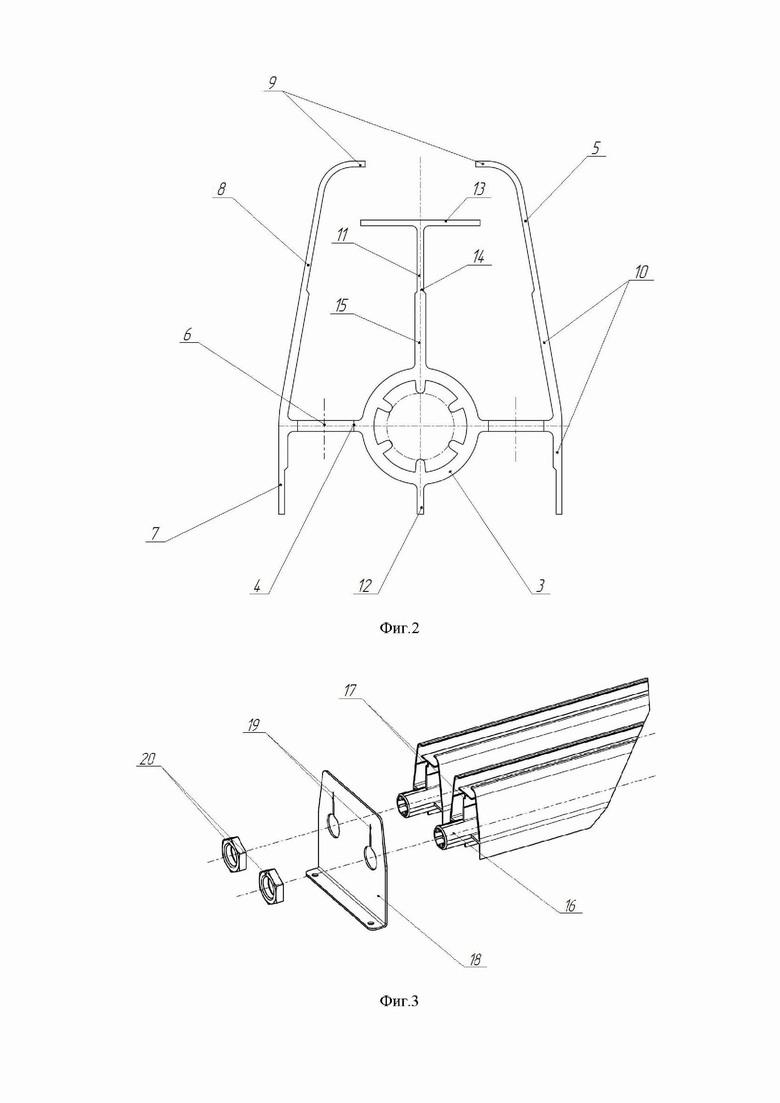
Фиг.2 - профиль конвектора.
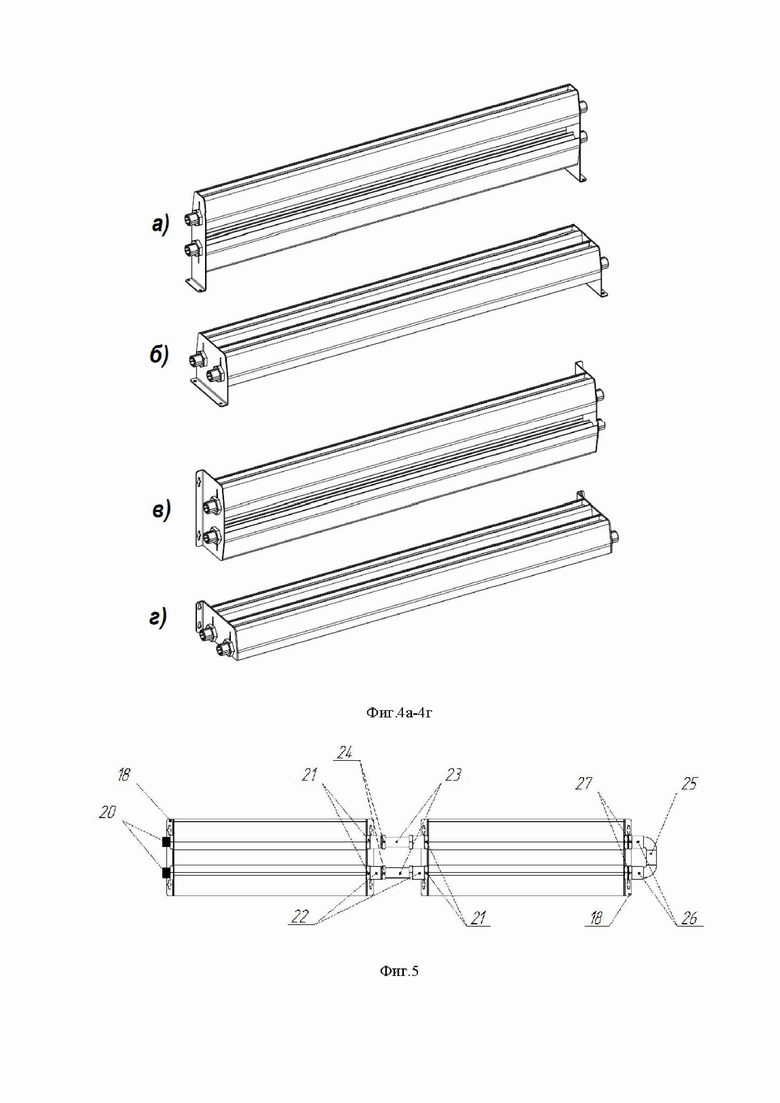
Фиг.3 - схема крепления профиля.
Фиг.4 - варианты монтажа конвектора.
Фиг.5 - монтаж конвекторов последовательными группами.
Конвектор 1 (Фиг.1) включает в себя, по меньшей мере, одну секцию 2, содержащую трубу 3 для движения теплоносителя (воды) через секцию 2. Труба 3 (Фиг.1, 2) имеет оребренную внутреннюю поверхность для повышения поверхности контакта с теплоносителем. По бокам трубы 3 по всей длине секции проходят симметрично расположенные горизонтальные ребра 4, расположенные в плоскости, проходящей через продольную ось коллектора, и соединяющие трубу 3 с внешними теплообменными панелями 5. Горизонтальные ребра 4 позволяют увеличить площадь теплопередачи. При этом по всей длине горизонтальных ребер 4 на заданном расстоянии друг от друга выполнены сквозные прямоугольные отверстия 6, обеспечивающие движение воздуха.
Внешние теплообменные панели 5 расположены вдоль продольной оси трубы 3 и образованы прямыми 7 и наклонными 8 участками. При этом прямые участки 7 выступают вниз за пределы трубы 3 перпендикулярно горизонтальным ребрам 4, а наклонные участки 8 внешних теплообменных панелей 5 выполняются под углом 7-15° с наклоном к внутренней полости секции 2 горизонтальных ребер 4 для увеличения скорости потока нагретого воздуха на выходе из конвектора. Наклонные участки 8 в верхней части скругляются во внутрь секции 2 с переходом в перпендикулярные им полочки 9 с образованием продольной щели. Внешние теплообменные панели 5 также имеют технологические утолщения 10, выполненные на прямом 7 и наклонном 8 участках, для повышения прочности конструкции.
Для увеличения площади теплопередачи вдоль всей длины трубы 3 по ее оси выполняются Т-образное ребро 11 (Фиг.2) и вертикальное ребро 12.
Т-образное ребро 11 проходит вдоль верхней части трубы 3 по всей ее длине и образовано верхней 13 и нижней 14 полочками. При этом верхняя полочка 13 выполнена горизонтальной и проходит под продольной щелью, образованной полочками 9 внешних теплообменных панелей 5 так, что ширина верхней полочки 13 превышает ширину продольной щели для защиты внутренней поверхности конвектора от проникновения посторонних предметов. На нижней полочке 14 Т-образного ребра 11 имеется технологическое утолщение 15 для повышения прочности конструкции.
Конвектор изготавливается методом экструзии из алюминия или алюминиевых сплавов в виде единой детали. Отсутствие меди и кремния в составе конвектора позволяет повысить корозионностойкость.
После экструдирования профиль нарезается на участки необходимой длины. Длина конвектора может варьироваться от 0,5 до 2 метров. Базовая длина конвектора составляет 1; 1,5 и 2 метра.
Далее осуществляется удаление части материала с профиля, а именно части горизонтальных ребер 4, внешних теплообменных панелей 5, Т-образного ребра 11 и вертикального ребра 12, для формирования участка цилиндрической части трубы 16 (Фиг.1, 3), на котором нарезается внешняя резьба, и ступеньки 17 на Т-образном ребре 11.
Далее на конвектор устанавливается боковая пластина 18 (Фиг.3) со сквозными отверстиями под трубу 3, сопряженными с прорезями 19. При соединении боковой пластины 18 с конвектором выступ 17 входит в зацепление с прорезями 19 и препятствует вращению профиля вокруг своей оси, а также воспринимает крутящий момент при монтаже конвектора. В частном случае, прорези 19 могут быть выполнены ступенчатой формы. Затем на нарезанную резьбу на трубе 3 ввинчиваются гайки 20. Размер боковой пластины 18 и количество отверстий, выполненных на ней, зависят от количества устанавливаемых секций 2.
Боковые пластины 18 могут быть выполнены с установочным отгибом наружу и с установочным отгибом внутрь. Второй вариант более эстетичен, но подразумевает сначала монтаж прибора, а затем разводку труб. В случае если трубы уже разведены, предпочтителен первый вариант, так как он позволяет выполнить крепление «по месту».
Конвекторы выполняются напольного (Фиг. 4а, 4б) или настенного крепления (Фиг. 4в, 4г) и могут включать в себя несколько секций, устанавливаемых друг над другом (Фиг. 4а, 4в) или бок о бок (Фиг. 4б, 4г).
Конвекторы можно монтировать как индивидуально, так и последовательными группами, что особенно удобно для длинных и изогнутых помещений. При последовательной установке коллекторов (Фиг.5) на концах секций также устанавливаются боковые пластины 18 для крепления конвектора к полу или к стене. Соединение секций конвекторов осуществляется следующим образом: на концы труб 3 навинчиваются первые пары контргаек 21, на которые затем устанавливаются муфты 22, соединяемые с трубой 23 с помощью вторых пар контргаек 24.
При этом одни из открытых концов пары секций 2 закрываются с помощью гаек 20, а другие концы соединяются с закольцовывающим коллектором 25, который, в свою очередь, соединяется с выходом трубы одной секции 2 и с входом трубы другой секции 2 с помощью муфт 26 и контргаек 27.
При нагреве в трубе 3 теплоносителя (воды) осуществляется нагрев воздуха, поступающего во внутреннюю полость конвектора, образованного горизонтальными ребрами 4, внешними теплообменными панелями 5, Т-образным ребром 11 и вертикальным ребром 12. Далее нагретый воздух проходит через зазор, образованный полочками 9 и верхней полочкой 13 Т-образного ребра 11. Выполнение внешних теплообменных панелей 5 наклонными по отношению к горизонтальным ребрам 4 позволяет повысить скорость потока нагретого воздуха на выходе из конвектора, а Т-образное ребро 11 защищает внутреннюю поверхность конвектора от проникновения посторонних предметов.
Заявляемая конструкция конвектора позволяет повысить тепловую мощность на 100 Вт/м по сравнению с ближайшим аналогом и достичь технологической эффективности, равной 113 Вт/кг.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЬ КОНВЕКТОРА | 2020 |
|
RU2752444C1 |
| КОНВЕКТОР | 2021 |
|
RU2763635C1 |
| СЕКЦИОННЫЙ РАДИАТОР | 2008 |
|
RU2391609C2 |
| Конвектор-радиатор с регулируемойТЕплОпЕРЕдАчЕй | 1980 |
|
SU842525A1 |
| СЕКЦИОННЫЙ БИМЕТАЛЛИЧЕСКИЙ РАДИАТОР | 2006 |
|
RU2351858C2 |
| БИМЕТАЛЛИЧЕСКИЙ РАДИАТОР | 2007 |
|
RU2354894C1 |
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2252370C1 |
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2385442C2 |
| СЕКЦИЯ БИМЕТАЛЛИЧЕСКОГО РАДИАТОРА | 2017 |
|
RU2728258C2 |
| СЕКЦИОННЫЙ РАДИАТОР | 2003 |
|
RU2254521C2 |
Изобретение относится к области отопления зданий и сооружений промышленного и гражданского назначения, в частности к конвектору. Конвектор включает в себя секцию, содержащую трубу для прохода теплоносителя через секцию, внешние теплообменные панели и расположенные между ними Т-образное ребро, образованное верхней и нижней полочками, и горизонтальные ребра с выполненными в них сквозными отверстиями, а также боковые пластины с отверстием под трубы. Конвектор изготовлен из алюминия или алюминиевых сплавов. Внешние теплообменные панели выполнены под наклоном к внутренней полости секции. Труба имеет оребренную внутреннюю поверхность и соединена с вертикальным ребром, диаметрально расположенным к Т-образному ребру. Сквозные отверстия в горизонтальных ребрах выполнены прямоугольной формы. Боковые пластины содержат по меньшей мере одну вертикальную прорезь, в которую входит ступенька, выполненная на торце Т-образного ребра. Техническим результатом является повышение интенсивности теплообмена, упрощение конструкции и уменьшение ее габаритных размеров, повышение надежности, технологичности и коррозионной стойкости. 6 з.п. ф-лы, 5 ил.
1. Конвектор, включающий в себя по меньшей мере одну секцию, содержащую трубу для прохода теплоносителя через секцию, внешние теплообменные панели и расположенные между ними Т-образное ребро, образованное верхней и нижней полочками, и горизонтальные ребра с выполненными в них сквозными отверстиями, а также боковые пластины по меньшей мере с одним отверстием под трубы, отличающийся тем, что конвектор изготовлен из алюминия или алюминиевых сплавов, внешние теплообменные панели выполнены под наклоном к внутренней полости секции, труба имеет оребренную внутреннюю поверхность и соединена с вертикальным ребром, диаметрально расположенным к Т-образному ребру, при этом сквозные отверстия в горизонтальных ребрах выполнены прямоугольной формы, а боковые пластины содержат по меньшей мере одну вертикальную прорезь, в которую входит ступенька, выполненная на торце Т-образного ребра.
2. Конвектор по п.1, отличающийся тем, что внешние теплообменные панели выполнены под наклоном в 7-15° к внутренней полости секции.
3. Конвектор по п.1, отличающийся тем, что на нижней полочке Т-образного ребра имеется технологическое утолщение.
4. Конвектор по п.1, отличающийся тем, что секция конвектора выполнена в виде единой детали, изготовленной методом экструзии.
5. Конвектор по п.1, отличающийся тем, что труба выполнена с продольным оребрением вдоль всей ее длины.
6. Конвектор по п.1, отличающийся тем, что вертикальная прорезь, выполненная в боковой пластине, имеет ступенчатую форму.
7. Конвектор по п.1, отличающийся тем, что боковые пластины выполнены с отгибом наружу или внутрь с возможностью установки к вертикальной или горизонтальной поверхности.
| Способ изготовления заменителя кожи | 1936 |
|
SU53759A1 |
| УСТРОЙСТВО ДЛЯ ПОДОГРЕВА ВОЗДУХА | 2018 |
|
RU2697406C1 |
| Индикатор | 1939 |
|
SU61397A1 |
| CN 108917024 A, 30.11.2018 | |||
| WO 2013046179 A1, 04.04.2013. | |||

