Изобретение относится к измерительной технике в области контактной термометрии, предназначено для поверки термопреобразователей без их демонтажа с объекта. Изобретение применимо для термопреобразователей, в настоящее находящихся в эксплуатации на промышленных объектах энергетической, атомной, химической и газовой промышленности.
Для поверки термопреобразователей или измерения их погрешности в рабочих (эксплуатационных) условиях без их демонтажа с измеряемого объекта на современном уровне развития техники применяются или известны следующие способы.
Известен способ определения погрешности измерения температуры контактными термометрами непосредственно в условиях эксплуатации путем поверки термометров без их демонтажа (Авт.свид. СССР №1506300, МПК G01K 15/00, опубл. 07.09.1989, БИ №33). Способ включает установку на изучаемом объекте двух дополнительных контрольных термометров, первый из которых смонтирован вместе с поверяемым термометром, а второй - вне зоны возмущения температурного поля изучаемого объекта поверяемым и первым контрольным термометрами. Второй контрольный термометр подвергают тепловому воздействию, идентичному воздействию на первый контрольный термометр, регистрируют показания термометров и определяют общую погрешность поверяемого термометра как разность показаний поверяемого и первого контрольного термометров. При этом методическую погрешность поверяемого термометра определяют как разность показаний термометров.
Недостатком описанного способа является его невысокая точность, получаемая при измерении температуры поверхностными термометрами на высокотемпературных объектах с интенсивным теплообменом из-за практической невозможности создания условий теплового воздействия на второй контрольный термометр, идентичных воздействию на первый контрольный термометр. Кроме того, реализация способа чрезвычайно трудоемка и требует доступа к исследуемым объектам.
Известен способ, изложенный в пункте 8.3.3 стр. 156 руководства по использованию термопар MNL-12 «Американского общества по испытанию материалов» (Manual on the use of thermocouples in temperature measurement. Fourth Edition, (sponsored by ASTM Committee E20 on Temperature Measurement. ASTM manual series: MNL 12. "Revision of special technical publication (STP) 470B". Includes bibliographical references and index. ISBN 0-8031-1466-4). Согласно данному способу калибровка термопары осуществляется путем сравнения ее показаний с показаниями эталонного термопреобразователя. При этом, эталонный термопреобразователь устанавливают на измеряемом объекта по одному из трех вариантов:
- в дополнительном термометрическом канале рядом с калибруемой термопарой;
- в термометрическом канале калибруемой термопары одновременно с калибруемой термопарой;
- в термометрическом канале калибруемой термопары взамен калибруемой термопары.
Недостаток способа заключается в том, что его реализация не всегда возможна по условиям безопасной эксплуатации измеряемого объекта, кроме того, требует дополнительных затрат на организацию дополнительного термометрического канала или увеличение диаметра термометрического канала калибруемой термопары. При реализации способа по третьему варианту не гарантируется постоянство температуры объекта за время калибровки, следовательно, показания калибруемой и эталонной термопар могут естественным образом различаться на неопределенную величину.
Кроме того, может иметь место расхождение в показаниях калибруемой и эталонной термопар за счет относительной удаленности рабочих спаев калибруемого и эталонного термопреобразователей, как минимум, на две стенки чехла. В совокупности указанные факторы могут приводить к неопределенности калибровки большей, чем предписывает ГОСТ 8.558-2009 «ГСИ. Государственная поверочная схема для средств измерений температуры»), поэтому данной способ не обеспечивает требуемой точности и ему не может быть присвоен статус поверочного способа.
Известен также способ периодической поверки термопар, изложенный в ГОСТ 8.338-2002 «Преобразователи термоэлектрические. Методика поверки». Реализация способа производится при расположении рабочих спаев термоэлектрического преобразователя (ТП) и эталонного термоэлектрического преобразователя в равномерном температурном поле с нормированными протяженностью и величиной градиента, причем эталонный и поверяемый ТП помещаются в печь на одинаковую фиксированную глубину, составляющую, как правило, 250 мм. При этом глубина погружения в печь не связана с глубиной погружения ТП в условиях его бывшей или предстоящей эксплуатации. Профиль температурного поля вдоль эталонного и поверяемого ТП зависит от характеристик конкретной печи и будет отличаться от профиля в условиях эксплуатации термопары, это может приводить к существенным погрешностям калибровки термопары и является основным недостатком способа.
Известен способ контроля достоверности показаний термоэлектрического преобразователя в процессе его эксплуатации без демонтажа с термометрируемого объекта (патент на изобретение РФ №2325622, МПК G01K 15/00; G01K 7/02; G01K 13/12, опубл. 27.05.2008, БИ №15). Способ заключается в периодическом сличении показаний термопары с показаниями контрольной термопары, рабочую часть которой на время проведения сличений помещают во внутреннее пространство защитного чехла сличаемой термопары рядом со сличаемой термопарой, причем размещение осуществляют с упором в торец защитного чехла. Данному способу присуще расхождение в показаниях сличаемой и контрольной термопар за счет относительной удаленности их рабочих спаев друг от друга, как минимум, на две стенки собственных оболочек термопар. Значение данного расхождения невозможно измерить и сложно оценить. В ряде случаев указанное расхождение может оказаться критическим и не позволит оценить достоверность показаний сличаемой термопары.
Известен способ контроля метрологической исправности интеллектуального средства измерения (патент на изобретение РФ №2491510, МПК G01D 3/00, опубл. 27.08.2013, БИ №24). Способ включает периодическое определение значений измеряемой величины и контролируемого параметра средства измерения в процессе эксплуатации, сравнение полученного значения контролируемого параметра с его принятым опорным значением, запоминание каждого полученного значения измеряемой величины и соответствующего ему текущего значения контролируемого параметра, расчет разности между последним полученным значением измеряемой величины и ее значениями, полученными ранее, а для значений измеряемой величины, разность которых превосходит утроенную допускаемую погрешность измерений, сравнение между собой соответствующих им текущих значений контролируемого параметра и последующую оценку метрологической исправности интеллектуального средства измерений. Применительно к температурным измерениям, указанный способ заключается в мониторинге и сравнении показаний двух термопреобразователей, образующих интеллектуальное средство измерения, и измеряющих температуру одного и того же объекта. При этом термопреобразователи обладают разной термической устойчивостью, за счет этого их термоэлектрическая способность по-разному изменяется во времени. В результате мониторинга расхождения показаний данных термопреобразователей устанавливается момент времени, когда погрешность интеллектуального средства начнет выходить за заданные пределы (утроенное значение допускаемой погрешности) и дальнейшее его использование невозможно по условиям эксплуатации. Таким образом, способ позволяет осуществлять выбраковку интеллектуального средства измерения, но при этом не предоставляет информацию о текущем значении термоэлектрической способности термопреобразователей, следовательно, способ не обеспечивает проверку достоверности измеряемой ими температуры. Это - недостаток способа.
Известны способы определения статических и динамических погрешностей измерения температуры термодатчиками, основанные на решении стационарных и нестационарных уравнений теплообмена (Ярышев Н.А., Теоретические основы измерения нестационарной температуры. - Л.: Энергоатомиздат. Ленингр. отделение, 1990). Уравнения выводятся при неизбежной идеализации процесса теплообмена между чувствительным элементом термодатчика и теплоносителем, содержат коэффициенты (теплоемкости, теплопроводности, теплоотдачи), значения которых, как правило, задаются с относительно высокой погрешностью (5-20% и более), и расчетные поправки на экспериментально полученные значения температуры могут существенно отличаться от истинных.
Известен способ экспериментального определения динамической погрешности термодатчика, установленного в защитном канале термоконтроля, заключающийся в нагреве чувствительного элемента пропусканием через него импульса электрического тока, регистрации кривой температуры остывания чувствительного элемента, вычислении по кривой постоянной инерции термодатчика и учете запаздывания показаний термодатчика, пропорционального постоянной инерции (In-sity responce time testing of thermocouples. Hashemean H.M. et al. - Inst.Soc. of Am. Transck., 1990, vol. 29, №4, pp. 94-104). Способ позволяет контролировать качество установки термодатчиков в каналах, например, подтвердить размещение рабочего конца термоэлектрического преобразователя (термопары) в посадочном гнезде канала, так как постоянные инерции для случаев правильной и неправильной установки различаются в несколько раз. Однако и при правильной установке термопары наличие термического сопротивления, определяющего эффективность передачи тепла от теплоносителя к чувствительному элементу (спаю термопары), приводит к отклонению показаний термодатчика от истинных значений температуры теплоносителя. Термическое сопротивление для каждого случая установки термодатчика индивидуально и величина отклонения измеренной температуры от истинной также индивидуальна. Недостаток известного способа - ограничение определения погрешности измерения температуры только одной составляющей - динамической. Способ не предусматривает определение статической погрешности, возникающей при работе реактора вследствие радиационного разогрева термодатчика.
Известен способ определения температуры оболочки тепловыделяющего элемента ядерного реактора, заключающийся в нагреве чувствительного элемента термодатчика пропусканием через него импульсов тока до и после установки в активную зону, определении интегралов импульсной функции преобразованием регистрируемых кривых температуры остывания чувствительного элемента и вычислении температуры оболочки по формуле, содержащей интегралы импульсных функций, величину удельного тепловыделения в чувствительном элементе вследствие радиационного разогрева, значения площади контакта и объема чувствительного элемента, и измеренной термодатчиком температуры (Авт.свид. СССР 1818944, МПК G01K 7/00, опубл. 27.05.96). В данном способе для определения статической погрешности (разности между вычисленной с помощью выражения из формулы изобретения истинной температуры и измеренной термодатчиком) необходимо знать величину внутреннего тепловыделения в объеме термодатчика, вызванного радиационным разогревом. Расчетное определение тепловыделения из-за сложности учета вклада составляющих спектра нейтронного и гамма-излучения не удовлетворяет требованиям, предъявляемым к точности вычисления истинной температуры.
Известен способ определения систематической погрешности внутриреакторных термодатчиков, заключающийся в нагреве чувствительного элемента пропусканием через него импульса электрического тока малой длительности (меньшей постоянной инерции датчика) для уточнения значения постоянной инерции и затем пропусканием импульса продолжительностью большей, чем постоянная инерции, вычислении термического сопротивления между чувствительным элементом термодатчика и термометрируемой средой, определении амплитуды показаний термодатчика и вычислении статической погрешности радиационного тепловыделения и динамической погрешности по определенным термическому сопротивлению, постоянной инерции датчика и измеренной температуре (амплитуде показаний термодатчика) (патент на изобретение РФ №2137226, МПК G21C 17/00, опубл. 10.09.99). Недостаток способа заключается в том, что изменение (повышение) теплоотдачи на поверхности чехла для определения систематической погрешности с необходимой точностью возможно лишь существенным изменением расхода теплоносителя, что не допускается регламентом эксплуатации реактора.
Известен способ градуировки внутриреакторных термодатчиков путем создания квазиизотермического состояния первого контура (например, во время пуска ЯЭУ), определения средней температуры по показаниям всех или части термодатчиков, определения поправочных отклонений показаний каждого градуируемого термодатчика от средней температуры (которую принимают за истинную температуру первого контура) и введения этих поправочных отклонений в систему контроля ЯЭУ (Hashemian Н.М., Mitchell D.W., Petersen K.M., Shell C.S. Validation of Smart Sensor Technologies for Instrument Calibration Reduction in Nuclear Power Plants. NUREG/CR-5903. - U.S. Nuclear Regulatory Commission. - Washington. - USA. - 1993, - pp. 52-63). Недостаток способа заключается в том, что он базируется на предположении об изотермическом состоянии первого контура ЯЭУ во время градуировки термодатчиков. Из-за отсутствия контроля отличия реального квазиизотермического состояния первого контура ЯЭУ от предполагаемого изотермического состояния водимые поправки могут иметь погрешности даже большие, чем величины самих этих поправок, что может отрицательно сказаться на безопасности эксплуатации ЯЭУ.
Известен способ определения погрешности внутриреакторных измерений температуры, который заключается в нагреве чувствительного элемента термодатчика пропусканием импульсов тока на двух различных уровнях мощности реактора. Импульсы подают последовательно, по меньшей мере, по два импульса с отличающимися длительностями и/или величинами тока. При этом длительность каждого импульса превышает значение постоянной инерции. Регистрируют мощность импульсов, температуру термодатчика до подачи импульсов и значения амплитуды температуры непосредственно после выключения импульсов. Погрешность измерений температуры вычисляют по формуле (патент на изобретение РФ №2542356, МПК G21C 17/112, опубл. 20.02.2015, БИ №5). Недостаток способа - весомая погрешность измерения температуры вследствие довольно существенной погрешности измерения мощности зондирующих импульсов.
Наиболее близким по технической сущности является способ (способ-прототип) бездемонтажной проверки термопары и значения ее термоэлектрической способности, который заключается в том, что в процессе функционирования объекта, температура которого измеряется проверяемой термопарой, не выполняя демонтажа термопары с объекта, измеряют одновременно текущее значение ее термоэдс и температуру ее холодного спая, затем изменяют температуру холодного спая термопары до заданной величины, при достижении заданной величины температуры холодного спая выполняют ее стабилизацию, после этого измеряют одновременно термоэдс термопары и температуру холодного спая и рассчитывают термоэлектрическую способность термопары, полученное расчетное значение сравнивают с номинальной статической характеристикой термопары, в случае, если оно отличается на величину, меньше заданной, продолжают эксплуатацию термопары, для этого приводят температуру холодного спая термопары к исходному значению, в случае, если полученное значение превышает заданную величину - либо бракуют термопару и заменяют ее другой термопарой, либо продолжают ее эксплуатацию, для этого выполняют корректировку ее показаний с учетом полученного значения термоэлектрической способности, при этом, расчет термоэлектрической способности термопары выполняют по заданному расчетному соотношению (патент на изобретение РФ №2732341, МПК G01K 15/00, G01K 7/02, опубл. 15.09.2020, БИ №26). Недостаток способа-прототипа заключается в том, что его применение ограничено объектами, температура которых за время измерения изменяется пренебрежимо мало. Для объектов, температура которых за время измерения меняется сильно, указанный способ дает высокую погрешность, следовательно, использоваться не может. Кроме того, согласно данному способу можно осуществлять только поверку термопар, другие типы термопреобразователей, например, термометры сопротивления, по этому способу поверять невозможно.
Технический результат - обеспечение возможности оперативного контроля статической характеристики термопреобразователей без их демонтажа с измеряемого объекта, расширение номенклатуры поверяемых термопреобразователей с одновременным увеличением их межповерочного интервала и повышением достоверности измерений, повышение надежности, а также расширение области применения изобретения.
Указанный технический результат достигается тем, что внутри защитного кожуха поверяемого термопреобразователя в непосредственной близости с ним размещают контрольный термопреобразователь, оказывают на термопреобразователи одинаковое внешнее тепловое воздействие заданной величины, например, путем продувки потока воздуха с заданным расходом и с заданной температурой через полость защитного кожуха, при этом, температура газового потока должна быть существенно отлична от температуры объекта, в котором установлены указанные термопреобразователи и температура которого измеряется поверяемым термопреобразователем, в установившемся тепловом режиме измеряют температурный отклик каждого термопреобразователя на внешнее тепловое воздействие, полученные отклики сравнивают между собой и, исходя из их разности, принимают решение о годности поверяемого термопреобразователя.
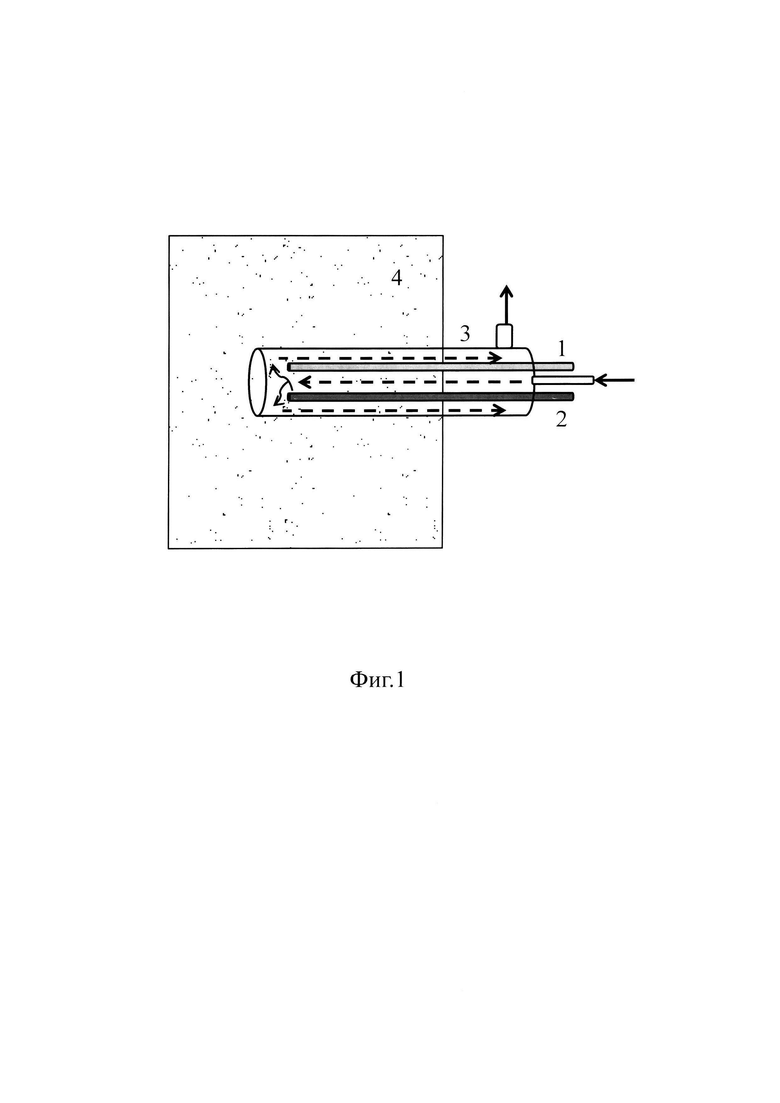
Сущность способа поясняется фиг. 1, 2. На фиг. 1 представлена схема размещения поверяемого 1 и контрольного 2 термопреобразователей в защитном кожухе 3, который установлен внутри измеряемого объекта 4, также на фиг. 1 стрелками схематично показана подача газа (например, воздуха, аргона) в полость защитного кожуха 3. На фиг. 2 представлена динамика изменения температуры термопреобразователей 1,2 и их отклик на внешнее тепловое воздействие во время осуществления способа.
Заявленный способ основан на сравнении температурных откликов двух термопреобразователей, вызванных одинаковым внешним тепловым воздействием на данные термопреобразователи. При этом, один из термопреобразователей принимается в качестве контрольного 2, его показания принимаются за истинные, а другой термопреобразователь 1 является испытуемым (поверяемым). В зависимости от полученной разницы в откликах термопреобразователей принимают решение о пригодности поверяемого термопреобразователя 1 и о соответствии его реальной статической характеристики номинальной (паспортной) характеристике. Внешнее тепловое воздействие на термопреобразователи в заявленном способе предлагается осуществлять путем обдува термопреобразователей потоком газа с заданным расходом и при заданной температуре газа. При этом, температура газового потока должна быть существенно отлична от температуры объекта Тоб, в котором установлены указанные термопреобразователи и температура которого измеряется поверяемым термопреобразователем 1. В частности, при измерении высоких, умеренных температур или отрицательных температур объекта, для этого вполне подходит газовый поток, имеющий комнатную температуру. При обдуве термопреобразователей 1,2 газовым потоком их температура меняется, причем, чем больше разница между температурой газового потока и температурой объекта и чем больше расход газа, тем на большую величину изменяется температура термопреобразователей, т.е. тем больше их отклик на данное внешнее тепловое воздействие.
Для осуществления данного процесса необходимо в полость защитного кожуха 3 рядом с поверяемым термопреобразователем 1 установить контрольный термопреобразователь 2 (фиг. 1) и дождаться установления его стационарного режима, после чего зарегистрировать температуру Т2 контрольного 2 и температуру Т1 поверяемого термопреобразователя 1. Затем необходимо подать в полость защитного кожуха газ, предпочтительнее аргон, с заданным расходом и дождавшись установления стационарного режима термопреобразователей 1,2 записать их новые установившиеся температуры, по которым необходимо рассчитать разность температурных откликов указанных термопреобразователей.
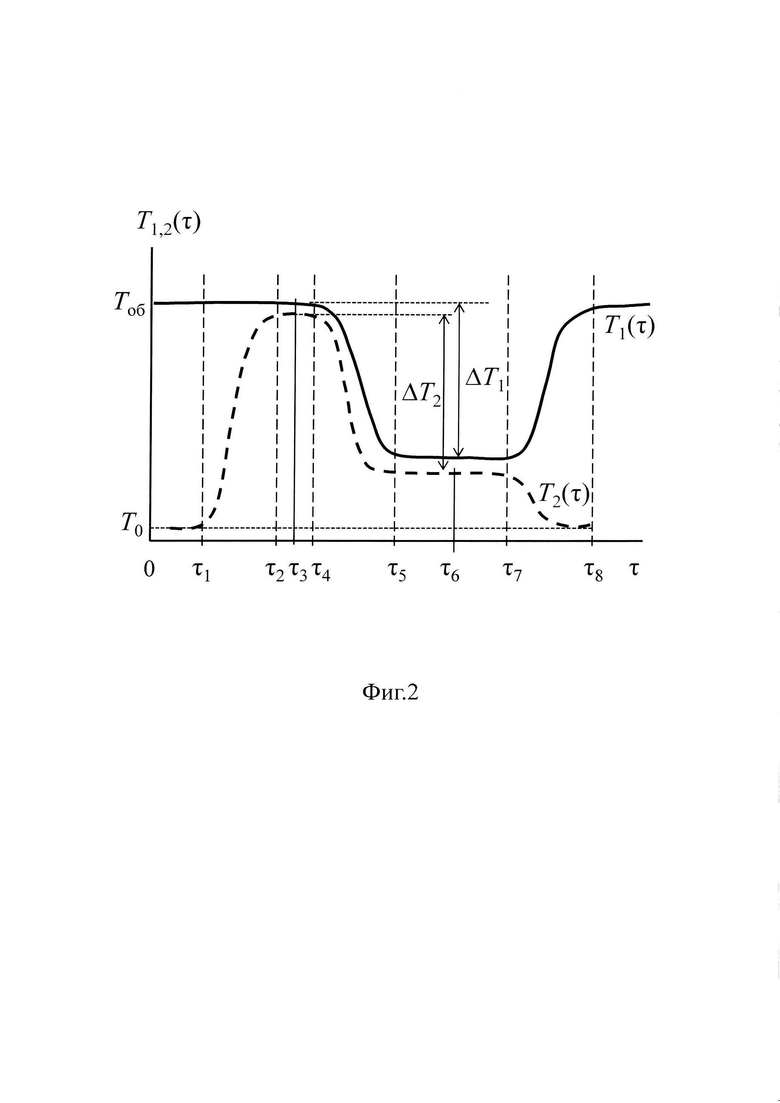
На фиг. 2 представлена динамика изменения температуры термопреобразователей 1,2 при осуществлении способа поверки преобразователя 1. В начальный момент времени (τ=0) контрольный термопреобразователь 2 в полости защитного кожуха 3 отсутствует, а поверяемый термопреобразователь 1 в динамике измеряет температуру Тоб объекта 4, которая, например, намного выше комнатной температуры Т0. В момент времени τ=τ1 в полость защитного кожуха 3 рядом с поверяемым термопреобразователем 1 устанавливают контрольный термопреобразователь 2, имеющий первоначальную температуру, равную комнатной температуре Т0. Температура термопреобразователя 2 начинает расти вплоть до момента времени τ=τ2, начиная с которого приобретает некоторое стационарное значение Т(τ2). Для выполнения измерений выбирают некоторый момент времени τ=τ3>τ2 и в данный момент регистрируют температурные показания термопреобразователей 1,2 Т1(τ3) и Т2(τ3). При этом, температурное показание Т1(τ3) термопреобразователя 1 всегда будет отличаться от температурного показания Т2(τ3) термопреобразователя 2 на некоторую малую величину. Это обусловлено различиями в местоположении термопреобразователей, в их температурной неоднородности и в различии условий их теплообмена с защитным кожухом 3. Затем, в момент времени τ=τ4>τ3 через полость защитного кожуха начинают продувать газ, например аргон, с заданным расходом и начальной температурой, равной комнатной температуре Т0. Температуры обоих термопреобразователей 1,2 начинают изменяться, причем с разной скоростью, что обусловлено имеющимся всегда различием в их темпах охлаждения, т.е. в их постоянных времени. К моменту τ=τ5 температуры термопреобразователей 1,2 приобретают свои стационарные значения. В момент времени τ=τ6>τ5 осуществляют регистрацию температурных показаний термопреобразователей 1,2. Получают температурное показание термопреобразователя 1, равное Т1(τ6), температурное показание термопреобразователя 2, равное Т2(τ6). Затем для каждого термопреобразователя рассчитывают соответствующую абсолютную разницу температурных показаний в моменты времени τ6 и τ3, т.е - отклики термопреобразователей 1,2 на внешнее тепловое воздействие:
ΔT1=ABS(T1(τ6)-Т1(τ3)),
ΔТ2=ABS(Т2(τ6)-Т2(τ3)).
После чего сравнивают рассчитанные абсолютные разности между собой и находят отношение их абсолютной разности ABS(ΔT1-ΔT2) к отклику ΔТ2 контрольного термопреобразователя 2:
δ=ABS(ΔT1-ΔT2)/ΔТ2.
Значение δТ есть не что иное, как относительная погрешность поверяемого термопреобразователя 1. Данное значение δТ сравнивают с заданной предельно-допустимой погрешностью δТзад измерения температуры для конкретного объекта 4, а также с паспортной статической характеристикой термопреобразователя и, в случае, если оно превышает допустимые предельные отклонения, термопреобразователь 1 бракуют, в случае, когда δТ не выходит за пределы допустимых предельных отклонений, продолжают его эксплуатацию.
По окончании поверочных измерений в момент времени τ=τ7>τ6 прекращают подачу газа в полость защитного кожуха 3, контрольный термопреобразователь 2 выводят из полости защитного кожуха 3. В результате этого, температура уже поверенного термопреобразователя 1 начинает расти вплоть до температуры объекта Тоб и, начиная с момента времени τ=τ8 приобретает свое установившее значение, равное температуре Тоб объекта 4. Термопреобразователь 1 измеряет текущее значение температуры объекта, поверка термопреобразователя 1 закончена.
Длительность процесса поверки, осуществляемого согласно предложенному способу, определяется, главным образом, тепловыми постоянными времени указанных термопреобразователей 1,2. Тепловые постоянные времени серийных промышленных термопреобразователей находятся в пределах от нескольких секунд до нескольких минут. В качестве примера выполним оценку общей длительности поверки термопреобразователя 1, при этом примем, что тепловые постоянные времени контрольного 2 и поверяемого 1 термопреобразователей примерно одинаковы и равны εТ=60 с. Также примем, что процесс выхода показаний термопреобразователей 1,2 на стационарный режим составляет десять их тепловых постоянных времени, т.е. 10εТ=600 с. Исходя из этого, общая длительность процесса поверки складывается из следующих значений:
Длительность выхода контрольного термопреобразователя 2 на стационарный тепловой режим при его помещении в полость защитного кожуха 3: τ2-τ1=600 с.
Момент времени τ3 снятия показаний термопреобразователей 1,2 до оказания на них внешнего теплового воздействия: τ3=τ2-τ1+120 с=720 с.
Момент τ4 начала оказания внешнего теплового воздействия на термопреобразователи 1,2: τ4=τ3+120 с=840 с.
Момент выхода термопреобразователей 1, 2 на стационарный тепловой режим при оказании на них внешнего теплового воздействия:
τ5=τ4+600 с=1440 с
Момент времени τ6 снятия показаний термопреобразователей 1,2, установившихся в результате внешнего теплового воздействия на них:
τ6=τ5+120 с=1560 с=26 мин, при этом, τ6 - есть не что иное, как непосредственная длительность процесса поверки термопреобразователя.
Момент τ7 прекращения внешнего теплового воздействия и момент удаления контрольного термопреобразователя 2 и полости защитного кожуха 3: τ7=τ6+120 с=1680 с.
Момент выхода поверенного термопреобразователя 1 на стационарный тепловой режим, начиная с которого термопреобразователь 1 снова измеряет температуру объекта Тоб: τ8=τ7+600 с=2280 с=38 мин.
Операция поверки, осуществляемая согласно заявленному способу, имеет довольно малую длительность (в рассмотренном примере занимает 38 минут), что является еще одним преимуществом заявленного способа. Необходимым условием для осуществления способа является наличие возможности размещения контрольного термопреобразователя 2 в полости защитного кожуха 3 и наличие возможности подачи газа в полость.
Изобретение относится к измерительной технике в области контактной термометрии и предназначено для оперативного контроля статической характеристики термопреобразователей, находящихся в эксплуатации на промышленных объектах. Изобретение может быть использовано в энергетике, атомной, химической и газовой промышленности. Способ заключается в том, что внутри защитного кожуха поверяемого термопреобразователя в непосредственной близости с ним размещают контрольный термопреобразователь, оказывают на термопреобразователи одинаковое внешнее тепловое воздействие заданной величины, например, путем продувки потока воздуха с заданным расходом и с заданной температурой через полость защитного кожуха, при этом температуру газового потока задают существенно отличной от температуры объекта, в котором установлены термопреобразователи и температура которого измеряется поверяемым термопреобразователем, в установившемся тепловом режиме измеряют температурный отклик каждого термопреобразователя на внешнее тепловое воздействие, полученные отклики сравнивают между собой и исходя из их разности принимают решение о годности поверяемого термопреобразователя. 2 ил.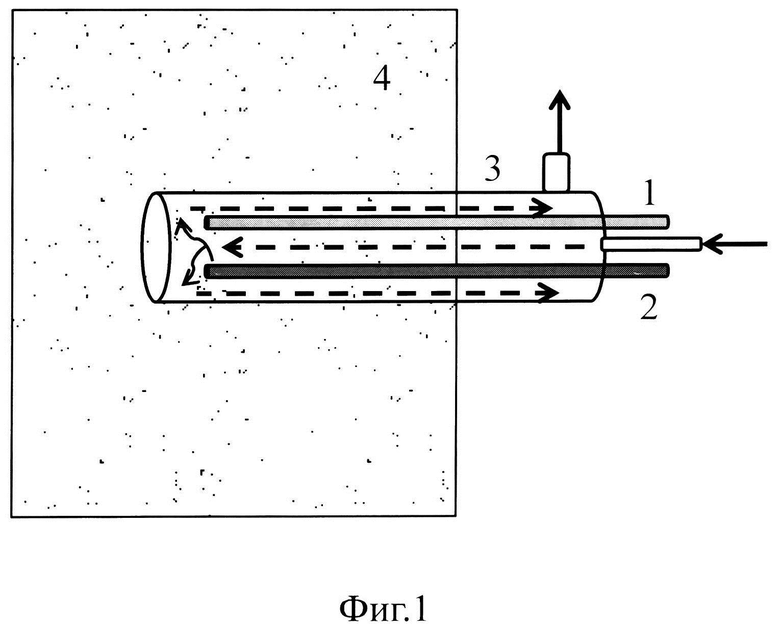
Способ поверки термопреобразователя без его демонтажа с измеряемого объекта, заключающийся в том, что внутри защитного кожуха поверяемого термопреобразователя в непосредственной близости с ним размещают контрольный термопреобразователь, оказывают на термопреобразователи одинаковое внешнее тепловое воздействие, которое осуществляют путем продувки газового потока с заданными расходом и температурой через полость защитного кожуха, при этом температуру газового потока задают существенно отличной от температуры объекта, в котором установлены термопреобразователи и температура которого измеряется поверяемым термопреобразователем, затем в установившемся тепловом режиме измеряют температурный отклик каждого термопреобразователя на внешнее тепловое воздействие, полученные отклики сравнивают между собой и исходя из их разности принимают решение о годности поверяемого термопреобразователя.
| СПОСОБ КОНТРОЛЯ ДОСТОВЕРНОСТИ ПОКАЗАНИЙ ТЕРМОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ В ПРОЦЕССЕ ЕГО ЭКСПЛУАТАЦИИ | 2007 |
|
RU2325622C1 |
| СПОСОБ ПОВЕРКИ ТЕРМОПАР | 2002 |
|
RU2245524C2 |
| СПОСОБ БЕЗДЕМОНТАЖНОЙ ПРОВЕРКИ ТЕРМОПАРЫ И ЗНАЧЕНИЯ ЕЕ ТЕРМОЭЛЕКТРИЧЕСКОЙ СПОСОБНОСТИ | 2019 |
|
RU2732341C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТЕЙ ТЕРМОЭЛЕКТРИЧЕСКИХ ТЕРМОМЕТРОВ | 1991 |
|
RU2010191C1 |
| Способ диагностического контроля термокаталитического датчика | 1978 |
|
SU1113728A1 |
| JP 200004660 A, 18.02.2000. | |||

