Настоящее изобретение относится к способу для производства двухосно ориентированной трубы из термопластичного материала, включающему насаживание трубы на оправку при температуре ориентации пластичного материала, при этом оправка имеет расширенную часть, которая производит расширение в направлении окружности трубы, и после оправки оказания на трубу воздействия аксиально направленного тягового усилия, в ходе которого труба сталкивается с сопротивлением, которое противодействует движению трубы по оправке. В контексте настоящего изобретения термин "труба" также относится к изделиям или продуктам рукавного типа.
Задачей двухосного ориентирования пластикового материала трубы, известного как двухосная вытяжка трубы, является улучшение свойств трубы посредством ориентирования молекул пластикового материала трубы в двух взаимно перпендикулярных направлениях. В одном из обычно известных способов двухосное ориентирование обычно осуществляют путем насаживания трубы на оправку при соответствующей температуре, посредством воздействия на трубу аксиально направленного тягового усилия за оправкой. Насаживание трубы на оправку также может способствовать осуществление дополнительного воздействия на трубу толкающего или надавливающего усилия перед оправкой в направлении оправки. Это приводит к уменьшению необходимого тягового усилия и обеспечивает возможность большей степени вытяжки. Оправка имеет расширенную часть, которая производит увеличение размеров в направлении окружности трубы. Это в значительной степени определяет ориентацию пластикового материала в направлении окружности. Аксиально направленное тяговое усилие в значительной степени определяет ориентацию в аксиальном направлении. Достигнутая двухосная ориентация закрепляется (замораживается) путем охлаждения трубы.
Способ типа, описанного в преамбуле, уже известен из патента Германии DE-2,357,210 (Petzetakis). В этой публикации описано, как известным способом, посредством пресса для выдавливания или экструдирования изготавливают круглую трубу с относительно толстыми стенками. Рассматривая в направлении движения трубы, массивная недеформируемая оправка с конусообразной расширенной частью расположена за прессом. Труба насаживается на оправку при температуре ориентирования, соответствующей выбранному пластиковому материалу, посредством воздействия на трубу тягового усилия, оказываемого на трубу за оправкой. Диаметр трубы последовательно увеличивается, и толщина стенок уменьшается.
На пути между прессом и конической расширенной частью оправки экструдируемая труба проходит через средство, задачей которого является обеспечение максимально возможной гомогенности трубы перед осуществлением расширения в направлении окружности. Это означает, что предпринята попытка получения однородной толщины стенки в направлении окружности стенки трубы путем осуществления между прочим калибровки наружного диаметра. Также предпринята попытка довести пластиковый материал стенки трубы до однородной единообразной температуры, которая наиболее приемлема для рассматриваемой двухосной ориентации в интересующем нас случае.
На практике установлено, что изготовление двухосно ориентированных тюбингов или трубопроводов известными способами является недостаточно регулируемым. Это делает известные способы непригодными для использования в качестве непрерывного процесса в промышленном масштабе, в частности, потому, что не найдена возможность получения двухосно ориентированных тюбингов или трубопроводов приемлемого качества. Установлено, в частности, что известным способом невозможно получить трубу с достаточно единообразной толщиной стенки и двухосной ориентацией. Примером неудовлетворительной регулируемости процесса является то, что известным способом часто получают трубу с утолщенной частью стенки трубы, проходящей в направлении длины трубы.
Задачей настоящего изобретения является исключение вышеупомянутых недостатков и создание способа, который производит двухосную ориентацию со значительно улучшенной регулируемостью.
Эта задача достигается посредством способа типа, описанного в преамбуле, который отличается тем, что он также включает оказание регулируемого воздействия секторного типа в направлении окружности трубы на сопротивление, которое противодействует движению трубы по оправке.
В то время, как пластичный материал трубы проходит по оправке, он сталкивается с сопротивлением, которое противодействует движению трубы по упомянутой оправке. Упомянутое сопротивление зависит от нескольких параметров, таких, как температуры пластичного материала, толщина стенки трубы перед оправкой, трение между трубой и оправкой и форма оправки. В уровне техники, например, в патенте DE 2,357,210 описаны меры, задачей которых является сделать первые два вышеупомянутых параметра (толщину стенки и температуру) настолько однородными и единообразными, насколько это возможно, прежде чем труба достигает оправки и деформируется на ней. В этом случае общепринятой до настоящего времени идеей является то, что если труба подается к оправке в возможно более гомогенном состоянии, пластичный материал, глядя в направлении окружности трубы, будет совершенно равномерно деформироваться, проходя по оправке. Другими словами, предполагается, что толщина стенки трубы сохраняется постоянной и единообразной, глядя в направлении окружности, в то время, пока она проходит по оправке.
Мера, предложенная в пункте 1, основана на важном понимании того, что обеспечение постоянного сопротивления в каждом секторе окружности трубы фактически невозможно без того, чтобы на упомянутое сопротивление было оказано воздействие каким-либо иным способом. Например, в случае промышленного применения способа, описанного в преамбуле, всегда происходят изменения вышеупомянутых параметров, независимо от способа, посредством которого пытаются поддерживать эти параметры постоянными. Существует еще один параметр, влияние которого на сопротивление до настоящего времени не было обнаружено. Это ориентация молекул пластика в стенке трубы перед осуществлением двухосного ориентирования трубы. В случае экструзионного процесса ориентация молекул в экструдированной трубе неединообразная, в особенности глядя в направлении окружности трубы. В этом случае, например, при использовании пресса для выдавливания с ползуном всегда присутствует линия стыка в месте, где расплав течет, сливаясь с ползуном. Известное средство, согласно вышеупомянутому в преамбуле способу, расположенное на пути между прессом для выдавливания и расширенной частью оправки, не обеспечивает никакой эффективности гомогенизации в ориентации молекул. Поскольку пластичный материал находится в легко деформируемом состоянии, проходя по оправке, на распределение пластичного материала вокруг оправки будет влиять различие сопротивлений между секторами. Это приводит к тому, что толщина стенки трубы при взгляде на поперечное сечение под прямым углом к оси оправки, не будет сохраняться постоянной в дальнейшем, когда труба покинет оправку. В окончательно готовой трубе эта вариация в толщине стенки несомненно сохранится и в результате труба окажется непригодной для практического использования. Более того, в секторе трубы, в котором имеется вариация в толщине стенки, полученная двухосная ориентация не будет соответствовать двухосной ориентации в других секторах трубы. Мероприятие по изобретению, следовательно, гарантирует, что на сопротивление, которое труба встречает при прохождении по оправке, можно воздействовать по секторам, глядя в направлении окружности трубы для того, чтобы подтвердить такие отклонения.
Мероприятие согласно изобретению также является полезным в ситуации, при которой перед оправкой толкающее усилие осуществляют посредством толкателя в направлении оправки. Это толкающее усилие вместе с аксиально направленным тяговым усилием, оказываемым на трубу за оправкой, тогда гарантирует насаживание трубы на оправку. Любое воздействие толкателя на однородность размеров трубы тогда может быть компенсировано посредством мероприятия согласно изобретению.
Способ согласно изобретению, предпочтительнее, гарантирует, что воздействие на сопротивление, с которым труба сталкивается при прохождении по оправке, является, по крайней мере, эффективным, когда труба подвергается расширению в направлении окружности, в то время, пока она проходит по расширенной части оправки. Ясно, что в особенности в то время, когда труба проходит по расширенной части оправки, в области которой труба встречает большую часть сопротивления, можно легко получить трубу с различной толщиной стенки в том случае, если не предусмотрен способ воздействия на сопротивление. Если произошло увеличение толщины стенки и двухосной ориентации, их нельзя вернуть к необходимым значениям на последующих этапах. Для того чтобы воздействие было достаточно эффективным во время прохождения по расширенной части оправки, может оказаться необходимым начать воздействие уже перед расширенной частью оправки. Это зависит, в частности, от способа, используемого для воздействия на сопротивление.
В предпочтительном варианте оказание воздействия регулируемым образом в направлении окружности трубы на сопротивление, которое противодействует движению трубы по оправке, включает воздействие на температуру пластичного материала трубы. Этот способ воздействия на сопротивление можно легко и просто обеспечить на практике, при этом его можно осуществлять не только снаружи трубы, но и изнутри трубы, а также в сочетании того и другого. Вследствие локального повышения температуры пластичный материал будет легче течь в месте или точке, в которой имеет место напряжение. Это, следовательно, означает, что на сопротивление, с которым сталкивается труба при прохождении по оправке, оказывается воздействие. Посредством локальных изменений температуры также можно оказывать воздействие на сопротивление трения между упомянутой частью трубы и оправкой. В этом случае оправка может иметь индивидуально регулируемые нагревательные элементы, расположенные по окружности оправки.
В другом варианте или в сочетании с вышеупомянутым мероприятием оказание регулируемого воздействия в направлении окружности трубы на сопротивление, которое противодействует движению трубы по оправке, может включать воздействие на форму оправки. Это может быть обеспечено, например, посредством оправки, которая содержит сердечник и подвижные сегменты, расположенные вокруг сердечника. Регулирование перемещения каждого сегмента тогда можно осуществлять путем термической деформации соединения между упомянутым сегментом и сердечником оправки.
Согласно настоящему изобретению, оказание регулируемого воздействия в направлении окружности трубы на сопротивление, которое противодействует движению трубы по оправке, также может включать воздействие на трение между трубой и оправкой. Как описано выше, на это трение, в частности на коэффициент трения, можно оказывать воздействие путем воздействия на температуру внутри трубы. Для оказания воздействия на трение также можно применять локальную смазку между оправкой и трубой.
Для создания способа, пригодного для использования в процессе непрерывного изготовления двухосно ориентированного трубопровода или тюбинга, воздействие на сопротивление, противодействующее движению трубы по оправке, преимущественнее регулируют в зависимости от характеристик трубы, измеренных за оправкой. В частности, преимущественным для создания способа настоящего изобретения является учитывание того факта, что оказание воздействия на сопротивление, противодействующее движению трубы по оправке, регулируют в зависимости от профиля поперечного сечения трубы, измеренного за оправкой. В одном из вариантов или в сочетании с измерением профиля поперечного сечения трубы ориентация молекул двухосно ориентированной трубы должна, например, определяться посредством лазерного измерительного устройства. Такое лазерное измерительное устройство описано, например, в европейском патенте EP 0,441,142 (Petzetakis).
Способ также преимущественнее включает регулирование аксиального тягового усилия, воздействующего на трубу, в зависимости от профиля поперечного сечения, измеренного за оправкой. Регулирование тягового усилия означает, что можно оказывать воздействие на толщину стенки полученной двухосно ориентированной трубы. Если, например, была измерена чрезмерная толщина стенки по всей окружности трубы, аксиальное тяговое усилие увеличивается. Это приведет к уменьшению толщины стенки по всей окружности. Конечно, тогда также оказывается воздействие на двухосную ориентацию. Другим следствием этой меры является то, что при изменении толщины стенки также будут изменяться наружные размеры полученной двухосно ориентированной трубы. Для того чтобы можно было регулировать последний из вышеупомянутых эффектов и получать необходимый наружный диаметр, было предложено, чтобы на некотором расстоянии за оправкой протягивали трубу через калибровочное отверстие, ограниченное калибровочным средством, при этом калибровочное отверстие должно быть таким, чтобы обеспечить редуцирование или уменьшение наружных размеров трубы.
С этой точки зрения важно знать, что труба после прохождения по оправке будет усаживаться из-за охлаждения, в частности, обеспечиваемого охлаждающими средствами. Для того чтобы произвести эффективное редуцирование наружных размеров трубы, рассматриваемое в соответствии с настоящим изобретением, калибровочное отверстие должно, следовательно, выбираться таким образом, чтобы оно было меньше, чем наружные размеры трубы после того, как если бы произошла усадка. Калибровочное средство может, например, иметь форму сплошной массивной волочильной доски с выполненными в ней калибровочными отверстиями, или выполнено в виде множества вращающихся валков, вместе ограничивающих калибровочное отверстие.
Труба встречает сопротивление в тот момент, когда она проходит через редуцирующее калибровочное средство. Это сопротивление может быть использовано преимущественнее в сочетании с аксиальным тяговым усилием для регулирования процесса двухосной вытяжки.
В случае способа настоящего изобретения очень выгодно, если расстояние между оправкой и калибровочным отверстием является регулируемым. Для этого калибровочное средство, конечно, должно быть подвижным относительно оправки, что обеспечивается очень простым способом.
Расстояние между оправкой и калибровочным отверстием предпочтительнее регулируют в зависимости от наружных размеров двухосно ориентированной трубы, измеренных за калибровочным отверстием.
Расстояние между оправкой и калибровочным отверстием, преимущественнее, увеличивают, если измеренные наружные размеры двухосно ориентированной трубы меньше, чем требуемые наружные размеры, и расстояние между оправкой и калибровочным отверстием уменьшают, если измеренные наружные размеры двухосно ориентированной трубы больше, чем требуемые наружные размеры.
В преимущественном варианте способа, согласно настоящему изобретению, калибровочное средство является охлаждаемым. Трубу предпочтительнее также охлаждают за калибровочным средством. Воздействием, которое оказывает усадка трубы, вызванная охлаждением, можно определить, например, экспериментально и использовать для фиксирования и установки размеров калибровочного отверстия, которые необходимы для получения требуемых размеров трубы.
Далее изобретение поясняется более подробно со ссылкой на чертежи, где:
Фиг. 1 схематически изображает вид сверху опытного варианта устройства для изготовления двухосно ориентированного трубопровода или тюбинга, посредством способа, согласно настоящему изобретению;
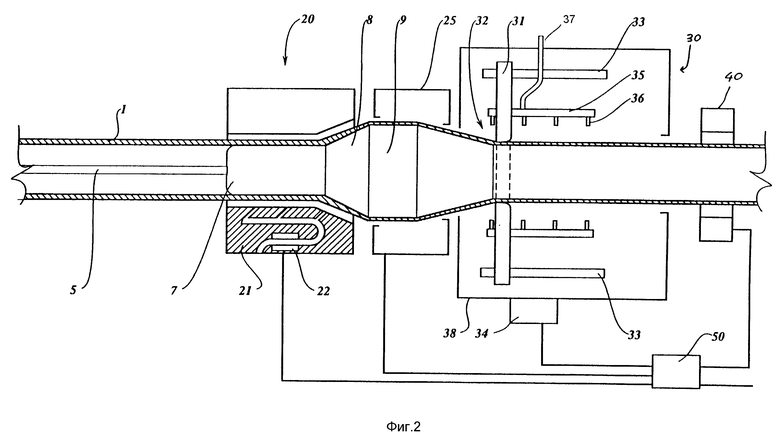
Фиг. 2 изображает в увеличенном масштабе деталь А, фиг. 1;
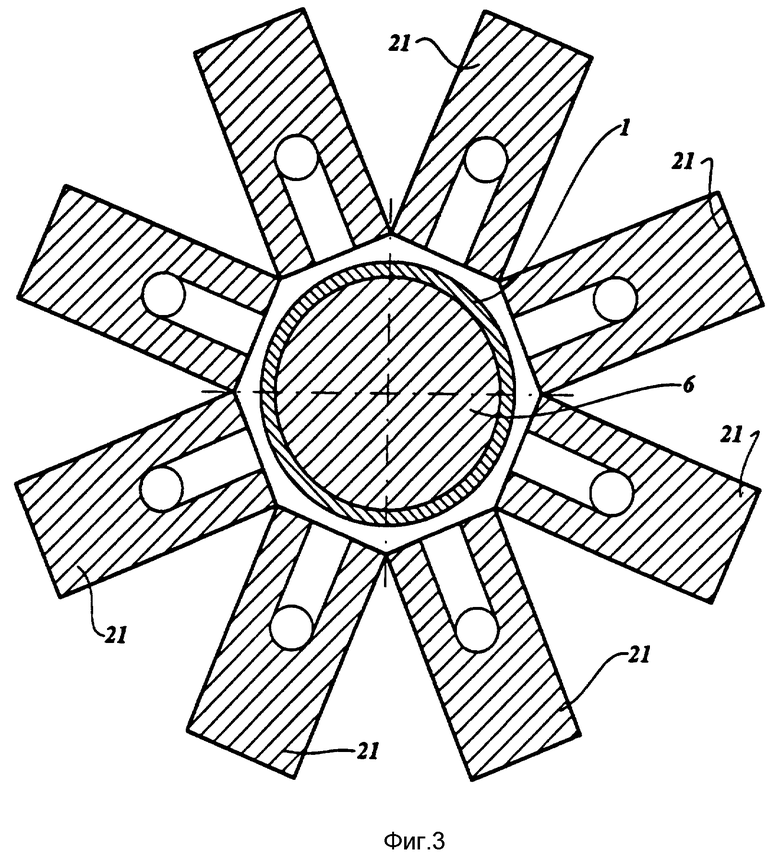
Фиг. 3 схематически изображает сечение III - III, фиг.1.
Фиг. 1, 2 и 3 основаны на применении способа, согласно изобретению, в котором трубу с ровной, гладкой, цилиндрической стенкой изготавливают из термопластика. Ясно, что идея изобретения и описанные выше решения также могут быть использованы для изготовления трубчатых секций с различным поперечным сечением, путем адаптирования в случае необходимости варианта описанных выше решений.
Трубу 1 из термопластика изготавливают путем непрерывного процесса, посредством пресса для выдавливания 2. После выхода из пресса для выдавливания 2 труба проходит через калибровочную гильзу 3 и затем доводится до температуры, пригодной для двухосного ориентирования, посредством регулирующего температуру устройства 4, например посредством охлаждения воздухом или водой. Также может быть предусмотрено внутреннее охлаждение трубы 1.
Молекулы материала пластика трубы 1 двухосно ориентируют (в направлении длины и направлении окружности трубы) путем насаживания трубы 1 на оправку 6, закрепленную натяжным элементом 5 к прессу 2. Оправка 6 имеет цилиндрическую набегающую или подающую часть 7, коническую расширенную часть 8 и немного скошенную сбегающую часть 9.
Для насаживания трубы 1 на оправку за оправкой 6 находится тяговое устройство 10, посредством которого на трубу оказывается воздействие тягового аксиального усилия. Перед оправкой 6 расположено толкающее устройство 11, которое сконструировано для оказания воздействия толкающего усилия на трубу 1 в направлении оправки 6.
Желательно, чтобы труба 1 имела одинаковую толщину стенки по всей окружности трубы 1, когда она покидает пресс 2. Для достижения этого между прессом 2 и толкателем 1 помещено измерительное устройство 12, схематически показанное на чертеже. Упомянутое измерительное устройство 12 предназначено для измерения профиля поперечного сечения трубы 1, т.е. форма и размеры поперечного сечения трубы 1 могут быть определены посредством измерительного устройства 12. Измерительное устройство 12 передает сигнал, характеризующий поперечное сечение в блок регулирования 13, который сравнивает этот сигнал с сигналом, характеризующим необходимое поперечное сечение трубы перед тем, как трубу 1 двухосно ориентируют. Регулирующий сигнал, основанный на разности этих двух сигналов, подается блоком регулирования 13 к штампу выдавливания 14, установленным на прессе 2.
Штамп выдавливания 14 имеет средство для регулирования температуры штампа 14 посекторно в направлении окружности трубы 1, выдавленной штампом 14. Тип системы, содержащей измерительное устройство 12, блок регулирования 13 и штамп выдавливания 14, описан, например, в патенте EP-A-0153 511. Посредством такой системы, в сочетании с калибровочной гильзой 3, охлаждающим устройством 4 можно получить экструдированную трубу 1 с постоянным поперечным сечением и постоянной температурой на выходе охлаждающего устройства 4.
Согласно настоящему изобретению, как было обсуждено выше, однородность (толщина стенки, температура трубы 1 в состоянии, когда труба 1 покидает охлаждающее устройство 4, не гарантирует того, что труба 1 все еще остается однородной (в частности, имеет постоянное поперечное сечение) после насаживания на оправку 6. Поэтому в настоящем изобретении предложено использовать средство регулирования сопротивления 20 для обеспечения регулирования по секторам и в направлении окружности трубы 1 воздействия на сопротивление, с которым труба 1 сталкивается при прохождении ее по оправке 6.
Для обеспечения результата, при котором средство регулирования сопротивления реально воздействует на сопротивление, с которым труба сталкивается при прохождении ее по оправке, средство регулирования сопротивления должно быть расположено вблизи оправки или содержаться в оправке, как было обсуждено выше. При использовании толкателя, как показано на чертежах, средство регулирования сопротивления расположено ниже по потоку или за упомянутым толкателем для обеспечения возможности противодействия любому нарушению, вызванному упомянутым толкателем. При использовании толкателя предпочтительнее располагать средство регулирования сопротивления за охлаждающим устройством позади пресса, как можно ближе к оправке.
В опытном варианте упомянутое средство регулирования сопротивления 20 расположено вне оправки 6 и сконструировано таким образом, что оно может оказывать воздействие по секторам на температуру материала пластика трубы 1, находящегося на наружной окружности трубы 1.
Средство регулирования сопротивления 20 содержит либо блоки регулируемых воздушных эжекторов 21, расположенных вблизи оправки 6 с регулярным интервалом вдоль пути трубы 1 через устройство. Каждый блок воздушного эжектора 21 содержит вентилятор и нагревательный элемент 22, посредством которых можно регулировать температуру и количество воздуха, выдуваемого упомянутым блоком воздушного эжектора 21. Блоки воздушных эжекторов 21 направлены таким образом, что каждый из них может оказывать воздействие на температуру материала пластика трубы 1 в определенном секторе окружности упомянутой трубы 1. Подробное описание такого регулирования сопротивления будет приведено ниже.
Первое охлаждение трубы 1 осуществляется уже на уровне сбегающей части 9 оправки 6 посредством внешнего охлаждающего устройства 25, установленного на этом уровне.
Калибровочное и охлаждающее устройство 30 расположено на некотором удалении ниже по потоку за оправкой 6. Калибровочное и охлаждающее устройство 30 содержит волочильную доску 31, выполненную в виде стального диска с центральным калибровочным отверстием 32. Волочильная доска установлена с возможностью скольжения на направляющих балках 33 рамы калибровочного и охлаждающего устройства 30, рама которого установлена в фиксированном положении относительно оправки 6. Таким образом, расстояние между волочильной доской 31 и оправкой 6 можно регулировать в соответствующих допустимых пределах. Схематически изображенный блок движения 34 предназначен для перемещения волочильной доски 31 по направляющим балкам 33.
Для охлаждения двухосно ориентированной трубы 1 во время и после ее прохождения через волочильную доску 31 на волочильной доске 31 закреплены кронштейны 35 с соплами 36 для разбрызгивания охлаждающей среды. Охлаждающая среда, например вода, подается к разбрызгивающим соплам 35 через трубу 37. Охлаждающая среда собирается в баке 38, размещенном вокруг калибровочного и охлаждающего устройства 30.
Измерительное устройство 40, схематически изображенное на чертеже, расположено между калибровочным и охлаждающим устройством 30 и натяжным устройством 10. Упомянутое измерительное устройство 40 предназначено для измерения профиля поперечного сечения двухосно ориентированной трубы 1, т.е. форма и размеры поперечного сечения трубы 1 могут быть определены посредством измерительного устройства 40. Измерительное устройство 40 передает сигнал, характеризующий поперечное сечение, в блок регулирования 50, который сравнивает этот сигнал с сигналом, характеризующим необходимое поперечное сечение трубы 1. Регулирующие сигналы, основанные на разности этих двух сигналов, подаются блоком регулирования 50 в средство регулирования сопротивления 20, охлаждающее устройство 25, блок движения 34 калибровочного и охлаждающего устройства 30 и натяжное устройство 10. Эффекты, обусловленные этими регулирующими сигналами, поясняются ниже. Конечно, регулирование также может оказываться и далее и может охватывать, например, работу пресса для выдавливания 2.
Регулирующие сигналы, подаваемые блоком регулирования 50 в средство регулирования сопротивления 20, таковы, что работа каждого блока воздушного эжектора 21 может регулироваться раздельно с ними. Температура в секторе материала пластика на наружной окружности трубы 1 может локально повышаться или снижаться посредством блока воздушного эжектора 21, относящегося к данному сектору. Возрастание температуры означает, что материал пластика может течь там быстрее и легче под воздействием возникающих нагрузок с тем результатом, что на сопротивление, встречаемое трубой при ее прохождении по оправке, воздействуют таким образом. Размещение блоков воздушных эжекторов 21 вокруг пути трубы 1 через устройство, следовательно, обеспечивает возможность воздействия на сопротивление, с которым сталкивается труба при ее прохождении по оправке 6 с регулировкой по секторам, глядя в направлении окружности трубы 1.
Простой вариант устройства регулирования сопротивления 20, представленный здесь, уже приводит к значительному улучшению регулируемости процесса двухосного ориентирования в сравнении с известным способами. В частности, теперь возможность поддерживать толщину стенки трубы 1 постоянной, глядя в направлении окружности трубы 1, при ее прохождении по оправке 6. Это дает возможность получать непрерывным способом двухосно ориентированную трубу с постоянной толщиной стенки и постоянной двухосной ориентацией.
В неизображенном варианте также возможно путем изменения температуры материала пластика внутри трубы оказывать воздействие на сопротивление трения между упомянутым сектором трубы 1 и оправкой 6. В этом случае оправка 6 может иметь индивидуально регулируемые нагревательные элементы, размещенные по окружности оправки. Как упоминалось ранее и указано в формуле изобретения, также возможны совершенно различные пути воздействия на сопротивление, встречаемое трубой 1 при ее прохождении по оправке.
Волочильная доска 31 перемещается относительно оправки 6 посредством регулирующего сигнала, подаваемого в блок движения 34 калибровочного и охлаждающего устройства 30.
Диаметр калибровочного отверстия 32 волочильной доски выбирают таким образом, чтобы наружный диаметр трубы 1 уменьшался при прохождении ее через волочильную доску 31. Уменьшение или редуцирование наружного диаметра, производимое волочильной доской 31 в отношении наружного диаметра трубы 1, когда последняя покидает оправку 6, больше, чем редуцирование наружного диаметра трубы 1, полученное вследствие усадки из-за охлаждения трубы 1. Другими словами, эффективное усилие, которое уменьшает или редуцирует наружный диаметр трубы 1, оказывается на трубу 1 волочильной доской 31.
Если блоком регулирования обнаружено, что наружный диаметр трубы 1 меньше, чем требуемый наружный диаметр, блок регулирования 50 передает в блок движения 34 регулирующий сигнал об увеличении расстояния между оправкой 6 и волочильной доской 31. Однако, если наружный диаметр трубы 1 больше, чем требуемый наружный диаметр, волочильная доска 31 перемещается в направлении оправки 6. Основной принцип этого эффекта может объясняться скоростью, при которой редуцируют наружный диаметр трубы 1. Эта скорость зависит между прочим от расстояния между оправкой 6 и волочильной доской 31. Если скорость редуцирования поперечного сечения относительно велика, установлено, что предельное редуцирование диаметра должно быть больше, чем при более низкой скорости (большем расстоянии между оправкой и волочильной доской).
В описанном способе должна быть обеспечена возможность дополнительной усадки трубы 1 после того, как она покидает калибровочное отверстие 32. Это довольно известная ситуация, при которой легко осуществить такую возможность с тем, чтобы можно было получить в конце-концов двухосно ориентированную трубу с точным наружным диаметром.
Сопротивление, создаваемое волочильной доской прохождению трубы 1, также может быть выгодно использовано для получения требуемой двухосной ориентации. Хотя это ориентирование осуществляется по существу в то время, когда труба 1 проходит по оправке, установлено, что аксиальное растяжение трубы 1 на пути между волочильной доской 31 и натяжным устройством 10 имеет влияние на окончательно изготовленную трубу 1, даже если труба 1 значительно холоднее на этом пути, чем в процессе прохождения по оправке 6. В частности, трубу 1 можно соответствующим образом охлаждать на пути между оправкой 6 и волочильной доской 31 путем регулирования охлаждающего устройства 25. Тогда более охлаждение приводит к увеличению сопротивления, создаваемого волочильной доской 31. Это изменение сопротивления в сочетании с тяговым усилием, оказываемым на трубу 1, приводит к изменению осевого или аксиального растяжения в трубе 1. Этот способ изменения осевого растяжения в трубе 1 можно выгодно использовать для получения рассмотренной двухосной ориентации.
В способе изготовления двухосно ориентированной трубы из термопластичного материала экструдируют трубу, охлаждают ее первым охлаждающим устройством, расположенным после экструдера, до температуры ориентации термопластичного материала. Насаживают трубу на оправку, когда она имеет температуру ориентации, путем приложения тягового усилия к трубе тяговым устройством, расположенным после оправки, для преодоления сопротивления, противодействующего насаживанию трубы на оправку. Оправка закреплена неподвижно на экструдере посредством натяжного элемента и содержит расширяющую секцию, которая образует расширение по окружности трубы. Трубу дополнительно охлаждают вторым охлаждающим устройством, расположенным после расширяющей секции оправки. Осуществляют регулирование сопротивления, противодействующего насаживанию трубы на оправку, по окружности трубы с помощью ряда индивидуально управляемых регулирующих сопротивление средств, установленных вблизи оправки. Способ позволяет получать двухосно ориентированную трубу с постоянной толщиной стенки и постоянной двухосной ориентацией. 7 з.п.ф-лы, 3 ил.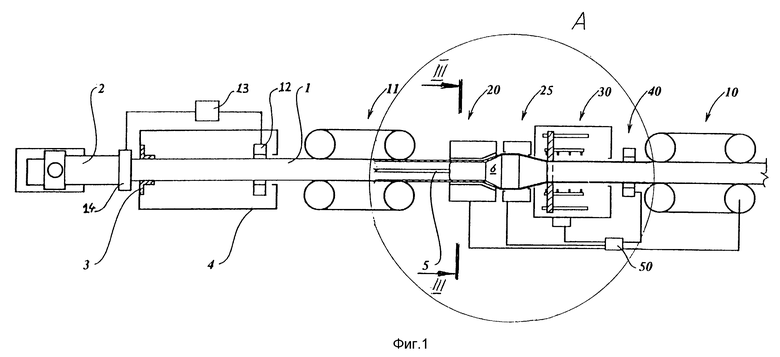
| US 5096634 A, 17.03.92 | |||
| 0 |
|
SU153511A1 | |
| СПОСОБ ПОЛУЧЕНИЯ ОСАЖДЕННОГО КРЕМНЕЗЕМНОГО НАПОЛНИТЕЛЯ | 2000 |
|
RU2156733C1 |
| ШАРИКОВИНТОВОЙ ПРИВОД | 2001 |
|
RU2225551C2 |
| US 4882104 A, 21.11.89 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Способ двухосной ориентации труб из термопластических материалов | 1961 |
|
SU149558A1 |
| Способ изготовления труб из пластмассы | 1973 |
|
SU540557A3 |

