Изобретение относится к области сварки, а более точно к устройству для центровки двух профильных заготовок, в частности рельсов, в машине для контактной стыковой сварки.
Известны устройства, в которых для совмещения поверхностей стыкуемых рельсов в конструкции машины предусмотрены механизмы корректировки положения свариваемых заготовок (см. например, патент 654363, кл. Е 01 В 29/46, Швейцария. Оборудование для контактной сварки рельсов и его эксплуатация, С. А. Солодовников и др. , "Наукова думка", Киев - 1974, стр. 179). При этом управление механизмами корректировки осуществляется оператором вручную по результатам визуального и тактильного осмотра стыкуемых торцов рельсов. Поэтому точность центровки рельсов зависит от квалификации и физического состояния оператора.
Известно устройство для автоматической центровки двух заготовок в машине для контактной стыковой сварки (см. патент 59-92180, кл. В 23 К 11/04, Япония), принятое нами в качестве прототипа. Это устройство содержит два датчика, измеряющие толщину (высоту) свариваемых заготовок в зажимах машины. Датчики подключены к входам дифференциального усилителя, выходное напряжение которого пропорционально разности измеренных сигналов. Выход дифференциального усилителя подключен к одному из входов формирователя сигнала рассогласования совмещения поверхностей. Второй вход формирователя подключен к датчику, измеряющему величину вертикального перемещения одной свариваемой заготовки относительно другой.
Поскольку формирователь выполнен по схеме суммирующего операционного усилителя, то можно считать, что в известном устройстве измеряется расстояние от общей базы до совмещаемых поверхностей. При этом напряжение на выходе формирователя (рассогласование) будет уменьшаться до нуля по мере приближения совмещаемых поверхностей к одной плоскости. Другими словами, область применения известного устройства ограничена стыковыми машинами, у которых механизм корректировки положения свариваемых заготовок выполнен на базе пневмосервоклапана (прототип) или электрогидравлического усилителя (машина типа К-840). В то же время серийные стационарные рельсосварочные машины типа К-190П, К-1000 оснащены механизмом корректировки с асинхронным двигателем. Поэтому применить известное устройство для автоматической центровки рельсов на машинах типа К-190П и К-1000 не представляется возможным.
В основу изобретения положена задача создания такого устройства, в котором новое исполнение формирователя игнала рассогласования позволило бы управлять механизмом корректировки с асинхронным двигателем и за счет этого обеспечить автоматическое совмещение поверхностей свариваемых заготовок с заданной точностью.
Сущность изобретения заключается в том, что в устройство для центровки двух профильных заготовок, в частности рельсов, в машине для контактной стыковкой сварки, содержащее механизм корректировки положения свариваемых заготовок, два датчика, измеряющие расстояния от общей базы до совмещаемых поверхностей свариваемых заготовок в зоне стыкуемых торцов, а также последовательно соединенные дифференциальный усилитель и формирователь сигнала рассогласования, при этом входы дифференциального усилителя подключены к датчикам, а выход формирователя - к механизму корректировки, согласно изобретению дополнительно введен тиристорный реверсивный пускатель с двумя дискретными входами, а формирователь содержит два компаратора, объединенные входы которых соединены с выходом дифференциального усилителя, а раздельные входы соединены с разнополярными задатчиками зоны нечувствительности соответственно, первую и вторую схемы И-НЕ и схему ИЛИ, входы которых подключены через диоды к выходам соответствующих компараторов, генератор тактовых импульсов, вход которого соединен с выходом схемы ИЛИ, а выход генератора соединен с объединенными входами первой и второй схем И-НЕ, при этом выходы последних соединены с соответствующими дискретными входами тиристорного реверсивного пускателя асинхронного двигателя механизма корректировки.
Электрическая схема устройства для центровки двух профильных заготовок приведена на чертеже.
Предлагаемое устройство содержит датчики 1, 2, измеряющие расстояния от общей базы до совмещаемых поверхностей свариваемых заготовок 3, 4. Для измерения могут быть применены индукционные датчики, лазерные или другого типа. Датчики 1, 2 подключены к входам дифференциального усилителя 5, выход которого соединен с формирователем сигнала рассогласования 6. На входе формирователя 6 стоят компараторы 7, 8 с разнополярными задатчиками зоны нечувствительности 9, 10. Объединенные входы компараторов 7, 8 соединены с выходом дифференциального усилителя 5, а раздельные входы компараторов - с соответствующими задатчиками зоны нечувствительности 9, 10. Выходы компараторов через диоды VД1, VД2 соединены с входами схемы ИЛИ 11, а также с входами первой 12 и второй 13 схем И-НЕ. Выход схемы ИЛИ 11 подключен к входу низкочастотного генератора тактовых импульсов прямоугольной формы 14, собранного по стандартной схеме (см., например, В.С.Гутников. Интегральная электроника в измерительных устройствах. Л. : Энергия, Ленинград, отд., 1980-248 с.). Генератор 14 состоит из двух инверторов 15,16 и третьей схемы И-НЕ 17, охваченных обратной связью через диоды VД3, VД4 и потенциометр R. Частота тактовых импульсов задается RC цепочкой, а скважность - положением движка потенциометра R. Выход генератора 14 (инвертор 16) подключен к объединенным входам первой 12 и второй 13 схем И-НЕ. Выходы последних подключены к дискретным входам тиристорного реверсивного пускателя 18 асинхронного двигателя 19 механизма корректировки 20 положения свариваемых заготовок.
Тиристорный реверсивный пускатель 18 собран на оптронных симисторах VS1. . .VS4 по стандартной схеме (см. например, В.А.Шубенко, И.Я.Браславский. Тиристорный асинхронный электропривод с фазовым управлением. М.: Энергия, 1972, с. 200). 0дна фаза сети (на чертеже фаза А) глухо подключена к двигателю, а две другие коммутируются симисторами по командам, поступающим на дискретные входы пускателя - базы транзисторов VT1 и VT2.
Предложенное устройство работает следующим образом. В исходном состоянии, когда сигналы с датчиков 1, 2 отсутствуют, напряжение на выходе дифференциального усилителя 5 равно нулю. При этом на выходах компараторов 7, 8 и схемы ИЛИ 11 сигнал логического "0" запрещает работу генератора 14. Такой же сигнал на выходе генератора 14 и соответственно на всех входах первой 12 и второй 13 схем И-НЕ. При этом сигнал логической "1" на выходах схем 12,13 обеспечивает закрытое состояние транзисторов VT1, VT2. Оптронные симисторы VS1...VS4 обесточены, двигатель 19 выключен.
После установки свариваемых заготовок в зажимах машины в зону стыкуемых торцов подводят датчики с помощью гидравлического или механического манипулятора (см. , например, патент США 4103139, кл. В 23 К 11/02). Если совмещаемые поверхности не находятся в одной плоскости, на выходе дифференциального усилителя 5 будет напряжение той или иной полярности. Если величина этого напряжения превышает установленную задатчиками 9, 10 зону нечувствительности, на выходе одного из компараторов (7 или 8) появится сигнал логической "1". Такой же сигнал на выходе схемы ИЛИ 11 разрешает работу генератора 14. При появлении прямоугольного импульса на выходе генератора 14 на обоих входах одной из схем И-НЕ (12 или 13) будут сигналы логической "1", а на ее выходе - логического "0". Открывается соответствующий транзистор (VT1 или VT2) и двигатель 19 включается в ту или иную сторону вращения. Длительность включенного состояния двигателя 19 определяется длительностью тактовых импульсов генератора 14. Таким образом, механизм корректировки 20 будет дискретно перемещать одну из свариваемых заготовок в вертикальном направлении до тех пор, пока поверхности катания головок рельсов не будут совмещены в одной плоскости. При этом одинаковые сигналы с датчиков 1, 2 приводят к появлению нулевого потенциала на выходе дифференциального усилителя 5, генерация импульсов прекращается, двигатель обесточен, схема возвращается в исходное состояние.
Дискретный характер перемещения механизма корректировки с низкой частотой (0,5...2 Гц) позволяет исключить влияние инерционности массы подвижных частей на точность центровки, а также возможность межфазного короткого замыкания при реверсе двигателя. Изменяя длительность тактовых импульсов и зону нечувствительности, можно обеспечить центровку заготовок с заданной точностью. Экспериментально подтверждена возможность автоматического совмещения поверхностей катания головок рельсов на машине К-190П с погрешностью не более 0,1 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ ДВУХ РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1998 |
|
RU2165347C2 |
| УСТРОЙСТВО ДЛЯ СИММЕТРИРОВАНИЯ ОДНОФАЗНОЙ НЕСТАЦИОНАРНОЙ НАГРУЗКИ, СОЗДАВАЕМОЙ КОНТАКТНОЙ СТЫКОВОЙ МАШИНОЙ | 1997 |
|
RU2156532C2 |
| СПОСОБ ЦЕНТРОВКИ РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2011 |
|
RU2503529C2 |
| СПОСОБ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ, РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2008 |
|
RU2391196C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| СПОСОБ ПРЕССОВОЙ СВАРКИ С НАГРЕВОМ ДЕТАЛЕЙ ДУГОЙ, УПРАВЛЯЕМОЙ МАГНИТНЫМ ПОЛЕМ | 1999 |
|
RU2181647C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Фотоэлектрическая следящая система | 1976 |
|
SU648359A1 |
| МАШИНА ДЛЯ ПРЕССОВОЙ СВАРКИ ТРУБ С НАГРЕВОМ ДУГОЙ, УПРАВЛЯЕМОЙ МАГНИТНЫМ ПОЛЕМ | 1999 |
|
RU2185940C2 |
| Устройство для испытания гибких кабельных изделий на многократные перемотки | 1990 |
|
SU1779949A1 |
Изобретение относится к сварке и может найти применение при изготовлении профильных заготовок стыковой контактной сваркой в различных отраслях машиностроения. Два датчика предназначены для измерения расстояния от общей базы до совмещаемых поверхностей свариваемых заготовок в зоне стыкуемых торцов. Дифференциальный усилитель и формирователь сигнала рассогласования соединены последовательно. Входы дифференциального усилителя подключены к датчикам, а выход формирователя - к механизму корректировки. Тиристорный реверсивный пускатель имеет два дискретных входа. Формирователь сигнала рассогласования содержит два компаратора, объединенные входы которых соединены с выходом дифференциального усилителя, а раздельные входы - с разнополярными задатчиками зоны нечувствительности соответственно. Входы первой и второй схем И-НЕ и схемы ИЛИ подключены через диоды к выходам соответствующих компараторов. Вход генератора тактовых импульсов соединен с выходами первой и второй схем ИЛИ, а выход генератора соединен с объединенными входами первой и второй схем И-НЕ. Выходы последних соединены с соответствующими дискретными входами тиристорного реверсивного пускателя асинхронного двигателя механизма корректировки. Устройство позволяет управлять механизмом корректировки с асинхронным двигателем и обеспечить автоматическое совмещение поверхностей свариваемых заготовок с заданной точностью. 1 ил.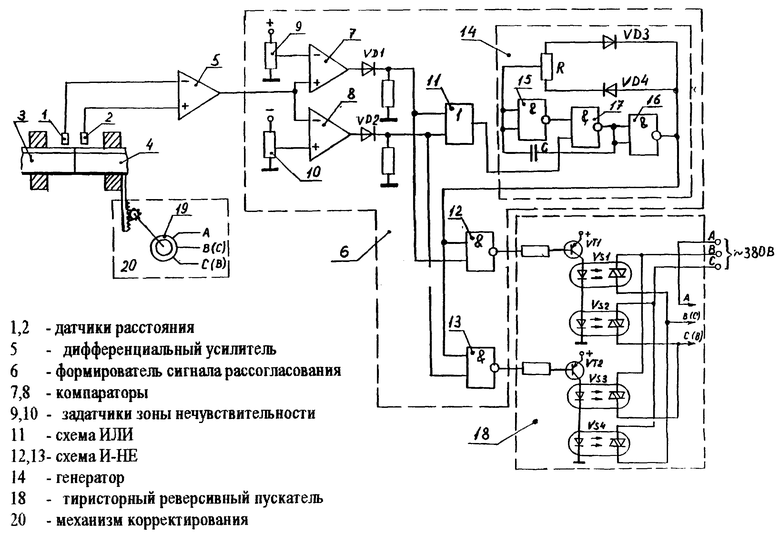
Устройство для центровки двух профильных заготовок, в частности рельсов, в машине для контактной стыковой сварки, содержащее механизм корректировки положения свариваемых заготовок, два датчика, измеряющие расстояния от общей базы до совмещаемых поверхностей свариваемых заготовок в зоне стыкуемых торцов, а также последовательно соединенные дифференциальный усилитель и формирователь сигнала рассогласования, при этом входы дифференциального усилителя подключены к датчикам, а выход формирователя - к механизму корректировки, отличающееся тем, что устройство дополнительно содержит тиристорный реверсивный пускатель с двумя дискретными входами, а формирователь сигнала рассогласования содержит два компаратора, объединенные входы которых соединены с выходом дифференциального усилителя, а раздельные входы - с разнополярными задатчиками зоны нечувствительности соответственно, первую и вторую схемы И-НЕ и схему ИЛИ, входы которых подключены через диоды к выходам соответствующих компараторов, генератор тактовых импульсов, вход которого соединен с выходами первой и второй схем ИЛИ, а выход генератора соединен с объединенными входами первой и второй схем И-НЕ, при этом выходы последних соединены с соответствующими дискретными входами тиристорного реверсивного пускателя асинхронного двигателя механизма корректировки.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| СВАРОЧНАЯ МАШИНА | 0 |
|
SU245224A1 |
| Зажимное устройство контактной стыкосварочной машины | 1987 |
|
SU1447602A1 |

