Область техники
Изобретение относится к способу и устройству для обработки металлосодержащего шлака, а именно, сталеплавильного шлака, в частности, к способу роликовой обработки и устройству для роликовой обработки шлака в полном объеме.
Предшествующий уровень техники Стальной шлак является одним из основных побочных продуктов, образующихся при производстве стали, на его долю приходится около 10-30% производства нерафинированной стали. Стальной шлак представляет собой сложную смесь, состоящую, в основном, из оксидов металлов, таких как кальций, магний, кремний, алюминий, железо и т.п., оксидов неметаллов, таких как фосфор и сера, и различных высокоплавких полимеров с содержанием частиц различных размеров металлического железа в пределах 1-10%. В течение короткого времени стальной шлак, выходящий из печи, имеет температуру, примерно, до 1500°С, его большая часть находится в расплавленном состоянии и обладает определенной текучестью. Однако когда его температура снижается, вязкость стального шлака быстро возрастает, и при этом выделяется большое количество тепла. Поскольку производственные процессы, применяемые различными производителями стали, отличаются, стальной шлак, получаемый ими при выплавке, также несколько отличается по составу и температуре: некоторые разновидности стального шлака при высокой температуре обладают хорошей текучестью, способны литься как вода, при этом другие разновидности стального шлака имеют настолько низкую текучесть, что с трудом поддаются выгрузке из шлаковой ванны (контейнера для хранения и транспортировки высокотемпературного шлака, также называемого шлаковой ванной) каким-либо удобным способом, и для выгрузки такого шлака из шлаковой ванны необходимо приложить механическую силу или перевернуть шлаковую ванну. Чтобы предотвратить негативное воздействие высокотемпературного металлосодержащего шлака на днище шлаковой ванны при его закачивании в ванну и таким образом продлить срок ее службы, перед загрузкой шлака из конвертера необходимо устелить дно пустой шлаковой ванны некоторым количеством холодного шлака. Когда высокотемпературный шлак вливается в шлаковую ванну, этот слой холодного шлака контактирует с высокотемпературным шлаком и смешивается с ним вместе со стальным осадком на внутренней стенке шлаковой ванны, образуя несколько тонн или более десяти тонн крупных комков шлака, что составляет, примерно, от одной четверти до половины общего количества шлака. Образующийся таким образом шлак также называется донным шлаком. Сложность составов и разнообразие форм металлосодержащего шлака приводят к большим трудностям при обработке металлосодержащего шлака и его последующем использовании.
Наиболее распространенный процесс обработки металлосодержащего шлака - горячая раздувка с последующей обработкой. В частности, высокотемпературный металлосодержащий шлак разбрызгивают в месте обработки шлака для воздушного охлаждения; охлажденный металлосодержащий шлак затем разбивается, подвергается магнитному отбору и просеиванию; восстановленная холодная сталь возвращается в производственный процесс для использования по назначению, а хвостовой шлак, который остается после сортировки, рециркулируется или реализуется на рынке в зависимости от размера и свойств его частиц. Металлосодержащий шлак может быть классифицирован как силикатный материал, который по своей природе имеет низкую теплопроводность и чрезвычайно медленно охлаждается на воздухе. Для повышения эффективности охлаждения металлосодержащего шлака и уменьшения области охлаждающей обработки в шлакоперерабатывающих установках, где рассеиваются порошковая пыль и отработанный пар, часто используются такие меры, как механическое перелопачивание, разбрызгивание охлаждающей воды и тому подобное. В таких условиях создается негативная рабочая среда, а порошковая пыль разлетается по окрестностям далеко за допустимые пределы. Более того, малейшая небрежность провоцирует взрыв. В последнее время предъявляются все более строгие требования к охране окружающей среды. Процесс обработки высокотемпературного шлака быстрым, безопасным и экологически чистым способом с коротким циклом становится предметом неотложных исследований на металлургических предприятиях по причине острой необходимости. В таких условиях и в самый нужный момент появилась роликовая технология обработки металлосодержащего шлака, разработанная металлургическим предприятием. Это новая технология быстрой обработки металлосодержащего шлака в горячем состоянии в замкнутом пространстве с рециркуляцией ресурсов, при которой высокотемпературный металлургический расплавленный шлак охлаждается динамически, непрерывно, быстро и разбивается на конечный шлаковый продукт с диаметром частиц менее 50 мм, который собирается в закрытый сосуд, а отходящий газ, содержащий пыль, образовавшуюся по ходу процесса, собирается через газоотвод и очищается с целью дальнейшего отвода через дымовую трубу стандартным способом. Кроме того, сточные воды перерабатываются безотходным методом. Эта технология полностью меняет существующее положение других процессов обработки, где выбросы не ограничены. Данный процесс не только характеризуется коротким циклом и низкими капитальными затратами, но также отличается удобством, безопасностью и надежностью в управлении. После обработки металлосодержащий шлак может быть использован непосредственно в качестве ресурса. По этим причинам данная технология получила широкое распространение в отрасли, как только она появилась. Технологический процесс и уровень надежности оборудования находятся в процессе постоянного продвижения и быстрого развития наряду с промышленным применением и коммерческой популяризацией. Тем не менее, в связи с ограничениями текущего уровня развития технологий, одиночная установка в рамках стандартного способа роликовой обработки способна обрабатывать только металлосодержащий шлак, обладающий хорошей текучестью. Даже с помощью механизма наклона шлаковой ванны и механизма для удаления шлака, лишь небольшое количество шлакового слоя значительной толщины и вязкого твердого металлосодержащего шлака может быть перемещено в роликовое устройство. Крупноразмерный шлак на дне ванны необходимо обрабатывать с помощью специального роликового устройства для донного шлака. Это подразумевает, что в случае выбора роликового способа обработки металлосодержащего шлака потребуется оборудовать предприятие двумя типами роликовых устройств, а именно - одно для специальной обработки расплавленного шлака и одно для специальной обработки донного шлака. Полная обработка всего объема металлосодержащего шлака роликовым способом может быть достигнута только тогда, когда эти два типа роликовых устройств соответствующим образом сочетаются друг с другом, например, 2+1 или 3+2, в зависимости от разницы в количестве и свойствах шлака. Это, безусловно, увеличивает инвестиционные расходы предприятия, расходы по техническому обслуживанию и затраты на контроль. Все патентные заявки, публикации и другая соответствующая литература, связанная с роликовой технологией обработки металлосодержащего шлака, сосредоточены на определенных частях технологии. Способ роликовой обработки, как и устройство для роликовой обработки металлосодержащего шлака в полном объеме, отсутствуют.
В патентных заявках CN200420107540.1 и CN200810207918.8 предлагается «Устройство для обработки металлургического шлака с помощью наклонных роликов» и «Способ и устройство для обработки высокотемпературного расплавленного шлака с помощью наклонных роликов», соответственно. Они, главным образом, сосредоточены на конструкции корпуса ролика, причем расплавленный шлак, имеющий определенную текучесть, быстро охлаждается с помощью множества последовательных сред в роликовом устройстве, разбивается и выводится из устройства. Роликовые устройства этого типа не способны обрабатывать твердый шлак, не обладающий свойством текучести, особенно крупногабаритный донный шлак.
В патентных заявках CN200910050400.2 и WO2012/024835 раскрыты способы и устройства для обработки высокотемпературного твердого металлосодержащего шлака (донного шлака). Путем установки корпуса подающего ролика большого объема с портом подачи перед существующим корпусом рабочего ролика можно использовать буферный эффект корпуса подающего ролика, чтобы раз и навсегда перевернуть бак и поэтапно обработать донный шлак. В связи с конструктивными ограничениями этих устройств они полезны только для обработки крупногабаритного металлосодержащего шлака донного типа.
В патентной заявке CN99244833.6 раскрыт сменный желоб для приема шлака, для роликового устройства для обработки шлака, облицованный прочным материалом, а в патентной заявке CN201120266445.6 раскрыта вращающаяся воронка, которая позволяет в определенной степени облегчить трудности, связанные с прилипанием высокотемпературного расплавленного шлака к стенке желоба и блокировкой последнего. Однако такой желоб или воронка подходят только для непрерывной контролируемой подачи шлака. Другими словами, такие, ограниченный диаметром отверстия для подачи шлака, загрузочный желоб или воронка подходят только для подачи или удаления шлака при небольшой скорости потока.
В патентных заявках CN201210197124.4, CN201310350518.3, CN02266663.X и CN200820151424.8 описаны с различных точек зрения решения и устройства, в которых в роликовое устройство вводят крупногабаритный твердый металлосодержащий шлак. В патентной заявке CN201120412146.9 раскрыта ударопрочная подающая воронка в составе устройства для роликовой обработки шлака, в которой боковая стенка воронки усилена путем расположения радиальных ребер и осевых ребер снаружи питающей воронки, а внутри воронки расположена разбивающая рама для предварительного измельчения крупногабаритного металлосодержащего шлака, чтобы добиться эффекта ослабления нагрузки. Эти способы и устройства подачи могут использоваться только в сочетании с роликовыми устройствами для обработки твердого шлака. Они полезны для обработки крупногабаритного твердого металлосодержащего шлака, но не пригодны для одновременной обработки текучего расплавленного шлака.
В патентной заявке CN200910052471.6 раскрыто «Устройство для подачи путем наклона шлаковой ванны» с точки зрения подачи, в котором крепежный механизм, переводное устройство и наклонная рама используются для перемещения и наклона шлаковой ванны с помощью гидравлической системы.
В патентной заявке CN200820150140.7 описано распылительное «Устройство для очистки отходящего дымового газа», в котором для очистки отходящего газа в газоотводе и дымовой трубе расположены водоструйные и распылительные пистолеты, а отходящий газ отводится через дымовую трубу после того, как концентрация пыли в нем составляет менее 50 мг/Нм.
В патентной заявке CN201020032862.X раскрыто «Устройство для оперативного разделения и сортировки шлака после обработки роликовым устройством», в котором разделение шлака и железа, сортировка, передача и хранение шлака после обработки роликовым устройством осуществляются в оперативном режиме с использованием композитного транспортера, вибрирующего сита, металлоуловителя, вибрационного желоба, ковшового элеватора, вибрационного подающего устройства, магнитного сепаратора, направляющего желоба, сортировочного сита и резервуара для хранения.
В справочном документе «Исследование состояния технологического развития способа обработки металлосодержащего шлака роликовым устройством по технологии BSSF» («Environmental Engineering»)), 2013, №3) описывается технология обработки шлака роликовым устройством, включающая «роликовое устройство + устройство для наклона шлаковой ванны + механизм для удаления шлака».
Для создания идеальной технологии роликовой обработки металлосодержащего шлака, в дополнение к эксплуатационной надежности, безопасности и экологичности, необходимо обеспечить низкую стоимость и эксплуатационные расходы. Такая технология обработки должна включать в себя контроль истекания и потока высокотемпературного металлосодержащего шлака (постоянная подача), переработку всего объема шлака одним роликовым устройством (способным обрабатывать высокотемпературный расплавленный шлак, имеющий хорошую текучесть, и безопасно обрабатывать крупногабаритный твердый металлосодержащий шлак), динамическое разрушение в роликовом устройстве, а также безопасный процесс охлаждения в различных средах и процесс быстрой выгрузки шлака. Она также должна обладать подходящим техническим уровнем надежной транспортировки измельченного шлака, отделения воды от шлака, экономичного оперативного разделения шлака и железа, хранения, а также улавливания и очистки выхлопных газов в удовлетворительных объемах (среди прочего).
Краткое описание изобретения
Одной из задач изобретения является создание способа роликовой обработки шлака и устройства для такой обработки, пригодного для обработки металлосодержащего шлака в полном объеме, в котором обработка всей массы шлака в полном объеме достигается посредством одного устройства, способного обрабатывать как расплавленный шлак, образующийся в процессе производства стали, так и твердый донный шлак.
Для решения вышеуказанной задачи в изобретении используется следующее техническое решение.
Способ для роликовой обработки металлосодержащего шлака в полном объеме, включающий:
1 этап - направление расплавленного шлака, обладающего хорошей текучестью, во вращающееся роликовое устройство через загрузочный желоб для его обработки роликовым устройством, при этом с помощью механизма наклона шлаковой ванны, обеспечивающего надежное удерживание шлаковой ванны с расплавленным шлаком, шлаковую ванну переводят в положение подачи и наклоняют, чтобы перелить расплавленный шлак во вращающееся роликовое устройство;
2 этап - направление в роликовое устройство высоковязкого липкого шлака или твердого шлака, оставшегося в шлаковой ванне, не обладающего свойством текучести и не поддающегося переливанию, с помощью механизма удаления шлака;
3 этап - направление в роликовое устройство донного шлака, оставшегося на дне ванны, при этом с помощью механизма наклона шлаковой ванны, шлаковую ванну наклоняют под большим углом.
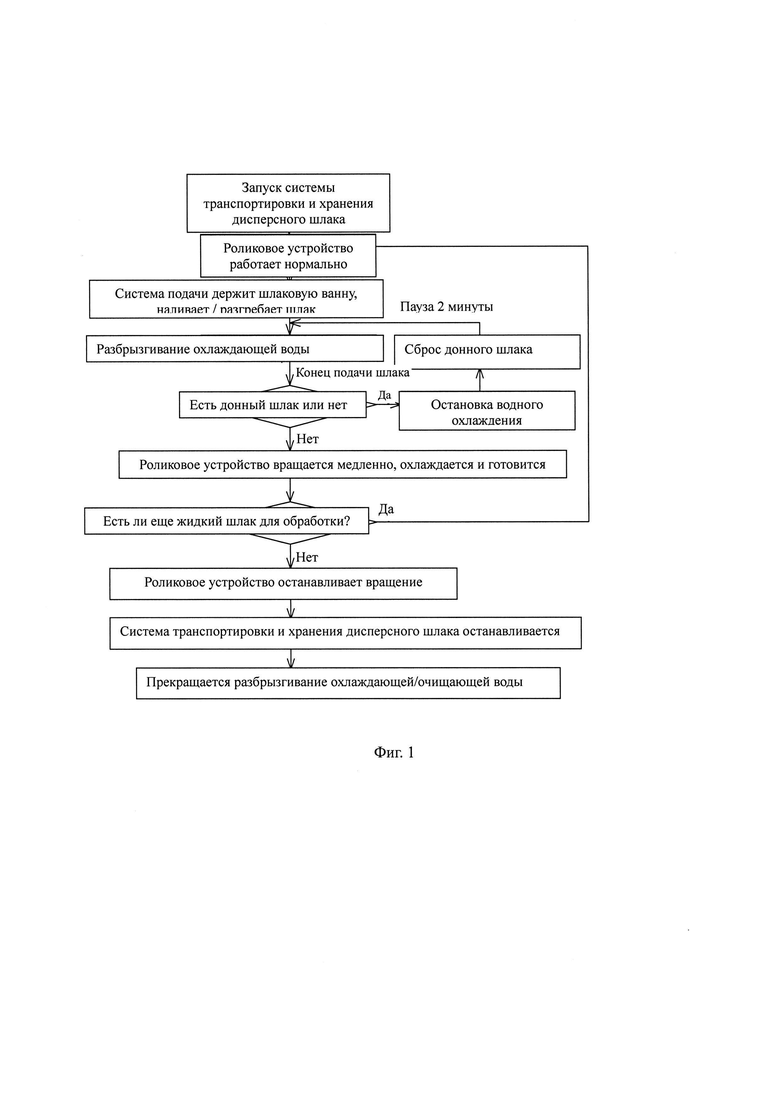
Предпочтительно на этапе направления в роликовое устройство донного шлака (3 этап) приостанавливают разбрызгивание охлаждающей технической воды в роликовом устройстве, а по окончании сброса донного шлака разбрызгивание охлаждающей технической воды возобновляют после выдержки дополнительной паузы. При этом дополнительная пауза, выдерживаемая перед возобновлением разбрызгивания охлаждающей технической воды, составляет 2 минуты.
В устройстве для роликовой обработки металлосодержащего шлака в полном объеме, содержащем систему подачи, роликовое устройство, систему транспортировки и хранения дисперсного шлака, систему отвода и очистки отходящего газа, систему циркуляции охлаждающей воды, механизм очистки холодной стали и электронную систему управления:
система подачи включает механизм наклона шлаковой ванны, шлаковую ванну, а также механизм удаления расплавленного и твердого шлака;
механизм наклона шлаковой ванны расположен со смещением над загрузочным желобом роликового устройства и включает гидравлический привод и два удерживающих шлаковую ванну рычага, причем гидравлический привод выполнен с возможностью приводить механизм наклона шлаковой ванны в движение вперед и назад по горизонтальной направляющей, приводить в движение два удерживающих ванну рычага для подъема шлаковой ванны и управлять ее положением для поворота под углом 0-180 градусов;
механизм для удаления шлака включает грабельную головку, выдвижной стержень, опору и второй гидравлический привод, причем грабельная головка прикреплена к переднему концу выдвижного стержня, который расположен на опоре, при этом выдвижной стержень выполнен с возможностью выдвигаться вперед и назад и вращаться вверх и вниз, влево и вправо под управлением второго гидравлического привода.
Предпочтительно, к переднему концу опоры может быть прикреплен тепловой экран для изоляции и отражения теплового излучения горячего расплавленного шлака в шлаковой ванне.
Для загрузочного желоба может быть предусмотрен стальной каркас, при этом подложка образует раму желоба, верх которой по размерам превышает низ, а стенка желоба имеет угол 0 не менее 35° относительно горизонтальной плоскости, причем термостойкая облицовочная пластина прикреплена к внутренней стенке желоба на стороне приема расплавленного шлака, а усиливающее ребро и опорная плита расположены на стороне, противоположной стороне приемки расплавленного шлака, при этом торцевая поверхность опорной плиты соприкасается с рамой желоба, а другой ее торец соприкасается со стойкой, расположенной на опорной поверхности; при этом позиционирующий вал расположен в нижней части рамы желоба и выполнен с возможностью позиционирования загрузочного желоба, а штифтовый вал расположен в верхней части рамы желоба и выполнен с возможностью подъема загрузочного желоба, при этом стальная пластина, имеющая канавку, расположена в верхней части рамы желоба для усиления подложки и облегчения позиционирования; причем термостойкая облицовочная пластина, прикрепленная к внутренней стенке желоба на стороне приема расплавленного шлака, имеет трапециевидную форму, и ее верх по размерам превышает низ, а загрузочный желоб имеет горловину с минимальным размером L не менее 1500 мм.
Способ роликовой обработки шлака и устройство для такой обработки, пригодное для обработки металлосодержащего шлака в полном объеме, в соответствии с настоящим изобретением, позволили решить задачу обработки всей массы шлака в полном объеме посредством одного роликового устройства. При разработке нового загрузочного желоба и новой технологической системы как жидкий металлосодержащий шлак, имеющий хорошую текучесть, так и твердый донный шлак, не обладающий текучестью, загружают в роликовое устройство по очереди путем наклонения ванны, соскабливания шлака и переворачивания ванны с помощью механизма наклона шлаковой ванны и механизма удаления шлака, благодаря чему обеспечивается безопасная и безвредная для окружающей среды роликовая обработка различных видов металлосодержащего шлака при использовании новой системы распылительного охлаждения.
Изобретение позволяет обеспечить обработку шлака в полном объеме, как расплавленного, так и донного шлака, в одном роликовом устройстве. В то же время, такие технические проблемы, как равномерная подача, быстрое охлаждение и гранулирование, длительный срок службы устройства, быстрая очистка холодной стали в роликовом устройстве, оперативная сепарация шлака и железа и сортировка дисперсного шлака, экономичная эмиссия остаточных газов согласно применимому стандарту, переработка охлаждающей воды и тому подобное, решаются систематически. Реализована задача экологичной обработки и переработки жидкого шлака, получаемого в процессе производства стали, с коротким рабочим циклом.
Краткое описание чертежей Конкретные особенности и характеристики изобретения изложены со ссылкой на следующие примеры и чертежи.
- на Фиг. 1 представлена блок-схема способа роликовой обработки металлосодержащего шлака в полном объеме;
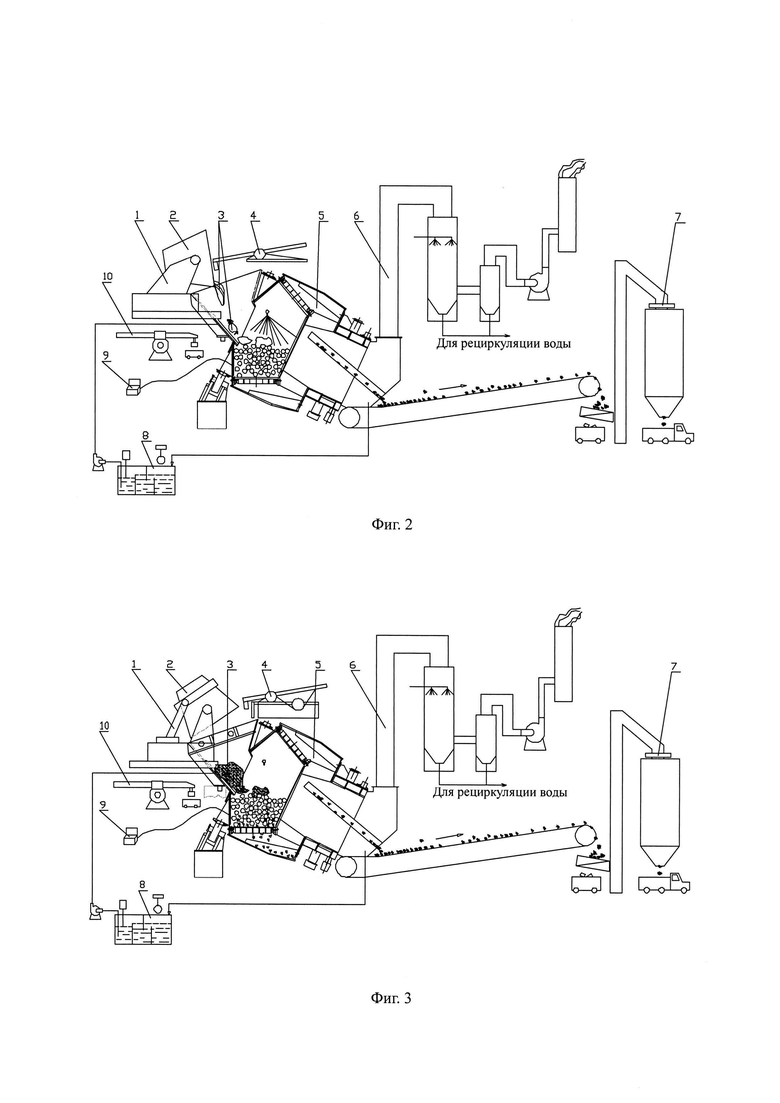
- на Фиг. 2 и Фиг. 3 представлено устройство для роликовой обработки металлосодержащего шлака в полном объеме; при этом: на Фиг. 2 представлена схема способа для обработки расплавленного шлака, обладающего хорошей текучестью, и части высоковязкого липкого или твердого шлака путем переливания и соскабливания шлака; а на Фиг. 3 представлена схема способа для обработки донного шлака путем переворачивания ванны;
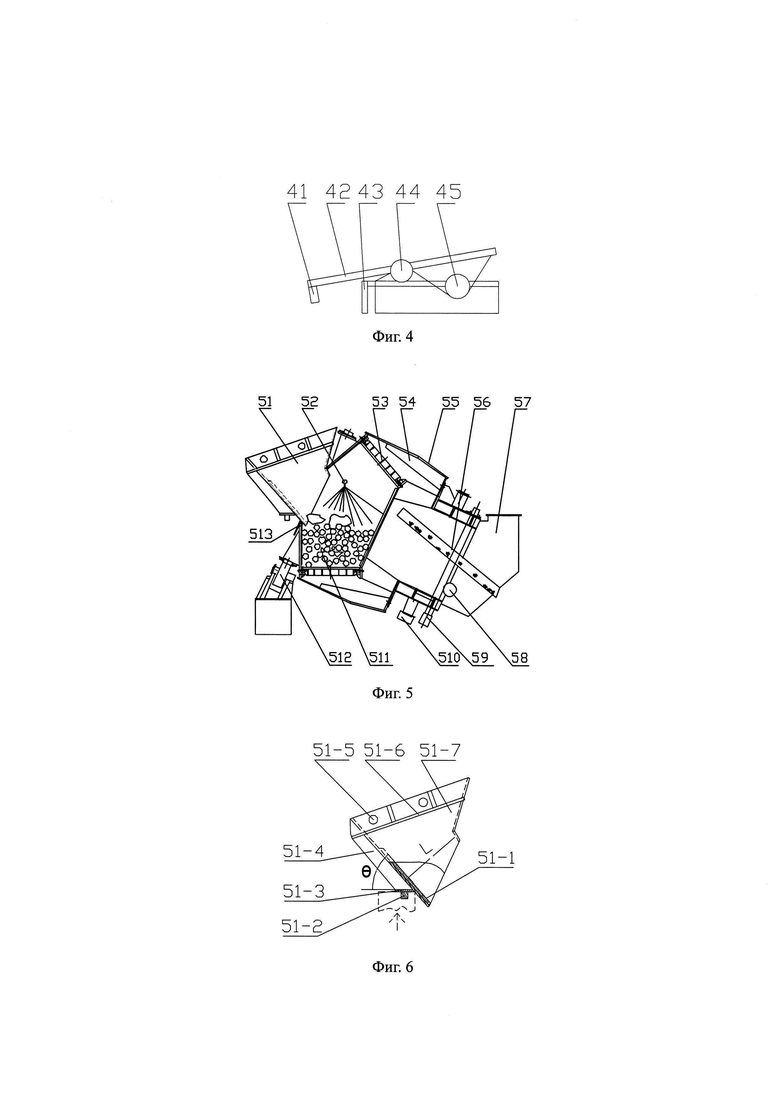
- на Фиг. 4 представлено устройство для удаления шлака;
- на Фиг. 5 представлено роликовое устройство;
- на Фиг. 6 представлен загрузочный желоб;
- на Фиг. 7 представлены несколько специализированных форм решетки, при этом: на Фиг. 7а показана вертикальная Т-образная решетка; на Фиг. 7b - перевернутая Т-образная решетка; на Фиг. 7с - треугольная решетка; на Фиг. 7d - вертикальная π-образная решетка; на Фиг. 7е - перевернутая π-образная решетка;
- на Фиг. 8 представлен удерживающий механизм;
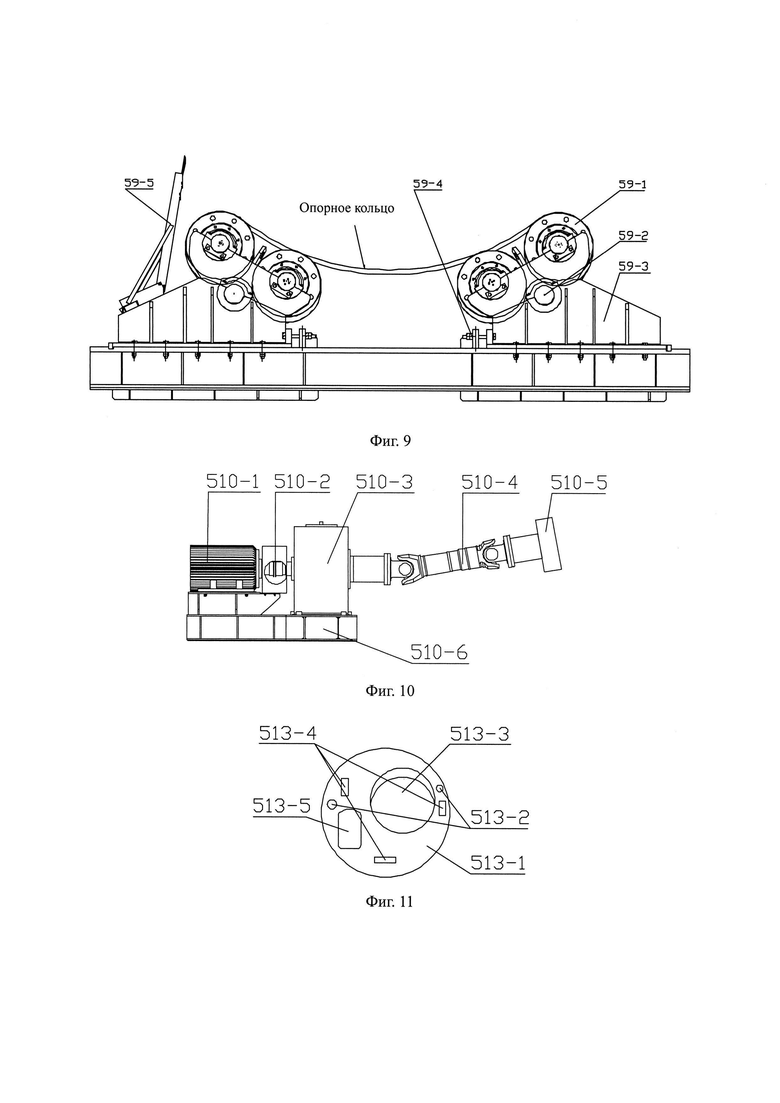
- на Фиг. 9 представлен задний опорный блок;
- на Фиг. 10 представлен гибкий передаточный механизм;
- на Фиг. 11 представлена фиксированная торцевая заглушка роликового устройства;
- на Фиг. 12 представлена система отвода и очистки отходящего газа;
- на Фиг. 13 представлена система транспортировки и хранения дисперсного шлака;
- на Фиг. 14 представлена система циркуляции охлаждающей воды;
- на Фиг. 15 представлен механизм очистки холодной стали.
Лучшие способы реализации изобретения
Далее настоящее изобретение подробно описывается в сочетании с прилагаемыми чертежами и примерами.
Устройство для роликовой обработки металлосодержащего шлака в полном объеме содержит систему подачи, роликовое устройство 5, систему 7 транспортировки и хранения дисперсного шлака, систему 6 отвода и очистки отходящего газа, систему 8 циркуляции охлаждающей воды, механизм 10 очистки холодной стали и электронную систему 9 управления, и органично сочетает эти системы для полного управления процессом обработки расплавленного шлака, получаемого в процессе производства стали, см. Фиг. 2 и Фиг. 3, где на Фиг. 2 представлена схема способа для обработки расплавленного шлака, обладающего хорошей текучестью, и части высоковязкого липкого или твердого шлака путем переливания и соскабливания шлака (рабочее состояние); а на Фиг. 3 представлена схема способа для обработки донного шлака путем переворачивания ванны (рабочее состояние).
Система подачи включает механизм 1 наклона шлаковой ванны, шлаковую ванну 2, а также механизм 4 удаления расплавленного и твердого шлака 3.
Механизм 1 наклона шлаковой ванны 2 расположен со смещением над загрузочным желобом 51 роликового устройства 5 и приводится в движение гидравлическим приводом (на чертежах не показан) для перемещения вперед и назад по горизонтальной направляющей, чтобы регулировать горизонтальное положение горловины шлаковой ванны 2 относительно загрузочного желоба 51. Механизм 1 наклона шлаковой ванны 2 включает два рычага для удержания ванны, которые приводятся во вращение с помощью гидравлического привода для подъема шлаковой ванны 2 и управления ее положением (поворота под углом от 0 до 180 градусов), тем самым облегчая управляемое удаление расплавленного шлака 3 из шлаковой ванны 2 путем выливания или соскабливания с помощью механизма 4 для удаления шлака 3.
Механизм 4 для удаления шлака оснащен сменной грабельной головкой 41 для удаления шлака, которая прикреплена к переднему концу выдвижного стержня 42, расположенного на опоре 44. Под управлением второго гидравлического привода 45 выдвижной стержень 42 может выдвигаться вперед и назад и вращаться вверх и вниз, а также влево и вправо для приведения его в любое удобное положение. Тепловой экран 43 прикреплен к переднему концу опоры 44 для изоляции и отражения теплового излучения горячего расплавленного шлака 3 в шлаковой ванне 2, поддерживая тем самым нормальную рабочую температуру гидравлической системы, см. Фиг. 4.
Роликовое устройство 5 включает в себя загрузочный желоб 51, пригодный для приемки как расплавленного шлака, обладающего хорошей текучестью, так и твердого донного шлака, сопло 52 для разбрызгивания технической воды, решетки 53, опрокидывающие плиты 54, корпус 55 роликового устройства 5, выпускной желоб 56, зонт 57 дымовой трубы, удерживающие механизмы 58, задний опорный блок 59, передаточный механизм 510, стальные шарики 511, передний опорный блок 512 и фиксированную торцевую заглушку 513, см. Фиг. 5.
Загрузочный желоб 51 расположен перед корпусом 55 роликового устройства 5 и, в основном, служит для направления расплавленного шлака 3, см. Фиг. 5. Загрузочный желоб 51 имеет стальной каркас, в котором подложка 51-7 образует раму желоба 51, верх которой по размерам превышает низ. Верхнее отверстие рамы желоба 51 имеет длину 3000-5000 мм и ширину 3000-4000 мм, соответственно, в зависимости от размера горловины шлаковой ванны 2, чтобы гарантировать, что донный шлак не выйдет за пределы загрузочного желоба 51 при переворачивании ванны 2. Горловина загрузочного желоба 51 имеет минимальный размер L не менее 1500 мм. Стенка желоба имеет угол 0 не менее 35° относительно горизонтальной плоскости, особенно на стороне, с которой осуществляется непосредственная приемка расплавленного шлака. Термостойкая облицовочная пластина 51-1 размером 30 мм или более прикреплена к внутренней стенке на стороне, с которой осуществляется приемка шлака. Термостойкая облицовочная пластина 51-1, размещенная непосредственно на внутренней стенке со стороны приемки шлака, имеет трапециевидную форму и ее верх по размерам превышает низ и не требует фиксации каким-либо образом. Следовательно, ее можно заменить без каких-либо затруднений. Усиливающее ребро 51-4 и опорная плита 51-3 расположены на стороне, противоположной стороне приема шлака, при этом усиливающее ребро 51-4 усиливает сторону приема шлака. Торец опорной плиты 51-3 соприкасается с рамой желоба, а ее другой торец соприкасается со стойкой, расположенной на опорной поверхности, при этом стойка может передавать ударное усилие, испытываемое загрузочным желобом 51, и уводить его в землю. Позиционирующий вал 51-2 используется для позиционирования загрузочного желоба 51, а штифтовой вал 51-5 - для подъема загрузочного желоба 51. Стальная пластина 51 -6, имеющая канавку, используется для усиления подложки 51-7 и контактирует с опорной поверхностью стойки, чтобы способствовать надлежащему позиционированию.
Сопло 52 для разбрызгивания технической воды проведено в рабочую камеру через фиксированную торцевую заглушку 513 и служит для охлаждения стальных шариков 511 и расплавленного шлака 3 в роликовом устройстве 5 путем разбрызгивания воды, см. Фиг. 5. Для предотвращения взрыва, который может вызвать непосредственное разбрызгивание охлаждающей воды на расплавленный шлак, зона охлаждения водяным разбрызгиванием располагается за пределами мест, куда направляется расплавленный шлак (то есть, мест падения шлака), так что водяным разбрызгиванием охлаждаются только стальные шарики 511 до и после места падения шлака 3. Решетки 53 равномерно распределены в корпусе 55 роликового устройства 5 с нажимными блоками и болтами. Решетки 53 и другие компоненты, размещенные в корпусе 55 роликового устройства 5, образуют корпус, похожий на клетку для мыши, который используется для удержания стальных шариков 511, используемых для охлаждения, и расплавленного шлака 3, направляемого туда. Расстояние между решетками 53 составляет 50-90 мм с учетом конструкции решетки 53, диаметра стального шарика 511, ожидаемого срока службы стальных шариков 511 и требования к конечному размеру частиц шлака 3. Фиг. 7 демонстрирует несколько специализированных форм решетки 53, где на Фиг. 7а показана вертикальная Т-образная решетка, на Фиг. 7b показана перевернутая Т-образная решетка, на Фиг. 7с показана треугольная решетка, на Фиг. 7d показана вертикальная π-образная решетка, на Фиг. 7е показана перевернутая π-образная решетка. Корпус 55 роликового устройства 5 может быть выполнен в виде двухслойной конструкции, имеющей внутренний корпус и внешний корпус. Внутренний корпус фактически состоит из решеток 53 и передней и задней торцевых пластин, в которых расплавленный шлак охлаждается и быстро крошится. Когда расплавленный шлак охлаждается и перемалывается до получения частиц определенного размера, шлак 3 протекает через пространство между решетками 53 к внешнему корпусу. Опрокидывающие плиты 54 предназначены для равномерного распределения на внутренней стенке внешнего корпуса. По мере вращения корпуса, опрокидывающие плиты 54 поднимают металлосодержащий шлак, попадающий в пространство внешнего корпуса, и направляют его в выпускной желоб 56, через который дисперсный шлак направляется в систему 7 окончательной транспортировки шлака 3, расположенную далее по ходу потока. Зонт 57 дымовой трубы, в основном, предназначен для улавливания и направления отходящего газа.
Удерживающие механизмы 58 содержат два набора конических стопорных колес 58-1, которые установлены на опоре 58-2. Удерживающие механизмы 58 расположены с двух сторон корпуса 55 роликового устройства 5. Наружная поверхность стопорного колеса 58-1 соприкасается с боковиной заднего опорного блока 59, закрепленного на корпусе 55 роликового устройства 5. Для синхронизации при вращении и во избежание скольжения боковины опорного блока 59 и наружной поверхности стопорного колеса 58-1 относительно друг друга, которое может привести к повреждению контактной поверхности, наружная поверхность стопорного колеса 58-1 имеет коническую форму, как показано на Фиг. 8.
Задний опорный блок 59 и передний опорный блок 512 имеют одинаковую конструкцию, см. Фиг. 9. Опорный блок 59 состоит из двух комплектов опорных колес, каждый из которых имеет конструкцию, состоящую из двух опорных колес 59-1. Опорный блок 59 включает опорные колеса 59-1, опорный вал 59-2, регулируемое основание 59-3, регулировочный механизм 59-4, и скребковый механизм 59-5, причем два опорных колеса 59-1 расположены парно на едином вращающемся валу 59-2, центр которого регулируется автоматически, чтобы гарантировать, что поверхность каждого опорного колеса находится в идеальном контакте с защитным кольцом. Два комплекта опорных колес 59-1 в паре установлены на регулируемых основаниях 59-3. Два регулируемых основания 59-3 расположены на одной подставке для облегчения установки, размещения и предотвращения плохого контакта, вызванного неравномерным оседанием фундамента. Относительное положение комплектов опорных колес можно регулировать с помощью регулировочного механизма 59-4, тем самым позиционируя корпус роликового устройства. Скребковый механизм 59-5 взаимодействует с кольцевой прокладкой, чтобы счистить пыль и грязь с поверхности кольцевой подкладки с целью обеспечения хорошего контакта между кольцевой подкладкой и опорными колесами.
Передаточный механизм 510 состоит из приводного электродвигателя 510-1, муфты 510-2, редуктора 510-3 скорости, карданного вала 510-4, малого зубчатого вала 510-5 и основания 510-6, см. Фиг. 10. Малый зубчатый вал 510-5 гибко подвешен на большом зубчатом кольце корпуса роликового устройства через сцепной механизм. Гибкая передача в конструкции роликового устройства достигается посредством карданного вала 510 и малого зубчатого вала 510-5, чтобы обеспечить хорошее сцепление между малым зубчатым валом и большим зубчатым кольцом и в то же время предотвратить повреждение поверхности передаточного механизма из-за вибрации корпуса роликового устройства.
Фиксированная торцевая заглушка 513 закрывает зазор между загрузочным желобом 51 и корпусом 55 роликового устройства 5, и таким образом предотвращает выход шлака и газа за пределы корпуса роликового устройства спереди. См. Фиг. 11 - фиксированная торцевая заглушка 513 содержит полую раму 513-1. На заглушке 513 расположены люк 513-5 доступа и отверстие 513-2 для присоединения трубы подачи технической воды, чтобы облегчить техническое обслуживание оборудования и фиксацию трубы и сопла для технической воды. Торцевая заглушка 513 имеет приемное отверстие 513-3 для загрузочного желоба 51, расположенное эксцентрично. Стойка 513-4 крепления используется для подвешивания фиксированной торцевой заглушки 513 в воздухе у переднего отверстия корпуса роликового устройства. Между наружным краем торцевой заглушки и внутренним краем отверстия в корпусе роликового устройства имеется зазор для предотвращения помех и истирания.
Система 7 транспортировки и хранения дисперсного шлака включает комбинированный конвейер 71, тележку 72 для блоков шлаковой стали, первое вибрационное сито 73, тягач 74, переходный бункер 75, второе вибрационное сито 76, металлоуловитель 77, а также ковшовый элеватор 78, см. Фиг. 13. Комбинированный конвейер 71 образован путем объединения пластинчатого конвейера и скребкового конвейера. Пластинчатый конвейер расположен над скребковым конвейером. Пластинчатый конвейер используется для транспортировки дисперсного шлака, а скребковый конвейер используется для транспортировки мелкого шлакового материала, стекающего из щелей пластинчатого конвейера вместе со сточными водами. Эти два конвейера соединены вместе и герметично заключены в корпус, простой и чистый. Первое вибрационное сито 73 отделяет частицы шлаковой стали, которые уносятся тележкой 72 для блоков шлаковой стали, тем самым повышая эффективность повторного использования ресурсов и предотвращая удары крупных частиц шлаковой стали по устройствам, расположенным ниже по потоку, и их блокирование данными частицами. Первое вибрационное сито 73 также может равномерно направлять преимущественно просеянный шлаковый материал в ковшовый элеватор 78. Второе вибрационное сито 76 и металлоуловитель 77 предназначены для просеивания шлакового материала и отделения железа от шлака путем оперативной магнитной сортировки и просеивания металлосодержащего шлака. Шлак и железо направляются в соответствующие переходные бункеры 75. Конечный шлак или шлаковая сталь в бункере 75 выгружается через регулярные промежутки времени и отправляется потребителям непосредственно тягачом 74. Таким образом, шлак обрабатывается и рециркулируется как ресурс экологически чистым способом, при этом шлак не падает на землю.
Система 6 отвода и очистки отходящего газа состоит из газоотвода 61, водяных форсунок 62, оросительной колонки 63 для удаления пыли, распылительных форсунок 64, каплеуловителя 65, воздуходувки 66 и дымовой трубы 67, см. Фиг. 12. Водяные форсунки 62 расположены в газоотводе 61, а распылительные форсунки 64 расположены в оросительной колонке 63 для удаления пыли. Функция газоотвода 61 в полной мере используется для уменьшения объема и рабочей нагрузки колонки 63 для удаления пыли. Каплеуловитель 65 может быть выполнен в виде обычной сетки из стальной проволоки. Для снижения перепада давления газа и нагрузки на воздуходувку 66 рекомендуется циклонный метод. В то же самое время, очистка становится удобной. Подача циркуляционной воды, используемой для очистки остаточного газа, обеспечивается циркуляционным водяным насосом 85 в составе системы 8 циркуляции охлаждающей воды Сточные воды возвращаются в систему 8 циркуляции охлаждающей воды для простой очистки, а затем рециркулируются. Отходящий газ, очищенный этим способом, может иметь концентрацию пыли, примерно, до 30 мг/м3 и выводится через дымовую трубу 67.
Система 8 циркуляции охлаждающей воды состоит из отстойника 81, очистителя 82 осадка, бассейна 83 с чистой водой, регулятора 84 рН, циркуляционного водяного насоса 85, каналов дополнительной и оборотной воды, клапанов и т.д., см. Фиг. 14. Отстойник 81 имеет многоступенчатую функцию отстаивания. Он может применяться для осаждения шлакового шлама и блокирования плавучего шлака. После очистки сточных вод в отстойнике 81 крупные частицы шлака оседают на его дне и периодически удаляются очистителем 82 осадка. Чистая вода поступает в бассейн 83 для чистой воды и откачивается циркуляционным водяным насосом 85 для охлаждения роликового устройства и удаления пыли из отходящего газа. Когда оборотная вода имеет показатель рН свыше 10, используется регулятор 84 рН для периодического добавления промышленных отработанных кислот для корректировки рН циркулирующей воды до 10 или менее с целью предотвращения образования накипи в каналах системы циркуляции воды.
Механизм 10 очистки холодной стали включает устройство для очистки холодной стали, которое управляется гидравлически, и тележку 10 для холодной стали. Устройство для очистки холодной стали состоит из выдвижного рычага 10-1, основания 10-2, электромагнита 10-3 и соответствующих электронных систем управления, см. Фиг. 15. Выдвижной рычаг 10-1 расположен на основании 10-2. Под действием гидравлической системы управления выдвижной рычаг 10-1 может выдвигаться вперед и назад и поворачиваться вверх и вниз, а также влево и вправо, тем самым приводя в движение электромагнит 10-3 в концевой части для переноса блоков холодной стали из роликового устройства в тележку 10-4 для холодной стали. Поэтому функция механической очистки холодной стали в роликовом устройстве реализуется под дистанционным управлением.
Электронная система управления 9 состоит из электронного шкафа управления, программируемого логического контроллера, микрокомпьютера и мобильного пульта дистанционного управления. См. Фиг. 1, 2 и 3 для ознакомления со способом для роликовой обработки устройством, подходящим для обработки металлосодержащего шлака в полном объеме, где на Фиг. 2 представлена схема способа для обработки расплавленного шлака, обладающего хорошей текучестью, и части высоковязкого липкого или твердого шлака путем переливания и соскабливания шлака; а на Фиг. 3 представлена схема способа для обработки донного шлака путем переворачивания ванны;
Способ для роликовой обработки металлосодержащего шлака в полном объеме включает следующие этапы.
На первом этапе с помощью механизма 1 наклона шлаковой ванны 2, обеспечивающего надежное удерживание шлаковой ванны 2 с расплавленным шлаком 3, шлаковую ванну 2 горизонтально переводят в положение подачи и наклоняют, чтобы подконтрольно перелить расплавленный шлак 3, обладающий хорошей текучестью, во вращающееся роликовое устройство 5 через загрузочный желоб 51, и обработать шлак роликовым устройством.
На втором этапе с помощью механизма 4 удаления шлака направляют в роликовое устройство 5 высоковязкий липкий или твердый шлак, оставшийся в шлаковой ванне 2, не обладающий свойством текучести и не поддающийся переливанию.
На третьем этапе с помощью механизма 1 наклона шлаковой ванны 2, шлаковую ванну 2 наклоняют под большим углом (переворачивают), чтобы направить в роликовое устройство 5 донный шлак, оставшийся на дне ванны 2, так что обеспечивается обработка в полном объеме всего металлосодержащего шлака одним и тем же роликовым устройством.
Когда донный шлак сбрасывают путем переворачивания ванны, ввиду требования безопасной работы, разбрызгивание технической охлаждающей воды в роликовом устройстве приостанавливают, чтобы избежать риска попадания воды в шлак. После окончания сброса донного шлака выдерживают паузу продолжительностью 2 минуты, и возобновляют разбрызгивание охлаждающей технической воды.
Говоря более конкретно, способ для роликовой обработки металлосодержащего шлака в полном объеме подходящим устройством осуществляют следующим образом.
Когда имеется расплавленный шлак, подлежащий обработке: металлоуловитель 77 - второе вибрационное сито 76 - ковшовый элеватор 78 - первое вибрационное сито 73 - комбинированный конвейер 71 - роликовое устройство 5 - циркуляционный водяной насос 85 - водяные форсунки 62 - распылительные форсунки 64 (воздуходувка 66 не останавливается в повседневной работе) - механизм 1 наклона шлаковой ванны 2 - механизм 4 для удаления шлака 3 (для заливки или соскабливания расплавленного шлака 3 в загрузочный желоб 51 из шлаковой ванны 2) - сопло 52 для разбрызгивания технической воды приводятся в действие по порядку. При совместном действии механизма 1 наклона шлаковой ванны 2 и механизм 4 для удаления шлака расплавленный шлак 3 подконтрольно наливается или выгребается в роликовое устройство 5. Как показано на Фиг. 2, после попадания в корпус 55 роликового устройства через загрузочный желоб 51, расплавленный шлак падает в первую очередь на поверхность катящихся стальных шариков 511 (зона падения шлака). Расплавленный шлак проникает в зазор между стальными шариками 511 или подвергается ударному воздействию и утапливается катящимися стальными шариками, тем самым быстро охлаждается и отверждается под их воздействием.
Затем шлак 3 покидает зону падения шлака, перемещаясь вместе со стальными шариками 511, и входит в зону водяного охлаждения ниже по потоку от зоны падения шлака. Стальные шарики 511 и металлосодержащий шлак 3, предварительно охлажденный и отвержденный стальными шариками, снова охлаждаются и погружаются в охлаждающую воду, распыляемую через сопло 52 для разбрызгивания технической воды в зоне водяного охлаждения. Затвердевший металлосодержащий шлак хрупок и легко разбивается на куски стальными шариками. Если измельченный дисперсный шлак меньше, чем пространство между решетками 53, он упадет во внешний корпус роликового устройства из пространства между решетками, будет вытеснен в выпускной желоб 56 опрокидывающей плитой 54 и попадет на комбинированный конвейер 71. Шлаковая сталь, имеющая больший размер частиц, сортируется первым вибрационным ситом 73, грузится на тележку 72 для крупных блоков шлаковой стали, и непосредственно направляется на повторное использование в производстве. После предварительной сортировки металлосодержащий шлак направляется на второе вибрационное сито 76 для сортировки, после чего поступает в переходный бункер 75 для шлака с заданным размером частиц. Тем временем, металлоуловитель 77 магнитным методом сортирует частицы стали и шлак, поддающийся магнитной селекции, которые направляются в переходный бункер 75 для магнитного шлака. Когда запас шлака в переходном бункере доходит до определенного объема, он количественно загружается в тягач 74, припаркованный ниже, для доставки потребителю. Отходящий газ, образующийся при обработке расплавленного шлака 3 в роликовом устройстве 5, собирается в газоотвод 61 через зонт 57 дымовой трубы. Остаточный газ, содержащий пыль, предварительно очищается водяными форсунками 62 в газоотводе 61, а затем поступает в оросительную колонку 63 для многократной очистки распылительными форсунками 64 с последующей очисткой с помощью каплеуловителя 65. Отходящий газ, соответствующий нормам выбросов, компрессируется воздуходувкой 66 в дымовую трубу 67 для выброса в атмосферу согласно действующему стандарту. Отработанная охлаждающая вода, образующаяся во время обработки с использованием роликового устройства, и возвратная вода в процессе удаления пыли поступают в отстойник 81, в котором сточные воды подвергаются многоступенчатому отстаиванию и регулированию рН, после чего вода откачивается циркуляционным водяным насосом 85 для участия в процессах охлаждения и промывки в системе снова.
После того, как расплавленный шлак 3 в шлаковой ванне 2 полностью обработан или твердый шлак выгребен в роликовое устройство 5, необходимо определить в свете практической ситуации, нужно ли сбрасывать донный шлак в роликовое устройство путем переворачивания ванны. Если существует необходимость в обработке крупногабаритного донного шлака, необходимо выполнить следующие операции: прекратить разбрызгивание воды из сопла 52 для разбрызгивания технической воды; втянуть выдвижной стержень 42 для соскабливания шлака механизма 4 для удаления шлака, чтобы освободить пространство для переворачивания шлаковой ванны, как показано на Фиг. 3; привести в действие механизм наклона 1 для постепенного увеличения угла наклона шлаковой ванны 2, по меньшей мере, до 150°, причем донный шлак в шлаковой ванне 2 будет выпадать из шлаковой ванны кусками или даже целиком на термостойкую облицовочную пластину 51-1 загрузочного желоба 51. Донный шлак 3 отскакивает от облицовочной пластины 51-1 на поверхность стальных шариков 511 в роликовом устройстве 5. Крупногабаритный донный шлак 3 может быть в некоторой степени разбит при отскоке и ударах об облицовочную пластину 51-1, а затем дополнительно постепенно разбивается при столкновении со стальными шариками 511 в роликовом устройстве 5. Как правило, шлак может полностью проникнуть в зазор между стальными шариками через 2 минуты. В этот момент сопло 52 для разбрызгивания технической воды перезапускается для подачи струи воды для охлаждения стальных шариков и металлосодержащего шлака, и роликовое устройство переходит в состояние нормальной работы. Когда крупногабаритный шлак на дне ванны сбрасывается путем переворачивания ванны, загрузочный желоб 51 должен выдерживать большую ударную силу. Следовательно, загрузочный желоб 51 должен быть спроектирован так, чтобы его можно было поддерживать и располагать отдельно. Позиционирующий вал 51-2 фиксирует загрузочный желоб 51 на стойке в заданном положении, чтобы предотвратить его скольжение вперед, назад, влево или вправо. Опорная плита 51-3 передает ударную силу, полученную желобом 51, на землю через опору. Такая конструкция может полностью передать на землю огромную ударную силу, создаваемую при падении крупногабаритного донного шлака, в то время как фиксированная торцевая заглушка 513 и корпус 55 роликового устройства 5 не будут затронуты.
Большая часть донного шлака 3, сброшенного в загрузочный желоб 51, перемещается на поверхность стальных шариков 511 в роликовом устройстве 5 непосредственно во время процесса сбрасывания, тогда как часть донного шлака, которая остается в желобе, скользит вниз под действием силы тяжести (угол 0 желоба гарантирует выполнение требования скольжения донного шлака) при одновременной обработке шлакового материала в корпусе роликового устройства и постепенно попадает в роликовое устройство с последующим охлаждением и разбивкой на конечный дисперсный шлак, который отвечает соответствующим требованиям.
Через 10-15 минут после переворачивания ванны донный шлак в ванне полностью обрабатывается, проходит через оборудование, расположенное ниже по потоку, и затем поступает в переходный бункер 75. К этому моменту ванна 2 расплавленного шлака, полученного в процессе производства стали, в полном объеме обработана посредством одного роликового устройства. Шлаковая ванна 2 снова перемещается под конвертер/электрическую печь для приема шлака. Роликовое устройство продолжает работать на низкой скорости в течение 5-10 минут. Роликовое оборудование охлаждается по мере необходимости и ожидает следующей ванны расплавленного шлака. При необходимости обработать новую партию расплавленного шлака, вышеуказанные операции нужно только повторить. Если необходима остановка, роликовое устройство 5 -комбинированный конвейер 71 - первое вибрационное сито 73 - ковшовый ковшовый элеватор 78 - металлоуловитель 77 - второе вибрационное сито 76 - циркуляционный водяной насос 85 - воздуходувка 66 останавливаются по порядку, так что все оборудование перестает работать.
Когда необходимо вычистить холодную сталь из роликового устройства, все оборудование должно быть остановлено. В частности, загрузочный желоб 51 удаляется, а пульт дистанционного управления используется для управления механизмом 10 очистки холодной стали, чтобы выдвинуть электромагнит 10-3 в роликовое устройство 5 посредством выдвижного рычага 10-1 с тем, чтобы переместить крупногабаритные блоки холодной стали в тележку 10-4 для холодной стали для возврата в производство с целью использования.
Пример 1.
150-тонная электрическая печь на сталелитейном заводе выдавала около 20 тонн текучего шлака на печь, причем расплавленный шлак имел хорошую текучесть. Шлаковая ванна объемом 18 м использовалась для приема шлака под печью. Затем шлак транспортировали в шлаковой автоцистерне на 3 км в помещение обработки шлака, где выполняли способ роликовой обработки шлака. После того как шлаковая ванна 2 прибывала в помещение для обработки шлака, для подъема шлаковой ванны 2 к механизму 1 наклона использовали мостовой кран. После того, как механизм 1 наклона принимал шлаковую ванну 2, использовали удерживающий механизм для фиксации шлаковой ванны 2, которая должна плотно прилегать к наклонной скамье, перемещаемой вперед и назад в подходящее положение, тем самым готовясь к операции подачи шлака путем наклона шлаковой ванны.
Система 7 транспортировки и хранения дисперсного шлака (т.е. металлоуловитель 77 - второе вибрационное сито 76 - ковшовый элеватор 78 - первое вибрационное сито 73 - комбинированный конвейер 71) - роликовое устройство 5 (электродвигатель 510-1 приводил в движение роликовое устройство с помощью муфты 510-2, редуктора 510-3 и карданного вала 510-4, а также малого зубчатого вала 510-5 гибкого передаточного механизма) - циркуляционный водяной насос 85 - водяные форсунки 62 и распылительные форсунки 64 были запущены по порядку (воздуходувка 66 не останавливалась во время ежедневной работы). Подготовка к операции подачи шлака была закончена. Шлаковую ванну 2 медленно наклоняли механизмом 1 наклона шлаковой ванны, чтобы подконтрольно перелить текучий расплавленный шлак 3 из шлаковой ванны в загрузочный желоб 51 роликового устройства 5. Поскольку расплавленный шлак из электрической печи имел хорошую текучесть, расплавленный шлак 3 выливали непосредственно на термостойкую облицовочную пластину 51-1, а затем вливали в роликовое устройство. Поскольку расплавленный шлак оказывал эффект вымывания на облицовочную пластину 51-1, было нежелательно устанавливать поток шлака в неизменное положение падения на длительное время. Механизм 1 наклона шлаковой ванны мог выполнять эту задачу с удобством: учитывая, что горизонтальное положение механизма наклона шлаковой ванны не изменялось, отверстие для перелива шлака в шлаковую ванну перемещалось назад на некоторое расстояние по мере увеличения угла наклона, так чтобы положение падения шлака изменялось от линии к плоскости, что исключает возможность локального повреждения облицовочную пластину 51-1 путем вымывания. В результате был достигнут длительный срок службы пластины. Когда облицовочная пластина 51-1 в некоторой степени повреждалась в результате вымывания, ее можно было снять и просто заменить на новую.
Пройдя через загрузочный желоб 51 и войдя в корпус 55 роликового устройства 5, расплавленный шлак проникал в зазор между прокатными стальными шариками 511 или подвергся удару и раздавливанию катящимися стальными шариками. Тепло расплавленного шлака быстро поглощалось стальными шариками. Расплавленный шлак охлаждали и разбивали. Когда размер частиц шлака становился меньше, чем пространство между решетками 53 роликового устройства, он проходил через пространство между решетками и падал в наружный корпус роликового устройства, где он перемещался на выпускной желоб 56 с помощью опрокидывающей плиты 54 во внешнем корпусе роликового устройства, и направлялся от роликового устройства к системе 7 транспортировки и хранения дисперсного шлака. После подачи шлака в течение 1-2 минут температура стальных шариков и корпуса роликового устройства несколько увеличивалась. Через некоторое время в роликовое устройство впрыскивали технологическую охлаждающую воду через сопла 52 (избегая мест падения шлака) для водяного охлаждения стальных шариков и металлосодержащего шлака, расположенных выше и ниже по потоку относительно мест падения шлака. Тепло, поглощаемое расплавленным шлаком и стальными шариками, отводилось охлаждающей водой, которая выходила из роликового устройства в виде пара и сточных вод.
Дисперсный шлак, выводимый через выпускной желоб 56, направляли на первое вибрационное сито 73 с помощью комбинированного конвейера 71. Первое вибрационное сито 73 выполняло две роли, одна из которых заключалась в сортировке крупногабаритной шлаковой стали (вытекание через пространство между решетками), которая возвращалась в производственный процесс для повторного использования на тележке или в ковше для шлаковой стали, тем самым предотвращая удары громоздких и неравномерных по размеру фрагментов шлаковой стали по оборудованию и блокировку оборудования, расположенного ниже по потоку; другая роль состояла в том, чтобы направлять дисперсный шлак после его сортировки в ковшовый элеватор 78 равномерным потоком. После того, как дисперсный шлак был поднят на определенную высоту, он попал во второе вибрационное сито 76, где был снова просеян и отправлен в переходный бункер 75 для промежуточного хранения. На втором вибрационном сите 76 был установлен металлоуловитель 77, который способен отделять магнитную шлаковую сталь от немагнитного шлака для восстановления ресурса железа и создания условий для использования металлосодержащего шлака. Когда определенное количество металлосодержащего шлака собиралось в переходном бункере 75, шлак периодически отправляли с помощью тягача 74 соответствующему потребителю для использования с тем, чтобы реализовать чистую обработку расплавленного шлака без падения шлака на землю.
Отходящий газ, образующийся в процессе обработки, выбрасывался в атмосферу согласно стандарту через систему 6 отвода и очистки отходящего газа.
В таблице представлены параметры роликовой обработки металлосодержащего шлака.
Параметры роликовой обработки металлосодержащего шлака по примеру 1
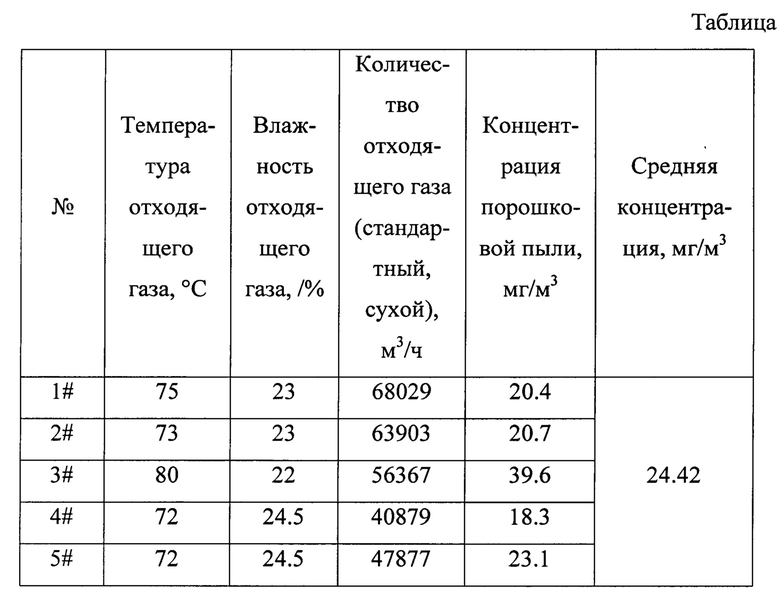
Поскольку расплавленный шлак обладал хорошей текучестью, более 90% расплавленного шлака можно было контролируемым образом заливать в роликовое устройство. Следовательно, в этом примере не было необходимости оборудовать механизм для удаления шлака. Металлосодержащий шлак, который оставался в шлаковой ванне, в объеме менее 10%, представлял собой, главным образом, шлаковое покрытие, прилипшее к стенкам и дну шлаковой ванны. Эту часть шлака пересыпали, переворачивая шлаковую ванну (т.е. наклоняя шлаковую ванну под углом 150-180° с помощью передвижного крана), в другую шлаковую ванну для использования в качестве шлака для внутренней облицовка резервуаров. В качестве альтернативы, после переворачивания шлаковой ванны, сыпучий твердый шлак также засыпают в роликовое устройство для роликовой обработки.
Пример 2.
В процессе производства стали с использованием 300-тонного конвертера на сталелитейном заводе после выгрузки стали использовали разбрызгивание шлака для продления срока службы футеровки печи. Шлак выгружали при низкой температуре, он имел низкую текучесть или даже вовсе не обладал текучестью. Выгружали около 30 тонн шлака на печь. Расплавленный шлак содержался в шлаковой ванне объемом 33 м3 и транспортировался железнодорожной вагонеткой. Для обработки такого металлосодержащего шлака с помощью роликового способа был установлен дистанционно работающий механизм 4 для удаления шлака.
После того как шлаковая ванна 2 прибывала в помещение для обработки шлака, для подъема шлаковой ванны 2 к механизму 1 наклона использовали мостовой кран. После того, как механизм 1 наклона принимал шлаковую ванну 2, использовали удерживающий механизм для фиксации шлаковой ванны 2, которая должна плотно прилегать к наклонной скамье, перемещаемой вперед и назад в подходящее положение, тем самым готовясь к операции подачи шлака путем наклона шлаковой ванны.
Система 7 транспортировки и хранения дисперсного шлака (т.е. металлоуловитель 77 - второе вибрационное сито 76 - ковшовый элеватор 78 - первое вибрационное сито 73 - комбинированный конвейер 71) - роликовое устройство 5 (электродвигатель 510-1 приводил в движение роликовое устройство с помощью муфты 510-2, редуктора 510-3 и карданного вала 510-4, а также малого зубчатого вала 510-5 гибкого передаточного механизма) - циркуляционный водяной насос 85 - форсунки 62 и 64 запускались по порядку (воздуходувка 95 не останавливалась во время ежедневной работы). Подготовка к операции подачи шлака была закончена.
Шлаковую ванну 2 медленно наклоняли механизмом 1 наклона шлаковой ванны, а механизм 4 для удаления шлака использовали для выгрузки металлосодержащего шлака из шлаковой ванны 2 в загрузочный желоб 51 роликового устройства 5. Благодаря совместной работе механизма 1 наклона шлаковой ванны и механизма 4 для удаления шлака, более 80% металлосодержащего шлака в шлаковой ванне 2 с помощью механизма 4 для удаления шлака контролировали сгребанием в роликовое устройство 5 для экологически чистой обработки. Для извлечения оставшихся 20% донного шлака требовалось перевернуть ванну.
При обработке крупногабаритного донного шлака выполняли следующие операции: прекратить разбрызгивание воды из сопла 52 для разбрызгивания технической воды; втянуть выдвижной стержень 42 для соскабливания шлака механизма 4 для удаления шлака, чтобы освободить пространство для переворачивания шлаковой ванны, как показано на Фиг. 3; привести в действие механизм 1 наклона для постепенного увеличения угла наклона шлаковой ванны, по меньшей мере, до 150°, причем донный шлак в шлаковой ванне выпадал из шлаковой ванны кусками или даже целиком и далее на термостойкую облицовочную пластину 51-1 загрузочного желоба 51. Донный шлак 3) отскакивал от облицовочной пластины 51-1 на поверхность стальных шариков 511 в роликовом устройстве. Крупногабаритный донный шлак 3 до некоторой степени разбивался при отскоке и ударах об облицовочную пластину 51-1, а затем дополнительно постепенно разбивался при столкновении со стальными шариками 511 в роликовом устройстве 5. Как правило, шлак полностью проникал в зазор между стальными шариками через 2 минуты. В этот момент сопло 52 для разбрызгивания технической воды перезапускалось для подачи струи воды для охлаждения стальных шариков и металлосодержащего шлака, и роликовое устройство переходило в состояние нормальной работы.
Большая часть донного шлака 3, сброшенного в загрузочный желоб 51, перемещалась на поверхность стальных шариков 511 в роликовом устройстве 5 непосредственно во время процесса сбрасывания, тогда как часть донного шлака, которая оставалась в желобе 51, скользила вниз под действием силы тяжести при одновременной обработке шлакового материала в корпусе 55 роликового устройства 5 и постепенно попадала в роликовое устройство с последующим охлаждением и разбивкой на конечный дисперсный шлак, который отвечает соответствующим требованиям.
Через 10-15 минут после переворачивания ванны донный шлак в ванне был полностью обработан, прошел через оборудование, расположенное ниже по потоку, и затем поступил в переходный бункер 75. К этому моменту ванна расплавленного шлака, полученного в процессе производства стали, в полном объеме была обработана посредством роликового устройства. Шлаковая ванна 2 снова перемещалась под конвертер/электрическую печь для приема шлака. Роликовое устройство продолжало работать на низкой скорости в течение 5-10 минут. Роликовое оборудование охлаждалось по мере необходимости и ожидало следующей ванны расплавленного шлака. При необходимости обработки новой партии расплавленного шлака, вышеуказанные операции нужно было только повторить. При необходимости остановки роликовое устройство 5 - комбинированный конвейер 71- первое вибрационное сито 73 - ковшовый элеватор 78 - металлоуловитель 77 - второе вибрационное сито 76 - циркуляционный водяной насос 85 - воздуходувка 65 останавливались по порядку, так что все оборудование прекращало работать.
Когда необходимо вычистить холодную сталь из роликового устройства, все оборудование должно быть остановлено. В частности, загрузочный желоб 51 удаляли, а пульт дистанционного управления использовали для управления механизмом 10 очистки холодной стали, чтобы выдвинуть электромагнит 10-3 в роликовое устройство посредством выдвижного рычага 10-1 с тем, чтобы переместить крупногабаритные блоки холодной стали в тележку 10-4 для холодной стали. После того, как холодная сталь на поверхности стальных шариков была полностью удалена, роликовое устройство запускали с низкой скоростью на 3-5 циклов, чтобы выявить крупные фрагменты холодной стали, погруженные в стальные шарики. Манипуляции с механизмом 10 продолжали для вычистки крупных фрагментов холодной стали. Все крупные фрагменты холодной стали в роликовом устройстве по существу можно удалить, повторив операцию несколько раз. Для очистки роликового устройства был применен механизм 10 очистки холодной стали, было удалено 15 тонн крупногабаритных фрагментов холодной стали за 2 часа. Высококачественная холодная сталь была возвращена непосредственно в конвертер для использования.
Способ роликовой обработки и устройство, подходящие для обработки металлосодержащего шлака в полном объеме, согласно настоящему изобретению, включают вспомогательную систему подачи, технологическую конструкцию самого валика, систему транспортировки и хранения готового шлака, систему очистки и отвода отходящего газа, систему циркуляции воды и систему механической очистки крупногабаритных фрагментов холодной стали для роликовой обработки жидкого металлосодержащего шлака. Эти системы образуют полный процесс обработки расплавленного сталесодержащего шлака (включая твердый донный шлак). Эти системы работают синергетически, обеспечивая безопасную и контролируемую массовую подачу расплавленного шлака, образующегося при производстве стали, гранулирование, транспортировку и хранение, исключающее падение шлака на землю, выброс отходящего газа согласно действующим стандартам, рециркуляцию сточных вод и механическую очистку крупногабаритных фрагментов холодной стали. От разливки/сгребания/сбрасывания горячего расплавленного шлака в роликовое устройство до сепарации шлака и стали, до ввода дисперсного шлака при температуре окружающей среды в бункер для временного хранения, весь цикл обработки не превышает 5 минут. Шлаковая сталь и конечный шлак могут быть разделены и отсортированы в оперативном режиме и отправлены непосредственно потребителям для использования в качестве ресурсов. Отходящий газ отводится в соответствии с действующим стандартом. Охлаждающая вода циркулирует и используется в процессе с нулевым сливом. Процесс массовой обработки расплавленного шлака, получаемого в процессе производства стали, с коротким циклом, который безопасен, экологичен и пригоден для вторичной обработки, действительно реализован.
Вышеприведенное описание раскрывает только некоторые предпочтительные варианты осуществления изобретения, без намерения ограничивать объем правовой охраны изобретения. Следовательно, все изменения, аналоги, модификации, соответствующие духу и принципам настоящего изобретения, включены в объем его правовой охраны.
На фигурах позициями обозначено:
1 - механизм наклона шлаковой ванны
2 - шлаковая ванна
3 - металлосодержащий шлак (расплавленный шлак/твердый донный шлак)
4 - механизм для удаления шлака
5 - роликовое устройство
6 - система отвода и очистки отходящего газа
7 - система транспортировки и хранения дисперсного шлака
8 - система циркуляции охлаждающей воды
9 - электронная система управления
10 - механизм очистки холодной стали
41 - грабельная головка
42 - выдвижной стержень
43 - тепловой экран
44 - опоры
45 - второй гидравлический привод
51 - загрузочный желоб
52 - сопло для разбрызгивания технической воды
53 - решетка
54 - опрокидывающая плита
55 - корпус роликового устройства
56 - выпускной желоб
57 - зонт дымовой трубы
58 - удерживающий механизм
59 - задний опорный блок
510 - передаточный механизм
511 - стальные шарики
512 - передний опорный блок
513 - фиксированная торцевая заглушка
51-1 - термостойкая облицовочная пластина
51-2 - позиционирующий вал
51-3 - опорная плита
51-4 - усиливающее ребро
51-5 - штифтовый вал
51-6 - стальная пластина
51-7 - подложка
58-1 - коническое стопорное колесо
58- 2 - опора
59- 1 - опорное колесо
59-2 - опорный вал
59-3 - регулируемое основание
59-4 - регулировочный механизм
59-5 - скребковый механизм
510-1 - приводной электродвигатель
510-2 - муфта
510-3 - редуктор скорости
510-4 - карданный вал
510-5 - малый зубчатый вал
510-6 - основание
513-1 - полая рама
513-2 - отверстие для присоединения трубы подачи технической воды
513-3 - приемное отверстие для подающего желоба
513-4 - стойка крепления
513-5 - люк доступа
61 - газоотвод
62 - водяная форсунка
63 - оросительная колонна для удаления пыли
64 - распылительная форсунка
65 - каплеуловитель
66 - воздуходувка
67 - дымовая труба
71 - комбинированный конвейер
72 - тележки для блоков шлаковой стали
73 - первое вибрационное сито
74 - тягач
75 - переходный бункер
76 - второе вибрационное сито
77 - металлоуловитель
78 - ковшовый элеватор
81 - отстойник
82 - очиститель осадка
83 - бассейн с чистой водой
84 - регулятор рН
85 - циркуляционный водяной насос
10-1 - выдвижной рычаг
10-2 - основание
10-3 - электромагнит
10-4 - тележка для холодной стали.



Группа изобретений относится к металлургии, а именно к способу для роликовой обработки сталеплавильного шлака и устройству для его осуществления. Способ для обработки сталеплавильного шлака включает этапы, на которых: шлаковую емкость (2), содержащую расплавленный сталеплавильный шлак (3), переводят в положение подачи и наклоняют с помощью механизма (1) наклона шлаковой емкости (2), обеспечивающего удерживание шлаковой емкости (2), для перелива обладающего текучестью расплавленного шлака (3) через загрузочный желоб (51) во вращающееся роликовое устройство (5) для его обработки роликовым устройством (5); оставшийся в шлаковой емкости (2) высоковязкий липкий шлак направляют в роликовое устройство (5) с помощью механизма (4) удаления шлака; шлаковую емкость (2) наклоняют по меньшей мере на 150° или переворачивают с помощью механизма (1) наклона шлаковой емкости (2) для направления на роликовое устройство (5) оставшегося на дне шлаковой емкости (2) донного шлака. Обеспечивается обработка металлосодержащего шлака в полном объеме, в котором обработка всей массы шлака достигается посредством одного роликового устройства, способного обрабатывать как жидкий металлосодержащий шлак, имеющий хорошую текучесть, так и твердый донный шлак, не обладающий текучестью. 2 н. и 5 з.п. ф-лы, 1 табл., 2 пр., 15 ил.
1. Способ для обработки сталеплавильного шлака, включающий этапы, на которых:
шлаковую емкость (2), содержащую расплавленный сталеплавильный шлак (3), переводят в положение подачи и наклоняют с помощью механизма (1) наклона шлаковой емкости (2), обеспечивающего удерживание шлаковой емкости (2), для перелива обладающего текучестью расплавленного шлака (3) через загрузочный желоб (51) во вращающееся роликовое устройство (5) для его обработки роликовым устройством (5);
оставшийся в шлаковой емкости (2) высоковязкий липкий шлак, не обладающий свойством текучести и не поддающийся переливанию, направляют в роликовое устройство (5) с помощью механизма (4) удаления шлака;
шлаковую емкость (2) наклоняют по меньшей мере на 150° или переворачивают с помощью механизма (1) наклона шлаковой емкости (2) для направления на роликовое устройство (5) оставшегося на дне шлаковой емкости (2) донного шлака,
при этом используют загрузочный желоб (51) со стальным каркасом, в котором основание (51-7) образует раму желоба, верх которой по размерам превышает низ, а стенка желоба имеет угол θ не менее 35° относительно горизонтальной плоскости, причем термостойкую облицовочную пластину (51-1) прикрепляют к внутренней стенке желоба на стороне приема расплавленного шлака, а усиливающее ребро (51-4) и опорную плиту (51-3) располагают на стороне, противоположной стороне приемки расплавленного шлака, при этом торцевая поверхность опорной плиты (51-3) соприкасается с рамой желоба, а другой ее торец соприкасается со стойкой, расположенной на опорной поверхности; причем позиционирующий вал (51-2) располагают в нижней части рамы желоба и выполняют с возможностью позиционирования загрузочного желоба (51), а штифтовый вал (51-5) располагают в верхней части рамы желоба и выполняют с возможностью подъема загрузочного желоба, при этом стальную пластину (51-6), имеющую канавку, располагают в верхней части рамы желоба для усиления основания (51-7) и облегчения позиционирования.
2. Способ по п. 1, отличающийся тем, что при направлении в роликовое устройство (5) донного шлака приостанавливают разбрызгивание охлаждающей технической воды в роликовом устройстве (5), а по окончании сброса донного шлака разбрызгивание охлаждающей технической воды возобновляют после выдержки дополнительной паузы.
3. Способ по п. 2, отличающийся тем, что дополнительная пауза, выдерживаемая перед возобновлением разбрызгивания охлаждающей технической воды, составляет 2 мин.
4. Устройство для обработки сталеплавильного шлака, содержащее систему подачи шлака, роликовое устройство (5), систему (7) транспортировки и хранения дисперсного шлака, систему (6) отвода и очистки отходящего газа, систему (8) циркуляции охлаждающей воды, механизм (10) очистки холодной стали и электронную систему (9) управления, в котором:
система подачи включает механизм (1) наклона шлаковой емкости, шлаковую емкость (2), а также механизм (4) удаления шлака;
механизм (1) наклона шлаковой емкости (2) расположен со смещением над загрузочным желобом (51) роликового устройства (5) и включает гидравлический привод и два удерживающих шлаковую емкость рычага, причем гидравлический привод выполнен с возможностью приведения механизма (1) наклона шлаковой емкости в движение вперед и назад по горизонтальной направляющей, приведения в движение двух удерживающих емкость рычагов для подъема шлаковой емкости (2) и управления ее положением для поворота под углом 0-180 градусов,
причем указанное устройство содержит загрузочный желоб (51) со стальным каркасом, в котором основание (51-7) образует раму желоба, верх которой по размерам превышает низ, а стенка желоба имеет угол θ не менее 35° относительно горизонтальной плоскости, причем термостойкая облицовочная пластина (51-1) прикреплена к внутренней стенке желоба на стороне приема расплавленного шлака, а усиливающее ребро (51-4) и опорная плита (51-3) расположены на стороне, противоположной стороне приемки расплавленного шлака, при этом торцевая поверхность опорной плиты (51-3) соприкасается с рамой желоба, а другой ее торец соприкасается со стойкой, расположенной на опорной поверхности; позиционирующий вал (51-2) расположен в нижней части рамы желоба и выполнен с возможностью позиционирования загрузочного желоба (51), а штифтовый вал (51-5) расположнен в верхней части рамы желоба и выполнен с возможностью подъема загрузочного желоба, при этом стальная пластина (51-6), имеющая канавку, расположена в верхней части рамы желоба для усиления основания (51-7) и облегчения позиционирования;
механизм (4) удаления шлака включает грабельную головку (41), выдвижной стержень (42), опору (44) и второй гидравлический механизм (45), причем грабельная головка (41) прикреплена к переднему концу выдвижного стержня (42), а выдвижной стержень (42) расположен на опоре (44), при этом выдвижной стержень (42) выполнен с возможностью выдвижения вперед и назад и вращения вверх и вниз, влево и вправо под управлением второго гидравлического привода (45).
5. Устройство по п. 4, отличающееся тем, что к переднему концу опоры (44) прикреплен тепловой экран (43) для изоляции и отражения теплового излучения горячего расплавленного шлака (3) в шлаковой емкости (2).
6. Устройство по п. 4, отличающееся тем, что термостойкая облицовочная пластина (51-1), прикрепленная к внутренней стенке желоба на стороне приема расплавленного шлака, имеет трапециевидную форму, и ее верх по размерам превышает низ.
7. Устройство по п. 4, отличающееся тем, что загрузочный желоб (51) имеет горловину с минимальным размером L не менее 1500 мм.
| CN 104894309 A, 09.09.2015 | |||
| CN 103421913 A, 04.12.2013 | |||
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНЫХ ШЛАКОВ | 2007 |
|
RU2358027C1 |
| WO 2012024835 A1, 01.03.2012 | |||
| CN 103849698 A, 11.06.2014 | |||
| CN 204727907 U, 28.10.2015 | |||
| Способ переработки шлакового расплава | 1982 |
|
SU1052483A1 |
| CN 103484578 B, 23.09.2015. | |||

