ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к волоконно-оптической ленте и к способу и системе для ее изготовления. Кроме того, изобретение относится к способу проверки волоконно-оптической ленты.
УРОВЕНЬ ТЕХНИКИ
Объем данных, передаваемых по волоконно-оптическим кабелям, непрерывно возрастает. Например, вследствие увеличения объема вычислений в облачной среде это возрастание особенно заметно в центрах данных во всем мире, в которые все данные передаются в течение ограниченного промежутка времени. Это является причиной растущих потребностей в оптических кабелях с большим количеством волокон и высокой плотностью волокон. Кроме того, неизменно существует тенденция к снижению расходов на монтаж кабельных сетей доступа, что делает важным уменьшение диаметра и массы оптического кабеля. В случае уменьшения диаметра и массы оптического кабеля можно будет использовать существующее оборудование, такое как подземные каналы, при этом будут снижаться затраты на монтажные работы. Дополнительное требование заключается в том, что для сокращения рабочего времени при соединении кабелей оптические волокна должны сращиваться массовым сплавлением.
Это означает, что имеются несколько предъявляемых требований, возможно противоречивых, с одной стороны, это уменьшение диаметра оптического кабеля, а с другой стороны, повышение плотности оптического волокна. Это является сложной проблемой для производителей оптических волокон.
Для достижения легкой прокладки используют волоконно-оптические ленты, которые можно сращивать массовым сплавлением для образования многочисленных соединений оптических волокон и при этом с повышенной гибкостью.
Однако стандартные волоконно-оптические ленты имеют недостаток, заключающийся в жесткости, вызванной тем, что вокруг сборки оптических волокон нанесен слой смолы для удержания оптических волокон параллельными в плоскости. Эта жесткость ограничивает возможность повышения плотности оптических волокон в кабелях.
В документе JP2011221199 предложена иная концепция получения более гибкой волоконно-оптической ленты путем нанесения матричного связующего материала по синусоидальной линии на одну сторону сборки параллельных прилегающих оптических волокон.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одна задача настоящего изобретения заключается в создании волоконно-оптической ленты, имеющей повышенную гибкость и допускающей свертывание или складывание оптических волокон в направлении ширины ленты. Другая задача настоящего изобретения заключается в создании волоконно-оптической ленты, которую можно сращивать массовым сплавлением для образования многочисленных соединений оптических волокон. Дальнейшая задача настоящего изобретения заключается в создании волоконно-оптической ленты, от которой отдельные оптические волокна или секции волокон, содержащие самое большее три оптических волокна, инкапсулированных матричных материалом, могут быть отделены без повреждения прилегающих оптических волокон. Кроме того, задача настоящего изобретения заключается в создании волоконно-оптической ленты, которую можно эффективно производить с постоянным высоким качеством и/или выполнять приемочный контроль лент после изготовления.
Одна или несколько из этих задач решаются созданием волоконно-оптической ленты, содержащей i) множество прилегающих секций оптических волокон, продолжающихся в продольном направлении и расположенных параллельно, образующих сборку оптических волокон, имеющую ширину, при этом каждая из секций оптических волокон содержит либо одно оптическое волокно, либо группу из самое большее трех оптических волокон, предпочтительно двух оптических волокон, инкапсулированных матричным материалом; и ii) множество последовательных удлиненных прямолинейных валиков из связующего материала, расположенных по длине сборки; при этом каждый из множества валиков выполнен с возможностью образования удлиненного соединения между двумя прилегающими секциями оптических волокон из множества секций оптических волокон, при этом флуоресцентный индикатор присутствует в каждом из множества валиков.
Согласно одному аспекту изобретение относится к способу изготовления волоконно-оптической ленты, при этом способ содержит подачу множества секций оптических волокон для подготовки продольной сборки оптических волокон, имеющей ширину; при этом множество секций оптических волокон располагают параллельно и с прилеганием друг к другу, каждая из секций оптических волокон содержит либо одно оптическое волокно, либо группу из самое большее трех оптических волокон, предпочтительно двух оптических волокон, инкапсулированных матричным материалом; нанесение связующего материала, содержащего флуоресцентный индикатор, из раздатчика на поверхность сборки, при этом связующий материал образует множество последовательных удлиненных прямолинейных валиков, выполненных с возможностью образования соединений; при этом каждый из множества валиков выполнен с возможностью образования удлиненного соединения между двумя прилегающими секциями оптических волокон из множества секций оптических волокон.
Согласно другому аспекту изобретение относится к системе для изготовления описанной выше волоконно-оптической ленты согласно настоящему изобретению в соответствии с описанным выше способом согласно настоящему изобретению, при этом система содержит:
- форму для подготовки сборки оптических волокон, то есть форму для точной установки (выравнивания, параллельного расположения) секций волокон из сборки волокон относительно друг друга,
- блок подачи для подачи множества секций оптических волокон в форму,
- раздатчик (диспенсер) для нанесения связующего материала, содержащего флуоресцентный индикатор, на поверхность сборки,
- станцию для обработки, такой как отверждение или охлаждение связующего материала, источник ультрафиолетового света, освещающий волоконно-оптическую ленту, имеющую связующий материал, нанесенный на поверхность сборки, и
- систему видеообнаружения для обнаружения видимого света, излучаемого валиками во время воздействия ультрафиолетовым светом.
Соответствующие варианты осуществления ленты раскрыты ниже и также являются применимыми для способа и системы согласно настоящему изобретению и наоборот.
Таким образом, волоконно-оптическая лента согласно настоящему изобретению имеет многочисленные секции оптических волокон, расположенные параллельно и периодически соединенные с другими секциями оптических волокон. Соединение создается связующим материалом на одной стороне ленты, образующим валики в углублениях (также называемых канавками) соединенных секций волокон. Лента согласно изобретению является очень гибкой и поэтому также полезной для создания плотной упаковки волоконно-оптических лент в волоконно-оптическом кабеле при высокой плотности волокон. Лента может быть сращена массовым сплавлением, а отдельные секции оптических волокон могут быть легко отделены от ленты.
Поскольку флуоресцентный детектор присутствует в каждом из множества валиков, может быть эффективно достигнут согласованный высококачественный процесс изготовления волоконно-оптической ленты. Это обусловлено тем, что наличие индикатора во всем множестве валиков позволяет легко и эффективно контролировать параметры, такие как геометрические параметры, валика или множества валиков. Валики образуют соединения между двумя прилегающими секциями оптических волокон и поэтому являются важными для общей целостности волоконно-оптической ленты. Например, достаточно точное расположение каждого из валиков в углублении между двумя прилегающими секциями волокон является важным для образования надлежащего соединения между двумя прилегающими секциями волокон. При ненадлежащем соединении структурная целостность ленты будет нарушенной или гибкость будет пониженной.
Путем воздействия на валик или на несколько последовательных валиков ультрафиолетовым светом и обнаружения видимого света, излучаемого от содержащего индикатор валика, могут быть определены параметры, такие как длина и ширина валика, или положение валика относительно других валиков ленты, или величина, на которую связующий материал валика выступает над секциями волокон, то есть высота валика относительно плоскости, задаваемой верхними сторонами двух секций оптических волокон. Такие геометрические параметры, когда они находятся в пределах заданных значений, способствуют целостности волоконно-оптической ленты.
Кроме того, наличие индикатора во всех валиках способствует реализации мер по защите от контрафакции, которые в ином случае являются относительно проблематичными и требующими больших затрат времени. Параметр, такой как конкретная длина волны или распределение длин волн (цвет) упомянутого излучаемого видимого света, можно легко и точно определять при использовании подходящего оборудования обнаружения, такого как флуориметр или оптический спектрометр. Когда лента, что означает валики ее, не излучает видимый свет или свет иного вида, контрафактная лента может быть обнаружена; при этом путем сравнения определенной длины волны с заданной длиной волны, присущей волоконно-оптической ленте, можно определить, является ли на самом деле или нет волоконно-оптическая лента надлежащей или оригинальной, а не контрафактной лентой, которая может иметь плохое качество.
ОПИСАНИЕ ДЕФИНИЦИЙ(ОПРЕДЕЛЕНИЕ ТЕРМИНОВ)
Приведенные ниже дефиниции используются в настоящем описании и формуле изобретения для раскрытия объекта изобретения. Другие термины, не описанные ниже, имеют смысловое содержание, общепринятое в данной области техники.
Термин «сборка оптических волокон», используемый в настоящем описании, означает несвязанную структуру из множества параллельных прилегающих оптических волокон без какого-либо соединения между любыми волокнами.
Термин «флуоресцентный индикатор», используемый в настоящем описании, означает флуоресцентное химическое соединение (также называемое флуорофором или флуорохромом) (или смесью их), которое излучает видимый свет, когда подвергается воздействию ультрафиолетового света. В контексте настоящего изобретения флуоресцентный индикатор представляет собой флуоресцентное химическое соединение, которое присутствует по существу во всем связующем материале валиков, например, как добавленное к связующему материалу или смешанное с ним. Это химическое соединение (или смесь) проявляет флуоресценцию, когда лента и тем самым валик или несколько валиков подвергаются воздействию ультрафиолетового света. Иначе говоря, наблюдается свечение валика (валиков) при воздействии ультрафиолетового света, вследствие чего один или несколько параметров валика/валиков из множества удлиненных валиков из связующего материала можно контролировать во время воздействия ультрафиолетового света, например, посредством системы видеообнаружения. Флуорофоры могут содержать несколько (объединенных) ароматических групп. Флуорофоры могут присутствовать, будучи добавленными к связующему материалу и смешанными с ним, например в виде дисперсии, или флуорофоры могут быть ковалентно связанными с отверждаемой смолой или термопластичным материалом, образующим связующий материал.
Понятие «ширина (W) сборки» или «ширина (W)», используемое в настоящем описании, означает, что сборка образована из некоторого количества (N) секций оптических волокон, каждая из которых имеет ширину (w) и длину (L) секции; при этом сборка имеет ширину (W; W=w×N). В случае, когда секции оптических волокон содержат по одному волокну, ширина секции равна диаметру (D) волокна, так что W=D×N.
Термин «валик», используемый в настоящем описании, означает валик из связующего материала, который соединяет две прилегающие секции оптических волокон на протяжении длины (l) соединения. Следует отметить, что, если два (или большее количество) последующих валиков уложены друг за другом в одну и ту же канавку, сообщающуюся с одними и теми же двумя прилегающими секциями оптических волокон, эти два (или большее количество) валиков считаются совместно образующими соединение длиной (l), равной сумме протяженностей таких последующих валиков.
Термин «ступенчатый рельеф», используемый в настоящем описании, означает рельеф, образованный последовательностью валиков на протяжении множества секций оптических волокон, при этом валики из последовательности валиков каждый раз разнесены на интервале одной секции оптических волокон в направлении ширины. Это означает, что шагом ступенчатого рельефа является одна секция оптических волокон. Поэтому в случае, когда сборка образована из некоторого количества N секций оптических волокон, отдельный ступенчатый рельеф образован последовательностью (N-1) валиков.
Термин «приблизительно зигзагообразная структура», используемый в настоящем описании, означает структуру, повторяющую траекторию треугольной волны. Приблизительно зигзагообразную структуру в настоящей заявке получают проведением линии через средние точки последовательных валиков из последовательных ступенчатых рельефов.
Термин «приблизительно пилообразная структура», используемый в настоящем описании, означает структуру, повторяющую траекторию пилообразной волны. Приблизительно пилообразную структуру в настоящей заявке получают проведением линии через средние точки последовательных валиков из последовательных ступенчатых рельефов.
Термин «шаг (Р)», используемый в настоящем описании, определен как длина, равная периодичности ступенчатого рельефа в том же самом направлении ширины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже настоящее изобретение описывается с обращением к сопровождающим схематичным чертежам, на которых показаны варианты осуществления настоящего изобретения и на которых одинаковыми позициями обозначены одни и те же или подобные элементы. На чертежах:
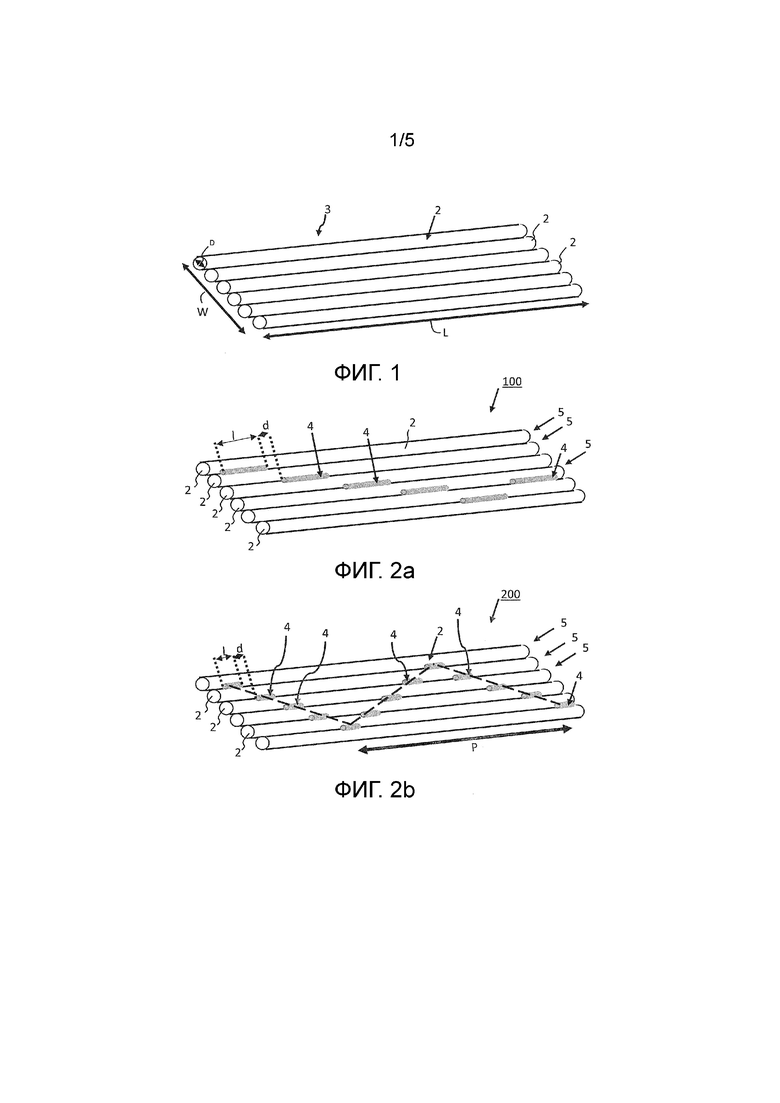
фиг. 1 - трехмерный вид сборки оптических волокон (не являющейся частью изобретению);
фиг. 2а - трехмерный вид волоконно-оптической ленты согласно варианту осуществления изобретения, имеющей прерывистую/прерывную приблизительно зигзагообразную структуру;
фиг. 2b - вид волоконно-оптической ленты согласно варианту осуществления изобретения, имеющей прерывистую/прерывную приблизительно зигзагообразную структуру с другой длиной соединения, чем в варианте осуществления из фиг. 2а;
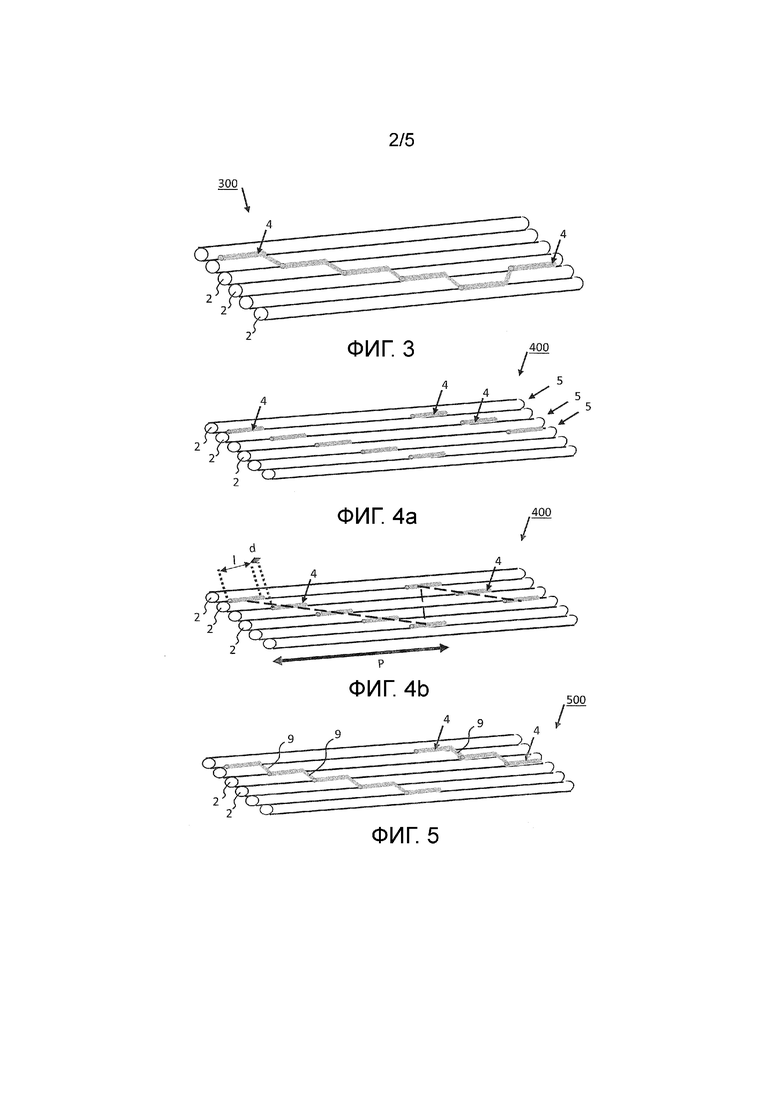
фиг. 3 - трехмерный вид волоконно-оптической ленты согласно варианту осуществления изобретения, имеющей непрерывную приблизительно зигзагообразную структуру;
фиг. 4а - трехмерный вид волоконно-оптической ленты согласно варианту осуществления изобретения, имеющей прерывистую/прерывную приблизительно пилообразную структуру;
фиг. 4b - вид волоконно-оптической ленты из фиг. 4а с показом аппроксимирующей пилообразной линии и шага;
фиг. 5 - трехмерный вид волоконно-оптической ленты согласно варианту осуществления, имеющей частично непрерывную приблизительно пилообразную структуру;
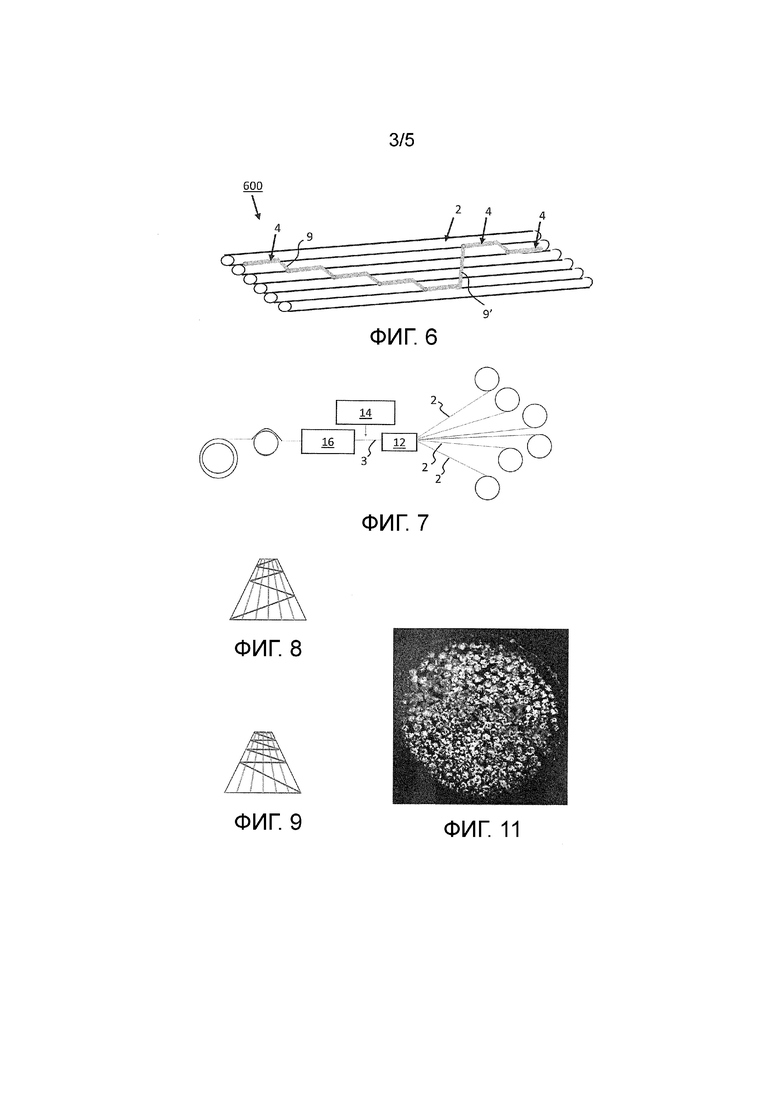
фиг. 6 - трехмерный вид волоконно-оптической ленты согласно варианту осуществления, имеющей частично непрерывную приблизительно пилообразную структуру;
фиг. 7 - схематичное изображение возможной технологической линии для изготовления волоконно-оптической ленты, имеющей шесть оптических волокон;
фиг. 8 - перспективный вид волоконно-оптической ленты, имеющей приблизительно зигзагообразную структуру;
фиг. 9 - перспективный вид волоконно-оптической ленты, имеющей приблизительно пилообразную структуру;
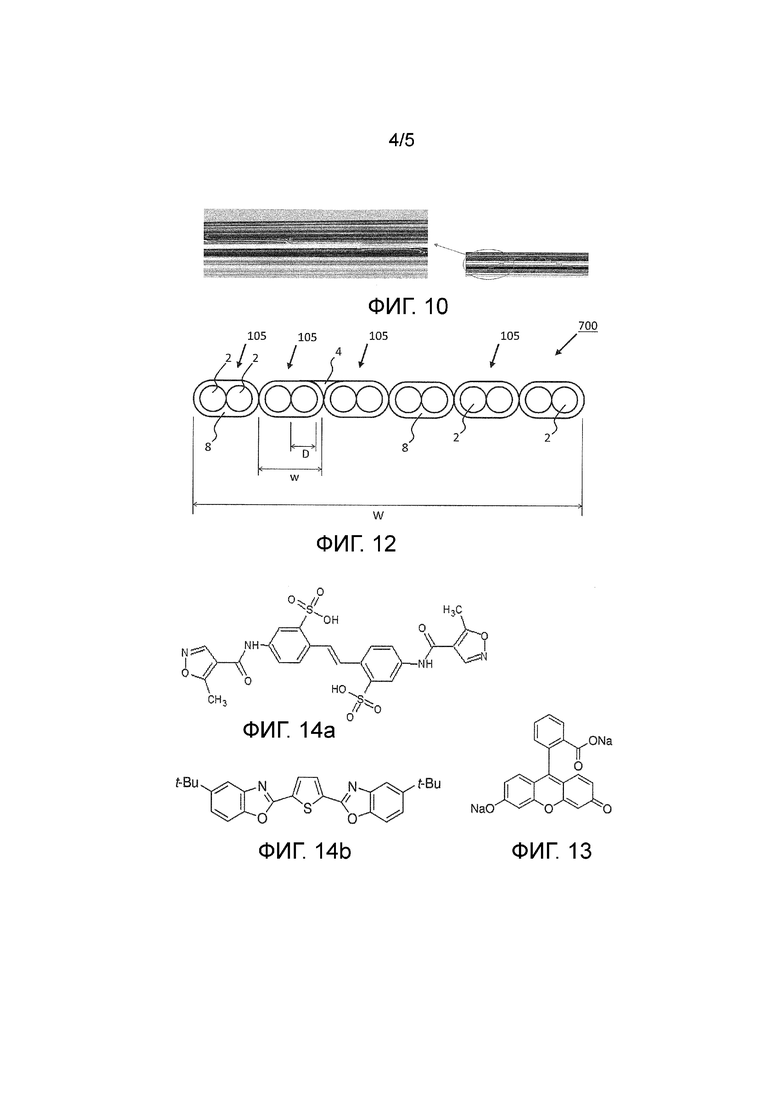
фиг. 10 - вид сверху ленты согласно варианту осуществления настоящего изобретения;
фиг. 11 - поперечное сечение секции волоконно-оптического кабеля, изготовленного с использованием 24 волоконно-оптических лент, каждая из которых имеет 12 оптических волокон;
фиг. 12 - поперечное сечение волоконно-оптической ленты согласно варианту осуществления изобретения, имеющей секции волокон, образованные группой из двух волокон;
фиг. 13 - пример флуоресцеиновой соли, пригодной для использования в качестве флуоресцентного индикатора;
фиг. 14a-b - примеры оксазолового и бензоксазолового соединений, соответственно, пригодных для использования в качестве флуоресцентного индикатора;
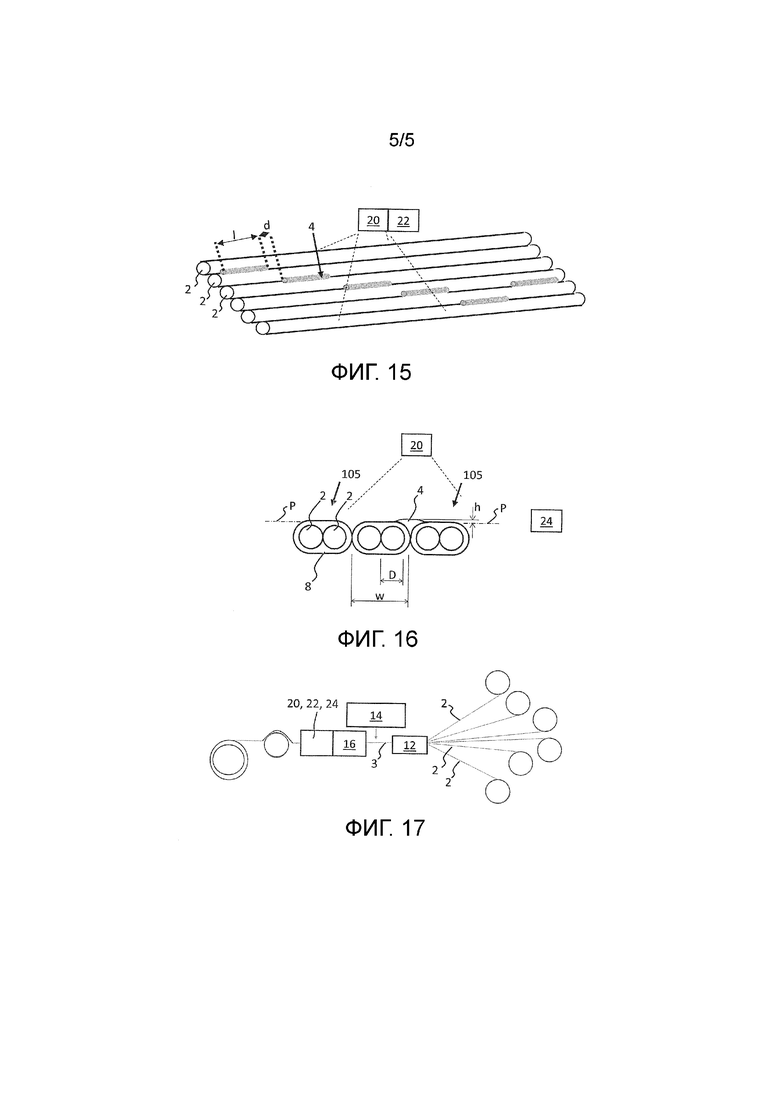
фиг. 15 - вид волоконно-оптической ленты из фиг. 2а в сочетании с системой видеообнаружения согласно варианту осуществления;
фиг. 16 - вид волоконно-оптической ленты из фиг. 12 в сочетании с системой видеообнаружения согласно варианту осуществления; и
фиг. 17 - схематичное изображение другой возможной технологической линии для изготовления волоконно-оптической ленты, имеющей шесть оптических волокон.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Как описывалось выше, в первом аспекте изобретение относится к ленте. Несколько вариантов осуществления ленты рассматриваются ниже.
На фиг. 1 показано множество прилегающих оптических волокон 2, имеющих диаметр D и расположенных параллельно, образующих продольную сборку 3 оптических волокон, при этом сборка 3 имеет ширину W и длину L. Эта сборка образует основу волоконно-оптической ленты согласно настоящему изобретению.
Изобретение относится к волоконно-оптической ленте 100-700, содержащей множество прилегающих секций 5, 105 оптических волокон, продолжающихся в продольном направлении и расположенных параллельно, образующих сборку 3 оптических волокон, имеющую ширину W, при этом каждая из секций 5, 105 оптических волокон содержит либо одно оптическое волокно 2, либо группу из самое большее трех оптических волокон 2, предпочтительно двух оптических волокон, инкапсулированных матричным материалом 8; и множество последовательных удлиненных прямолинейных валиков 4 из связующего материала, расположенных по длине сборки; каждый из множества валиков 4 выполнен с возможностью образования удлиненного соединения между двумя прилегающими секциями 5, 105 оптических волокон из множества секций оптических волокон. Флуоресцентный индикатор присутствует в каждом из множества валиков. То есть, флуоресцентный индикатор имеется в (по существу во всем) связующем материале множества валиков.
В вариантах осуществления настоящего изобретения первый валик 4 образует первое соединение, связывающее первую пару прилегающих секций 5, 105 оптических волокон, тогда как последующее соединение, образованное последующим валиком, связывает следующую пару прилегающих секций оптических волокон, при этом по меньшей мере одна секция оптических волокон из следующей пары отличается от секций оптических волокон первой пары.
В вариантах осуществления настоящего изобретения на каждом продольном месте сборки оптических волокон имеется самое большее один валик.
В примерах согласно фиг. 2а-6, каждая секция 5 оптических волокон содержит одно волокно 2, тогда как в примерах согласно фиг. 12, каждая секция 105 оптических волокон содержит два оптических волокна 2.
Несколько конкретных вариантов осуществления волоконно-оптической ленты рассматриваются ниже и раскрываются на чертежах и каждый из них рассматривается отдельно.
В одном варианте осуществления флуоресцентный индикатор присутствует в валике в количестве от 0,1 мас.% до 1,5 мас.% исходя из массы валика. При меньшем количестве излучаемый свет может быть трудно обнаруживать, особенно визуально глазом. Увеличение количества выше этого значения не требуется для повышения видимости и является нежелательным вследствие повышения затрат и возможного взаимодействия с фотоинициатором (фотоинициаторами), которые могут присутствовать.
В одном варианте осуществления флуоресцентный индикатор может быть флуоресцентным красителем или флуоресцентным пигментом, предпочтительно флуоресцентным красителем, поскольку для пигментов может иметься тенденция осаждаться при хранении, и это также может приводить к трудностям при выполнении технологического процесса с использованием небольшого дозирующего отверстия, необходимого для применения, связанного с формированием рельефа.
В одном варианте осуществления флуоресцентный индикатор выбирается из группы, состоящей из флуоресцеиновой соли (пример показан на фиг. 13), оксазолового соединения (примеры показаны на фиг. 14), бензоксазоловых соединений (примеры показаны на фиг. 14), стильбеновых соединений, пиразолиновых соединений, триазоловых соединений, имидазоловых соединений, пирозиновых соединений, триазиновых соединений, флуорантеновых соединений.
В одном варианте осуществления флуоресцентный индикатор имеет область поглощения, которая отличается от области поглощения фотоинициатора (фотоинициаторов) отверждения ультрафиолетовым светом, который присутствует, например, в валиках. При одинаковых областях поглощения часть ультрафиолетового излучения, испускаемого станцией отверждения во время отверждения валиков с использованием ультрафиолетового излучения, может поглощаться флуоресцентным индикатором, что может приводить к неполному затвердеванию отверждаемой ультрафиолетовым светом смолы.
В одном варианте осуществления флуоресцентный индикатор обеспечивает хорошую видимость при концентрации ниже чем 1 мас.% исходя из массы матрицы валика. Следствием этого является минимизация любого возможного взаимодействия с системой фотоинициирования отверждения ультрафиолетовым светом.
Как пояснялось выше, добавление флуоресцентного индикатора в матричный клеевой состав, отверждаемый ультрафиолетовым светом, не только дает преимущество, заключающееся в том, что позволяет управлять процессом и осуществлять мониторинг, но излучение этого индикатора также можно использовать в качестве признака контрафакции, позволяющего легко осуществлять идентификацию с помощью обнаружения флуоресценции и соответствующей длины волны флуоресценции.
В одном варианте осуществления оптическое волокно содержит от центра к периферии стеклянную сердцевину, стеклянную оболочку, первичное покрытие, вторичное покрытие и при необходимости внешний слой. В одном варианте осуществления первичное покрытие не содержит флуоресцентный индикатор. В одном варианте осуществления внешний слой не содержит флуоресцентный индикатор. В одном варианте осуществления оптическое волокно не содержит флуоресцентный индикатор. При наличии флуоресцентного индикатора в оптическом волокне качественное оценивание характеристик валиков становится трудным вследствие излучения видимого света всей лентой.
В одном варианте осуществления каждая из секций оптических волокон содержит группу из самое большее трех оптических волокон, предпочтительно двух оптических волокон, инкапсулированных матричным материалом. По сравнению с вариантом осуществления лент согласно настоящему изобретению, в котором каждая секция оптических волокон содержит одно оптическое волокно, этот вариант осуществления позволяет получать более плоские ленты и легче осуществлять массовое сращивание сплавлением. В одном варианте осуществления лента согласно настоящему изобретению содержит шесть секций оптических волокон, при этом каждая содержит два оптических волокна, что в конечном итоге приводит к ленте с 12 оптическими волокнами.
В одном варианте осуществления соединение имеет длину (l) и соединения разнесены в продольном направлении на расстояние (d). В этом варианте осуществления длина соединения больше, чем расстояние разноса (l>d). Следствием этого является то, что механические свойства в части устойчивости улучшаются, достигается более прочное механическое соединение между волокнами.
В одном варианте осуществления длина соединения в 2-20 раз больше расстояния разноса (2d≤l≤20d или l/d=2-20). Значения 2 и 20 включаются. В одном варианте осуществления длина соединения в 4-15 раз больше расстояния разноса (4d≤l≤15d или l/d=4-15). Значения 4 и 15 включаются. Применяемый валик имеет удлиненную конфигурацию. Его заливают в канавку между двумя прилегающими оптическими волокнами или, если секция оптических волокон содержит два или три волокна, между двумя или тремя прилегающими сгруппированными оптическими волокнами. Удлиненные валики, образующие соединения, могут иметь ширину, видимую на виде сверху, от 75 до 350 мкм, например от 200 до 275 мкм (то есть, размер, аналогичный размеру оптического волокна).
В одном варианте осуществления длина (l) соединения (валика) составляет от 1,5 до 20 мм. Длину соединения (валика) задают по существу в соответствии с отношением длины соединения к расстоянию разноса (l/d) и отношением шага (P) ступенчатого рельефа к ширине (W) сборки оптических волокон (P/W).
В одном варианте осуществления множество оптических волокон имеют по существу один и тот же диаметр. В одном варианте осуществления оптическое волокно имеет диаметр от 240 до 260 мкм, более предпочтительно 250 мкм. В ином случае оптические волокна могут иметь уменьшенный диаметр, такой как от 180 до 230 мкм. В одном варианте осуществления сборка оптических волокон содержит от 6 до 36 оптических волокон (включая 6 и 36), например от 12 до 24 оптических волокон (включая 12 и 24), например 12 оптических волокон. Как описывалось выше, секции волокон могут содержать волокна, сгруппированные в пары. При группировании сборка оптических волокон может содержать от 6 до 18 групп, под которыми имеются в виду секции, из двух волокон, например 6 групп из двух волокон, 12 групп из двух волокон или 18 групп из двух волокон. Секции волокон могут содержать три волокна, например четыре секции волокон из трех волокон или пять секций волокон из трех волокон.
В одном варианте осуществления оптические волокна в дополнение к первому и второму покровным слоям могут содержать красочный слой. Специалист в данной области техники должен быть осведомлен о различных видах первичных покрытий, вторичных покрытий и красочных слоях и о структуре и толщине их.
В одном варианте осуществления валики расположены только на одной стороне сборки. Например, валики расположены только на верхней поверхности сборки (видимые на виде сверху, когда оптические волокна сборки расположены подобно ленте, а не свернуты). Сборку можно видеть как подобную ленте сборку, образующую две боковые кромки, верхнюю поверхность и нижнюю поверхность. Верхняя и нижняя поверхности не являются абсолютно плоскими, поскольку они образованы из параллельно расположенных структур секций волокон. Верхняя и нижняя поверхности содержат параллельные продольные канавки, то есть углубления, между прилегающими секциями оптических волокон. Валики приспособлены к укладке в канавки или углубления, образованные между прилегающими секциями оптических волокон.
В одном варианте осуществления два последовательных валика из множества валиков соединены переходной частью из связующего материала. В одном варианте осуществления на виде сверху переходная часть представлена как S-образная. В одном варианте осуществления, каждые два последовательных валика из множества валиков соединены переходной частью из связующего материала.
В одном варианте осуществления последовательность чередующихся валиков и переходных частей образует нить, при этом на каждом продольном месте сборки оптических волокон имеется самое большее одна нить.
В одном варианте осуществления нить имеет массу (в граммах) на 10000 метров от 60 до 120 дтекс, предпочтительно от 75 до 110 дтекс.
В одном варианте осуществления каждые два последовательных валика из множества валиков свободны друг от друга, в том смысле, что связующий материал, соединяющий два валика, отсутствует. Иначе говоря, отсутствует нить из смолы, а имеются только отдельные валики.
В одном варианте осуществления несколько последовательных валиков образуют ступенчатый рельеф на протяжении множества секций оптических волокон, при этом ступенька каждый раз находится на одной секции оптических волокон.
В одном варианте осуществления каждая из секций оптических волокон содержит одиночное волокно, что означает только одно волокно. В другом варианте осуществления каждая из секций оптических волокон содержит группу из двух оптических волокон, инкапсулированных матричным материалом.
В одном варианте осуществления матричный материал представляет собой акрилат, такой как полиуретанакрилат или полиметакрилат. В одном варианте осуществления инкапсулирующий матричный материал имеет толщину от 5 до 10 мкм.
В первом примере этого варианта осуществления со ступенчатым рельефом валик на одном конце ступенчатого рельефа валиков, который следует за последним валиком рельефа, начинает следующий ступенчатый рельеф в том же самом направлении ширины, при этом предпочтительно, чтобы последующие ступенчатые рельефы были свободны друг от друга в том смысле, что связующий материал, соединяющий два ступенчатых рельефа, должен отсутствовать. Эта последовательность ступенчатых рельефов может повторяться, предпочтительно на протяжении длины секций волокон, вследствие чего может создаваться приблизительно пилообразная структура на протяжении множества секций волокон, видимая на виде сверху. В одном варианте осуществления этой приблизительно пилообразной структуры шаг (Р) задается имеющим длину, равную периодичности ступенчатого рельефа в том же самом направлении ширины, и при этом шаг (Р) имеет длину, которая составляет от 10W до 100W, предпочтительно, от 15W до 80W.
На фиг. 4 (а и b) показан вариант осуществления волоконно-оптической ленты 400, имеющей приблизительно пилообразную структуру. В этом варианте осуществления из фиг. 4 валики 4 не соединены, а множество валиков расположены по прерывной линии. Приблизительно пилообразная структура имеет постоянную повторяемость с шагом Р (см. фиг. 4b), которая вытекает из траектории пилообразной волны.
На фиг. 5 показан вариант осуществления волоконно-оптической ленты 500, имеющей приблизительно пилообразную структуру. Множество валиков расположены по частично непрерывной линии связующего материала. Непрерывная линия начинается от первого валика 4, нанесенного между первым и вторым оптическими волокнами 2, видимыми от наиболее удаленного края. Эта непрерывная линия продолжается поверх второго оптического волокна вместе с переходной частью 9 к канавке между вторым и третьим оптическими волокнами и далее поверх третьего оптического волокна вместе с переходной частью 9 к канавке между третьим и четвертым оптическими волокнами и т.д. и т.д. Эта непрерывная линия заканчивается в канавке между пятым и шестым (последним) оптическими волокнами. Новые непрерывные линии снова начинаются в канавке между первым и вторым оптическими волокнами на расстоянии Р от первой непрерывной линии, равном величине шага (показанном на фиг. 4).
На фиг. 6 показан вариант осуществления волоконно-оптической ленты 600, имеющей приблизительно пилообразную структуру. Множество валиков расположены по непрерывной линии связующего материала. Отличие от варианта осуществления, показанного на фиг. 5, заключается в том, что здесь имеется смоляная линия 9' между валиком 4, расположенным между пятым и шестым оптическими волокнами 2 первой приблизительно пилообразной структуры, и валиком 4, расположенным между первым и вторым оптическими волокнами 2 второй приблизительно пилообразной структуры. Этот вариант осуществления является предпочтительным.
Во втором примере варианта осуществления со ступенчатым рельефом первый ступенчатый рельеф образован в первом направлении ширины и при этом на конце ступенчатого рельефа образован в противоположном направлении последующий ступенчатый рельеф. Эта последовательность ступенчатых рельефов может повторяться, предпочтительно на протяжении длины секций волокон, вследствие чего может быть образована приблизительно зигзагообразная структура на протяжении множества секций волокон, видимая на виде сверху. Множество валиков расположены таким образом, что множество прилегающих секций оптических волокон, когда сборка волокон находится в разложенном состоянии, продолжаются в одной и той же виртуальной плоскости. В одном варианте осуществления этой приблизительно зигзагообразной структуры шаг (Р) задается имеющим длину, равную периодичности ступенчатого рельефа в том же самом направлении ширины, и при этом шаг (Р) имеет длину, которая составляет от 14W до 140W, предпочтительно от 18W до 100W.
На фиг. 2а показан первый вариант осуществления волоконно-оптической ленты 100, имеющей приблизительно зигзагообразную структуру. В этой структуре отсутствуют соединенные валики 4, а множество валиков расположены по прерывной линии. На фиг. 2b показан второй вариант осуществления волоконно-оптической ленты 200, имеющей приблизительно зигзагообразную структуру (эта структура показана темной полосковой линией, соединяющей средние точки валиков). Отличие от фиг. 2а заключается в более короткой длине l. В этой структуре соединенные валики 4 отсутствуют, а множество валиков расположены по прерывной линии.
На фиг. 3 показан третий вариант осуществления волоконно-оптической ленты 300, имеющей приблизительно зигзагообразную структуру. Множество валиков 4 расположены по непрерывной линии связующего материала таким же образом, как на фиг. 6, поэтому имеются переходные части 9, 9'. Приблизительно зигзагообразная структура из вариантов осуществления согласно фиг. 2a, 2b и 3 представляет собой постоянно повторяющуюся структуру, которая следует по траектории треугольной волны с шагом (Р), показанным на фиг. 2b.
В одном варианте осуществления связующий материал имеет удлинение при разрыве по меньшей мере 150%, предпочтительно по меньшей мере 175%, более предпочтительно по меньшей мере 200%, еще более предпочтительно по меньшей мере 220% и модуль упругости (модуль Юнга) от 10 до 16 МПа. Для настоящего изобретения удлинение при разрыве и модуль упругости были измерены при использовании способа согласно стандарту D638-14 “Standard test method for tensile properties of plastics” Американского общества по испытанию материалов (ASTM).
В одном варианте осуществления связующий материал представляет собой отвержденную смолу или термопластичный материал.
В одном варианте осуществления отвержденная смола представляет собой акрилатную смолу. Указанную отвержденную смолу получают отверждением отверждаемой смолы, предпочтительно отверждаемой ультрафиолетовым светом, которую наносят в виде валиков на сборку оптических волокон.
В одном варианте осуществления термопластичный материал выбирается из группы, состоящей из нейлона, сополимера полиамида, полиэфира и сополимера сложных эфиров.
В одном варианте осуществления термопластичный материал имеет точку плавления от 55 до 170 °С, такую как от 60 до 150 °С, например от 120 до 150 °С.
В одном варианте осуществления W составляет от 2 до 10 мм, предпочтительно от 2 до 4 мм. Ширина W определяется по существу количеством (N) секций оптических волокон, каждая из которых имеет ширину w (W=w×N). В случае, когда секции оптических волокон содержат по одному волокну, ширина секции равна диаметру (D) волокна, так что W=D×N.
В одном варианте осуществления на определенном продольном месте в пределах ширины (W) сборки оптических волокон имеется одно соединение. В одном варианте осуществления на каждом продольном месте в пределах ширины (W) сборки оптических волокон имеется одно соединение. Иначе говоря, на одном определенном продольном месте соединение имеется только между двумя секциями оптических волокон, соединение отсутствует между другими двумя прилегающими секциями оптических волокон. В этой структуре минимизировано количество необходимых соединений и обеспечена максимальная гибкость.
На фиг. 10 показано изображение ленты согласно настоящему изобретению, имеющей приблизительно зигзагообразную структуру по непрерывной линии отвержденной смолы.
Поперечное сечение на фиг. 12 относится к ленте 700 согласно настоящему изобретению, имеющей секции 105 волокон из двух оптических волокон 2, инкапсулированных матричным материалом 8. Последовательные удлиненные прямолинейные валики 4 из связующего материала расположены по длине сборки (один валик 4 показан в поперечном сечении). Как показано на фиг. 12, каждый из множества валиков образует удлиненное соединение между двумя прилегающими секциями 105 оптических волокон.
Волоконно-оптическая лента согласно настоящему изобретению может быть использована для образования секций волоконно-оптического кабеля и волоконно-оптических кабелей. Пример такой секции волоконно-оптического кабеля показан на фиг. 11, эта секция имеет 24 ленты из 12 оптических волокон. В этой секции кабеля 288 оптических волокон уложены с очень высокой плотностью волокон.
Согласно одному аспекту настоящее изобретение относится к секции волоконно-оптического кабеля, содержащей одну или несколько волоконно-оптических лент согласно настоящему изобретению, окруженных полимерной оболочкой. Согласно другому аспекту настоящее изобретение также относится к волоконно-оптическому кабелю, содержащему одну или несколько волоконно-оптических лент или секций волоконно-оптического кабеля согласно настоящему изобретению.
Согласно второму аспекту настоящее изобретение относится к способу изготовления волоконно-оптической ленты 100-700, изложенному в пункте 7 формулы изобретения.
На первом этапе множество секций 5, 105 волокон, то есть отдельных оптических волокон 2 или сгруппированных оптических волокон 2, подают, предпочтительно в форму 12, чтобы подготовить продольную сборку 3 оптических волокон, в которой множество оптических волокон или сгруппированных оптических волокон расположены параллельно и прилегают друг к другу. Это видно на фиг. 7 (процесс протекает справа налево), а сборка 3 показана на фиг. 1.
На втором этапе связующий материал, содержащий флуоресцентный индикатор, наносят из раздатчика (или раздаточного устройства) 14 на поверхность, такую как верхняя поверхность сборки. Второй этап может заключаться в нанесении отверждаемой смолы, предпочтительно отверждаемой ультрафиолетовым светом. Нанесение смолы приводит к формированию из смолы ступенчатого рельефа в виде множества периодически расположенных валиков 4 на верхней поверхности сборки 3. Кроме того, второй этап может быть осуществлен путем подачи нити из термопластичного материала из раздатчика, и нагрева термопластичной нити выше температуры размягчения ее, и укладки размягченной термопластичной нити на поверхность сборки 3, охлаждения размягченного термопластичного материала и образования множества последовательных удлиненных прямолинейных валиков, выполненных с возможностью образования соединений из термопластичного материала.
На третьем этапе, также показанном на фиг. 7, который реализуют в случае использования отверждаемой смолы в качестве связующего материала, сборку с нанесенными валиками пропускают через станцию 16 отверждения, чтобы смола валиков затвердела и образовался ступенчатый рельеф последовательных соединений.
В этом способе каждый из валиков образует соединение между двумя прилегающими секциями оптических волокон на протяжении длины (l) соединения; и кроме того, одно соединение связывает две прилегающие секции оптических волокон и последующее соединение связывает две прилегающие секции оптических волокон, по меньшей мере одна из которых отличается от секций оптических волокон, связанных предшествующим соединением; и кроме того, каждое из соединений в продольном направлении отстоит на расстоянии (d) от последующего соединения. В одном варианте осуществления длина соединения больше, чем отстояние соединений (l>d).
На фиг. 8 показано схематичное изображение волоконно-оптической ленты, имеющей шесть оптических волокон и зигзагообразную ступенчатую структуру из смолы. На фиг. 9 показано схематичное изображение волоконно-оптической ленты, имеющей шесть оптических волокон и пилообразную ступенчатую структуру из смолы.
В первом варианте осуществления способа нанесение связующего материала, содержащего флуоресцентный индикатор, из раздатчика на поверхность содержит (или состоит из) следующих этапов: нанесение отверждаемой смолы из раздатчика на поверхность сборки, при этом смола образует множество последовательных удлиненных прямолинейных валиков, выполненных из соединений, и пропускание сборки с валиками, нанесенными на нее, через станцию отверждения для отверждения смолы валиков, чтобы образовать соединения из отвержденной смолы.
Во втором варианте осуществления способа нанесение связующего материала, содержащего флуоресцентный индикатор, из раздатчика на поверхность содержит (или состоит из) следующих этапов: получение нити из термопластичного материала из раздатчика, и нагревание термопластичной нити выше температуры размягчения, и укладка размягченной термопластичной нити на поверхность сборки, охлаждение размягченного термопластичного материала и образование множества последовательных удлиненных прямолинейных валиков, выполненных с возможностью образования соединений из термопластичного материала.
В одном варианте осуществления раздатчик (раздаточное устройство) является колеблющимся в направлении, поперечном к продольному направлению сборки оптических волокон. Колеблющееся устройство создает ступенчатый рельеф на одной стороне сборки оптических волокон; наконечник раздатчика может колебаться (вибрировать) в поперечном направлении на высокой частоте, такой как от 100 до 200 Гц. В одном варианте осуществления раздатчик колеблется в направлении, поперечном к продольному направлению (то есть, по направлению ширины) сборки оптических волокон. Сборка оптических волокон перемещается в продольном направлении, предпочтительно по роликам.
В одном варианте осуществления из раздатчика к движущейся сборке оптических волокон может подаваться жидкая смола мелкими каплями. Вследствие поверхностного натяжения капли жидкой смолы будут сливаться с образованием удлиненных валиков.
В одном варианте осуществления отверждаемая смола при 23 °С имеет вязкость от 200 до 2000 сП (от 0,2 до 2 Па·с), предпочтительно от 300 до 1000 сП (от 0,3 до 1 Па·с) и более предпочтительно от 400 до 600 сП (от 0,4 до 0,6 Па·с). Вязкость измеряли при 23 °С, используя цифровой ротационный вискозиметр Брукфилда модели DV-II со шпинделем RV1, имевшим частоту вращения 10 об/мин.
В одном варианте осуществления станция отверждения испускает ультрафиолетовое излучение для отверждения валиков из отверждаемой смолы.
В ином случае на втором этапе связующий материал наносят из раздаточного устройства, когда термопластичная нить нагрета до температуры выше температуры размягчения. Предпочтительно, чтобы температура размягчения термопластичной нити была выше 120 °С. Температуру размягчения определяли методом Вика при нагрузке 10 Н согласно стандарту D1525-09 Американского общества по испытанию материалов (ASTM). После нагрева термопластичную нить охлаждали, например, при транспортировке сборки волокон поверх холодных роликов.
В одном варианте осуществления способа волоконно-оптическую ленту, имеющую связующий материал, нанесенный на поверхность сборки оптических волокон, подвергают воздействию ультрафиолетового света, предпочтительно ультрафиолетового света А, имеющего максимальную интенсивность в диапазоне длин волн от 315 нм до 400 нм. Один или несколько параметров, таких как геометрические параметры удлиненного валика или удлиненных валиков из множества удлиненных валиков, можно контролировать при обнаружении видимого света, излучаемого от валика (валиков), подвергаемых воздействию ультрафиолетового света. Этап воздействия и контроля может быть осуществлен человеком, например путем визуального обнаружения излучаемого видимого света глазом человека, или автоматически, что будет пояснено ниже, предпочтительно как часть процесса изготовления, предпочтительно в реальном времени. Регулирование с обратной связью может быть применено для изменения параметров процесса изготовления, например относящихся к раздатчику или к линейной скорости перемещения ленты вдоль раздатчика, например, на основании контролируемых параметров.
Примерами геометрических параметров удлиненного валика или валиков являются длина и ширина конкретного валика, видимого на виде сверху поверхности сборки волокон. Другим примером такого геометрического параметра является положение валика относительно двух секций оптических волокон, между которыми он образует соединение, и/или относительно последующего валика или рельефа валиков, к которому он принадлежит. Еще одним примером такого геометрического параметра является положение валика или рельефа валиков, то есть нескольких валиков, относительно центра ленты в поперечном направлении ленты. Таким способом можно проверять, нанесен ли связующий материал на поверхность на заданном месте (местах) и равномерно ли распределен в поперечном направлении. Дальнейшим примером такого параметра является высота валика относительно плоскости, задаваемой верхними сторонами двух секций оптических волокон, видимыми в плоскости, задаваемой двумя секциями оптических волокон, то есть в направлении протяженности секций волокон. Примером дополнительного (не геометрического) параметра является длина волны видимого света, излучаемого флуоресцентным индикатором, присутствующим во всех валиках.
В одном варианте осуществления способа контролируемыми параметрами являются следующие: ширина валика, высота валика, смещение рельефа валиков, то есть положение рельефа относительно центра ленты в поперечном направлении ленты, шаг рельефа валиков, при необходимости, также полная амплитуда, то есть размер рельефа валиков в поперечном направлении ленты, такого как рельеф, показанный на фиг. 2b или 3.
Кроме того, согласно изобретению предложен способ проверки волоконно-оптической ленты, при этом волоконно-оптическая лента содержит множество прилегающих секций оптических волокон, продолжающихся в продольном направлении и расположенных параллельно, образующих сборку оптических волокон, имеющую ширину, при этом каждая из секций оптических волокон содержит либо одно оптическое волокно, либо группу из самое большее трех оптических волокон, предпочтительно двух оптических волокон, инкапсулированных матричным материалом; и множество последовательных удлиненных прямолинейных валиков из связующего материала, расположенных по длине сборки; при этом каждый из множества валиков выполнен с возможностью образования удлиненного соединения между двумя прилегающими секциями оптических волокон из множества секций оптических волокон, а способ содержит воздействие ультрафиолетовым светом на часть длины волоконно-оптической ленты для контроля параметра удлиненного валика или валиков из множества удлиненных валиков волоконно-оптической ленты во время воздействия ультрафиолетовым светом.
Таким образом, принимая во внимание контроль контрафакции, прежде всего можно проверить, во всех ли валиках конкретной ленты содержится флуоресцентный индикатор. К тому же это означает, что такая проверка не является частью процесса изготовления ленты в отличие от описанного выше варианта осуществления способа изготовления волоконно-оптической ленты согласно изобретению, в котором проверяют (исследуют) ленту, имеющую валики, содержащие флуоресцентный индикатор, предпочтительно в реальном времени в течение или после нанесения связующего материала на поверхность. Например, такой контроль контрафакции может быть осуществлен после укладки на месте конкретной ленты или после получения конкретной ленты от поставщика. Если выяснится, что во всех валиках ленты имеется флуоресцентный индикатор, дополнительно могут быть определены, опять-таки исходя из контроля контрафакции, различные описанные параметры, такие как длина волны видимого света, излучаемого флуоресцентным индикатором, имеющимся во всех валиках.
Описанный выше способ проверки волоконно-оптической ленты также может касаться проверки (после изготовления) предсерийной волоконно-оптической ленты согласно настоящему изобретению, имеющей флуоресцентные индикаторы, при этом также предпочтительно, чтобы лента была изготовлена в соответствии со способом согласно изобретению. Такой способ проверки (исследования) можно очень эффективно использовать в процессе контроля качества (после изготовления), например, на месте размещения после укладки ленты.
Обнаружение излучаемого видимого света, упомянутое выше в связи со способами согласно изобретению, можно выполнять с помощью камеры из системы видеообнаружения. Скорость сканирования камеры можно задавать так, чтобы снимок волоконно-оптического волокна получался с интервалами от 0,5 до 5 м, предпочтительно от 1 до 2 м. То есть, при непрерывном процессе, когда волоконно-оптическая лента непрерывно подается мимо камеры, например, со скоростью 10 м/с, каждую секунду можно получать от 5 до 10 снимков.
Этап воздействия ультрафиолетовым светом на волоконно-оптическую ленту может содержать воздействие стробоскопическим ультрафиолетовым светом при частоте стробирования, синхронизированной со скоростью сканирования камеры из системы видеообнаружения.
При использовании системы видеообнаружения можно определять один или несколько приведенных выше параметров.
На фиг. 15 показана волоконно-оптическая лента согласно фиг. 2а в сочетании с вариантом осуществления системы видеообнаружения, имеющей камеру 22, расположенную выше ленты для получения снимков поверхности сборки волокон, отражающих вид сверху ленты, для определения геометрических параметров удлиненного валика или валиков, таких как длина валика. Волоконно-оптическая лента освещается источником 20 стробоскопического ультрафиолетового света. В варианте осуществления, показанном на фиг. 2а и 15, длина валика 4 соответствует длине l соединения. Кроме того, для конфигурации из фиг. 15 могут быть определены другие геометрические параметры. Такие параметры могут включать в себя положение валика относительно последующих валиков, и этот параметр связан с разносом d соединений.
На фиг. 16 показана часть волоконно-оптической ленты согласно фиг. 12 в сочетании с вариантом осуществления системы видеообнаружения, имеющей камеру 24, расположенную в стороне от ленты с тем, чтобы получать снимки в плоскости, задаваемой двумя секциями оптических волокон. Волоконно-оптическая лента освещается источником 20 стробоскопического ультрафиолетового света. Конечно, дальнейшая конфигурация может включать в себя камеру, расположенную, как показано на фиг. 15, выше ленты, и также включать в себя камеру, расположенную, как показано на фиг. 16, в стороне от ленты. При использовании камеры, расположенной согласно фиг. 16, может быть определена высота h валика относительно плоскости, задаваемой верхними сторонами двух секций оптических волокон.
Кроме того, этап воздействия может содержать сравнение определяемого параметра с заданным эталонным параметром или диапазоном эталонного параметра и формирование сигнала о неисправности, когда из сравнения следует недопустимое отклонение определяемого параметра от эталонного. На основании сигнала обратной связи технологический параметр, связанный, например, с раздатчиком или линейной скоростью перемещения ленты мимо раздатчика, может быть изменен автоматически для приведения определяемого параметра в диапазон эталонного параметра или к эталонному значению параметра.
Обратимся к фиг. 17, на котором изображение основано на изображении, показанном на фиг. 7. Различие между процессами, показанными на фиг. 17 и фиг. 7, заключается в том, что при выполнении процесса, показанного на фиг. 17, камеры 22 и 24 (в положениях относительно ленты, показанных на фиг. 15 и 16) из системы видеообнаружения расположены после станции 16 отверждения. На дальнейшем этапе процесса волоконно-оптическая лента освещается источником стробоскопического ультрафиолетового света и, следовательно, как пояснялось выше, излучаемый видимый свет обнаруживается камерами 22 и 24.
Система видеообнаружения может содержать систему, содержащую процессор и запоминающий элемент, или может быть функционально связана с этой системой, при этом камера и в качестве варианта также и источник света функционально связаны с процессором. Запоминающий элемент может сохранять информацию об эталонных значениях или диапазоне эталонных значений упомянутых выше параметров. В запоминающем элементе может сохраняться программное обеспечение, с помощью которого после загрузки в процессор во время использования выполняются этапы способа, относящегося к исследованию, описанному выше, например, включающему описанное сравнение и формирование сигнала неисправности. Процессор может быть соединен с пользовательским интерфейсом, таким как дисплей, например, для отображения результата сравнения и/или определяемых параметров.
Другие изменения вариантов осуществления могут быть осознаны и осуществлены специалистами в данной области техники при практическом применении заявленного изобретения в результате изучения чертежей, раскрытия и прилагаемой формулы изобретения. В формуле изобретения слово «содержащий» не исключает других элементов или этапов, а неопределенный артикль не исключает множества. Объем настоящего изобретения определяется прилагаемой формулой изобретения. Одна или несколько задач изобретения решаются прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ВОЛОКОННО-ОПТИЧЕСКОЙ ЛЕНТЫ И ЛЕНТА | 2018 |
|
RU2759664C1 |
| ЛЕНТА ИЗ ОПТИЧЕСКОГО ВОЛОКНА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2738329C1 |
| СБОРКА ЛЕНТЫ ИЗ ОПТИЧЕСКОГО ВОЛОКНА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2760342C2 |
| ЛИСТ С ЗАЩИТОЙ ОТ ПОДДЕЛКИ, СОДЕРЖАЩИЙ КОЭКСТРУЗИОННУЮ ПОДЛОЖКУ | 2008 |
|
RU2508990C2 |
| УСОВЕРШЕНСТВОВАНИЯ В ЗАЩИТНЫХ ПОДЛОЖКАХ | 2006 |
|
RU2393099C2 |
| ЗАЩИЩЕННЫЙ ЛИСТ ИЛИ ДОКУМЕНТ, ИМЕЮЩИЙ ОДИН ИЛИ НЕСКОЛЬКО УСИЛЕННЫХ ВОДЯНЫХ ЗНАКОВ | 2014 |
|
RU2680329C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО НЕТКАНОГО ПОЛОТНА | 2004 |
|
RU2347024C2 |
| ЭЛАСТИФИЦИРОВАННЫЙ МАТЕРИАЛ С ПРЕРЫВИСТЫМИ КАНАЛАМИ | 2018 |
|
RU2717816C1 |
| СВЕТЯЩЕЕСЯ ОСТЕКЛЕНИЕ | 2013 |
|
RU2660817C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПЛЕНКИ ИЛИ СЛОЯ ПОКРЫТИЯ СО СТРУКТУРИРОВАННОЙ С ОБЕИХ СТОРОН ПОВЕРХНОСТЬЮ | 1998 |
|
RU2193968C2 |
Изобретение относится к волоконно-оптической ленте и к способу и системе для ее изготовления. Кроме того, изобретение относится к способу проверки волоконно-оптической ленты. Заявленная волоконно-оптическая лента содержит: множество прилегающих секций оптических волокон, продолжающихся в продольном направлении и расположенных параллельно, образующих сборку оптических волокон, имеющую ширину, при этом каждая из секций оптических волокон содержит либо одно оптическое волокно, либо группу из самое большее трех оптических волокон, предпочтительно двух оптических волокон, инкапсулированных матричным материалом; и множество последовательных удлиненных прямолинейных валиков из связующего материала, расположенных по длине сборки; при этом каждый из множества валиков выполнен с возможностью образования удлиненного соединения между двумя прилегающими секциями оптических волокон из множества секций оптических волокон, при этом флуоресцентный индикатор присутствует в каждом из множества валиков. Кроме того, заявленная система для изготовления волоконно-оптической ленты содержит: форму для подготовки сборки оптических волокон, блок подачи для подачи множества секций оптических волокон в форму, раздатчик для нанесения связующего материала, содержащего флуоресцентный индикатор, на поверхность сборки, станцию для обработки, такой как отверждение или охлаждение, связующего материала, источник ультрафиолетового света, освещающий волоконно-оптическую ленту, имеющую связующий материал, нанесенный на поверхность сборки, и систему видеообнаружения для обнаружения видимого света, излучаемого валиками во время воздействия ультрафиолетовым светом. Технический результат - создание волоконно-оптической ленты, имеющей повышенную гибкость и допускающей свертывание или складывание оптических волокон в направлении ширины ленты, которую можно сращивать массовым сплавлением для образования многочисленных соединений оптических волокон, отделять отдельные оптические волокна или секции волокон без повреждения прилегающих оптических волокон, а также производить с постоянным высоким качеством и/или выполнять приемочный контроль лент после изготовления. 4 н. и 15 з.п. ф-лы, 17 ил.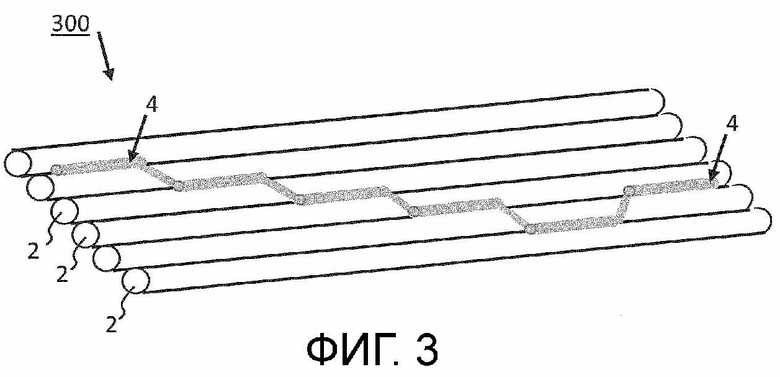
1. Волоконно-оптическая лента, содержащая:
множество прилегающих секций оптических волокон, продолжающихся в продольном направлении и расположенных параллельно, образующих сборку оптических волокон, имеющую ширину, при этом каждая из секций оптических волокон содержит либо одно оптическое волокно, либо группу из самое большее трех оптических волокон, предпочтительно двух оптических волокон, инкапсулированных матричным материалом; и
множество последовательных удлиненных прямолинейных валиков из связующего материала, расположенных по длине сборки; при этом каждый из множества валиков выполнен с возможностью образования удлиненного соединения между двумя прилегающими секциями оптических волокон из множества секций оптических волокон, при этом флуоресцентный индикатор присутствует в каждом из множества валиков.
2. Лента по п. 1, в которой флуоресцентный индикатор присутствует в валике в количестве от 0,1 до 1,5 мас.% исходя из массы валика.
3. Лента по любому одному из пп. 1, 2, в которой флуоресцентный индикатор представляет собой флуоресцентный краситель или флуоресцентный пигмент, предпочтительно флуоресцентный краситель.
4. Лента по любому одному из пп. 1-3, в которой флуоресцентный индикатор выбирается из группы, состоящей из флуоресцеиновой соли, предпочтительно натриевой соли, оксазола, бензоксазола, стильбена, пиразолина, триазола, имидазола, пирозина, триазина и флуорантена.
5. Лента по любому одному из пп. 1-4, в которой первый валик, образующий первое соединение, соединяет первую пару прилегающих секций оптических волокон, тогда как последующее соединение, образованное последующим валиком, соединяет последующую пару прилегающих секций оптических волокон, в которой по меньшей мере одна секция оптических волокон из последующей пары отличается от секций оптических волокон первой пары.
6. Лента по любому одному из пп. 1-5, в которой на каждом продольном месте сборки оптических волокон имеется самое большее одно соединение.
7. Способ изготовления волоконно-оптической ленты по любому одному из предшествующих пп. 1-6, при этом способ содержит этапы, на которых:
подают множество секций оптических волокон, чтобы подготовить продольную сборку оптических волокон, имеющую ширину; при этом множество секций оптических волокон располагают параллельно и с прилеганием друг к другу, каждая из секций оптических волокон содержит либо одно оптическое волокно, либо группу из самое большее трех оптических волокон, предпочтительно двух оптических волокон, инкапсулированных матричным материалом;
наносят связующий материал, содержащий флуоресцентный индикатор, из раздатчика на поверхность сборки, при этом связующий материал образует множество последовательных удлиненных прямолинейных валиков, выполненных с возможностью образования соединений; при этом каждый из множества валиков образует удлиненное соединение между двумя прилегающими секциями оптических волокон из множества секций оптических волокон.
8. Способ по п. 7, дополнительно содержащий воздействие ультрафиолетовым светом на волоконно-оптическую ленту, имеющую связующий материал, нанесенный на поверхность сборки оптических волокон, и контроль одного или более параметров, таких как геометрические параметры, удлиненного валика или удлиненных валиков из множества удлиненных валиков по обнаружению видимого света, излучаемого от удлиненного валика (валиков) при воздействии ультрафиолетовым светом.
9. Способ по п. 8, в котором обнаружение излучаемого видимого света выполняют посредством камеры из системы видеообнаружения.
10. Способ по п. 9, в котором этап воздействия ультрафиолетовым светом на волоконно-оптическую ленту содержит воздействие стробоскопическим ультрафиолетовым светом с частотой стробирования, синхронизированной со скоростью сканирования камеры из системы видеообнаружения.
11. Способ по п. 9 или 10, в котором система видеообнаружения определяет, предпочтительно на виде сверху поверхности сборки волокон, длину и/или ширину валика, и/или положение валика относительно двух секций оптических волокон, между которыми он образует соединение, и/или относительно последующего валика или рельефа валиков, и/или положение валика или рельефа валиков относительно центра ленты в поперечном направлении ленты, и/или определяет, предпочтительно в плоскости, задаваемой двумя секциями оптических волокон, высоту валика относительно плоскости, задаваемой верхними сторонами двух секций оптических волокон, и/или определяет длину волны излучаемого видимого света.
12. Способ по п. 9 или 10, в котором этап воздействия, кроме того, содержит сравнение определяемого параметра с заданным эталонным параметром или диапазоном эталонного параметра и формирование сигнала, такого как сигнал неисправности и/или обратной связи, когда сравнение показывает недопустимое отклонение между эталонным и определяемым параметром.
13. Способ по любому одному из пп. 7-12, в котором нанесение связующего материала, содержащего флуоресцентный индикатор, из раздатчика на поверхность содержит следующие этапы, на которых:
наносят отверждаемую смолу, содержащую флуоресцентный индикатор, из раздатчика на поверхность сборки, при этом смола образует множество последовательных удлиненных прямолинейных валиков, выполненных с возможностью образования соединений; и
пропускают сборку с валиками, нанесенными на нее, через станцию отверждения для отверждения смолы валиков, для образования соединений из отвержденной смолы.
14. Способ по любому одному из пп. 7-12, в котором нанесение связующего материала, содержащего флуоресцентный индикатор, из раздатчика на поверхность содержит этап, на котором подают нить из термопластичного материала, содержащего флуоресцентный индикатор, из раздатчика, и нагревают термопластичную нить до температуры выше температуры размягчения, и накладывают размягченную термопластичную нить на поверхность сборки, где размягченный термопластичный материал охлаждается и образует множество последовательных удлиненных прямолинейных валиков, выполненных с возможностью образования соединений из термопластичного материала.
15. Способ по п. 13, в котором отверждаемая смола при 23°С имеет вязкость от 200 до 2000 сП (от 0,2 до 2,0 Па·с), предпочтительно от 300 до 1000 сП (от 0,3 до 1,0 Па·с) и более предпочтительно от 400 до 600 сП (от 0, 4 до 0, 6 Па·с).
16. Способ по п. 13 или 15, в котором станция отверждения испускает ультрафиолетовое (УФ) излучение для отверждения валиков из отверждаемой смолы.
17. Способ по любому одному из пп. 7-16, в котором раздатчик является колеблющимся в поперечном направлении относительно продольного направления сборки оптических волокон.
18. Система для изготовления волоконно-оптической ленты по любому одному из пп. 1-6 в соответствии со способом по любому одному из пп. 7-17, при этом система содержит:
форму для подготовки сборки оптических волокон,
блок подачи для подачи множества секций оптических волокон в форму,
раздатчик для нанесения связующего материала, содержащего флуоресцентный индикатор, на поверхность сборки,
станцию для обработки, такой как отверждение или охлаждение, связующего материала,
источник ультрафиолетового света, освещающий волоконно-оптическую ленту, имеющую связующий материал, нанесенный на поверхность сборки, и
систему видеообнаружения для обнаружения видимого света, излучаемого валиками во время воздействия ультрафиолетовым светом.
19. Способ проверки волоконно-оптической ленты, содержащей множество прилегающих секций оптических волокон, продолжающихся в продольном направлении и расположенных параллельно, образующих сборку оптических волокон, имеющую ширину, при этом каждая из секций оптических волокон содержит либо одно оптическое волокно, либо группу из самое большее трех оптических волокон, предпочтительно двух оптических волокон, инкапсулированных матричным материалом; и множество последовательных удлиненных прямолинейных валиков из связующего материала, расположенных по длине сборки; при этом каждый из множества валиков выполнен с возможностью образования удлиненного соединения между двумя прилегающими секциями оптических волокон из множества секций оптических волокон,
при этом способ содержит воздействие ультрафиолетовым светом на волоконно-оптическую ленту на части длины ее для контроля параметра удлиненного валика из множества удлиненных валиков волоконно-оптической ленты во время воздействия ультрафиолетовым светом.
| US 20110110635 A1, 12.05.2011 | |||
| JP 2015108756 A, 11.06.2015 | |||
| US 20160299310 A1, 13.10.2016 | |||
| JP 2017181513 A, 05.10.2017 | |||
| JP 2011221199 A, 04.11.2011 | |||
| US 20130156390 A1, 20.06.2013. |

