Известны различные конструкции рентгеношаблонов, содержащих, как правило, выполненный из тяжелого (с большим атомным номером) металла маскирующий рентгенопоглощающий слой, крепящийся силами адгезии к тонкой несущей мембране, представляющую собой органическую или неорганическую пленку, фиксирующуюся на опорном кольце. Заявляемое изобретение относится к способу изготовления самонесущего, перфорированного (т.е. со сквозными отверстиями) рентгеношаблона, который не содержит несущей мембраны, а его маскирующий рентгенопоглощающий слой, представляет собой сетчатую металлическую структуру, крепящуюся (фиксирующуюся) в опорном кольце.
В качестве аналога выбран способ изготовления рентгеношаблона [описанный в работах: Кузнецов С.А., Генцелев А.Н., Баев С.Г. Реализация фильтров высоких частот субтерагерцового диапазона с использованием высокоаспектных полимерных структур // Автометрия, 2017, №1, С. 107-116; Генцелев А.Н., Кузнецов С.А., Баев С.Г., Гольденберг Б.Г., Лоншаков Е.А. Создание квазиоптических селективных элементов терагерцового диапазона в виде псевдометаллических структур посредством глубокой рентгеновской литографии // Поверхность. Рентген., синхротрон, и нейтрон, исслед., 2017, №7, С. 32-42], согласно которому предлагается изготавливать рентгеношаблон путем механической фиксации заготовки из промышленно-выпускаемой фольги на рабочем столике установки лазерной резки, а рентгенопоглощающую структуру в ней (в фольге) формировать путем создания сквозных отверстий посредством лазерной резки. На финальном этапе производится фиксация перфорированной фольги в опорном кольце.
Процесс перфорации фольги посредством лазерной резки (т.е. создание в ней при помощи лазера сквозных отверстий соответствующей топологии) иллюстрируется упрощенной схемой представленной на фиг. 1, где изображена перфорированная металлическая фольга 1, механически жестко зафиксированная в состоящей из двух частей металлической рамке 2, размещенной на рабочем пятикоординатном столе 3. Излучение от мощного коротко-импульсного лазера 4, прошедшее через управляющий затвор 5, фокусируется оптической системой 6 в рабочую плоскость установки лазерной резки. Контроль за процессом формирования сквозных отверстий ведется при помощи системы видеонаблюдения 7, включающий в себя устройство измерения геометрии сфокусированного лазерного пятна. Информация от устройства измерения геометрии сфокусированного лазерного пятна анализируется компьютером (на схеме не показан), который вырабатывает управляющие сигналы для затвора 5, подвижек стола 3 и подвижек, перемещающих элементы фокусирующей оптической системы 6. Все процессы полностью автоматизированы и управляются компьютером. В обеспечение наглядности пропорции размеров основных элементов не соблюдены.
Таким образом, способ-аналог изготовления рентгеношаблона характеризуется простотой и выглядит следующим образом.
1. Фиксируют заготовку из фольги на рабочем столе установки лазерной резки.
2. Формируют в фольге методом лазерной резки топологию рентгенопоглощающей структуры.
3. Фиксируют перфорированную фольгу в специальном опорном кольце для ее лучшей сохранности и удобства последующей практической работы с ней.
При помощи способа-аналога получаются достаточно качественные рентгеношаблоны из фольги толщиной не более 50 мкм со сравнительно низкой шероховатостью края резки (на уровне ±2÷3 мкм), но пока достигнутая минимальная ширина элементов маскирующего рентгенопоглощающего слоя составляет около 50 мкм. Уменьшение ширины элементов приводит в ряде случаев к их расплавлению и это особенно проявляется при резке фольг тугоплавких металлов, использование которых позволяет существенно повысить контрастность рентгеношаблонов. Возможным решением данной проблемы может быть переход на использование лазеров с фемтосекундной продолжительностью импульса, что приводит к существенному увеличению их импульсной мощности, но это отдельная и достаточно нетривиальная задача, ждущая своего решения в будущем.
В качестве прототипа выбран способ изготовления рентгеношаблона [описанный в Патенте RU №2721172 на изобретение: «Способ изготовления самонесущего рентгеношаблона» / Генцелев А.Н., Дульцев Ф.Н. - Опубл. в Б.И., 2020, №14], в соответствие, с которым перфорирование фольг тяжелых металлов (например, тантала (Та) или вольфрама (W)) производится посредством следующей последовательности операций.
1. Формирование посредством известных литографических приемов на поверхности фольги защитной маски из металла с существенно более низкой скоростью травления, чем металл фольги (в соответствующей плазме), например, из алюминия, при этом толщина маски должна обеспечивать сквозное плазмохимическое травление фольги через нее.
2. Фиксация фольги посредством резиста на металлической шайбе с плоскопараллельными шлифованными поверхностями.
3. Проведение сквозного плазмохимического травления фольги через защитную маску.
4. Освобождение перфорированной фольги путем растворения резиста.
5. Фиксация фольги в опорном кольце, например, с использованием для ее принудительного распрямления двух деталей со шлифованными поверхностями: подкладки и груза.
Данный способ иллюстрируется рисунками, представленными на фиг. 2, 3, 4.
К недостаткам данного способа можно отнести конкретное исполнение фиксации фольги к металлической шайбе посредством резиста, из-за чего проистекают два негативных момента.
1. Достаточно сложно обеспечить равную и очень малую толщину резиста по всей склеиваемой поверхности, что в сочетании с малой его теплопроводностью ~0,2 Вт/(м⋅К) (это в сотни и тысячи раз меньше чем у металлов, а ведь именно через слой резиста должны идти потоки тепла от обрабатываемой заготовки фольги к охлаждаемому столику) приводит в термическим короблениям фольги и к дальнейшему ухудшению отведение тепла от зоны плазмохимического травления, поскольку по мере продолжительности воздействия плазмы на фольгу эти различия не нивелируются, а наоборот возрастают, так как плохо охлаждаемые участки греются еще сильнее. 2. В частичном изменении свойств резиста под воздействием плазмы, что меняет его способность растворяться в органических растворителях и затрудняет отделение перфорированной фольги от металлической шайбы.
С целью преодоления вышеуказанных недостатков способа-прототипа предлагается изменить способ приклейки заготовки из фольги к металлической шайбе, а именно использовать в качестве клеящего вещества металл галлий (Ga) и изменить конструкцию шайбы.
Температура плавления галлия Тпл.=29,78°С, а коэффициент его теплопроводности [Вт/(м⋅град)] меняется от 41 (при 0°С) до 33 (при 27°С) и он более чем в 150 раз превосходит соответствующий параметр, характеризующий резист.
Пример конкретного исполнения
Далее приведена последовательность операций изготовления самонесущего рентгеношаблона из фольг тяжелых металлов с подробным описанием отличительных моментов от способа-прототипа.
1. Из металлической фольги толщиной ~ 30 мкм вырезают круг нужного диаметра, производят очистку его рабочей поверхности и на нее после предварительного прогрева до температуры ~500°С в вакуумной камере производят магнетронное напыление тонкого слоя алюминия, толщиной ~1-4,5 мкм.
2. Формируют известными литографическими способами на одной из поверхностей фольги защитную маску из алюминия с соответствующей топологией, например, путем жидкостного травления слоя алюминия через резистивную маску, сформированную посредством фотолитографии.
3. Фиксируют фольгу посредством металла галлия на металлической шайбе с плоскопараллельными шлифованными поверхностями, выполненной, например, из меди или стали, см. фиг. 5, для чего галлий, заготовку из фольги и металлическую шайбу разогревают до температуры ~5÷80°С, наносят галлий на шайбу и на фольгу и плотно прижимают их друг к другу, а затем шайбу с наклеенной фольгой под распрямляющим грузом помещают в холодильник, где эта сборка охлаждается до температуры ~5°С.
4. Размещают металлическую шайбу с приклеенной фольгой на рабочем столике установки плазмохимического травления и охлаждают до стартовой температуры ~5°С.
5. Производят сквозное плазмохимическое травление фольги через сформированную на ее рабочей поверхности защитную маску (см. фиг. 3).
6. Освобождают перфорированную фольгу от металлической шайбы путем растворения связующего металла галлия, например, в слабо концентрированном (~10-20%) водном растворе соляной кислоты (путем окисления металла галлия и растворения его соли в водном растворе соляной кислоты). Производят сушку перфорированной фольги.
7. После окончания промывки и сушки перфорированной фольги, она размещается между двумя шлифованными поверхностями деталей (см. фиг. 4): подкладки 14 (равной по высоте нижнему кольцу) и груза 15, после чего фиксируется в опорном кольце путем стяжки двух его половин посредством винтовых соединений, как это описано в способе-прототипе.
Операции плазмохимического травления производят, например, на установке Plasmalab 80 Plus с источником индуктивно-связанной плазмы (ICP), применяя циклический режим с чередованием операций травления и охлаждения таким образом, чтобы температура столика в начале каждого очередного цикла составляла ~5°С, при этом температура столика и фольги в течении процесса никогда не должна подниматься выше 25°С.
Режим травления вольфрамовой фольги: давление р=8 мТорр, скорости подачи газов: ВСl3 - 10 см3/мин, Ar - 20 см3/мин; подводимые мощности: RF=100 Вт, ICP=600 Вт, скорость травления вольфрама ~0,35 мкм/цикл (цикл: травление - 1 мин, охлаждение - 2 мин).
Режим травления танталовой фольги: р=10 мТорр, скорости подачи газов: NF3 - 30 см3/мин, Ar - 10 см3/мин; подводимые мощности: RF=100 Вт, ICP=600 Вт, скорость травления тантала ~2 мкм/цикл (цикл: травление - 1 мин, охлаждение - 3 мин).
Поскольку во время травления к образцу подводится значительная мощность (~700 Вт), то он греется и соответственно поднимается температура столика, контролируемая датчиком. На стадии охлаждения она снижается до ~Т=5°С и эта температура является исходной для старта нового цикла. Отвод тепла от образца (т.е. его охлаждение) происходит двумя путями: через теплоотвод к охлаждаемому столику (с которым образец имеет механический контакт) и через процессы теплопереноса в среде газа аргона (на стадии охлаждения поток активных газов перекрывается и существенно увеличивается поток аргона до 50 см3/мин).
Плазмохимическое травление фольги предпочтительнее вести в циклическом режиме, что обеспечивает хорошую воспроизводимость процесса травления, поскольку каждый раз цикл травления стартует с одной и той же температуры охлаждаемого столика и соответственно образца (т.е. заготовки фольги, приклеенной к шайбе) и таким образом все циклы травления будут происходить практически в одинаковых условиях. Кроме того, должны выполняться следующие условия: размер (диаметр) пучка ионов должен быть больше или равен размеру (диаметру) фольги, а сама фольга должна полностью размещаться на металлической шайбе, диаметр которой должен быть равен диаметру охлаждаемого столика, благодаря чему вся обрабатываемая фольга будет находиться в сравнительно одинаковых термодинамических условиях.
На фиг. 1 приведена схема, иллюстрирующая способ-аналог, где изображена (выполняющая в конечном изделии роль маскирующего слоя) перфорированная фольга 1, механически жестко зафиксированная в металлической рамке 2, крепящейся на установочном пятикоординатном столе 3. Излучение от мощного коротко-импульсного лазера 4, прошедшее через управляющий затвор 5, фокусируется оптической системой 6 в рабочую плоскость установки лазерной резки. Контроль за процессом формирования сквозных отверстий ведется при помощи системы видеонаблюдения 7. Все процессы лазерной резки автоматизированы и управляются компьютером (на схеме не показан). В обеспечение наглядности пропорции размеров основных элементов не соблюдены.
На фиг. 2 приведено схематическое изображение фиксации фольги 1 со сформированной на ее поверхности защитной металлической маской 8 для последующего плазмохимического травления. Фиксация производится посредством тонкого слоя резиста 9 к металлической шайбе 10 с плоскопараллельными шлифованными поверхностями, содержащей массив сквозных отверстий для оттока избытков резиста.
На фиг. 3 схематично иллюстрируется процесс плазмохимического травления фольги в установке, где металлическая шайба 10 (с зафиксированной на ней посредством резиста 9 фольгой 1) размещается на охлаждаемом столике 11, после чего фольга 1 травится потоком химически активных ионов 12 через защитную маску 8.
На фиг. 4 приведена схема, иллюстрирующая процесс фиксации в опорном кольце 13, состоящем из двух половинок, перфорированной фольги (изображена черным цветом) с проведением ее предварительного принудительного распрямления, путем зажатия между двумя шлифованными поверхностями деталей: подкладки 14 (равной по высоте нижней половинке кольца) и груза 15.
На фиг. 5 приведено схематическое изображение фиксации фольги 1 со сформированной на ее поверхности защитной металлической маской 8 для последующего плазмохимического травления. Фиксация производится посредством тонкого слоя металла галлия 16 к металлической шайбе 10 с плоскопараллельными шлифованными поверхностями, фольга находится под воздействием распрямляющего груза 17.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления самонесущего рентгеношаблона | 2019 |
|
RU2721172C1 |
| Способ изготовления самонесущих металлических сеточных структур для селекции электромагнитного излучения | 2020 |
|
RU2764017C1 |
| Способ изготовления кремниевого рентгеношаблона | 2019 |
|
RU2716858C1 |
| Способ изготовления рентгенолитографического шаблона | 2019 |
|
RU2704673C1 |
| РЕНТГЕНОШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2488910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ LIGA-ШАБЛОНА | 2010 |
|
RU2431882C1 |
| РЕНТГЕНОЛИТОГРАФИЧЕСКИЙ ШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2469369C2 |
| ЛИТОГРАФИЧЕСКАЯ МАСКА ДЛЯ LIGA-ТЕХНОЛОГИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2350995C2 |
| СПОСОБ ПРОВЕДЕНИЯ ТРАФАРЕТНОЙ РЕНТГЕНОВСКОЙ ЛИТОГРАФИИ | 2007 |
|
RU2344453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГРАФИЧЕСКОЙ МАСКИ ДЛЯ LIGA-ТЕХНОЛОГИИ | 2007 |
|
RU2350996C1 |


Изобретение относится к рентгенолитографии. Способ изготовления самонесущего рентгеношаблона включает процессы формирования литографическими способами на одной из поверхностей металлической фольги защитной маски из металла, имеющего малую по сравнению с металлом фольги скорость травления в соответствующем составе химически активной плазмы, травящей металл фольги, процессы предварительного принудительного распрямления фольги и ее фиксации посредством клеящего вещества на металлической шайбе, устанавливаемой на рабочем столике установки плазмохимического травления, процесс сквозного травления фольги через защитную маску в установке плазмохимического травления, при этом согласно изобретению в качестве клеящего вещества фиксирующего фольгу на металлической шайбе используют жидкий металл галлий с последующим его отвердеванием при охлаждении сборки: фольга, металл галлий, металлическая шайба - до температуры ниже температуры плавления галлия (Тпл.=29,78°С). Изобретение исключает коробление фольги и изменения свойств резиста. 2 з.п. ф-лы, 5 ил.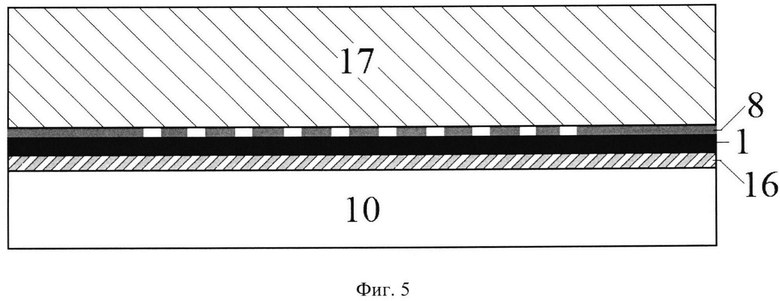
1. Способ изготовления самонесущего рентгеношаблона, включающий в себя процессы формирования известными литографическими способами на одной из поверхностей металлической фольги защитной маски из металла, имеющего малую по сравнению с металлом фольги скорость травления в соответствующем составе химически активной плазмы, травящей металл фольги, процессы предварительного принудительного распрямления фольги и ее фиксации посредством клеящего вещества на металлической шайбе, устанавливаемой на рабочем столике установки плазмохимического травления, процесс сквозного травления фольги через защитную маску в установке плазмохимического травления, отличающийся тем, что в качестве клеящего вещества фиксирующего фольгу на металлической шайбе используют жидкий металл галлий с последующим его отвердеванием при охлаждении сборки - фольга, металл галлий, металлическая шайба - до температуры ниже температуры плавления галлия Тпл.=29,78°С.
2. Способ изготовления самонесущего рентгеношаблона по п.1, отличающийся тем, что охлаждение сборки - фольга, металл галлий, металлическая шайба - производят под распрямляющим грузом.
3. Способ изготовления самонесущего рентгеношаблона по п.2, отличающийся тем, что охлаждение сборки - фольга, металл галлий, металлическая шайба - производят в холодильном шкафу.
| Способ изготовления самонесущего рентгеношаблона | 2019 |
|
RU2721172C1 |
| Способ изготовления кремниевого рентгеношаблона | 2019 |
|
RU2716858C1 |
| Способ изготовления рентгенолитографического шаблона | 2019 |
|
RU2704673C1 |
| РЕНТГЕНОШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2488910C1 |
| РЕНТГЕНОЛИТОГРАФИЧЕСКИЙ ШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2469369C2 |
| JP 60108851 A, 14.06.1985. | |||

