Изобретение относится к области электротехники, в частности, к способам изготовления литой изоляции токопроводов, обеспечивающих передачу электрического тока на электростанциях и подстанциях в нормальных и аварийных режимах.
Известен способ изготовления литой изоляции токопровода, описанный в патенте на изобретение «Токопровод» (изобретение RU №2700506, публ. 17.09.2019, МПК H02G 5/06), согласно которому вокруг трубчатого проводника концентрично и последовательно от его центра наносят внутренний полупроводящий слой из этиленвинилацетата, затем изоляционный слой из этиленпропиленового каучука, далее наружный полупроводящий слой из этиленвинилацетата, слой эпоксидной смолы, отвержденной до состояния упругости и гибкости, в котором расположен заземляющий элемент, выполненный в виде медной перфорированной обечайки, и слой защитной оболочки. При этом все слои и заземляющий элемент соединяют между собой и сжимают защитной оболочкой усилиями, направленными к центру токопровода.
Недостатками данного технического решения являются сложность процесса изготовления (изоляция формируется четырьмя слоями), а также малые функциональные возможности, обусловленные недостаточной термической и электрической прочностью изоляции (применение каучука, а также упругой эпоксидной смолы снижает предельно допустимые рабочие температуры изоляции), что не позволяет использовать этот способ в токопровод ах на большие номинальные напряжения и токи.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления секций токопровода, в том числе литой изоляции (изобретение RU №2439764, публ. 10.01.2012, МПК H02G 5/08), согласно которому на секцию токопровода насаживаются термоусадочные трубы, затем эти трубы нагревают газовой горелкой от одного конца токопровода к другому его концу равномерно вокруг всей поверхности термоусадочных труб, места соединения термоусадочных труб герметизируют, обматывают термоусадочной лентой саму поверхность термоусадочных труб. После этого секцию токопровода размещают в печи наклонно к горизонтальной плоскости, нагревают печь и вакууммируют объем изоляционного промежутка секции, в которых расположены проводящие и изолирующие слои, сушат секцию в печи под давлением и после сушки повторно откачивают из них воздух, далее подают в секцию жидкую эпоксидную смолу путем всасывания смолы в секцию под действием вакуума, пропитывают смолой все указанные слои секции заполняют зазоры в них, затем после пропитки секции смолой устанавливают атмосферное давление в массиве смолы, подаваемой в секцию, и после этого повышают температуру в печи и отверждают при повышенной температуре смолу в секции до ее рабочего состояния. Печь нагревают до 80-90°С, а затем откачивают воздух из секции токопровода. Сушат секцию в печи в течение 24-26 часов и после этого секцию выдерживают в печи в течение часа под давлением в пределах 9-11 мбар, причем указанное давление повышают в течение 1 -2 минут, а после сушки секции температуру в печи понижают до 50-60°С и удерживают ее в течение 12-13 часов. Повторно откачивают воздух из секции в течение 17-20 мин, после чего жидкую эпоксидную смолу, нагретую до температуры 60-70°С, насыщают в секцию токопровода. В процессе отверждения смолы температуру в печи сначала повышают до 130-150°С в течение 13-15 часов из расчета нагрева 9-11°С в течение одного часа, удерживают эту температуру в течение 23-25 часов, а затем печь охлаждают до 30-50°С, снижая температуру печи на 9-11°С в течение одного часа.
Недостатками настоящего способа являются сложность и трудоемкость самого процесса изготовления изоляции, большая материалоемкость, а также недостаточная электрическая прочность изготавливаемой изоляции для применения ее на высокое номинальное напряжение.
Технической задачей предлагаемого изобретения является снижение внутренних термомеханических напряжений внутри слоя изоляции вблизи токоведущих жил.
Техническим результатом изобретения является упрощение процедуры изготовления изоляции токопровода, снижение материалоемкости, а также повышение электрической и механической прочности этой изоляции.
Способ изготовления литой изоляции токопроводов, основанный на литье жидкого эпоксидного компаунда в предварительно отвакуумированный объем изоляционного промежутка между токоведущей жилой и проводящей оболочкой токопровода с последующим его отверждением при повышенной температуре, при этом вначале поверхность токоведущей жилы очищают и протирают хромпиком, а литье жидкого эпоксидного компаунда между токоведущей жилой и проводящей оболочкой токопровода осуществляют в два этапа - вначале поверхность токоведущей жилы заливают предварительным слоем компаунда объемом 15-20% от общего объема изоляции, проводят его частичную полимеризацию путем нагрева в течение 5-6 часов при температуре 120-130°С, а затем проводят литье компаундом основного объема между предварительным слоем компаунда и проводящей оболочкой токопровода с дальнейшей полной полимеризацией и отверждением всего объема компаунда в течение 20 часов при температуре 120-130°С.
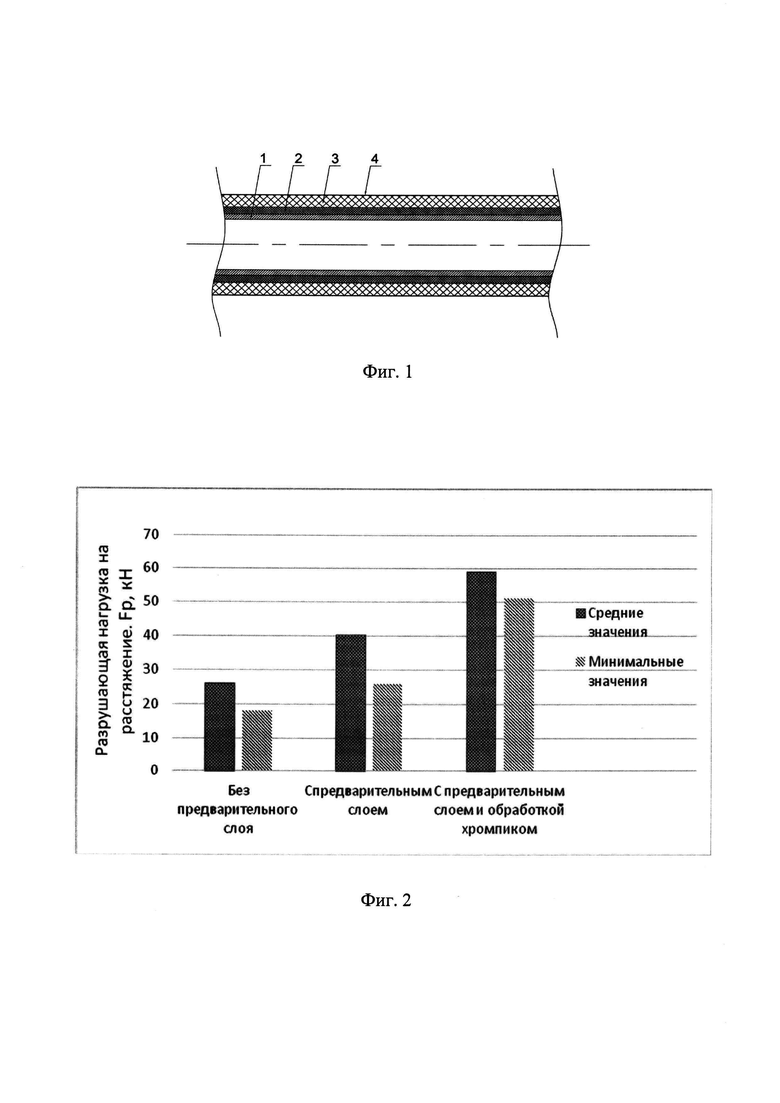
Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 изображен токопровод с нанесенной литой изоляцией согласно предлагаемому способу, на фиг. 2 представлено влияние разрушающих механических нагрузок на образцы литой изоляции, выполненной согласно способу-прототипу, и согласно предложенному способу - с нанесением предварительного недоотвержденного слоя эпоксидного компаунда, а также с дополнительной с обработкой поверхности токоведущей жилы хромпиком.
Токопровод содержит цилиндрическую токоведущую жилу 1, на которую нанесен предварительный слой эпоксидного компаунда 2, составляющий 15-20% от всего объема изоляции, далее нанесен основной слой изоляции 3 и проводящая оболочка токопровода 4.
Способ изготовления литой изоляции токопроводов осуществляется следующим образом.
Поверхность цилиндрической токоведущей жилы 1 очищают и протирают хромпиком, затем в течение не менее 1 часа помещают в герметичную заливочную металлическую форму, имеющую внутренний объем, равный 15-20%) от объема всей изоляции, нагревают ее до 120-130°С и начинают процесс заливки эпоксидным компаундом. Процесс заливки производят следующим образом: заливочную металлическую форму вакуумируют в течение 40 минут и под давлением в предварительно нагретую указанную форму подают жидкий эпоксидный компаунд вместе с отвердителем при температуре 120-130°С, затем отверждают эпоксидный компаунд в форме при указанной температуре в течение 1 часа под давлением в пределах 3-4 бар. После этого форму помещают в печь, нагретую до 120-130°С и выдерживают в течение 5 часов для частичной полимеризации. Затем температуру формы в печи постепенно снижают до 50-60°С путем отключения нагрева этой формы. Таким образом, формируют предварительный слой эпоксидного компаунда 2.
Далее форму разбирают и цилиндрическую токоведущую жилу 1 вместе с предварительным слоем эпоксидного компаунда 2 помещают в другую форму, рассчитанную на формирование основного слоя изоляции 3 для получения полного объема изоляции. В другой форме также при необходимости устанавливается внешняя цилиндрическая проводящая оболочка токопровода 4.
Нагревают другую форму до 120-130°С, вакуумируют ее в течение 40 минут и под давлением 3-4 бар подают в нее жидкий эпоксидный компаунд вместе с отвердителем при температуре 120-130°С, затем отверждают компаунд в данной форме в течение 1 часа под давлением в пределах 3-4 бар. После этого данную форму помещают в печь, нагретую до 120-130°С и выдерживают в течение 20 часов. Затем печь в отключенном положении постепенно охлаждают до 50-60°С и изготовленный токопровод вынимают из формы.
Экспериментально установлено, что при предварительном покрытии токоведущих жил 1 небольшим слоем недоотвержденного предварительного слоя эпоксидного компаунда 2, не возникают большие внутренние термомеханические напряжения в этом слое компаунда, хотя и происходит сцепление с поверхностью токоведущих жил 1 - при этом молекулы на поверхности предварительного слоя изоляции все еще активны - для последующей аутогезии с основным объемом компаунда.
О величине внутренних термомеханических напряжений и, соответственно, механической и электрической прочности литой изоляции можно судить по величине разрушающей нагрузки на растяжение образцов литой изоляции с залитыми металлическими электродами, моделирующими токоведущие жилы - если разрушающие нагрузки при одних и тех же материалах и конструкции невелики, то внутренние термомеханические напряжения значительны. Из представленных на фиг. 2 данных по разрушающим механическим нагрузкам на растяжение таких образцов следует, что нанесение предварительного недоотвержденного слоя эпоксидного компаунда - один из наиболее эффективных способов улучшения сцепления токоведущих жил и компаунда, а также снижения внутренних термомеханических напряжений, поскольку даже покрытие необработанных токоведущих жил предварительным слоем недоотвержденного компаунда дает повышение прочности на 54%, а с дополнительной обработкой токоведущих жил 1 хромпиком - на 126% (для минимальных значений - на 183%!).
В свою очередь, снижение внутренних термомеханических напряжений внутри слоя компаунда вблизи токоведущих жил 1 существенно повышает электрическую и механическую прочность изоляции. Все максимальные внутренние термомеханические и электрические напряжения в компаунде локализуются вблизи поверхности токоведущей жилы 1 в так называемом «напряженном» объеме, величина которого не превышает 15-20% от всего объема изоляции. Для максимального эффекта связующая смола в компаунде в предварительном слое и в основном объеме изоляции должна быть одна и та же.
В предлагаемом способе изготовления литой изоляции токопроводов применяется не более 15 технологических операций, в отличие от способа-прототипа, где предусмотрено примерно 20 технологических операций, что свидетельствует об упрощении процедуры изготовления изоляции токопровода. Также предложенный способ позволяет сократить радиальные габариты токопроводов из-за повышения электрической прочности не менее чем на 30% и не требует использования дополнительных материалов и конструкций, таких как термоусадочные трубы и проводящие промежуточные слои. Таким образом, достигается снижение материалоемкости способа изготовления литой изоляции токопроводов.
Использование изобретения позволяет упростить процедуру изготовления изоляции токопровода, снизить материалоемкость, а также повысить электрическую и механическую прочность этой изоляции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Секция токопровода | 2015 |
|
RU2610478C1 |
| Токопровод | 2019 |
|
RU2700506C1 |
| ТОКОПРОВОД (ВАРИАНТЫ), СЕКЦИЯ ТОКОПРОВОДА (ВАРИАНТЫ), МУФТА СОЕДИНЕНИЯ СЕКЦИЙ ТОКОПРОВОДА И СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИИ И МУФТЫ ТОКОПРОВОДА | 2010 |
|
RU2439764C1 |
| Токопровод комплектный литой (варианты) | 2016 |
|
RU2634919C1 |
| Шинопровод магистральный литой (варианты) | 2016 |
|
RU2638320C1 |
| Муфта токопровода (варианты) | 2015 |
|
RU2610479C1 |
| УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ ОСТОВА ВЫСОКОВОЛЬТНОГО ВВОДА | 2008 |
|
RU2380776C2 |
| СЛЮДЯНАЯ ЛЕНТА, ИМЕЮЩАЯ МАКСИМАЛЬНОЕ СОДЕРЖАНИЕ СЛЮДЫ | 2004 |
|
RU2332736C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК С ТОРЦЕВЫМ ОХЛАЖДЕНИЕМ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ УСТАНОВОК | 1991 |
|
RU2037897C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2504069C1 |
Изобретение относится к области электротехники, в частности к способам изготовления литой изоляции токопроводов. Способ основан на литье жидкого эпоксидного компаунда в предварительно отвакуумированный объем изоляционного промежутка между токоведущей жилой и проводящей оболочкой токопровода с последующим его отверждением при повышенной температуре, при этом вначале поверхность токоведущей жилы очищают и протирают хромпиком, а литье жидкого эпоксидного компаунда между токоведущей жилой и проводящей оболочкой токопровода осуществляют в два этапа - вначале поверхность токоведущей жилы заливают предварительным слоем компаунда объемом 15-20% от общего объема изоляции, проводят его частичную полимеризацию путем нагрева в течение 5-6 ч при температуре 120-130°С, а затем проводят литье компаунда в основной объем между предварительным слоем компаунда и проводящей оболочкой токопровода с дальнейшей полной полимеризацией и отверждением всего объема компаунда в течение 20 ч при температуре 120-130°С. Изобретение обеспечивает упрощение процедуры изготовления изоляции токопровода, снижение материалоемкости, а также повышение электрической и механической прочности этой изоляции. 2 ил.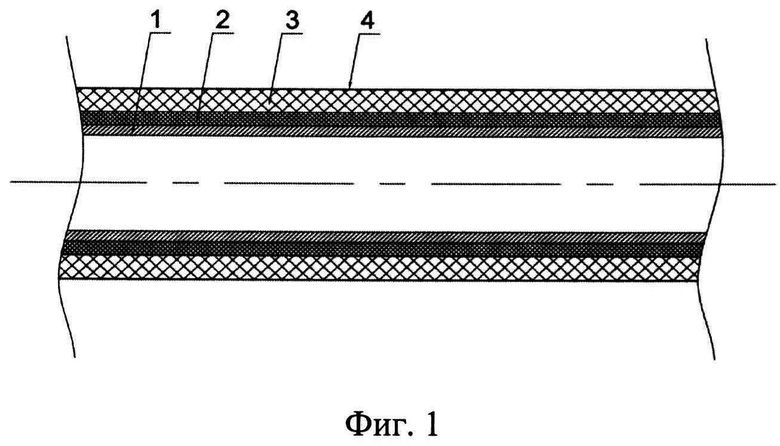
Способ изготовления литой изоляции токопроводов, основанный на литье жидкого эпоксидного компаунда в предварительно отвакуумированный объем изоляционного промежутка между токоведущей жилой и проводящей оболочкой токопровода с последующим его отверждением при повышенной температуре, отличающийся тем, что вначале поверхность токоведущей жилы очищают и протирают хромпиком, а литье жидкого эпоксидного компаунда между токоведущей жилой и проводящей оболочкой токопровода осуществляют в два этапа - вначале поверхность токоведущей жилы заливают предварительным слоем компаунда объемом 15-20% от общего объема изоляции, проводят его частичную полимеризацию путем нагрева в течение 5-6 ч при температуре 120-130°С, а затем проводят литье компаунда в основной объем между предварительным слоем компаунда и проводящей оболочкой токопровода с дальнейшей полной полимеризацией и отверждением всего объема компаунда в течение 20 ч при температуре 120-130°С.
| ТОКОПРОВОД (ВАРИАНТЫ), СЕКЦИЯ ТОКОПРОВОДА (ВАРИАНТЫ), МУФТА СОЕДИНЕНИЯ СЕКЦИЙ ТОКОПРОВОДА И СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИИ И МУФТЫ ТОКОПРОВОДА | 2010 |
|
RU2439764C1 |
| Шинопровод магистральный литой (варианты) | 2016 |
|
RU2638320C1 |
| Токопровод комплектный литой (варианты) | 2016 |
|
RU2634919C1 |
| US 4866621 6 A1, 12.09.1989 | |||
| CN 105449606 A, 30.03.2016 | |||
| WO 2015039401 A1, 26.03.20015. | |||

