ПРИОРИТЕТ
[0001] Настоящая заявка испрашивает приоритет по патентной заявке Китая №201711139983.7, поданной 16 ноября 2017 года.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к области технологии сортировки и восстановления авиационных алюминиевых сплавов и, в частности, обеспечивает полностью автоматическую систему для выполнения в оперативном режиме сортировки и восстановления авиационного алюминия на основе технологии лазерно-искровой эмиссионной спектроскопии (ЛИЭС), которая подходит для автоматической сортировки, определения и восстановления больших партий авиационного алюминия.
УРОВЕНЬ ТЕХНИКИ
[0003] Алюминиевый сплав относится к классу конструкционных материалов из цветных металлов, который наиболее широко используется в авиационной промышленности, и различные марки алюминиевых сплавов, благодаря дополнению состава сплава и его различным физическим характеристикам, имеют относительно большие различия в применениях в летательных аппаратах. Например, алюминиево-медный сплав серии 2ХХХ широко используется в конструкциях летательных аппаратов, а алюминиевый сплав серии 7ХХХ имеет сверхвысокую прочность и, таким образом, является наиболее подходящим для силовых наборов летательных аппаратов и высокопрочного вспомогательного оборудования.
[0004] При выведении летательных аппаратов из эксплуатации необходимо восстанавливать большое количество авиационных алюминиевых сплавов. В летательных аппаратах используется множество марок алюминия, цены на которые значительно различаются. Например, в текущей ситуации на рынке цена на алюминиевый сплав серии 2ХХХ составляет примерно 20 000 юаней (RMB) за тонну, цены на алюминиевый сплав серии 6ХХХ составляют от примерно 40 000 до 50 000 юаней (RMB) за тонну, в то время как цена на алюминиевые сплавы серии 7ХХХ составляет примерно 70 000 юаней (RMB) за тонну. Обычный способ восстановления заключается в смешивании всех различных серий алюминиевого сплава, снятых с летательных аппаратов, вместе для получения алюминиевых слитков, рыночная цена которых составляет примерно только 20 000 юаней (RMB) за тонну. Стоимость алюминиевых слитков значительно уменьшается.
[0005] Кроме того, современная технология сортировки и восстановления, обычно используемая для металлического лома, такая как разделение выдуванием, магнитное разделение, флотационное разделение, гравитационное разделение, разделение с помощью вихревых токов и тому подобного, не позволяет определять элементный состав металлического лома, и поэтому невозможно обеспечить сортировку и восстановление различных видов металлического лома в зависимости от состава сплава, серий и марок.
[0006] Технология лазерно-искровой эмиссионной спектроскопии (ЛИЭС) главным образом использует импульсный лазер для возбуждения металлической поверхности, в результате чего электроны в атоме выполняют переход, что приводит к образованию плазменного облака и высвобождению спектра, а затем с помощью спектрального детектора может быть получена спектральная информация о различных элементах. Эта технология может быть использована для анализа состава металла и точного определения различных материалов компонентов металлического лома в соответствии с результатами анализа. Технология определения на основе ЛИЭС не требует прямого контакта с материалом, что подходит для выполнения в оперативном режиме испытания и крупномасштабной сортировки и имеет высокую эффективность определения.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0007] Полностью автоматическая система сортировки и восстановления авиационного алюминия в оперативном режиме на основе технологии лазерно-искровой эмиссионной спектроскопии (ЛИЭС), состоящая из шести частей: блок (1) подачи образцов, блок (2) обработки поверхности, блок (3) позиционирования материала, блок (4) определения и анализа с помощью ЛИЭС, блок (5) транспортировки и блок (6) сортировки и восстановления, причем блок (1) подачи образцов соединен с блоком (5) транспортировки посредством желоба с обеспечением возможности скатывания расположенных образцов на конвейерную ленту, расположенную на блоке (5) транспортировки; блок (5) транспортировки выполнен с возможностью приведения в движение конвейерной ленты путем использования шагового двигателя для последовательного соединения частей системы вместе и для выполнения перемещения для транспортировки образцов в указанных частях системы; блок (2) обработки поверхности расположен за блоком (1) подачи образцов с обеспечением возможности быстрой обработки поверхности образцов с помощью устройства для обработки поверхности и последующей транспортировки образцов с помощью блока (5) транспортировки к блоку (3) позиционирования материала; блок (3) позиционирования материала выполнен с возможностью сканирования информации о профиле образцов с помощью трехкоординатного датчика сканирования морфологии с передачей этой информации по кабелю в блок (4) определения и анализа с помощью ЛИЭС; при этом обеспечена возможность дальнейшей транспортировки образцов с помощью блока (5) транспортировки к блоку (4) определения и анализа с помощью ЛИЭС, который выполнен с возможностью приема сигнала синхронизации от блока (3) позиционирования материала и излучения лазера в соответствии со скоростью конвейерной ленты при прохождении образца для облучения поверхности обработанных образцов с введением спектрального сигнала в спектрометр с помощью оптического волокна для сбора и обработки с тем, чтобы определять информацию о марке образцов; и обеспечена возможность транспортировки определенных образцов с помощью блока (5) транспортировки к блоку (6) сортировки и восстановления с обеспечением на основе информации о марке определенного образца возможности скатывания образцов в соответствующие лотки посредством желоба при прохождении через указанные лотки.
[0008] Другие аспекты раскрытой системы сортировки и восстановления авиационного алюминия станут очевидны из нижеследующего подробного описания, сопроводительных чертежей и прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
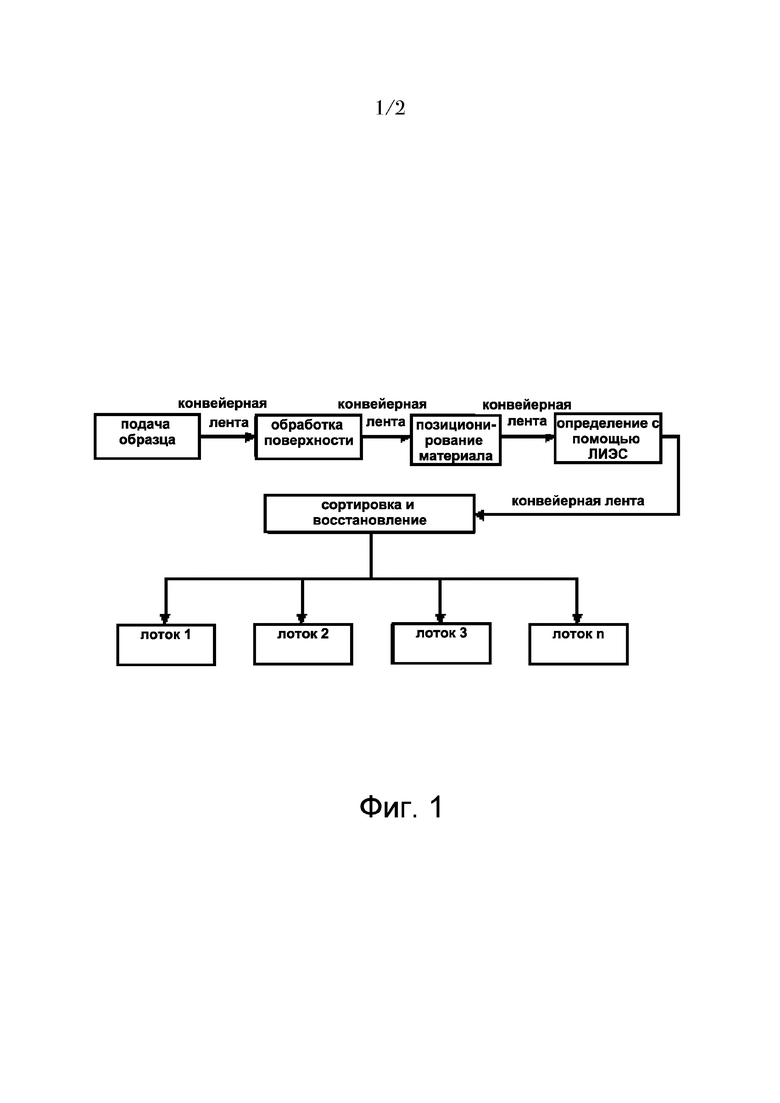
[0009] На ФИГ. 1 показана блок-схема полностью автоматической системы сортировки и восстановления в оперативном режиме авиационного алюминия на основе технологии лазерно-искровой эмиссионной спектроскопии (ЛИЭС), которая иллюстрирует связь между блоками системы; и
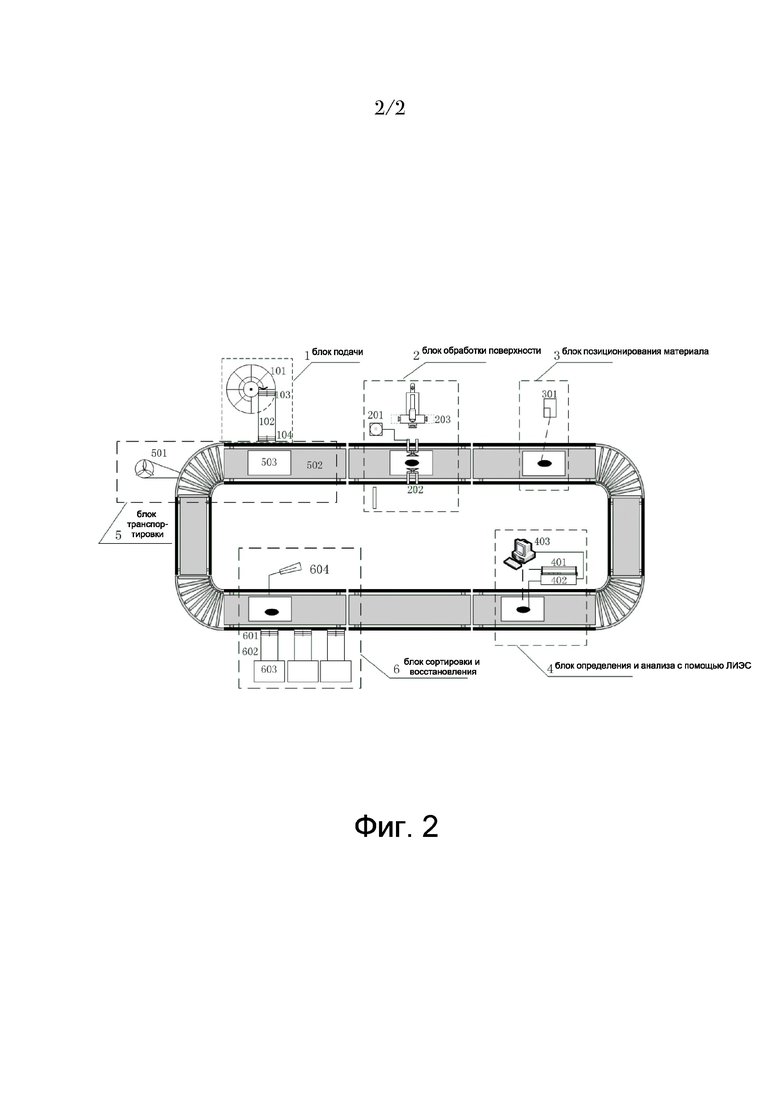
[0010] На ФИГ. 2 показана структурная схема полностью автоматической системы сортировки и восстановления в оперативном режиме авиационного алюминия на основе технологии лазерно-искровой эмиссионной спектроскопии (ЛИЭС), которая показывает вибрационную пластину 101, желоб 102, фотоэлектрический переключатель 201, зажимное устройство 202, высокоскоростное шлифовальное устройство 203, трехкоординатный датчик 301 сканирования морфологии, импульсный лазер 401, путь 402 лазерного излучения, волоконно-оптический спектрометр 403, компьютер 404, оснащенный программным обеспечением для ЛИЭС анализа, шаговый двигатель 501, конвейерную ленту 502, тележку 503, перегородки 601, желоба 602, лотки 603 и пневматическое устройство 604.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0011] Настоящее изобретение обеспечивает полностью автоматическую систему сортировки и восстановления в оперативном режиме авиационного алюминия на основе технологии лазерно-искровой эмиссионной спектроскопии (ЛИЭС). Система может выполнять автоматическую подачу и обработку поверхности, быстро определяет и идентифицирует образцы в отношении марок, к которым они принадлежат, посредством ЛИЭС анализа, и, наконец, автоматически сортирует и восстанавливает образцы согласно различным маркам образцов. Система имеет высокую скорость определения и высокую точность определения. Она подходит для автоматического определения и сортировки в оперативном режиме авиационного алюминия.
[0012] Настоящее изобретение обеспечивает полностью автоматическую систему сортировки и восстановления в оперативном режиме авиационного алюминия на основе технологии лазерно-искровой эмиссионной спектроскопии (ЛИЭС), состоящую из шести частей: блок 1 подачи образцов, блок 2 обработки поверхности, блок 3 позиционирования материала, блок 4 определения и анализа с помощью ЛИЭС, блок 5 транспортировки и блок 6 сортировки и восстановления.
[0013] Причем блок 1 подачи образцов соединен с блоком 5 транспортировки посредством желоба с обеспечением возможности скатывания расположенных образцов на конвейерную ленту, расположенную на блоке 5 транспортировки; блок 5 транспортировки выполнен с возможностью приведения в движение конвейерной ленты путем использования шагового двигателя для последовательного соединения различных частей системы вместе и для выполнения перемещения для транспортировки образцов в различных частях системы; блок 2 обработки поверхности расположен на заднем конце блока 1 подачи образцов с обеспечением возможности быстрой обработки поверхности образцов с помощью устройства для обработки поверхности и последующей возможности транспортировки образцов с помощью блока 5 транспортировки к блоку 3 позиционирования материала; блок 3 позиционирования материала выполнен с возможностью сканирования информации о профиле образцов с помощью трех координатного датчика сканирования морфологии с передачей этого сигнала в блок 4 определения и анализа с помощью ЛИЭС; при этом обеспечена возможность дальнейшей транспортировки образцов с помощью блока 5 транспортировки к блоку 4 определения и анализа с помощью ЛИЭС, который выполнен с возможностью приема сигнала синхронизации от блока 3 позиционирования материала и излучения лазера при прохождении образца для облучения поверхности обработанных образцов, с введением спектрального сигнала в спектрометр с помощью оптического волокна для сбора и обработки, с тем чтобы определить информацию о марке образцов; и обеспечена возможность транспортировки определенных образцов с помощью блока 5 транспортировки к блоку 6 сортировки и восстановления с обеспечением на основе информации о марке определенного образца возможности скатывания образцов в соответствующие лотки посредством желоба при прохождении через различные лотки.
[0014] На ФИГ. 1 показана связь между блоками настоящего изобретения; и на ФИГ. 2 показана схема размещения блоков настоящего изобретения.
[0015] Для предотвращения перекрытия блок 1 подачи образцов, обеспеченный в настоящем изобретении, выполнен с возможностью последовательного расположения образцов отходов авиационного алюминия; блок подачи образцов состоит из вибрационной пластины и желоба, который установлен в положении выпуска вибрационной пластины; во время процесса подачи образцов обеспечена возможность размещения образцов на вибрационной пластине и их перемещения к выпуску вибрационной пластины за счет вибрации, в то время как материалы расположены в ряд в результате воздействия вибрационной пластины; каждое из выпуска вибрационной пластины и выпуска желоба оснащено перегородкой, так что после того, как материалы поступят в желоб через выпуск вибрационной пластины, обеспечена возможность закрытия перегородок для предотвращения дальнейшего поступления материала; когда тележка на конвейерной ленте достигает нижней части желоба, обеспечена возможность открытия перегородки желоба для обеспечения падения материала и ее закрытия с последующим началом следующего рабочего цикла процесса подачи образцов; во время процесса подачи образцов обеспечена возможность постоянного нахождения вибрационной пластины в состоянии вибрирования, и когда перегородка выпуска будет закрыта, материалы будут унесены на вибрационную пластину для продолжения процесса подачи образцов; две перегородки имеют управление посредством цепи, так что при наличии в желобе материала перегородка выпуска вибрационной пластины постоянно находится в закрытом состоянии, и только когда в желобе нет материала, и перегородка желоба находится в закрытом состоянии, перегородка выпуска вибрационной пластины открыта.
[0016] Блок 2 обработки поверхности, обеспеченный в настоящем изобретении, выполнен с возможностью быстрой обработки поверхности образцов авиационного алюминия, имеющих масло, краску, покрытие и тому подобное, для получения гладкой и чистой поверхности для определения; блок обработки поверхности состоит из фотоэлектрических переключателей, зажимного устройства и высокоскоростного шлифовального устройства; фотоэлектрические переключатели установлены с обеих сторон конвейерной ленты по потоку до зажимного устройства; при прохождении образца обеспечена возможность блокировки фотоэлектрических переключателей, и подачи такой информации на зажимное устройство по сигнальной линии; зажимное устройство выполнено с возможностью фиксирования образца в центре транспортировочной тележки при поступлении образца; в то же время обеспечена возможность опускания высокоскоростного шлифовального устройства непосредственно над зажимным устройством и сошлифовывания краски или покрытия на поверхности образца с глубиной шлифования не менее 500 мкм и площадью шлифования не менее 1 мм2, так что подлежащая определению поверхность образца становится гладкой и чистой металлической поверхностью; после шлифования обеспечена возможность высвобождения образца зажимным устройством и его переноса для следующей рабочей операции.
[0017] Блок 3 позиционирования материала, обеспеченный в настоящем изобретении, выполнен с возможностью определения информации о форме и высоте материала путем сканирования информации о профиле поверхности образца с использованием трехкоординатного датчика сканирования морфологии, записи информации о высоте и профиле образца и отправки по кабелю такой информации на блок 4 определения с помощью ЛИЭС.
[0018] Блок 4 определения и анализа с помощью ЛИЭС, обеспеченный в настоящем изобретении, выполнен с возможностью быстрого определения и идентификации марки образца, и состоит из импульсного лазера, пути лазерного излучения, волоконно-оптического спектрометра и компьютера, оснащенного программным обеспечением для ЛИЭС анализа, т.п.; причем после доставки образца в область определения с помощью конвейерной ленты лазерный импульс от импульсного лазера фокусируется через путь лазерного излучения для возбуждения поверхности обработанного образца, спектрометр принимает спектральную информацию, полученную путем возбуждения характерного элемента посредством оптического волокна, а выходной сигнал спектрометра передается на компьютер посредством сетевого кабеля; компьютер, оснащенный программным обеспечением для ЛИЭС анализа, выполнен с возможностью анализа полученной спектральной информации в режиме реального времени, сортировки и идентификации ее и записи результатов сортировки и идентификации на электронную метку, нанесенную на тележку для образца. Блок определения и анализа с помощью ЛИЭС может обеспечивать степень точности определения не менее 90% при скорости определения 1 блок в секунду.
[0019] Блок 5 транспортировки, обеспеченный в настоящем изобретении, обеспечивает возможность выполнения системой автоматической транспортировки и состоит из шагового двигателя, конвейерной ленты и тележки, причем конвейерная лента расположена в форме петли; для обеспечения стабильной и надежной доставки между шаговым двигателем и конвейерной лентой использована цепная передача; тележка размещена на конвейерной ленте и перемещается пошагово, при этом длина каждого шага перемещения равна длине тележки; на тележке выполнена электронная метка, за запись на которую информации о сортировке образца в тележку ответственен блок 4 определения и анализа с помощью ЛИЭС.
[0020] Блок 6 сортировки и восстановления, обеспеченный в настоящем изобретении, выполнен с возможностью осуществления автоматической сортировки и восстановления алюминиевых образцов различных марок и состоит из ряда устройств для доставки, содержащих различную информацию о сортировке образца, и пневматическое устройство; система доставки содержит перегородки, желоба и лотки; каждое отверстие для доставки оснащено перегородкой и соединено с соответствующим лотком посредством желоба; устройство идентификации в отверстии для доставки может решать, выполнять или нет доставку в соответствии с содержимым электронной метки на тележке; при прохождении тележки с информацией, соответствующей информации отверстия для доставки, обеспечена возможность открытия перегородки и поднятия пневматического устройства для доставки образца в лоток.
[0021] По сравнению с уровнем техники настоящее изобретение имеет следующие преимущества: настоящее изобретение обеспечивает полностью автоматическую систему сортировки и восстановления в оперативном режиме авиационного алюминия на основе технологии лазерно-искровой эмиссионной спектроскопии (ЛИЭС) и может обеспечивать точный и быстрый анализ в оперативном режиме при сортировке согласно составу сплава или марке. Процесс подачи образца, транспортировки, обработки поверхности, анализа и сортировки может быть достигнут автоматическим образом. Система имеет высокую скорость анализа и высокую точность сортировки.
[0022] В настоящем документе
[0023] На ФИГ. 2 показан конкретный вариант осуществления настоящего изобретения, и конкретные варианты осуществления изобретения будут описаны более подробно со ссылкой на ФИГ. 2. Процесс реализации и технические результаты настоящего изобретения будут описаны в качестве примера, и другие подобные проблемы анализа сортировки могут быть решены посредством ссылки, но не ограничены примерами.
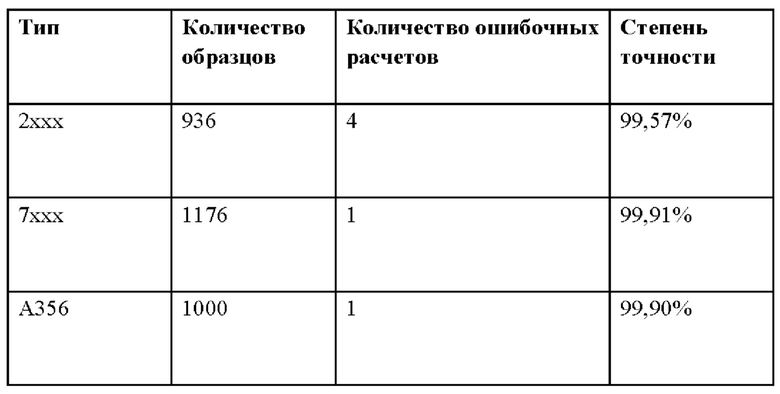
[0024] В настоящем варианте осуществления для сортировки выбраны три серии отходов авиационного алюминия, т.е. серия 2ХХХ, серия 7ХХХ и литой алюминий A356, и также могут быть добавлены другие типы серий для сортировки согласно практической необходимости. Алюминиевый сплав серии 2ХХХ главным образом содержит медь в высокой концентрации, алюминиевый сплав серии 7ХХХ главным образом содержит легирующие элементы цинка и магния, а сплав A356 представляет собой типичный алюминиево-кремний-магниевый сплав. Высота образца находится в диапазоне от 1 см до 10 см, а форма является относительно нерегулярной. Поверхность имеет слой краски или покрытия толщиной не менее 500 мкм. Количество образцов составляет 3112 блоков. Образец сортируют с использованием полностью автоматической системы сортировки и восстановления в оперативном режиме авиационного алюминия на основе технологии лазерно-искровой эмиссионной спектроскопии (ЛИЭС) настоящего изобретения.
[0025] Полностью автоматическая система сортировки и восстановления авиационного алюминия в оперативном режиме на основе технологии лазерно-искровой эмиссионной спектроскопии (ЛИЭС) настоящего варианта осуществления содержит блок 1 подачи образцов, блок 2 обработки поверхности, блок 3 позиционирования материала, блок 4 определения и анализа с помощью ЛИЭС, блок 5 транспортировки и блок 6 сортировки и восстановления, причем:
[0026] Блок 1 подачи образцов состоит из вибрационной пластины 101 и желоба 102, который установлен в положении выпуска вибрационной пластины. Во время процесса подачи образцов обеспечена возможность размещения образцов на вибрационной пластине и их перемещения к выпуску вибрационной пластины за счет вибрации, в то время как материалы расположены в ряд в результате воздействия вибрационной пластины. Каждое из выпуска вибрационной пластины и выпуска желоба оснащено перегородкой, так что после того, как материалы поступят в желоб через выпуск вибрационной пластины, обеспечена возможность закрытия перегородки 103 вибрационной пластины для предотвращения дальнейшего поступления материала. Когда тележка на конвейерной ленте достигает нижней части желоба, обеспечена возможность открытия перегородки 104 желоба для обеспечения падения материала и затем ее закрытия с последующим началом следующего рабочего цикла процесса подачи образцов. Во время процесса подачи образцов обеспечена возможность постоянного нахождения вибрационной пластины в состоянии вибрирования, и когда перегородка вибрационной пластины будет закрыта, материалы будут унесены на вибрационную пластину для продолжения процесса подачи образцов. Две перегородки имеют управление посредством цепи, так что при наличии в желобе материала, перегородка вибрационной пластины постоянно находится в закрытом состоянии, и только когда в желобе нет материала, а перегородка желоба находится в закрытом состоянии, перегородка вибрационной пластины открыта.
[0027] Блок 2 обработки поверхности состоит из фотоэлектрического переключателя 201, зажимного устройства 202 и высокоскоростного шлифовального устройства 203 (в этом примере высокоскоростной фрезерной головки). Фотоэлектрические переключатели установлены с обеих сторон конвейерной ленты по потоку до зажимного устройства. При прохождении образца обеспечена возможность блокировки фотоэлектрических переключателей, и подачи такой информации на зажимное устройство по сигнальной линии. Зажимное устройство выполнено с возможностью фиксирования образца в центре транспортировочной тележки при поступлении образца; в то же время обеспечена возможность опускания высокоскоростного шлифовального устройства непосредственно над зажимным устройством и сошлифовывания краски или покрытия на поверхности образца с глубиной шлифования не менее 500 мкм и площадью шлифования не менее 1 мм2, так что подлежащая определению поверхность образца становится гладкой и чистой металлической поверхностью. После шлифования обеспечена возможность высвобождения образца зажимным устройством и его переноса на следующую рабочую операцию.
[0028] Блок 3 позиционирования материала определяет информацию о высоте и форме материала путем сканирования информации о профиле поверхности образца с использованием трехкоординатного датчика 301 сканирования морфологии, записи информации о высоте и профиле образца и отправки по кабелю такой информации на блок 4 определения с помощью ЛИЭС.
[0029] Блок 4 определения и анализа с помощью ЛИЭС состоит из импульсного лазера 401, пути 402 лазерного излучения, волоконно-оптического спектрометра 403 и компьютера 404, оснащенного программным обеспечением для ЛИЭС анализа. После доставки образца в область определения с помощью конвейерной ленты лазерный импульс от импульсного лазера фокусируется через путь лазерного излучения для возбуждения поверхности обработанного образца, спектрометр принимает спектральную информацию, полученную путем возбуждения характерного элемента посредством оптического волокна, а выходной сигнал спектрометра передается на компьютер посредством сетевого кабеля. Компьютер, оснащенный программным обеспечением для ЛИЭС анализа, выполнен с возможностью анализа полученной спектральной информации в режиме реального времени, сортировки и идентификации ее и записи результатов сортировки и идентификации на электронную метку, нанесенную на тележку для образца. Блок определения и анализа с помощью ЛИЭС может обеспечивать степень точности определения не менее 90% при скорости определения 1 блок в секунду.
[0030] Блок 5 транспортировки состоит из шагового двигателя 501, конвейерной ленты 502 и тележки 503, причем конвейерная лента расположена в форме петли. Для обеспечения стабильной и надежной доставки между шаговым двигателем и конвейерной лентой использована цепная передача. Тележка размещена на конвейерной ленте и перемещается пошагово, при этом длина каждого шага перемещения равна длине тележки. На тележке выполнена электронная метка, за запись на которую информации о сортировке образца в тележку ответственен блок 4 определения и анализа с помощью ЛИЭС.
[0031] Блок 6 сортировки и восстановления содержит систему доставки для трех различных образцов (2ХХХ, 7ХХХ, А356) и пневматическое устройство 604. Система доставки содержит перегородки 601, желоба 602 и лотки 603. Каждое отверстие для доставки оснащено перегородкой и соединено с соответствующим лотком посредством желоба. Устройство идентификации в отверстии для доставки может решать, выполнять или нет доставку в соответствии с содержимым электронной метки на тележке. При прохождении тележки с информацией, соответствующей информации отверстия для доставки, обеспечена возможность открытия перегородки и поднятия пневматического устройства для доставки образца в лоток.
[0032] Процесс сортировки и переработки: образцы отходов авиационного алюминия (далее названные образцами) сбрасывают на блок 1 подачи образцов, и блок подачи образцов располагает образцы в ряд, который поступает через желоб в блок 5 транспортировки, состоящий из ряда транспортировочных тележек. Блок транспортировки приводится в движение двигателем для вращения с постоянной скоростью и переноса образцов к блоку следующей рабочей операции. Блок 2 обработки поверхности сошлифовывает слой краски или покрытия на поверхности образца путем быстрой механической шлифовки, так что подлежащая определению поверхность образца становится гладкой и чистой металлической поверхностью. Когда образец проходит через блок 3 позиционирования материала, информация о профиле образца сканируется с помощью трехкоординатного датчика сканирования морфологии и передается к блоку 4 определения и анализа с помощью ЛИЭС и информирует блок анализа с помощью ЛИЭС, когда образец проходит и когда излучает лазер для определения. Блок 4 определения и анализа с помощью ЛИЭС анализирует информацию о характерном элементе в образце, различает образцы согласно различиям в элементном составе образцов различных марок и информирует блок 6 сортировки и восстановления о сбросе образца в лоток, соответствующий марке, когда он транспортируется в лоток, для завершения сортировки образцов.
[0033] В общей сложности 3112 блоков образцов авиационного алюминия сортируются с помощью полностью автоматической системы сортировки в оперативном режиме авиационного алюминия на основе технологии ЛИЭС, и время выполнения испытаний для каждого блока образцов составляет не более 1 секунды. Общие результаты сортировки являются следующими:
[0034] Хотя были показаны и описаны различные аспекты раскрытой системы сортировки и восстановления авиационного алюминия, специалистам в данной области техники могут быть очевидны модификации при прочтении настоящего описания. Настоящая заявка включает такие модификации и ограничена только объемом формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА И СПОСОБ СОРТИРОВКИ ЛОМА | 2022 |
|
RU2833747C1 |
| СОРТИРОВКА МЕТАЛЛИЧЕСКОГО ЛОМА | 2012 |
|
RU2601934C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОЛИЧЕСТВЕННОГО ХИМИЧЕСКОГО АНАЛИЗА ЖИДКИХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2839679C1 |
| СИСТЕМА И СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЯ | 2012 |
|
RU2620868C2 |
| АВТОМАТИЗИРОВАННОЕ НЕЗАГРЯЗНЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ИЗ СЕМЯН И СПОСОБЫ ОТБОРА ПРОБ, ТЕСТИРОВАНИЯ И НАКОПЛЕНИЯ СЕМЯН | 2007 |
|
RU2434216C2 |
| СПОСОБ ПОТОЧНОГО РЕНТГЕНОСПЕКТРАЛЬНОГО АНАЛИЗА РУДЫ И ШИХТЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2782965C1 |
| ВИБРАЦИОННАЯ РАЗДЕЛИТЕЛЬНАЯ СИСТЕМА ДЛЯ ТРАНСПОРТИРОВКИ И РАЗДЕЛЕНИЯ КУСКОВ МЯСА | 2018 |
|
RU2724552C1 |
| СПОСОБ ДЛЯ ОБРАБОТКИ СТАЛЕПЛАВИЛЬНОГО ШЛАКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2739403C2 |
| МНОГОКАНАЛЬНЫЙ РЕНТГЕНОРАДИОМЕТРИЧЕСКИЙ СЕПАРАТОР | 2010 |
|
RU2432206C1 |
| Система и способ исследований с помощью совместного использования лиэс и ИК-спектроскопии поглощения | 2013 |
|
RU2616777C1 |
Изобретение относится к области технологии сортировки и восстановления авиационных алюминиевых сплавов на основе технологии лазерно-искровой эмиссионной спектроскопии (ЛИЭС). Полностью автоматическая система сортировки и восстановления в оперативном режиме авиационного алюминия на основе технологии ЛИЭС включает шесть частей: блок (1) подачи образцов, блок (2) обработки поверхности, блок (3) позиционирования материала, блок (4) определения и анализа с помощью ЛИЭС, блок (5) транспортировки и блок (6) сортировки и восстановления. Система может быть использована для выполнения в оперативном режиме автоматического определения, сортировки и восстановления авиационного алюминия и не имеет требований к состоянию поверхности восстановленных образцов авиационного алюминия. 8 з.п. ф-лы, 2 ил.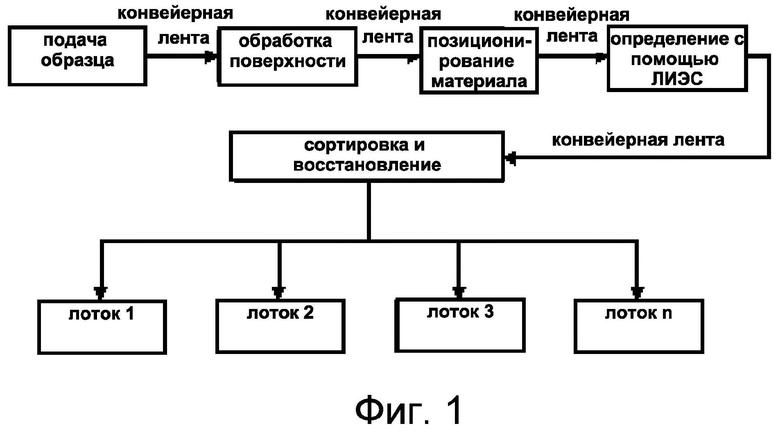
1. Полностью автоматическая система сортировки и восстановления авиационного алюминия в оперативном режиме на основе технологии лазерно-искровой эмиссионной спектроскопии (ЛИЭС), содержащая:
блок (1) подачи образцов, блок (2) обработки поверхности, блок (3) позиционирования материала, блок (4) определения и анализа с помощью ЛИЭС, блок (5) транспортировки и блок (6) сортировки и восстановления, причем
блок (1) подачи образцов соединен с блоком (5) транспортировки посредством желоба с обеспечением возможности скатывания расположенных образцов на конвейерную ленту, расположенную на блоке (5) транспортировки;
блок (5) транспортировки выполнен с возможностью приведения в движение конвейерной ленты путем использования шагового двигателя для последовательного соединения частей системы вместе и для выполнения перемещения для транспортировки образцов в указанных частях системы;
блок (2) обработки поверхности расположен за блоком (1) подачи образцов с обеспечением возможности быстрой обработки поверхности образцов с помощью устройства для обработки поверхности и последующей транспортировки образцов с помощью блока (5) транспортировки к блоку (3) позиционирования материала;
блок (3) позиционирования материала выполнен с возможностью сканирования информации о профиле образцов с помощью трехкоординатного датчика сканирования морфологии с передачей этой информации по кабелю в блок (4) определения и анализа с помощью ЛИЭС;
при этом обеспечена возможность дальнейшей транспортировки образцов с помощью блока (5) транспортировки к блоку (4) определения и анализа с помощью ЛИЭС, который выполнен с возможностью приема сигнала синхронизации от блока (3) позиционирования материала и излучения лазера в соответствии со скоростью конвейерной ленты при прохождении образца для облучения поверхности обработанных образцов, с введением спектрального сигнала в спектрометр с помощью оптического волокна для сбора и обработки, с тем чтобы определять информацию о марке образцов; и
обеспечена возможность транспортировки определенных образцов с помощью блока (5) транспортировки к блоку (6) сортировки и восстановления с обеспечением на основе информации о марке определенного образца возможности скатывания образцов в соответствующие лотки посредством желоба при прохождении через указанные лотки.
2. Система по п. 1, в которой для предотвращения перекрытия блок подачи образцов выполнен с возможностью последовательного расположения образцов отходов авиационного алюминия;
блок подачи образцов состоит из вибрационной пластины и желоба, который установлен в положении выпуска вибрационной пластины;
во время процесса подачи образцов обеспечена возможность размещения образцов на вибрационной пластине и их перемещения к выпуску вибрационной пластины за счет вибрации, в то время как образцы расположены в ряд в результате воздействия вибрационной пластины;
каждое из выпуска вибрационной пластины и выпуска желоба оснащено перегородкой, так что, после того как образцы поступят в желоб через выпуск вибрационной пластины, обеспечена возможность закрытия перегородок для предотвращения дальнейшего поступления образцов;
на конвейерной ленте размещена тележка, при достижении которой нижней части желоба обеспечена возможность открытия перегородки желоба для обеспечения падения образцов и затем ее закрытия с последующим началом следующего рабочего цикла процесса подачи образцов;
во время процесса подачи образца обеспечена возможность постоянного нахождения вибрационной пластины в состоянии вибрирования, и когда перегородка выпуска закрыта, обеспечена возможность уноса образцов на вибрационную пластину для продолжения процесса подачи образцов;
две указанные перегородки имеют управление посредством цепи, так что при наличии в желобе образца перегородка выпуска вибрационной пластины постоянно находится в закрытом состоянии, и только когда в желобе нет образца, а перегородка желоба находится в закрытом состоянии, перегородка выпуска вибрационной пластины открыта.
3. Система по п. 2, в которой блок обработки поверхности выполнен с возможностью быстрой обработки поверхности образцов авиационного алюминия, имеющих масло, краску, покрытие, для получения гладкой и чистой поверхности для определения;
блок обработки поверхности состоит из фотоэлектрических переключателей, зажимного устройства и высокоскоростного шлифовального устройства;
фотоэлектрические переключатели установлены с обеих сторон конвейерной ленты по потоку до зажимного устройства;
при прохождении образца обеспечена возможность блокировки фотоэлектрических переключателей и подачи такой информации на зажимное устройство по сигнальной линии;
зажимное устройство выполнено с возможностью фиксирования образца в центре транспортировочной тележки при поступлении образца;
в то же время обеспечена возможность опускания высокоскоростного шлифовального устройства непосредственно над зажимным устройством и сошлифовывания краски или покрытия на поверхности образца с глубиной шлифования не менее 500 мкм, так что подлежащая определению поверхность образца становится гладкой и чистой металлической поверхностью;
после шлифования обеспечена возможность высвобождения образца зажимным устройством и его дальнейшей транспортировки.
4. Система по п. 1, в которой блок позиционирования материала выполнен с возможностью определения информации о форме и высоте материала путем сканирования информации о профиле поверхности образца с использованием трехкоординатного датчика сканирования морфологии, записи информации о высоте и профиле образца и отправки по кабелю такой информации на блок (4) определения и анализа с помощью ЛИЭС.
5. Система по п. 3, в которой блок (4) определения и анализа с помощью ЛИЭС выполнен с возможностью быстрого определения и идентификации марки образца и состоит из импульсного лазера, пути лазерного излучения, волоконно-оптического спектрометра и компьютера, оснащенного программным обеспечением для ЛИЭС анализа;
причем после доставки образца в область определения с помощью конвейерной ленты лазерный импульс от импульсного лазера фокусируется через путь лазерного излучения для возбуждения поверхности обработанного образца, спектрометр принимает спектральную информацию, полученную путем возбуждения характерного элемента посредством оптического волокна, а выходной сигнал спектрометра передается на компьютер посредством сетевого кабеля, компьютер, оснащенный программным обеспечением для ЛИЭС анализа, выполнен с возможностью анализа полученной спектральной информации в режиме реального времени, сортировки и идентификации ее и записи результатов сортировки и идентификации на электронную метку, нанесенную на тележку для образцов.
6. Система по п. 1, в которой блок транспортировки обеспечивает возможность выполнения системой автоматической транспортировки и состоит из шагового двигателя, конвейерной ленты и тележки, причем конвейерная лента расположена в форме петли;
для обеспечения стабильной и надежной доставки между шаговым двигателем и конвейерной лентой использована цепная передача;
тележка размещена на конвейерной ленте и перемещается пошагово, при этом длина каждого шага перемещения равна длине тележки;
на тележке выполнена электронная метка, за запись на которую информации о сортировке образца в тележку ответственен блок (4) определения и анализа с помощью ЛИЭС.
7. Система по п. 5, в которой блок сортировки и восстановления выполнен с возможностью осуществления автоматической сортировки и восстановления образцов авиационного алюминия разных марок и содержит систему доставки, содержащую различную информацию о сортировке образца, и пневматическое устройство, причем
система доставки содержит перегородки, желоба и лотки;
при этом система доставки содержит отверстия для доставки, каждое из которых оснащено перегородкой и соединено с соответствующим лотком посредством желоба;
в отверстии для доставки расположено устройство идентификации, которое выполнено с возможностью принятия решения, выполнять или нет доставку в соответствии с содержимым электронной метки на тележке;
при прохождении тележки с информацией, соответствующей информации отверстия для доставки, обеспечена возможность открытия перегородки и поднятия пневматического устройства для доставки образца в лоток.
8. Система по п. 1, в которой обеспечена степень точности сортировки и восстановления не менее 90% при скорости определения 1 блок в секунду.
9. Система по п. 1 для использования, без ограничения, при сортировке и восстановлении сплавов авиационного алюминия.
| US 8476545 B2, 02.07.2013 | |||
| WO 2017011835 A1, 19.01.2017 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |

