Область техники, к которой относится изобретение
Настоящее изобретение относится к установке и способу для изготовления цельных фитингов и соединителей для пластиковых труб двухосной ориентации из прямых труб предварительной формы с возможностью регулирования и распределения толщин, а также регулирования соответствующего растяжения на различных участках фитинга, что позволяет усиливать или оптимизировать эти участки в процессе осуществления самого способа без необходимости увеличения времени изготовления или увеличения расхода сырья.
Предметом настоящего изобретения является установка, которая позволяет изготавливать фитинги различных геометрических форм (криволинейных, конических, соединительных, производных и т.д.).
Настоящее изобретение относится к области производственных установок и процессам для молекулярно-ориентированных профилей, в частности, к установкам для изготовления «партиями».
Уровень техники
Молекулярная ориентация является процессом, в котором благодаря воздействию механической деформации на предварительно экструдированную трубу или трубу предварительно формы в соответствующих условиях, к которым, главным образом, относятся температура, давление, температура деформации и радиус деформации, обеспечивается значительное изменение механических свойств трубы, к которым, главным образом, относятся прочность на разрыв материала, ударная прочность, повышение ползучести, сопротивление распространению трещин, повышение модуля Юнга и т.д.
Указанный процесс молекулярной ориентации позволяет получать сверхстойкий материал с меньшим расходом сырья и равными или улучшенными характеристиками благодаря повышению стойкости материала.
Существуют способы или установки для изготовления трубчатых профилей, которые могут быть сгруппированы по двум категориям: установки для непрерывного или поточного производства и установки для периодического производства или производства партиями.
Установки для периодического производства или производства партиями главным образом основаны на производстве «изделия за изделием» с молекулярной ориентацией, что достигается за счет расширения трубы предварительной формы в пресс-форме, позволяя получить окончательную форму трубчатого профиля.
Процессы поточного производства имеют принципиальное отличие, и ориентация достигается непрерывным образом одновременно с самой экструзией без прерывания процесса или получения промежуточного запаса и т.д.
Ориентированные трубы должны соединяться друг с другом для формирования линии транспортирования, которая должна быть приспособлена к географическому и техническому профилю проекта. Другими словами, линия транспортирования должна иметь возможность соответствовать линиям с криволинейными участками, разветвлением, варьированием диаметра транспортирования и т.д., так чтобы транспортирование текучей среды в каждом случае было приспособлено к конкретным требованиям.
Потребность в наличии ориентированных труб традиционно удовлетворяется с помощью различных технических решений, всегда предусматривающих использование других материалов. Наиболее традиционное техническое решение, существующее более 100 лет, состоит в использовании литых фитингов, хотя в последнее время ограниченным образом используются фитинги из полимеров, нагнетаемых в пресс-формы.
Существуют различные технологии без молекулярной ориентации изделий, которые позволяют изготавливать сходные предметы в форме упомянутых фитингов, во всех случаях из пластика, поскольку применительно к литым фитингам отсутствуют какие-либо сходства:
- литье под давлением; широко используемая технология, позволяющая изготавливать детали в закрытой пресс-форме посредством нагнетания расплавленного пластика, который заполняет полость пресс-формы; эта технология отличается от технологии настоящего изобретения, поскольку в качестве исходного материала она использует расплавленный материал без ориентации, причем полость (пресс-форма), повторно заполняемая материалом, имеет форму готовой детали, и в пресс-форме предусмотрено множество элементов, препятствующих заполнению материалом полых элементов, помимо того, что указанная технология не использует текучую среду в качестве расширяющего элемента и т.д.;
- механическая обработка: технология, согласно которой, начиная с преформ из конкретного материала, получают соответствующую форму детали за счет удаления стружки; в этой технологии не предусмотрена молекулярная ориентация, и этап, начиная с преформы до получения готовой детали, выполняется посредством удаления материала, что значительно отличается от технологии настоящего изобретения.
Существуют процессы пластической обработки, которые также могли бы иметь очевидные сходства с настоящим изобретением, но которые, тем не менее, имеют принципиальные отличия:
- термораздувка: конкретный элемент подвергается воздействию давления, так что он принимает специфическую форму у стенки пресс-формы; ввиду отсутствия ориентации в этом процессе не используются манипуляторы, которые позволяют деформировать или растягивать преформу, если охлаждение основано на системе течения воздуха или другой текучей среды вместо охлаждения в контакте с той же самой пресс-формой; сходным образом, детали поступают с операции экструзии непосредственно на операцию формования, поскольку температура не является значительной и, таким образом, эта система не содержит камеры придания требуемого состояния, и не требуется система очистки воздуха, поскольку расширяющая текучая среда создает только форму, но не влияет на расширение; в конечном счете, эта система сильно отличается от установки настоящего изобретения.
В документе ЕР 1108523 А1 описана установка для изготовления фитингов и соединителей для пластиковых труб двухосной ориентации из прямой трубы предварительной формы из неориентированного полимера, которая содержит первый конец и второй конец по вступительной части п. 1 формулы изобретения.
Установка и способ для изготовления фитингов и соединителей для пластиковых труб двухосной ориентации настоящего изобретения устраняет все вышеуказанные недостатки.
Раскрытие изобретения
Настоящее изобретение относится к установке и способу для изготовления фитингов и соединителей для пластиковых труб двухосной ориентации, которые позволяют изготавливать различные типы фитингов из ориентированного ПВХ или других полимеров, используя прямые преформы из неориентированной полимерной трубы.
Эти фитинги могут иметь цельное отверстие (специальная геометрия для соединения одной трубы с другой, причем указанная геометрия имеет больший диаметр, чем номинальная геометрия трубы, что позволяет устанавливать резиновое кольцо, уплотняя соединение и препятствуя утечке среды из соединения), поскольку это позволяет внедрять различные геометрии посредством простого варьирования пресс-формы, извлекая преимущества из всех элементов установки.
Согласно конструкции установки изготовление различных типов фитингов или соединителей из ориентированных полимеров обеспечивается посредством использования прямых преформ с постоянной геометрией, предварительно изготовленных с помощью экструзии.
Установка для изготовления фитингов и соединителей для пластиковых труб двухосной ориентации из прямой трубы предварительной формы из неориентированного полимера, которая содержит первый конец и второй конец; при этом установка содержит:
- нагревательное средство, выполненное с возможностью регулирования температуры трубы предварительной формы;
- доведенную до требуемого состояния климатическую камеру, выполненную с возможностью поддержания температуры трубы предварительной формы при первой предварительно заданной температуре, по усмотрению для операций деформации трубы;
- первую захватную головку и вторую захватную головку, причем первая захватная головка выполнена с возможностью захватывания первого конца трубы предварительной формы, и вторая захватная головка выполнена с возможностью захватывания второго конца трубы предварительной формы;
- манипуляционные средства, выполненные с возможностью поддержки первой захватной головки и второй захватной головки;
- установочную плиту, которая поддерживает два подвижных элемента, выполненных с возможностью передвижения;
- пресс-форму, которая содержит, по меньшей мере, две части, причем каждая из указанных частей пресс-формы расположена на подвижном элементе установочной плиты, причем пресс-форма выполнена с возможностью ориентации деформированной трубы или трубы предварительной формы, когда, по меньшей мере, две части пресс-формы расположены в контакте.
Манипуляционные средства вместе с первой и второй захватными головками выполнены с возможностью вращения, растяжения, сжатия и/или деформации трубы предварительной формы таким образом, что в одном волокне трубы предварительной формы происходит растяжение, в то время как в другом волокне трубы предварительной формы происходит сжатие, причем растяжение или сжатие осуществляется по усмотрению.
По усмотрению, по меньшей мере, первая или вторая захватная головка содержит средство для нагнетания/выпуска текучей среды внутрь деформируемой трубы или трубы предварительной формы с целью введения текучих сред и их выпуска, создавая внутренние потоки текучей среды в трубе предварительной формы посредством ее распыления, нагнетания давления и расширения с целью охлаждения и расширения деформируемой трубы или трубы предварительной формы, например, так чтобы в одном волокне трубы предварительной формы происходило растяжение, в то время как другом волокне трубы предварительной формы происходило сжатие, причем растяжение или сжатие осуществляется по усмотрению.
Пресс-форма также содержит захватные средства, расположенные на концах пресс-формы, соответствующие первому концу и второму концу трубы предварительной формы, когда, по меньшей мере, две части пресс-формы расположены в контакте, причем захватные средства выполнены с возможностью зажимания деформированной трубы или трубы предварительной формы, когда, по меньшей мере, две части пресс-формы расположены в контакте, так что внутренняя сторона деформированной трубы или трубы предварительной формы вместе с первой и второй головками создают уплотненное пространство, в котором существует возможность нагнетания давления.
По усмотрению, установка также содержит средство для резки, или финишной обработки полученных фитингов или соединителей, выполненное с возможностью резки концов полученного фитинга или соединителя.
По усмотрению, установка содержит распределительный стол, на котором размещают прямую трубу предварительной формы из неориентированного полимера и который выполнен с возможностью резки трубы предварительной формы на отрезки варьируемой длины.
Настоящее изобретение также относится к способу изготовления фитингов и соединителей для пластиковых труб двухосной ориентации из прямой трубы предварительной формы из неориентированного полимера, которая содержит первый конец и второй конец; способ включает в себя:
- этап нагрева, на котором выполняется регулирование температуры трубы предварительной формы;
- этап корректировки температуры, на котором регулирование температуры трубы предварительной формы поддерживается при первой предварительно заданной температуре;
- этап захватывания, на котором выполняется захватывание первого конца трубы предварительной формы и второго конца трубы предварительной формы;
- этап формования с помощью пресс-формы, которая содержит, по меньшей мере, две части, причем ориентация деформированной трубы или трубы предварительной формы выполняется тогда, когда, по меньшей мере, две части пресс-формы расположены в контакте.
Способ изготовления фитингов и соединителей для пластиковых труб двухосной ориентации также содержит этап вращения, растяжения, сжатия и/или деформации трубы предварительной формы после этапа захватывания первого конца трубы предварительной формы и второго конца трубы предварительной формы.
По усмотрению, способ включает в себя этап нагнетания/выпуска текучей среды внутрь деформируемой трубы или трубы предварительной формы с целью введения текучих сред и их выпуска, создавая внутренние потоки текучей среды в трубе предварительной формы посредством ее внутреннего распыления, нагнетания давления и расширения с целью охлаждения и расширения деформируемой трубы или трубы предварительной формы, например, так чтобы в одном волокне трубы предварительной формы происходило растяжение, в то время как в другом волокне трубы предварительной формы происходило сжатие, причем растяжение или сжатие осуществляется по усмотрению.
Способ также включает в себя этап зажимания деформированной трубы или трубы предварительной формы, когда, по меньшей мере, две части пресс-формы расположены в контакте, так что внутренняя сторона деформированной трубы или трубы предварительной формы вместе с первой и второй головками создают уплотненное пространство, с последующим этапом нагнетания давления в указанном уплотненном пространстве.
По усмотрению, способ также включает в себя этап резки и/или финишной обработки полученных фитингов или соединителей.
По усмотрению способ также включает в себя этап резки трубы предварительной формы на отрезки варьируемой длины.
Краткое описание чертежей
В качестве дополнения для способствования большему пониманию характеристик изобретения согласно предпочтительному пояснительному варианту выполнения к указанному описанию приложены чертежи, составляющие его неотъемлемую часть и не ограничивающие настоящее изобретение; на чертежах:
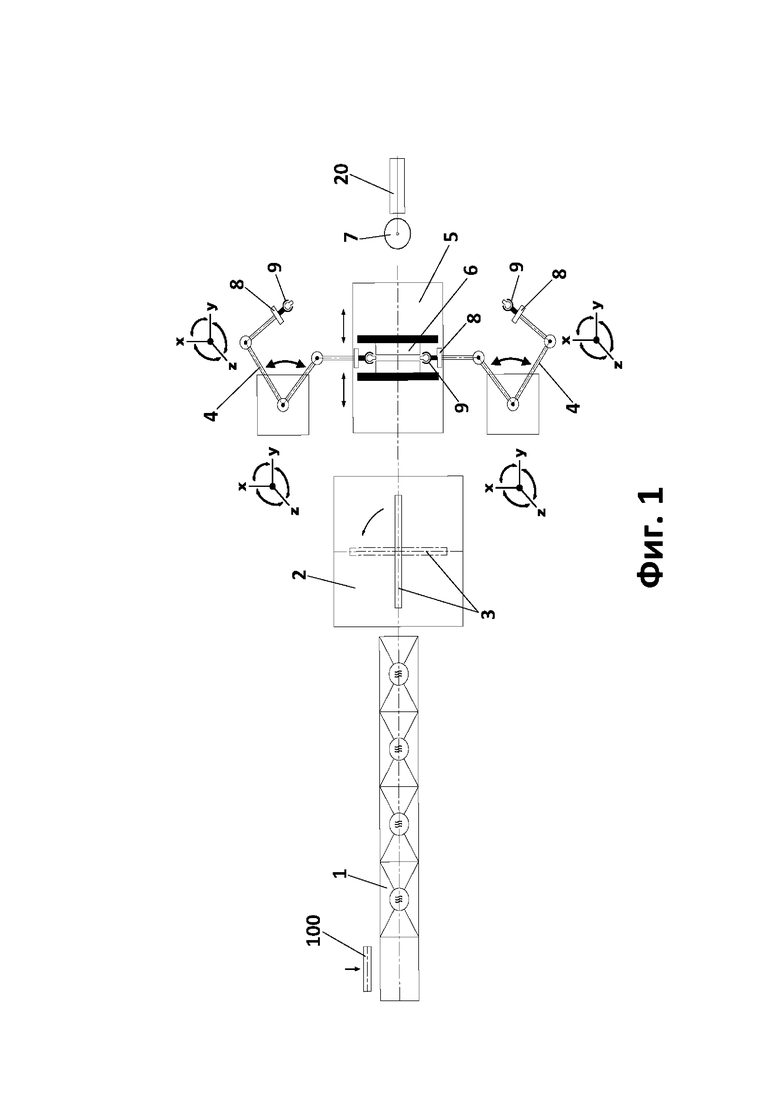
фиг. 1 - схематический вид установки для изготовления фитингов и соединителей для пластиковых труб двухосной ориентации настоящего изобретения;
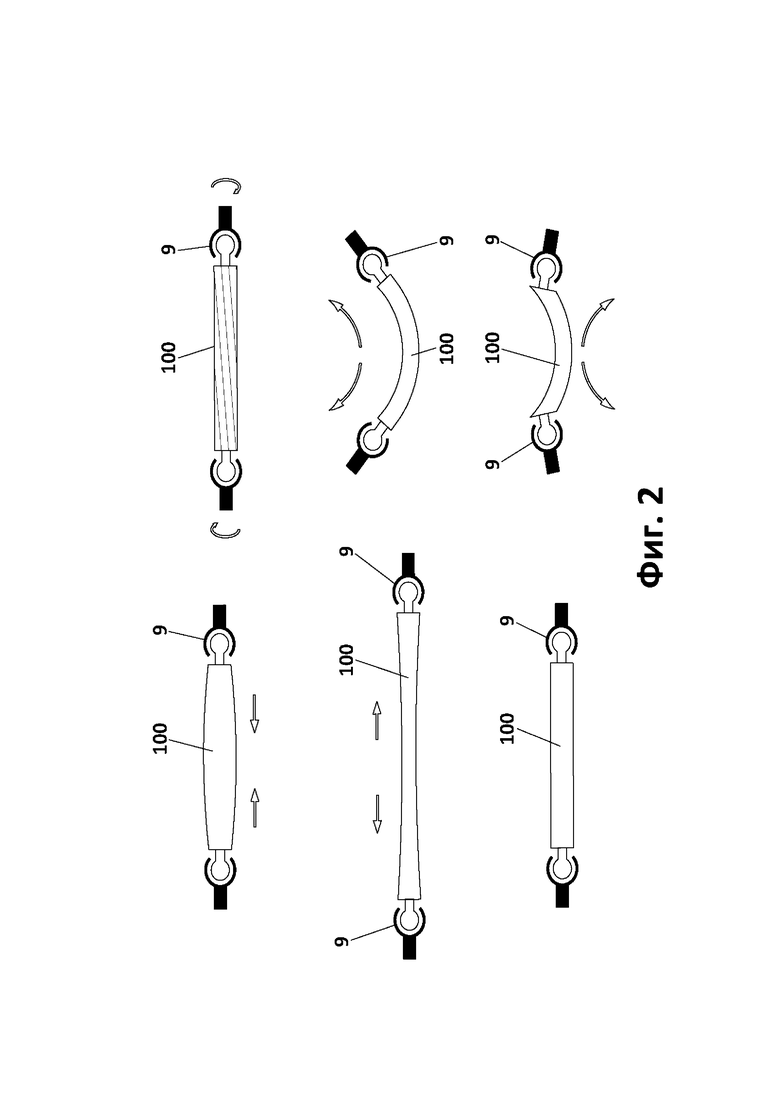
фиг. 2 - неограничивающие примеры различных операций, которые могут выполняться в доведенной до требуемого состояния климатической камере с помощью манипуляционных средств совместно с первой и второй захватывающими головками;
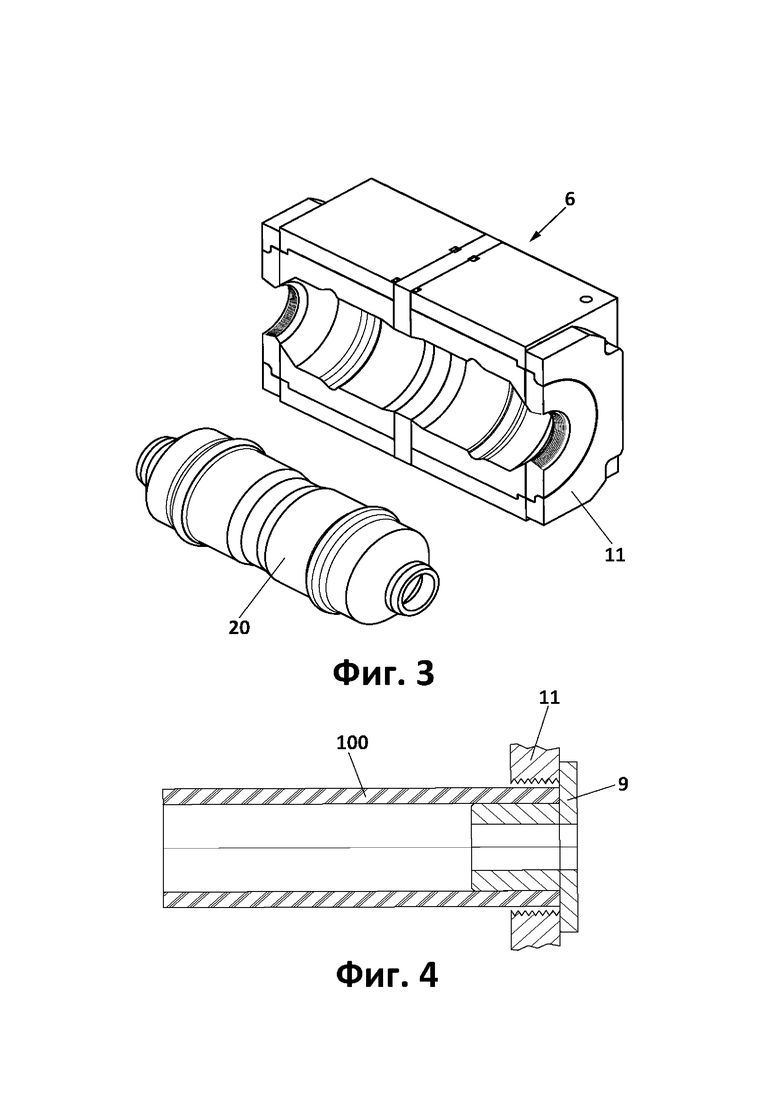
фиг. 3 - перспективный вид одной, по меньшей мере, из двух частей пресс-формы совместно с полученным фитингом или соединителем;
фиг. 4 - вид в разрезе захватного средства с головкой и деформированной трубой.
Осуществление изобретения
Ниже приведено подробное описание установки и способа для изготовления фитингов и соединителей для пластиковых труб двухосной ориентации настоящего изобретения.
На фиг. 1 показаны различные элементы установки или этапы способа. Прежде всего, показана труба (100) предварительной формы, которая проходит через нагревательное средство или печь (1), состоящую из регулируемых нагревательных элементов. После прохождения через печь (1) труба (100) предварительной формы достигает постоянной температуры по всей геометрии трубы, пригодной для ориентации, другими словами, температуры, которая переводит полимер из жесткого состояния в пластическое состояние и таким образом, позволяет деформировать трубу до пригодного к использованию состояния и делает ее восприимчивой к молекулярной ориентации во время этой деформации.
После приведения трубы (100) предварительной формы в необходимое состояние она проходит в доведенную до требуемого состояния климатическую камеру (2), назначение которой состоит в том, чтобы препятствовать воздействию температурных изменений на трубу (100) предварительной формы, нагретую с целью ее ориентации, во время выполнения различных операций, таких как крепление и последующая деформация, по любому из вариантов, наряду с некоторыми другими, как требуется применительно к конечному результату и распределению ориентации. На фиг. 2 приведены неограничивающие примеры.
Доведенная до требуемого состояния климатическая камера (2) также содержит поворотную опору (3), выполненную с возможностью размещения на ней трубы (100) предварительной формы с таким расчетом, что ее крепление облегчается с помощью манипуляционных средств (4), которые предпочтительно представляют собой два шарнирных манипулятора или руки. Манипуляционные средства (4) поддерживают первую захватную головку и вторую захватную головку (9) с поворотной системой (XX) и средствами (8) для нагнетания/выпуска текучей среды внутрь деформируемой трубы или трубы предварительной формы, которые приводят вышеуказанную текучую среду в необходимое состояние. Назначение этих захватных головок (9) состоит в захватывании трубы (100) предварительной формы за ее концы, и после захватывания концов захватные головки могут деформировать трубу в любом направлении и, тем самым, могут обеспечивать достижение требуемых параметров молекулярной ориентации после расширения трубы. Другими словами, эти манипуляционные средства (4) с головками (9) могут растягивать или сжимать трубу (100) предварительной формы, вращать ее по оси и создавать окружную деформацию или вращать ее в плоскостях, перпендикулярных оси трубы (100) предварительной формы, таким образом, что труба подвергается растяжению в волокнах одной секции и сжатию в волокнах другой секции. Кроме того, эти манипуляционные средства (4) могут вращаться таким образом, чтобы труба (100) предварительной формы изгибалась под различными углами. Примеры движения узла, состоящего из манипуляционных средств (4) с головками (9), показаны на фиг. 2.
Кроме того, манипуляционные средства (4) содержат средства (8) для нагнетания/ выпуска текучей среды внутрь деформируемой трубы или трубы предварительной формы, которые приводят вышеуказанную текучую среду в необходимое состояние, так что расширяющаяся текучая среда, которая должна расширять трубу (100) предварительной формы, проходит через указанную трубу и подвергается очистке, главным образом, за счет нагрева и фильтрации, так чтобы она имела необходимые свойства для ориентации.
После крепления трубы (100) предварительной формы и ее соответствующей деформации для получения деформированной трубы в доведенной до требуемого состояния климатической камере (2) манипуляционные средства (4) переносят деформированную трубу на участок, где ее размещают на установочной плите (5) с двумя параллельными плитами, которые поддерживают пресс-форму (6), разделенную на две симметричные части. Манипуляционные средства (4) помещают деформированную трубу между двумя половинами пресс-формы (6), и установочная плита (5) приводит в действие параллельные плиты, так что они движутся в противоположных направлениях до тех пор, пока пресс-форма (6) полностью не закроется, так чтобы деформированная труба была помещена внутрь пресс-формы (6).
После закрывания пресс-формы (6) захватные средства (11), встроенные в пресс-форму (6), одновременно зажимают деформированную трубу, как показано на фиг. 4, прижимаясь к захватной головке (9) и создавая уплотненный контейнер.
После этого расширяющаяся текучая среда может проходить через отверстие в одной из захватных головок (9), которая, в свою очередь, связана со средством (8) для нагнетания/ выпуска текучей среды, что позволяет создать соответствующие условия для молекулярной ориентации, которая обеспечивает расширение преформы у стенок пресс-формы (6).
После расширения возникает контур прохождения, поддерживающий давление, благодаря чему текучая среда охлаждает деформированную трубу с ее внутренней стороны за счет прохождения через трубу, обеспечивая постоянную температуру пресс-формы (6). По усмотрению пресс-форма могла бы охлаждаться, чтобы способствовать охлаждению деформированной трубы. Пример фитинга или соединителя после его выхода из формы (6) показан на фиг. 3.
На последнем этапе концы фитинга или соединителя (20) подвергаются резке с помощью режущего средства (7) для получения готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫТЯЖНОЕ СТЕРЖНЕВОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЖИДКОСТНОГО ИЛИ ГИДРАВЛИЧЕСКОГО ФОРМОВАНИЯ С РАЗДУВОМ | 2011 |
|
RU2577270C2 |
| ФИТИНГ ДЛЯ СОЕДИНЕНИЯ ТРУБ, В ЧАСТНОСТИ ГИБКИХ ТРУБ | 2013 |
|
RU2556944C2 |
| УЗЕЛ ВТУЛКИ ДЛЯ ФИТИНГА ТРУБОПРОВОДА | 2013 |
|
RU2643890C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХОСНО ОРИЕНТИРОВАННОГО ТРУБОПРОВОДА ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1995 |
|
RU2142362C1 |
| УЗЕЛ ВТУЛКИ ДЛЯ ФИТИНГА ТРУБОПРОВОДА | 2009 |
|
RU2507433C9 |
| СИСТЕМЫ И СПОСОБЫ ЭКСТРУЗИОННОГО ПРЕССОВАНИЯ | 2013 |
|
RU2669736C2 |
| ПРОМЫШЛЕННАЯ ТКАНЬ, СОДЕРЖАЩАЯ ПОЛУЧЕННЫЕ СПИРАЛЬНОЙ НАМОТКОЙ ПОЛОСЫ МАТЕРИАЛА | 2009 |
|
RU2530371C2 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ | 2015 |
|
RU2680364C2 |
| ТРУБЧАТАЯ БУРОВАЯ ШТАНГА, А ТАКЖЕ СИСТЕМА И СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДА | 2017 |
|
RU2719885C1 |
| ПЛАСТИКОВАЯ БУТЫЛКА С КОЛЬЦЕВЫМ ЗАХВАТНЫМ УЧАСТКОМ | 2016 |
|
RU2685017C1 |
Изобретение относится к установке для изготовления цельных фитингов и соединителей для пластиковых труб двухосной ориентации. Техническим результатом является возможность усиления или оптимизации участков фитинга во время его изготовления без увеличения времени изготовления или увеличения расхода сырья и изготовления фитингов различных геометрических форм. Технический результат достигается установкой для изготовления фитингов и соединителей для пластиковых труб двухосной ориентации из прямой трубы из неориентированного полимера, которая содержит первый конец и второй конец. При этом установка отличается тем, что она содержит нагревательное средство, выполненное с возможностью регулирования температуры трубы; первую захватную головку и вторую захватную головку, причем первая захватная головка выполнена с возможностью захватывания первого конца трубы и вторая захватная головка выполнена с возможностью захватывания второго конца трубы; манипуляционные средства, выполненные с возможностью поддержки первой захватной головки и второй захватной головки; установочную плиту, которая поддерживает два подвижных элемента, выполненных с возможностью передвижения; пресс-форму, которая содержит две части, причем каждая из указанных частей пресс-формы расположена на подвижном элементе установочной плиты. Пресс-форма выполнена с возможностью ориентации деформированной трубы или трубы, когда две части пресс-формы расположены в контакте. При этом установка также содержит доведенную до требуемого состояния климатическую камеру, выполненную с возможностью поддержания температуры трубы при первой предварительно заданной температуре. Причем манипуляционные средства вместе с первой и второй захватными головками расположены в доведенной до требуемого состояния климатической камере и выполнены с возможностью вращения, растяжения, сжатия и/или деформации трубы. 2 н. и 8 з.п. ф-лы, 4 ил.
1. Установка для изготовления фитингов и соединителей для пластиковых труб двухосной ориентации из прямой трубы (100) предварительной формы из неориентированного полимера, которая содержит первый конец и второй конец; при этом установка отличается тем, что она содержит:
- нагревательное средство (1), выполненное с возможностью регулирования температуры трубы (100) предварительной формы;
- первую захватную головку (9) и вторую захватную головку (9), причем первая захватная головка (9) выполнена с возможностью захватывания первого конца трубы (100) предварительной формы и вторая захватная головка (9) выполнена с возможностью захватывания второго конца трубы (100) предварительной формы;
- манипуляционные средства (4), выполненные с возможностью поддержки первой захватной головки (9) и второй захватной головки (9);
- установочную плиту (5), которая поддерживает два подвижных элемента, выполненных с возможностью передвижения;
- пресс-форму (6), которая содержит по меньшей мере две части, причем каждая из указанных частей пресс-формы (6) расположена на подвижном элементе установочной плиты (5), причем пресс-форма (6) выполнена с возможностью ориентации деформированной трубы или трубы (100) предварительной формы, когда по меньшей мере две части пресс-формы (6) расположены в контакте,
отличающаяся тем, что установка также содержит:
- доведенную до требуемого состояния климатическую камеру (2), выполненную с возможностью поддержания температуры трубы (100) предварительной формы при первой предварительно заданной температуре;
причем манипуляционные средства (4) вместе с первой и второй захватными головками (9) расположены в доведенной до требуемого состояния климатической камере (2) и выполнены с возможностью вращения, растяжения, сжатия и/или деформации трубы (100) предварительной формы.
2. Установка по п. 1, отличающаяся тем, что по меньшей мере первая или вторая захватная головка (9) содержит средство (8) для нагнетания/выпуска текучей среды внутрь деформируемой трубы или трубы (100) предварительной формы.
3. Установка по п. 1 или 2, отличающаяся тем, что пресс-форма (6) также содержит захватные средства (11), расположенные на концах пресс-формы, соответствующие первому концу и второму концу трубы предварительной формы, когда по меньшей мере две части пресс-формы расположены в контакте, причем захватные средства (11) выполнены с возможностью зажимания деформированной трубы или трубы (100) предварительной формы, когда по меньшей мере две части пресс-формы (6) расположены в контакте.
4. Установка по любому из пп. 1-3, отличающаяся тем, что она также содержит средство (7) для резки или финишной обработки полученных фитингов или соединителей, выполненное с возможностью резки концов полученного фитинга или соединителя.
5. Установка по любому из пп. 1-4, отличающаяся тем, что она содержит распределительный стол, на котором размещают прямую трубу (100) предварительной формы из неориентированного полимера и который выполнен с возможностью резки трубы (100) предварительной формы на отрезки варьируемой длины.
6. Способ изготовления фитингов и соединителей для пластиковых труб двухосной ориентации из прямой трубы (100) предварительной формы из неориентированного полимера, которая содержит первый конец и второй конец, причем способ выполняется с помощью установки по любому из пп. 1-5, при этом способ включает:
- этап нагрева, на котором выполняется регулирование температуры трубы (100) предварительной формы;
- этап корректировки температуры, на котором регулирование температуры трубы (100) предварительной формы поддерживается при первой предварительно заданной температуре;
- этап захватывания, на котором выполняется захватывание первого конца трубы (100) предварительной формы и второго конца трубы (100) предварительной формы;
- этап вращения, растяжения, сжатия и/или деформации трубы предварительной формы после этапа захватывания первого конца трубы (100) предварительной формы и второго конца трубы (100) предварительной формы;
- этап формования с помощью пресс-формы (6), которая содержит по меньшей мере две части, причем ориентация деформированной трубы или трубы (100) предварительной формы выполняется тогда, когда по меньшей мере две части пресс-формы (6) расположены в контакте.
7. Способ по п. 6, отличающийся тем, что включает этап нагнетания/выпуска текучей среды внутрь деформируемой трубы или трубы (100) предварительной формы.
8. Способ по п. 6 или 7, отличающийся тем, что включает этап зажимания деформированной трубы или трубы (100) предварительной формы, когда по меньшей мере две части пресс-формы (6) расположены в контакте, с последующим этапом нагнетания давления в указанном уплотненном пространстве.
9. Способ по любому из пп. 6-8, отличающийся тем, что включает этап резки и/или финишной обработки полученных фитингов или соединителей.
10. Способ по любому из пп. 6-9, отличающийся тем, что включает этап резки трубы (100) предварительной формы на отрезки варьируемой длины.
| Кнопочное коммутационное устройство | 1983 |
|
SU1108523A1 |
| US 20030155694 A1, 21.08.2003 | |||
| GB 1487403 A, 28.09.1977 | |||
| ПЛАСТИКОВАЯ ТРУБА, ОРИЕНТИРОВАННАЯ ПО ОКРУЖНОСТИ ИЛИ ПО ДВУМ ОСЯМ, И СПОСОБ ЕЕ ФОРМОВАНИЯ | 1991 |
|
RU2037081C1 |
| Способ изготовления толстостенной бесшовной жесткой трубы из неориентированного полукристаллического термопластичного полимера и устройство для его осуществления | 1980 |
|
SU1163801A3 |

