Изобретение относится к сварке, а более точно к способу центровки двух профильных заготовок, в частности рельсов в машине для контактной стыковой сварки.
Известен способ центровки, когда для совмещения осей рельсов в конструкции машины предусматривают сервомеханизмы для перемещения в различных направлениях одной из свариваемых заготовок (вторая рельсовая заготовка закреплена неподвижно, патент №654363, Кл. E01B 29/46, Швейцария), либо перемещают одну из заготовок в горизонтальной плоскости, а другую - в вертикальной, как, например, в стационарной рельсосварочной машине К-190П (Оборудование для контактной сварки рельсов и его эксплуатация, С.А. Солодовников и др., «Наукова думка», Киев. - 1974, с. 179). При этом управление сервомеханизмами осуществляется оператором вручную по результатам визуального и тактильного осмотра стыкуемых торцов рельсов. Точность совмещения осей рельсов зависит от квалификации оператора.
Известен способ автоматической центровки свариваемых заготовок, когда для совмещения поверхностей катания головки рельсов в одной плоскости измеряют с помощью датчиков расстояния от общей базы до совмещаемых поверхностей и разность полученных сигналов используют для управления механизмом корректировки (патент РФ №2192339 на изобретение «УСТРОЙСТВО ДЛЯ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ РЕЛЬСОВ, В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ», МПК B23K 11/04, 11/24, опубл. 10.11.2002). Недостаток известного способа состоит в том, что он не решает второй проблемы центровки рельсов - совмещения в одной плоскости боковых граней головок рельсов.
Известен способ автоматической центровки рельсов в машине для контактной стыковой сварки, при котором положение зажатых концов свариваемых заготовок корректируют с помощью сервомеханизмов по сигналу рассогласования, в качестве которого принимают разность расстояний от фиксированной точки начала отсчета (общей базы) до совмещаемых поверхностей свариваемых заготовок, при этом центровку проводят в два этапа: на первом этапе измеряют расстояния от общей базы до совмещаемых поверхностей со стороны поверхности катания головки рельсов и полученный сигнал рассогласования используют для управления сервомеханизмом вертикального перемещения одной рельсовой заготовки, а на втором этапе измеряют расстояния от общей базы до совмещаемых поверхностей со стороны правой или левой боковой грани головки рельсов и полученный сигнал рассогласования используют для управления сервомеханизмом горизонтального перемещения другой рельсовой заготовки (патент РФ №2165347 на изобретение «СПОСОБ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ ДВУХ РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ», МПК B23K 37/04, B23K 11/04, B23K 101:26, опубликован 20.04.2001). Известный способ не обеспечивает центровку рельсов по оси.
Известен способ центровки двух профильных заготовок, в частности, рельсов в машине для контактной стыковой сварки, при котором положение зажатых концов свариваемых заготовок корректируют с помощью сервомеханизмов по сигналу рассогласования в качестве, которого принимают разность расстояний от общей базы до совмещаемых поверхностей сварных заготовок в зоне стыкуемых торцов, измеряют одновременно расстояния от общей базы до правой и левой боковых граней головок рельсов и разность измеренных сигналов используют для управления сервомеханизмом горизонтального перемещения рельсовой заготовки (патент РФ №2391196 на изобретение «СПОСОБ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ, РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ», МПК B23K 37/04, B23K 101/26/, опубликован 10.06.2010). Недостатком известного способа является неточная установка манипулятора с датчиками на рельсы, а незначительное изменение базы ведет к неточной центровке рельсов.
Наиболее близким к заявляемому техническому решению по совокупности существенных признаков является принятый за прототип способ центровки рельсов перед стыковой сваркой в контактной сварочной машине, включающий: введение в зону стыкуемых торцов рельсов манипулятора с расположенным на нем датчиком расстояния, измеряемого в области поверхности катания головок свариваемых рельсов, с обеспечением плотного прилегания манипулятора к поверхности катания и к боковой грани одного из стыкуемых рельсов с помощью электромагнитов; - корректирование с помощью сервомеханизмов положения зажатия концов свариваемых рельсов путем их вертикального и горизонтального перемещения по сигналу рассогласования. При этом в качестве сигнала рассогласования принимают разность измеренных датчиками расстояний от общей базы до поверхности катания и от общей базы до боковых граней головок свариваемых рельсов соответственно, а за общую базу принимают упомянутый рельс (патент РФ №2503529 на изобретение «СПОСОБ ЦЕНТРОВКИ РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ», опубликован 10.01.2014, МПК B23K 37/04, B23K 11/04, B23K 101/26/).
Корректирование по сигналу рассогласования, в качестве которого принимается разность измеренных датчиками расстояний от общей базы, за которую принимают один из рельсов, до поверхности катания и до боковых граней головок свариваемых рельсов, не обеспечивает достаточно высокую скорость центровки рельсов. Кроме того, известный способ не обеспечивает корректирование в случае скручивания рельса, что снижает точность центровки и приводит к сварке с осевым смещением (поворотом), что является недопустимым.
Задачей, на решение которой направлено заявляемое техническое решение, является разработка высокоэффективного способа центровки рельсов перед стыковой сваркой в контактной сварочной машине.
Технический результат, достигаемый в результате решения поставленной задачи во всех случаях реализации разработанного способа, заключается в повышении скорости центровки рельсов перед стыковой сваркой в контактной сварочной машине.
Технический результат, достигаемый в результате решения поставленной задачи в предпочтительных случаях реализации разработанного способа, заключается также в повышении точности центровки рельсов за счет исключения кругового смещения.
Указанные технические результаты достигаются тем, что способ центровки рельсов перед стыковой сваркой в контактной сварочной машине, включает: введение в зону стыкуемых торцов рельсов манипулятора с расположенным на нем датчиком расстояния, измеряемого в области поверхности катания головок свариваемых рельсов, с обеспечением плотного прилегания манипулятора к поверхности катания и к боковой грани одного из стыкуемых рельсов с помощью электромагнитов; введение в зону стыкуемых торцов рельсов второго манипулятора с расположенным на нем датчиком расстояния, измеряемого в области поверхности катания головок свариваемых рельсов, с обеспечением плотного прилегания манипулятора к поверхности катания и к боковой грани другого стыкуемого рельса с помощью электромагнитов; - корректирование с помощью сервомеханизмов положения зажатия концов свариваемых рельсов путем их вертикального и горизонтального перемещения по сигналу рассогласования. При этом датчики расположены на манипуляторах центрально симметрично, а в качестве сигнала рассогласования принимают величину смещения для горизонтальной оси в паре центрально симметричных датчиков.
Предпочтительно, чтобы каждый из манипуляторов дополнительно содержал датчик расстояния, измеряемого в области поверхности левой боковой грани головки свариваемого рельса, и датчик расстояния, измеряемого в области поверхности правой боковой грани головки свариваемого рельса, при этом пары датчиков были расположены на манипуляторах центрально симметрично, а в качестве сигнала рассогласования принимали величину смещения для горизонтальной оси в каждой из пар центрально симметричных датчиков.
Предпочтительно также, чтобы расположение пар центрально симметричных датчиков на манипуляторах было выполнено взаимно перпендикулярным.
В отдельных случаях реализации способа в качестве датчиков расстояния использованы датчики оптического типа.
В других случаях реализации способа в качестве датчиков расстояния использованы датчики магнитного типа.
Сопоставительный анализ заявляемого изобретения с прототипом показал, что во всех случаях выполнения оно отличается от известного, наиболее близкого технического решения:
- введением в зону стыкуемых торцов рельсов второго манипулятора с расположенным на нем датчиком расстояния, измеряемого в области поверхности катания головок свариваемых рельсов, с обеспечением плотного прилегания указанного манипулятора к поверхности катания и к боковой грани второго из стыкуемых рельсов;
- центрально симметричным расположением датчиков на манипуляторах;
- принятием в качестве сигнала рассогласования величины смещения для горизонтальной оси в паре центрально симметричных датчиков.
В предпочтительных случаях реализации заявляемое техническое решение отличается от известного, наиболее близкого технического решения:
- принятием в качестве сигнала рассогласования величины смещения для горизонтальной оси в каждой из пар центрально симметричных датчиков в расстояний, измеряемых в области поверхности правой и левой боковых граней головок свариваемых рельсов;
- взаимно перпендикулярным расположением датчиков на манипуляторах в каждой из центрально симметричных пар.
- использованием датчиков расстояния оптического типа;
- использованием датчиков расстояния магнитного типа.
Ведение в зону стыкуемых торцов рельсов второго манипулятора с расположенным на нем датчиком с обеспечением плотного прилегания указанного манипулятора к поверхности катания и к боковой грани второго из стыкуемых рельсов и использование в качестве сигнала рассогласования величины смещения для оси (оптической или индукционной) в паре центрально симметрично расположенных на манипуляторах датчиков, обеспечивает стабильную и быструю центровку рельсов перед стыковой сваркой в контактной сварочной машине. Использование в качестве сигнала рассогласования величины смещения для каждой из горизонтальных осей в соответствующей паре центрально симметрично расположенных на манипуляторах датчиков, которое измеряется данными датчиками в области поверхности левой и правой боковых граней головок свариваемых рельсов позволяет повысит точность центровки рельсов перед стыковой сваркой в контактной сварочной машине, а также обеспечивает центровку рельсов без кругового смещения. Выполнение парных датчиков расположенными на манипуляторах взаимно-перпендикулярно повышает точность центровки стыкуемых рельсов.
Изобретение иллюстрируется схемными чертежами, представленными на фиг. 1 - 4.
На фиг. 1 представлен схемный чертеж манипуляторов, введенных в зону стыкуемых торцов рельсов, вид сверху.
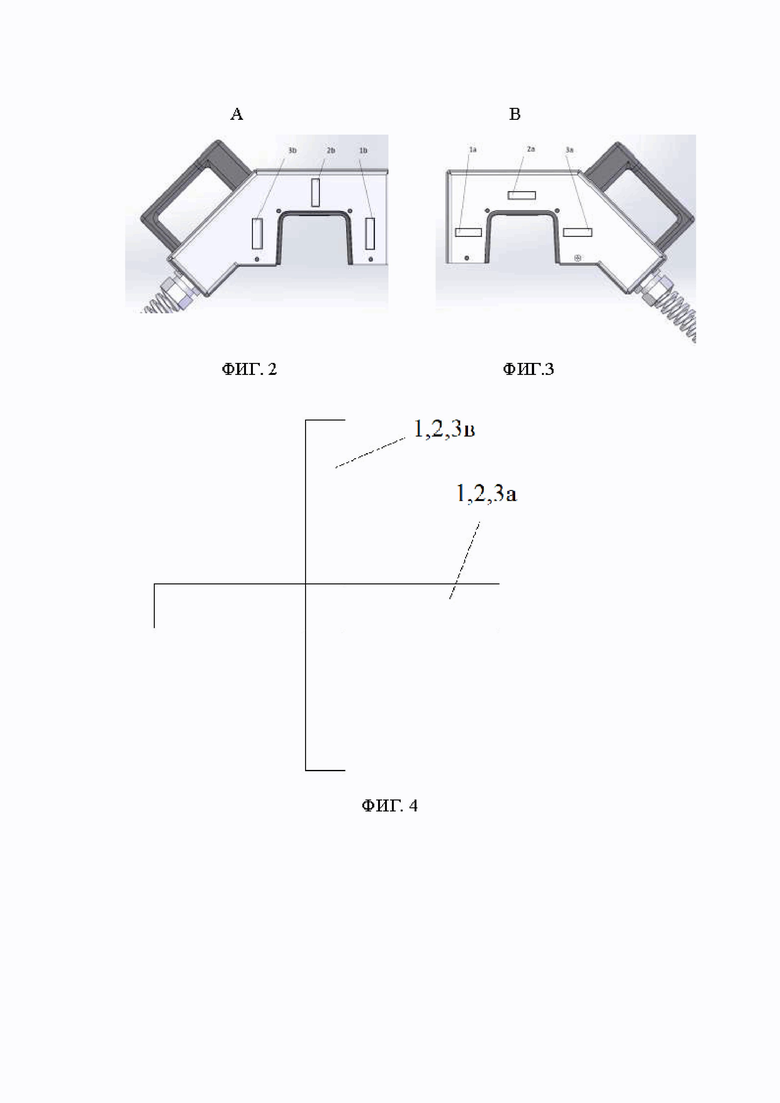
На фиг. 2 представлен схемный чертеж первого манипулятора, вид сбоку.
На фиг. 3 представлен схемный чертеж второго манипулятора, вид сбоку.
На фиг. 4 представлено взаимно-перпендикулярное позиционирование парных датчиков на манипуляторах.
В предпочтительном варианте исполнения способ центровки рельсов перед стыковой сваркой в контактной сварочной машине включает: введение в зону стыкуемых торцов рельсов (на чертеже не показаны) двух манипуляторов: левый манипулятор А и правый манипулятор В с расположенными на них тремя парами центрально симметрично датчиков расстояния: первая пара датчиков 1а-1в расстояния, измеряемого в области поверхности левой боковой грани головок свариваемых рельсов, вторая пара датчиков 2а-2в расстояния, измеряемого в области поверхности катания головок свариваемых рельсов, третья пара датчиков 3а-3в расстояния, измеряемого в области поверхности правой боковой грани головок свариваемых рельсов. Плотное прилегание манипуляторов А, В к поверхности катания и к боковой грани стыкуемых рельсов обеспечивается с помощью электромагнитов (на чертеже не показаны). При этом один манипулятор А вводится с обеспечением плотного прилегания к поверхности катания и к боковой грани одного из стыкуемых рельсов; а второй манипулятор В вводится с обеспечением плотного прилегания к поверхности катания и к боковой грани второго из стыкуемых рельсов. Положение зажатия концов свариваемых рельсов корректируется с помощью сервомеханизмов (на чертеже не показаны) путем их вертикального и горизонтального перемещения по сигналу рассогласования. В качестве сигнала рассогласования принимают величину смещения для горизонтальной оси в паре центрально симметрично расположенных на манипуляторах датчиков. Одна пара датчиков (2а-2в) предназначена для измерения смещения в зоне поверхностей катания головок рельсов, а две другие пары датчиков (1а-1в и 3а-3в) - для определения смещения в зонах левой и правой боковой грани головок рельсов, соответственно.
Заявленный способ осуществляется следующим образом.
В торце корпуса каждого манипулятора (А, В) установлено по три датчика (1, 2, 3) вдоль оси рельса. Каждый торец манипулятора А, В направлен в зону сварки. После введения и установки манипуляторов А, В на рельсы, включают электромагниты, которые плотно притягивают каждый манипулятор к своему рельсу. После этого с помощью другого переключателя включают механизмы корректировки положения рельсов в зажимных устройствах. С помощью сервомеханизмов вертикального и горизонтального перемещения по сигналу рассогласования, в качестве которого принимают смещение (какое-либо несовпадение) одного из датчиков относительно другого в одной паре центрально симметрично расположенных датчиков, каждый на своем манипуляторе (А и В - разных концах центруемых рельсов), которые находятся вдоль оси свариваемых рельсов. В основе лежит принцип совмещения двух оптических линеек («наведение прицела»). Существенно, что с помощью датчиков измеряется направление (в перпендикулярной плоскости оси рельса) смещения относительно парного центрально симметричного датчика и притом измеряется расстояние (рассогласование) между своими центральными осями (оптическими или магнитными). Происходит автоматическая центровка рельсов, которая длится несколько секунд. После окончания центровки, о чем сигнализируют оператору светодиоды на пульте управления, выключают электромагниты и выводят манипуляторы из зоны сварки.
Центровку рельсов может обеспечить одна пара датчиков (2а-2в). Установка двух дополнительных пар (1а-2в, 3а-3в) позволяет производить более точную центровку, а также позволяет избежать возможного кругового смещения (поворота) рельсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОВКИ РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2011 |
|
RU2503529C2 |
| СПОСОБ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ, РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2008 |
|
RU2391196C2 |
| СПОСОБ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ ДВУХ РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1998 |
|
RU2165347C2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ РЕЛЬСОВ, В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1999 |
|
RU2192339C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2007 |
|
RU2366550C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2006 |
|
RU2321478C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРЯМОЛИНЕЙНОСТИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2520884C1 |

Изобретение может быть использовано для центровки двух профильных заготовок, в частности рельсов в машине для контактной стыковой сварки. На каждом из стыкуемых рельсов с помощью электромагнитов плотно устанавливают манипулятор с датчиками расстояния, которое измеряют в области поверхности катания головок свариваемых рельсов, а также в области поверхностей левой и правой боковых граней. Пары датчиков расположены на манипуляторах центрально симметрично, а в качестве сигнала рассогласования принимают величину смещения для горизонтальной оси в каждой паре центрально симметричных датчиков. Корректирование положения зажатия концов свариваемых рельсов осуществляют с помощью сервомеханизмов путем их вертикального и горизонтального перемещения по сигналу рассогласования. Предпочтительно, чтобы датчики расстояния в парах были расположены взаимно перпендикулярно. Могут быть использованы датчики оптического или магнитного типа. Технический результат заключается в повышении скорости и точности центровки рельсов перед стыковой сваркой в контактной сварочной машине. 4 з.п. ф-лы, 4 ил.
1. Способ центровки рельсов перед стыковой сваркой в контактной сварочной машине, включающий введение в зону стыкуемых торцов рельсов манипулятора с расположенным на нем датчиком расстояния, измеряемого в области поверхности катания головок свариваемых рельсов, с обеспечением плотного прилегания манипулятора к поверхности катания и к боковой грани одного из стыкуемых рельсов с помощью электромагнитов, корректирование с помощью сервомеханизмов положения зажатия концов свариваемых рельсов путем их вертикального и горизонтального перемещения по сигналу рассогласования, отличающийся тем, что в зону стыкуемых торцов рельсов вводят второй манипулятор с расположенным на нем датчиком расстояния, измеряемого в области поверхности катания головок свариваемых рельсов, с обеспечением плотного прилегания указанного манипулятора к поверхности катания и к боковой грани второго из стыкуемых рельсов, при этом датчики расположены на манипуляторах центрально симметрично, а в качестве сигнала рассогласования принимают величину смещения для горизонтальной оси в паре центрально симметричных датчиков.
2. Способ центровки рельсов по п. 1, отличающийся тем, что каждый из манипуляторов дополнительно содержит датчик расстояния, измеряемого в области поверхности левой боковой грани головки свариваемого рельса, и датчик расстояния, измеряемого в области поверхности правой боковой грани головки свариваемого рельса, при этом упомянутые пары датчиков расположены на манипуляторах центрально симметрично, а в качестве сигнала рассогласования принимают величину смещения для горизонтальной оси в каждой из пар центрально симметричных датчиков.
3. Способ центровки рельсов по п. 1 или 2, отличающийся тем, что пары центрально симметричных датчиков на манипуляторах расположены взаимно перпендикулярно.
4. Способ центровки рельсов по п. 1, отличающийся тем, что в качестве датчиков расстояния используют датчики оптического типа.
5. Способ центровки рельсов по п. 1, отличающийся тем, что в качестве датчиков расстояния используют датчики магнитного типа.
| СПОСОБ ЦЕНТРОВКИ РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2011 |
|
RU2503529C2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ РЕЛЬСОВ, В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1999 |
|
RU2192339C2 |
| СПОСОБ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ ДВУХ РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1998 |
|
RU2165347C2 |
| СПОСОБ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ, РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2008 |
|
RU2391196C2 |
| JP 59092180 A1, 28.05.1984. | |||

