ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к упаковке табачных изделий и способу изготовления этой упаковки табачных изделий.
УРОВЕНЬ ТЕХНИКИ
На рынке предлагаются разнообразные изделия, связанные с потреблением табака, большинство из которых предназначено для сжигания, такие как сигареты, табак для самокруток, сигариллы или сигары. Однако существуют некоторые другие изделия, связанные с потреблением табака, которым не требуется сжигание, но которые предназначены для орального или назального введения. Примеры таких изделий включают жевательный табак, бездымные снафф и снюс. Кроме того, существует новый класс изделий, связанных с потреблением табака, в которых табак нагревается без сгорания, создавая вследствие нагревания пары, так называемые изделия из нагреваемого табака. В контексте настоящей заявки термин "изделия из нагреваемого табака" относится к табачным изделиям, пригодным для применения посредством нагревания без сжигания и не относится к табачным изделиям, которые уже были нагреты.
Эти изделия из нагреваемого табака нагреваются до температуры ниже температуры горения табака посредством подходящего электронного устройства. Изделия из нагреваемого табака могут иметь цилиндрическую форму и включают наполнитель в виде табака, восстановленного табака или обработанного табака, который заключен в оболочку, причем торцевые области наполнителя остаются непокрытыми оболочкой. Если такое изделие из нагреваемого табака вставляется в установочный патрон соответствующего устройства, нагревательный элемент, предназначенный для нагрева наполнителя, выступает в наполнитель через первую торцевую область, или окружает табачное изделие. Если пользователь втягивает воздух через мундштук электронного устройства, этот воздух может всасываться через вторую торцевую область, нагретый наполнитель, первую торцевую область, и в конечном итоге пользователь вдыхает этот воздух.
Кроме того, поскольку табачный наполнитель может быть обработан летучим веществом, например веществом на основе глицерина, упаковка таких изделий из нагреваемого табака играет чрезвычайно важную роль. При этом упаковка должна предохранять изделия из нагреваемого табака от воздействий окружающей среды, таких как повышенные температуры или влажность. Помимо этого, упаковка должна обеспечивать герметичность для изделий из нагреваемого табака в целях поддержания их свежести, в частности, чтобы предотвратить высыхание этих изделий.
До настоящего времени изделия из нагреваемого табака обычно пакуются в небольшие контейнеры наподобие обычных сигарет, и такой контейнер содержит множество изделий из нагревательного табака, размещенных вертикально и рядом друг с другом. Однако потребители и производители весьма заинтересованы в альтернативных упаковках, например, заключающих в себе несколько компактно расположенных изделий из нагреваемого табака. Поэтому упаковка и способ упаковки для изделий из нагреваемого табака, позволяющие компактно упаковывать изделия из нагреваемого табака на продолжительный срок, особенно интересны с коммерческой точки зрения.
Таким образом задача настоящего изобретения заключается в том, чтобы предложить упаковку для изделий из нагреваемого табака, особенно для нескольких изделий из нагреваемого табака, которая обеспечивает защиту изделий из нагреваемого табака от воздействий окружающей среды и обеспечивает улучшенную герметизацию для предотвращения высыхания наполнителя.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Недостатки известного уровня техники преодолены или как минимум уменьшены посредством данной упаковки табачных изделий и способа изготовления этой упаковки в соответствии с приложенной формулой изобретения.
В соответствии с одним аспектом настоящего изобретения предложена упаковка табачных изделий, включающая как минимум два табачных изделия цилиндрической формы, выровненных в направлении выравнивания. В предпочтительном варианте этими табачными изделиями являются изделия из нагреваемого табака.
В упаковке табачных изделий обертка покрывает как минимум часть наружных поверхностей выровненных табачных изделий, предпочтительно каждого выровненного табачного изделия, как минимум в первоначальном состоянии. Наружные поверхности могут включать боковые цилиндрические поверхности и (или) торцевые области табачных изделий.
Разрывная лента расположена в направлении выравнивания, вдоль обертки. Иными словами, разрывная лента простирается от одной оконечности выровненных и обернутых табачных изделий до противоположной оконечности выровненных и обернутых табачных изделий. При этом разрывная лента может простираться вдоль направления выравнивания прямолинейно, криволинейно или зигзагообразно. В дальнейшем предпочтительном варианте разрывная лента вьется спирально от одной оконечности выровненных обернутых табачных изделий до их противоположной оконечности. При этом шаг спирали предпочтительно соответствует длине табачного изделия в направлении выравнивания этого табачного изделия. Поэтому после каждого оборота спирали может быть снята обертка с одного табачного изделия.
Разрывная лента сконфигурирована для того, чтобы отрывать, рвать или разрывать обертку, если пользователь тянет за эту разрывную ленту. Иными словами, если потянуть разрывную ленту, обертка вскрывается вдоль направления выравнивания. При этом вскрытие обертки предпочтительно осуществляется посредством удаления, с помощью разрывной ленты, части обертки, которая покрывает табачные изделия.
В соответствии с настоящим изобретением, разрывная лента включает как минимум одну линию ослабленной прочности, которая находится вблизи границы раздела между соседними табачными изделиями. Разрывная лента, сама по себе, является практически нервущейся и неразрывной, однако повышенная способность рваться или разрываться имеется в ней на как минимум одной линии ослабленной прочности. В предпочтительном варианте разрывная лента сконфигурирована для вырывания или отрывания по как минимум по одной линии ослабленной прочности, если пользователь тянет за нее.
Таким образом настоящее изобретение предлагает оберточную упаковку для множества табачных изделий, которую можно легко вскрыть посредством разрывной ленты, для доступа к отдельным табачным изделиям и их извлечения. При этом чрезмерное вскрытие обертки вследствие того, что разрывная лента была вытянута на чрезмерную длину, исключается благодаря наличию линий ослабленной прочности вблизи границы раздела соседних табачных изделий. Таким образом пользователь может легко вынимать табачные изделия по одному, и при этом после изъятия одного табачного изделия остальные табачные изделия остаются надежно завернутыми. Поэтому остальные изделия остаются надежно защищенными от воздействий окружающей среды и герметичными.
Таким образом упаковка табачных изделий по настоящему изобретению позволяет предлагать изделия из нагреваемого табака, которые могут содержать высоколетучие вещества, в качестве блоков, состоящих из нескольких таких изделий из нагреваемого табака. Даже если изделия из нагреваемого табака в этих блоках не завернуты по отдельности, высыхание надежно предотвращается посредством обертки, которая сохраняется даже после удаления отдельных табачных изделий.
В предпочтительном варианте осуществления направление выравнивания табачных изделий перпендикулярно продольному направлению, особенно в продольном направлении табачных изделий. В особенно предпочтительном варианте продольное направление соответствует направлению высоты табачных изделий цилиндрической формы. В предпочтительном варианте обертка таким образом покрывает как минимум часть торцевых областей и боковых цилиндрических поверхностей выровненных табачных изделий. Обеспечивается преимущество, состоящее в том, что обе торцевые области табачных изделий могут оставаться полностью покрытыми оберткой даже после удаления табачного изделия из обертки. Поэтому высыхание табачных изделий предотвращается особо эффективным образом.
В альтернативно предпочтительном варианте осуществления табачные изделия цилиндрической формы выровнены в продольном направлении, особенно в продольном направлении табачных изделий. В особенно предпочтительном варианте продольное направление соответствует направлению высоты табачных изделий цилиндрической формы. В дальнейшем предпочтительном варианте торцевые области соседних табачных изделий, выровненных в продольном направлении, обращены друг к другу. В нижеприведенном описании продольное направление употребляется только в качестве примера направления выравнивания, не ограничивая в целом направление выравнивания продольным направлением.
В соответствии с этим альтернативно предпочтительным вариантом осуществления обертка покрывает как минимум часть боковых цилиндрических поверхностей выровненных табачных изделий, предпочтительно каждого выровненного табачного изделия, как минимум в первоначальном состоянии. Кроме того, обертка может частично простираться на торцевые области самых крайних табачных изделий. Обеспечивается преимущество, состоящее в том, что стержневидным блокам в соответствии с данным предпочтительным вариантом осуществления можно придать размеры, аналогичные размерам обычных сигарет. Поэтому можно успешно и без затруднений использовать или легко адаптировать для использования упаковочные материалы и станки, предназначенные для обычных сигарет.
В предпочтительном варианте как минимум одна линия ослабленной прочности является достаточно глубокой для того, чтобы обеспечить разрыв или обрыв разрывной ленты, если пользователь прикладывает к этой разрывной ленте тяговое усилие в направлении разрыва этой разрывной ленты. При этом глубина линий ослабленной прочности и (или) участков ослабленной прочности (см. ниже) определяет величину усилия, необходимого, чтобы разорвать разрывную ленту. В предпочтительном варианте, усилие, необходимое для разрыва разрывной ленты по линиям ослабленной прочности, меньше или как максимум равно усилию, необходимому для того, чтобы разорвать обертку, потянув отрывную ленту.
В предпочтительном варианте выровненные табачные изделия в упаковке (практически) идентичны (друг другу). Иными словами, в предпочтительном варианте, упаковка изделия содержит как минимум два, предпочтительно 3, 4, 5, 6, или более отдельных идентичных табачных изделия. Этими табачными изделиями могут являться изделия из нагреваемого табака, включающие табачный наполнитель, восстановленный табак и (или) обработанный табак. Наполнитель предпочтительно имеет цилиндрическую форму, особенно предпочтительно круговую цилиндрическую форму, и, кроме того, он предпочтительно окружен охватывающей оболочкой. Охватывающая оболочка может состоять как минимум их одного слоя, выполненного как минимум из одного из следующих материалов: бумага, пластмасса, алюминий, или из их сочетания.
В соответствии с особо предпочтительным вариантом осуществления местоположение как минимум одной линии ослабленной прочности смещено от соответствующей границы раздела соседних табачных изделий в направлении, противоположном направлению разрыва разрывной ленты. Иными словами, в направлении тяги разрывной ленты, линия ослабленной прочности расположена до соответствующей поверхности соседних табачных изделий или предшествует ей. Поэтому если пользователь тянет разрывную ленту, чтобы вскрыть обертку, разрывная лента рвется на линии ослабленной прочности, предотвращая тем самым разрыв и вскрытие обертки за следующей границей раздела. Обеспечивается преимущество, состоящее в том, что остальные табачные изделия в упаковке таким образом остаются обернутыми и защищенными от высыхания.
Далее обеспечивается преимущество, состоящее в том, что вследствие смещения между линией ослабленной прочности и соответствующей границей раздела, разрывная лента выступает за оконечность остальных табачных изделий после удаления табачного изделия из разорванной обертки. Обеспечивается выгода, состоящая в том, что пользователь может легко взяться за эту выступающую часть, чтобы разорвать следующую часть обертки.
В соответствии с дальнейшим предпочтительным вариантом осуществления, другая часть, например, консольная часть разрывной ленты выступает за оконечность обертки в направлении, противоположном направлению тяги или разрыва разрывной ленты. Поэтому обеспечивается преимущество, которое заключается в том, что пользователь может легко взяться за разрывную ленту даже для разрыва первой части обертки. В особо предпочтительном варианте длина консольной части соответствует, и предпочтительно практически равна расстоянию между границей раздела соседних табачных изделий и соответствующей линией ослабленной прочности. Поэтому консольная часть и остальные выступающие части разрывной ленты в соответствии с вышеприведенным описанием имеют одинаковую длину, особенно, если разрывная лента выступает в продольном направлении. Таким образом повышается удобство пользователя и улучшается внешний вид упаковки табачных изделий.
В предпочтительном варианте осуществления разрывная лента прикреплена к обертке. В особо предпочтительном варианте разрывная лента присоединена к обертке, например, посредством подходящего адгезива, частичного приваривания, крепления термоклеем или горячего крепления разрывной ленты к обертке или аналогичным способом. В предпочтительном варианте разрывная лента и обертка могут быть выполнены из разных материалов. В особо предпочтительном варианте обертка может быть выполнена из бумажного материала и разрывная лента может быть выполнена из полимерного материала. Полезно, если материал разрывной ленты в принципе обладает более высокой прочностью на разрыв, чем материал обертки. В соответствии с этим вариантом осуществления разрывная лента предпочтительно включает как минимум одну линию ослабленной прочности уже до ее прикрепления к обертке. Такая прикрепленная разрывная лента может иметь криволинейную, зигзагообразную или тому подобную форму, но в наиболее предпочтительном варианте она должна прямолинейно простираться в продольном направлении.
В соответствии с альтернативным предпочтительным вариантом осуществления разрывная лента сформирована как единое целое с оберткой. Иными словами, разрывная лента и обертка выполнены из одного и того же материала. Иначе говоря, разрывная лента является частью обертки. В особо предпочтительном варианте, в поперечном сечении обертки, разрывная лента сформирована как окружное сечение, соответствующее как максимум половине окружности поперечного сечения обертки. В предпочтительном варианте разрывная лента составляет менее половины, предпочтительно треть, четверть, пятую или шестую часть окружности поперечного сечения обертки. Эта единая с оберткой разрывная лента может быть сформирована прямолинейно, криволинейно, зигзагообразно или спиралевидно вдоль обертки.
В особо предпочтительном варианте разрывная лента сформирована между двумя практически параллельными линиями разрыва ослабленной прочности обертки, которые простираются в продольном направлении. Иными словами, как минимум две линии разрыва протираются параллельно от одной оконечности обертки к противоположной оконечности обертки. При этом линии разрыва ослабленной прочности сконфигурированы для разрыва и вскрытия обертки в результате того, что пользователь тянет разрывную ленту в направлении ее тяги. В дальнейшем предпочтительном варианте обертка и разрывная лента выполнены из одного и того же полимерного материала. В этом особо предпочтительном варианте обеспечивается преимущество, состоящее в том, что не требуется дополнительная разрывная лента.
В соответствии с дальнейшим предпочтительным вариантом осуществления упаковка табачных изделий включает также как минимум одну разделительную линию, которая простирается по окружности вокруг обертки и которая выровнена с границей раздела соседних табачных изделий. В упаковке изделий по настоящему изобретению, отдельные табачные изделия примыкают друг к другу торцами и заключены в обертку. Разделительные линии совпадают как минимум с одним стыком между примыкающими друг к другу табачными изделиями. Обеспечивается преимущество, состоящее в том, что разделительные линии позволяют удалить излишнюю обертку после вскрытия части обертки посредством разрывной ленты и удаления табачного изделия.
Для разрывной ленты, прикрепленной к обертке, разделительные линии предпочтительно простираются по всему периметру обертки. Чтобы обеспечить наличие выступающих частей разрывной ленты в качестве ручек для пользователя в соответствии с вышеприведенным описанием, разрывная лента предпочтительно не прикрепляется, например, не приклеивается к обертке вблизи разделительных линий. Поэтому излишнюю обертку можно удалить, разорвав разделительные линии без помех со стороны разрывной ленты. В альтернативном варианте выступающие части прикрепленной разрывной ленты исключены и разделительные линии простираются по всему периметру обертки. При этом линии ослабленной прочности прикрепленной разрывной ленты предпочтительно выровнены с разделительными линиями, чтобы облегчить удаление излишней обертки.
Для разрывной ленты, составляющей единое целое с оберткой, разделительные линии предпочтительно простираются не вокруг всего периметра обертки. В особо предпочтительном варианте разделительные линии простираются за пределы разрывной ленты по остальному периметру обертки. Если разрывная лента сформирована между двумя практически параллельными линиями разрыва ослабленной прочности в соответствии с вышеприведенным описанием, разделительные линии предпочтительно простираются между линиями разрыва за пределами разрывной ленты. В соответствии с этим вариантом осуществления линии ослабленной прочности разрывной ленты не должны быть выровнены с разделительными линиями, поскольку излишнюю обертку можно легко удалить вдоль разделительных линий и частей линий разрыва.
В предпочтительном варианте как минимум одна линия ослабленной прочности образована как минимум одним местным истончением, как минимум одним вырезом или множеством перфораций в материале разрывной ленты. То же самое относится к материалу обертки для линий разрыва ослабленной прочности и разделительных линий.
Как минимум одна линия ослабленной прочности, как минимум две линии разрыва ослабленной прочности, и (или) как минимум одна разделительная линия являются прерывистыми (не непрерывными) или непрерывными. В предпочтительном варианте, как минимум одна линия ослабленной прочности, как минимум две линии разрыва ослабленной прочности, и (или) как минимум одна разделительная линия включает (включают) множество прерывистых участков ослабленной прочности, разнесенных друг от друга, и при этом участки ослабленной прочности могут иметь форму перфораций или рисок. Такие участки ослабленной прочности могут быть созданы различными способами, например, в виде перфораций, рисок, лазерных прорезей и тому подобного. Однако, как минимум в целях пояснения подходящих для использования способов каждая из как минимум одной линии ослабленной прочности, как минимум двух линий разрыва ослабленной прочности, и (или) как минимум одной разделительной линии может считаться сформированной одним участком ослабленной прочности.
Как минимум одна линия ослабленной прочности разрывной ленты (которая может являться частью обертки), как минимум две линии разрыва обертки ослабленной прочности, и (или) как минимум одна разделительная линия ослабленной прочности обертки могут быть получены посредством многих идентичных или различных процессов, или могут быть получены посредством одного процесса. Использование одного и того же процесса может зависеть от того, идентичен ли материал разрывной ленты материалу обертки. Выбор процесса также может зависеть от того, когда создаются участки ослабленной прочности, до или после заключения выровненных табачных изделий в обертку, а также от того, прикреплена ли отрывная лента к материалу обертки или сформирована как единой целое с ним. Однако в особо предпочтительном варианте осуществления как минимум одна линия ослабленной прочности, как минимум две линии разрыва ослабленной прочности и как минимум одна разделительная линия получены посредством единого процесса.
В предпочтительном варианте осуществления линии ослабленной прочности и (или) участки ослабленной прочности могут быть созданы посредством нанесения перфораций как минимум частично через разрывную ленту. В альтернативном варианте линии ослабленной прочности и (или) участки ослабленной прочности могут быть сформированы посредством лазерной резки, как минимум частично, через разрывную ленту. Кроме того, перфорации могут быть получены с помощью механических средств, например, как минимум частичного разреза, электромагнитного излучения, ультразвука, пробивания, а также с помощью промышленного растворителя или химической обработки. Линии ослабленной прочности и (или) участки ослабленной прочности могут быть созданы на разрывной ленте до ее формирования на или в обертке. Кроме того, линии ослабленной прочности и (или) участки ослабленной прочности могут быть созданы на разрывной ленте до ее присоединения.
В предпочтительном варианте как минимум один участок ослабленной прочности является достаточно глубоким, чтобы разрывная лента и (или) упаковка могла оторваться, порваться или разорваться, если пользователь приложил достаточное усилие соответственно к разрывной ленте или обертке. При этом глубина участков ослабленной прочности определяет величину усилия, необходимого для разрыва разрывной ленты и (или) обертки. В предпочтительном варианте усилие, необходимое, чтобы разорвать обертку посредством разрывной ленты меньше усилия или как максимум равно усилию, которое необходимо, чтобы оторвать излишнюю обертку на разделительных линиях.
В отношении линий разрыва ослабленной прочности и (или) разделительных линий ослабленной прочности, участки ослабленной прочности могут лишь частично проникать внутрь обертки, сохраняя способность обертки, в которой находятся как минимум два табачных изделия, предохранять от воздействий окружающей среды и обеспечивать герметизацию. Однако в отношении разрывной ленты, участки ослабленной прочности могут полностью проходить сквозь всю эту ленту. Таким образом, усилие разрыва разрывной ленты может быть меньше усилия разрыва обертки.
В предпочтительном варианте обертка и разрывная лента, как минимум одна из них, включает как минимум один слой из бумаги, полимерного материала или алюминия. В дальнейшем предпочтительном варианте как минимум обертка представляет собой ламинат, включающий несколько слоев. Если обертка включает несколько слоев, т.е. представляет собой композит или ламинат, эти несколько слоев могут быть ламинированы друг с другом или соединены посредством адгезива.
С функциональной точки зрения обертка в предпочтительном варианте является горючей и как минимум обеспечивает замедленное пропускание тепла и (или) не выделяет опасные вещества при нагреве и (или) не повреждает электронное устройство, если оно по ошибке помещено в эту обертку. В дальнейшем предпочтительном варианте используемый материал обертки является водо- и паронепроницаемым, а также обеспечивает достаточные барьерные свойства в отношении других материалов, т.е. обладает достаточной способностью обеспечивать герметичность, и является рентабельным. Обертка может быть непрозрачной, полупрозрачной или прозрачной на одном или нескольких своих участках. Кроме того, на обертке могут быть напечатаны один или несколько товарных знаков, логотипов или тому подобного.
В дальнейшем предпочтительном варианте материал обертки и разрывной ленты в целом сложно порвать или разорвать, т.е. он является нервущимся и неразрывным. Иными словами, возможность порвать или разорвать обертку и разрывную ленту, т.е. свойство, благодаря которому пользователь может отрывать как минимум части обертки и (или) разрывной ленты, обеспечивается только посредством как минимум одной линии ослабленной прочности, как минимум двух линий разрыва ослабленной прочности и как минимум одной разделительной линии.
В особо предпочтительном варианте обертка состоит как минимум из одного нижеследующего материала: бумага, алюминиевая фольга, металлическая фольга, полимерная пленка, пленка с алюминиевым покрытием, бумага с алюминиевым покрытием, бумага с полимерным покрытием, ламинаты, флис, и каждый вышеуказанный материал может быть перфорирован или не перфорирован.
В дальнейшем предпочтительном варианте для обертки используется полимерный материал, например, обертка может быть выполнена из листовых полимеров или полимерной пленки. Например, для обертки можно использовать один или несколько следующих полимерных материалов: полиэфир, металлизированный полиэфир, различные полипропилены (ПП), металлизированный полипропилен, полиэтилены (ПЭ, включая, например, полиэтилен низкой плотности, полиэтилен средней плотности и полиэтилен высокой плотности), или сополимеры полиэтилена (включая линейный полиэтилен низкой плотности, этиленвинилацетат).
В соответствии с особо предпочтительным вариантом осуществления как минимум один слой материала обертки заключает в себе боковые цилиндрические поверхности как минимум двух выровненных табачных изделий. Иными словами, обертка не размещается вокруг табачных изделий посредством усадки, при том что усадка также является предпочтительным вариантом, но обернута вокруг выровненных табачных изделий и соединена сама с собой в области шва или области перекрытия. В предпочтительном варианте, в области шва материал обертки сварен сам с собой, в то время как в области перекрытия он также может быть скреплен сам с собой, например, посредством подходящего адгезива. Кроме того, область перекрытия может быть ограничена по обеим боковым сторонам областью шва. Иными словами, область перекрытия может быть создана посредством присоединения листа обертки к самому себе с помощью двух сварочных швов.
В соответствии с этим предпочтительным вариантом осуществления одна из как минимум одной линии разрыва ослабленной прочности предпочтительно соответствует области шва. В дальнейшем предпочтительном варианте как минимум две линии разрыва ослабленной прочности расположены по краям области перекрытия. Обеспечивается преимущество, состоящее в том, что участки ослабленной прочности можно наносить на материал обертки посредством такого же процесса, который используется для сварки, например, посредством лазера с различной интенсивностью излучения для создания сварочных швов и участков ослабленной прочности. В дальнейшем предпочтительном варианте разрывная лента соответствует зоне перекрытия. Обеспечивается преимущество, состоящее в том, что таким образом формируется разрывная лента, составляющая единое целое с оберткой, и прочность материала этой разрывной ленты в два раза выше прочности материала остальной обертки.
Другой аспект настоящего изобретения относится к способу изготовления упаковки табачных изделий, особенно упаковки табачных изделий в соответствии с вышеприведенным описанием. Способ изобретения включает как минимум следующие шаги: во-первых, как минимум два табачных изделия цилиндрической формы выровнены в продольном направлении так, что торцевые области соседних табачных изделий обращены друг к другу. Далее, выровненные табачные изделия заключены в слой обертки. Чтобы заключить выровненные табачные изделия в обертку, их можно поместить внутрь предварительно сформированной трубки материала обертки и осуществить плотную усадку этой трубки на выровненные табачные изделия. Такую усадку можно осуществить посредством подачи тепла или горячего воздуха на поверхность обертки. В альтернативном варианте лист обертки оборачивается вокруг табачных изделий и присоединяется сам к себе в области шва и (или) области перекрытия. Лист обертки может быть присоединен сам к себе, например, посредством сварки или посредством склеивания с самим собой при помощи адгезива.
Способ настоящего изобретения также включает шаги по нанесению на слой обертки как минимум двух практически параллельных линий разрыва ослабленной прочности, простирающихся в продольном направлении, чтобы из материала обертки сформировать разрывную ленту, составляющую единое целое с оберткой. Кроме того, способ изобретения предусматривает нанесение на слой обертки как минимум одной разделительной линии ослабленной прочности, которая простирается как минимум частично вокруг периметра обертки, т.е. в направлении, практически перпендикулярном продольному направлению. Кроме того, эта разделительная линия ослабленной прочности может быть выровнена с границей раздела между соседними табачными изделиями. Кроме того, способ изобретения предусматривает нанесение как минимум одной линии ослабленной прочности на разрывную ленту. При этом, в предпочтительном варианте, линия ослабленной прочности простирается практически перпендикулярно продольному направлению, и, в предпочтительном варианте, расположена вблизи границы раздела соседних табачных изделий.
Как минимум две линии разрыва ослабленной прочности, как минимум одна разделительная линия и как минимум одна линия ослабленной прочности предпочтительно наносятся посредством лазера, выдавливания или резания. При этом, способ изобретения в принципе позволяет использовать для создания линии ослабленной прочности, линий разрыва ослабленной прочности и (или) разделительной линии любые описанные выше процессы.
Далее, как минимум две линии разрыва ослабленной прочности, как минимум одну разделительную линию и как минимум одну линию ослабленной прочности можно нанести после или до заключения в обертку выровненных табачных изделий. При этом если такое нанесения осуществляется до заключения в обертку, т.е. если для заключения в обертку табачных изделий используется предварительно перфорированная обертка, положениями границ раздела соседних табачных изделий являются ожидаемые положения этих границ раздела. В этом случае, в предпочтительном варианте, слой обертки может быть предварительно перфорирован (поперечными) линиями перфорации, выровненными по ширине слоя обертки, и при этом каждый ряд отделен от соседнего ряда расстоянием, соответствующим длине одного табачного изделия. Далее, направление по окружности обертки представляет собой ожидаемое направление по окружности или по ширине.
КРАТКИЙ ПЕРЕЧЕНЬ ЧЕРТЕЖЕЙ
Другие аспекты изобретения станут очевидны специалистам в данной области техники из подробного описания примеров осуществления со ссылкой на приложенные чертежи, в которых:
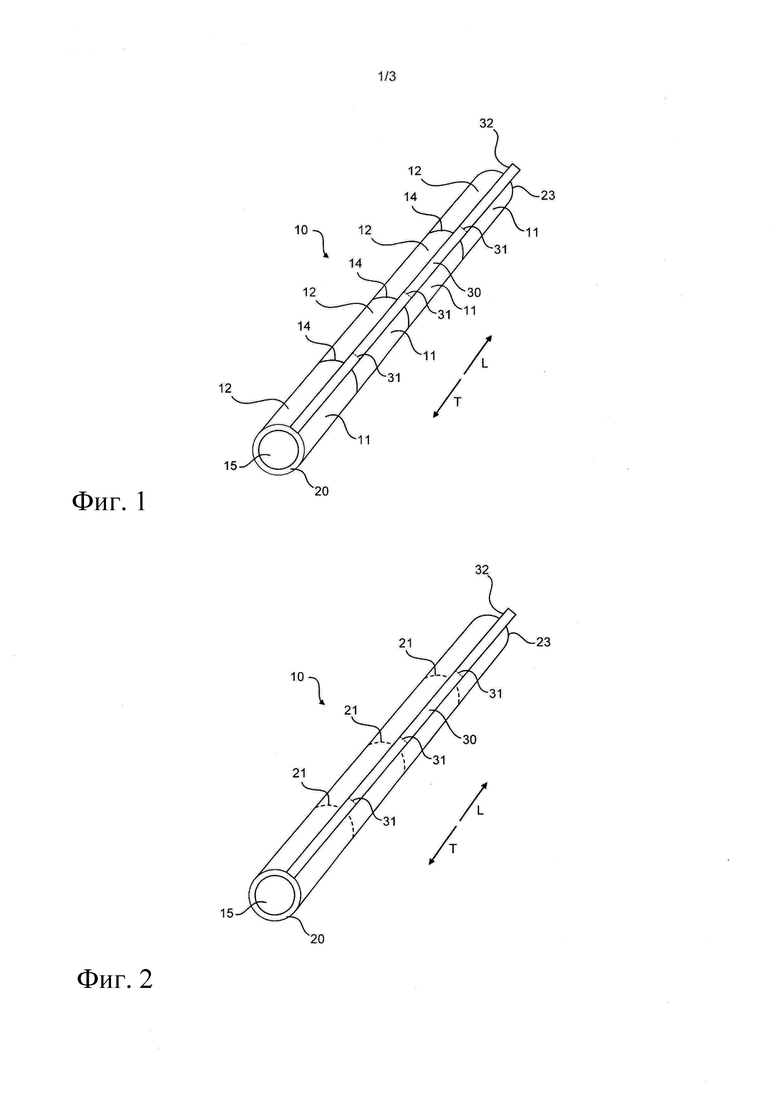
Фиг. 1 иллюстрирует схематический вид в аксонометрии упаковки табачных изделий в соответствии с первым вариантом осуществления;
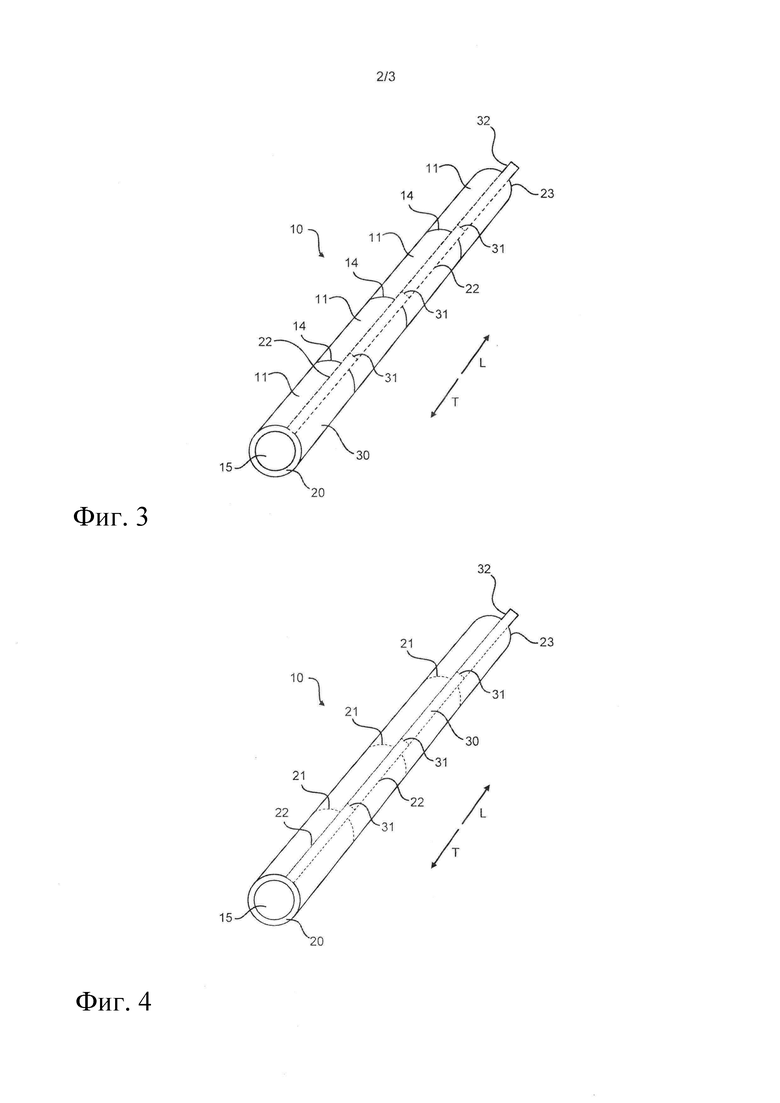
Фиг. 2 иллюстрирует схематический вид в аксонометрии упаковки табачных изделий в соответствии со вторым вариантом осуществления;
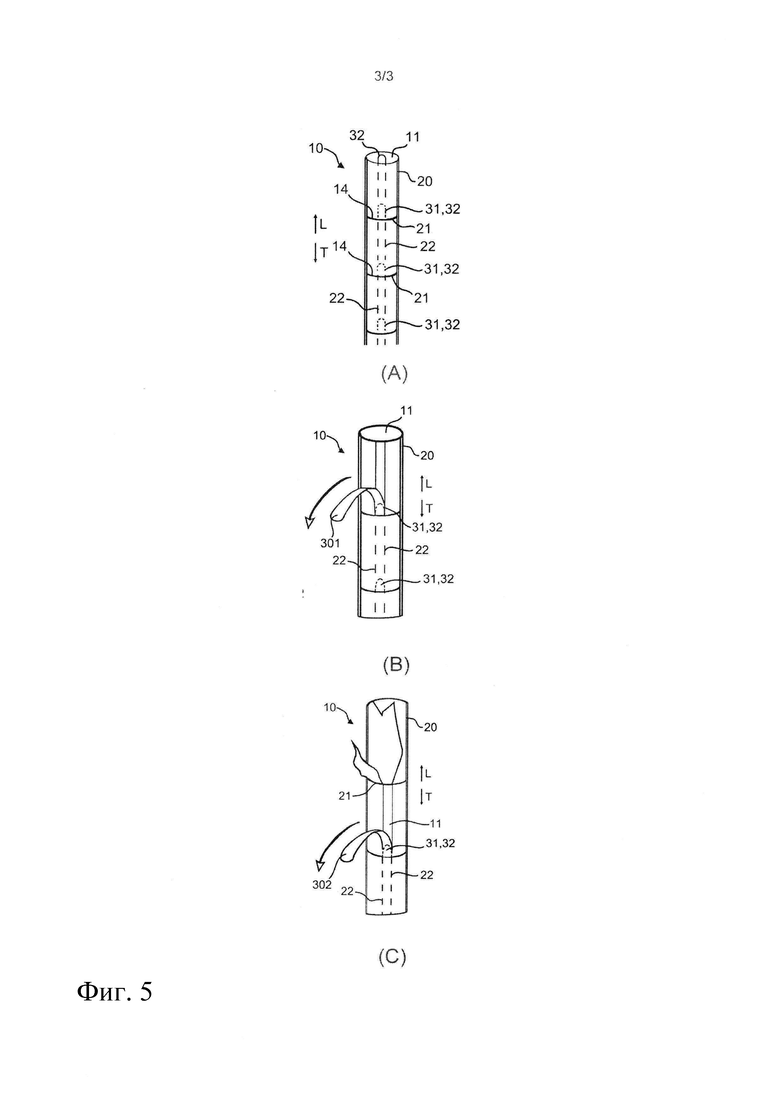
Фиг. 3 иллюстрирует схематический вид в аксонометрии упаковки табачных изделий в соответствии с третьим вариантом осуществления;
Фиг. 4 иллюстрирует схематический вид в аксонометрии упаковки табачных изделий в соответствии с четвертым вариантом осуществления; и
Фиг. 5 иллюстрирует процесс вскрытия упаковки табачных изделий в соответствии с четвертым вариантом осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Фиг. 1 представляет собой схематический вид в аксонометрии упаковки табачных изделий 10 в соответствии с первым вариантом осуществления настоящего изобретения. Упаковка табачных изделий 10 содержит четыре табачных изделия 11, которые выровнены в продольном направлении L так, что торцевые области 15 соседних табачных изделий 11 обращены друг к другу на границах раздела 14 между соседними табачными изделиями 11. Множество выровненных табачных изделий 11 обернуто в обертку 20, которая покрывает боковые цилиндрические поверхности 12 табачных изделий 11. Фиг. 1 иллюстрирует четыре выровненных табачных изделия 11, однако другие количества также возможны.
Каждое из табачных изделий 11 представляет собой изделие из нагреваемого табака 11, в состав которого входит наполнитель из восстановленного табака, обработанного веществом на основе глицерина, а также входит бумажная обертка, окружающая этот наполнитель. Длина каждого табачного изделия 11 составляет 15 мм в продольном направлении L, причем эта длина приспособлена к соответствующей выемке в электронном устройстве (не показано). Однако также возможны другие длины, например, в диапазоне от 6 мм до 100 мм, предпочтительно от 15 мм до 40 мм. Диаметр каждого из табачных изделий 11, показанных на Фигуре 1, составляет около 7,8 мм. Однако также возможны другие диаметры, такие как диаметры от примерно 4,5 мм до примерно 10 мм.
Упаковка табачных изделий 10 на Фиг. 1 также включает разрывную ленту 30, которая прикреплена к обертке 20. При этом разрывная лента 30 приклеена по всей своей длине к наружной поверхности обертки 20. Разрывная лента 30 включает множество линий ослабленной прочности 31, причем каждая линия ослабленной прочности 31 расположена вблизи границы раздела 14 между соседними табачными изделиями 11. В частности, каждая линия ослабленной прочности 31 разнесена со своей соответствующей границей раздела 14 в продольном направлении L. На оконечности 23 обертки, разрывная лента 30 выступает за обертку 20 и таким образом образует консольную часть 32. При этом длина консольной части 32 в продольном направлении L равна расстоянию между линиями ослабленной прочности 31 и соответствующими границами раздела 14.
Каждая линия ослабленной прочности 31 образована множеством перфораций, простирающихся в направлении ширины разрывной ленты 30, т.е. практически перпендикулярно продольному направлению L. Пользователь, взявшийся за разрывную ленту 30 в консольной части 32 и потянувший ее в направлении разрыва Т, противоположном продольному направлению L, первоначально разрывает обертку 20 в ее первой секции, которая соответствует самому крайнему табачному изделию 11. Поэтому связующая сила клея между оберткой 20 и разрывной лентой 30 превышает силу, необходимую для того, чтобы разорвать обертку 20. Когда разрывная лента 30 в процессе разрыва обертки 20 достигает линии ослабленной прочности 31, разрывная лента 30 обрывается по линии ослабленной прочности 31, и процесс разрыва обертки 20 прекращается. Усилие, необходимое для разрыва обертки 20, превышает усилие, необходимое для разрыва разрывной ленты 30.
Фигура 2 иллюстрирует схематический вид в аксонометрии упаковки табачных изделий 10 по второму варианту осуществления с такими же элементами, обозначенными ссылочными позициями, аналогичными показанным на Фиг. 1.
Упаковка табачных изделий 10 по второму варианту осуществления отличается от упаковки табачных изделий по первому варианту осуществления тем, что обертка 20 содержит множество разделительных линий 21, которые простираются по периметру обертки 20 в местоположениях границ раздела 14 между соседними табачными изделиями 11 как показано на Фиг. 1. Кроме того, во втором варианте осуществления разрывная лента 30 только частично прикреплена к обертке 20, и при этом не прикреплена к обертке 20 вблизи границ раздела 14 между табачными изделиями 11, т.е. разделительных линий 21.
Поэтому если пользователь берет разрывную ленту 30 за консольную часть 32 и тянет ее в направлении разрыва Т, первая секция обертки 20, соответствующая самому крайнему табачному изделию, также разрывается вплоть до отрыва разрывной ленты 30 по линии ослабленной прочности 31. Далее пользователь может удалить излишнюю обертку 20, оторвав ее по разделительной линии 21. Таким образом создается новая оконечность упаковки табачных изделий 10. Разрывная лента 30 простирается до местоположения прежней линии ослабленной прочности 31 и, таким образом, выступает за эту новую оконечность.
Фигура 3 иллюстрирует схематический вид в аксонометрии упаковки табачных изделий 10 по третьему варианту осуществления с такими же элементами, обозначенными ссылочными позициями, аналогичными показанным на Фиг. 1, 2.
В третьем варианте осуществления разрывная лента 30 сформирована как единое целое с оберткой 20. В частности, разрывная лента 30 сформирована двумя линиями разрыва ослабленной прочности 22, которые простираются параллельно в продольном направлении L упаковки 10. В особенно предпочтительном варианте линии разрыва ослабленной прочности 22, а также линии ослабленной прочности 31 сформированы посредством множества участков ослабленной прочности, например перфораций. При этом глубина и (или) размер участков ослабленной прочности линий ослабленной прочности 31 превышает глубину участков ослабленной прочности линий разрыва ослабленной прочности 22. Таким образом, разрывная лента 30 обрывается по линиям ослабленной прочности 31 при тяговом усилии, меньшем, чем тяговое усилие, необходимое для отрыва разрывной ленты 30 от остальной обертки 20 по линиям разрыва 20.
Фигура 4 иллюстрирует а схематический вид в аксонометрии упаковки табачных изделий 10 по четвертому варианту осуществления с такими же элементами, обозначенными ссылочными позициями, аналогичными показанным на Фиг. 1-3.
Упаковка табачных изделий 10 по четвертому варианту осуществления отличается от упаковки табачных изделий по третьему варианту осуществления тем, что обертка 20 содержит множество разделительных линий 21, которые частично простираются вокруг периметра обертки 20 в местоположениях границ раздела 14 между соседними табачными изделиями 11, как показано на Фигуре 3. При этом разделительные линии 21 соответственно заканчиваются на линиях разрыва ослабленной прочности 22 и не простираются через разрывную ленту 30. Участок ослабленной прочности по всей окружности обертки 20 таким образом создается посредством сочетания разделительной линии 21 и соответствующей линии ослабленной прочности 31.
Процесс вскрытия упаковки табачных изделий в соответствии с четвертым вариантом осуществления более подробно иллюстрируется на Фигурах 5а-5с. На Фигуре 5, сплошные линии обозначают границы раздела 14 между соседними табачными изделиями 11, и разделительные линии 21 выровнены с этими границами раздела 14.
На Фигуре 5а упаковка табачных изделий 10, иллюстрация которой приведена на Фигуре 4, показана в вертикальной конфигурации. Единственное отличие от упаковки 10, показанной на Фигуре 4, заключается в том, что линии ослабленной прочности 31 не являются прямыми линиями, но сформированы криволинейно между линиями разрыва 22. Кроме того, как показано на Фигуре 5а, консольная часть 32 выступает за оконечность обертки 10 и обеспечивает ручку, чтобы облегчить пользователю захват разрывной ленты 30.
Как показано на Фигуре 5b, если пользователь тянет разрывную ленту 30 в направлении разрыва Т, разрывная лента 30 отрывается от остальной обертки 20 по линиям разрыва ослабленной прочности 22. Как только вытягиваемая разрывная лента 30 достигает линии ослабленной прочности 31, разрывная лента 30 отрывается от остальной упаковки 10 по линии ослабленной прочности 31. Поэтому пользователь может удалить оторванную часть 301 разрывной ленты 30 так, чтобы конец разрывной ленты 30, выступающий за следующую разделительную линию 21 сформировал новую консольную часть 32. Пользователь может затем удалить излишнюю обертку 20 по разделительной линии 21 (не показана) или оставить ее на упаковке 10.
В соответствии с иллюстрацией, приведенной на Фигуре 5 с, взявшись за консольную часть 32 следующей секции 302 разрывной ленты 30 и потянув ее в направлении разрыва, пользователь может разорвать следующую часть обертки 20. При этом разрывная лента 30 отрывается от остальной обертки 20 по линиям разрыва ослабленной прочности 22, пока не достигнет следующей линии ослабленной прочности 31. Здесь секция 302 разрывной ленты 30 отрывается и удаляется от остальной упаковки 10. И снова пользователь может затем удалить излишнюю обертку 20 по разделительной линии 21 (не показана) или оставить ее на упаковке 10. При использовании упаковки табачных изделий 10 по настоящему изобретению, отдельные табачные изделия удобно удаляются из обертки посредством использования разрывной ленты, при этом исключен излишний разрыв обертки и, таким образом, улучшена герметизация.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА С ОТРЫВНЫМИ ЛЕНТАМИ | 2013 |
|
RU2636911C2 |
| КОМПЛЕКТ УПАКОВОК ДЛЯ СРЕДСТВ ДОСТАВКИ | 2020 |
|
RU2815307C1 |
| ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ ИЗДЕЛИЕ С ЗОНОЙ ВЕНТИЛЯЦИИ | 2016 |
|
RU2720571C2 |
| УПАКОВКА ДЛЯ ПРОДУКЦИИ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2019 |
|
RU2765199C1 |
| УПАКОВКА С УСИЛИВАЮЩЕЙ ОТРЫВНОЙ ЛЕНТОЙ | 2013 |
|
RU2620752C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, ИМЕЮЩЕЕ ДИСПЕРГИРУЕМЫЙ В ВОДЕ ФИЛЬТРУЮЩИЙ КОМПОНЕНТ | 2017 |
|
RU2749663C2 |
| ОБЕРТКА ДЛЯ ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2018 |
|
RU2715790C1 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2580273C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2613858C1 |
Настоящее изобретение относится к упаковке табачных изделий (10), которая содержит как минимум два, в предпочтительном варианте пять или более, табачных изделия цилиндрической формы (11), выровненных в направлении выравнивания. Обертка (20) облегает табачные изделия (11) и покрывает как минимум часть наружных поверхностей выровненных табачных изделий (11). Разрывная лента (30) расположена в направлении выравнивания вдоль обертки (20) и сконфигурирована для разрывания обертки (20), если пользователь тянет за нее. В соответствии с настоящим изобретением разрывная лента (30) имеет как минимум одну линию ослабленной прочности (31), расположенную вблизи границы раздела (14) соседних табачных изделий (11). 2 н. и 16 з.п. ф-лы, 5 ил.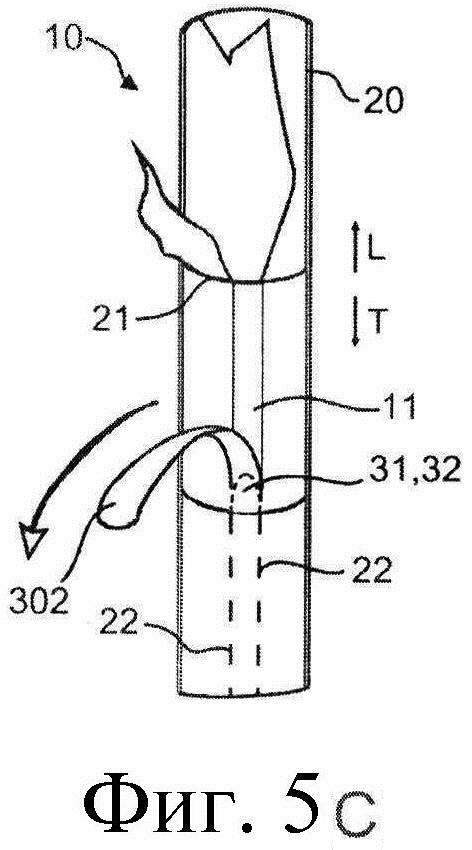
1. Упаковка табачных изделий (10), включающая:
как минимум два табачных изделия цилиндрической формы (11), выровненных в направлении выравнивания;
обертку (20), покрывающую как минимум часть наружных поверхностей (12, 15) выровненных табачных изделий (11); и
разрывную ленту (30), расположенную в направлении выравнивания вдоль обертки и (20) и сконфигурированную для разрывания обертки (20), если пользователь тянет за нее,
отличающаяся тем, что
разрывная лента (30) имеет как минимум одну линию ослабленной прочности (31), расположенную вблизи границы раздела (14) соседних табачных изделий (11).
2. Упаковка табачных изделий (10) по п. 1, в которой
направление выравнивания перпендикулярно продольному направлению (L); и
обертка покрывает как минимум часть торцевых областей (15) и боковые цилиндрические поверхности (12) выровненных табачных изделий (11).
3. Упаковка табачных изделий (10) по п. 1, в которой
как минимум два табачных изделия цилиндрической формы (11) выровнены в продольном направлении (L);
обертка покрывает как минимум часть боковых цилиндрических поверхностей (12) выровненных табачных изделий (11); и
разрывная лента (30) расположена в продольном направлении (L).
4. Упаковка табачных изделий (10) по любому из пп. 1-3, в которой местоположение как минимум одной линий ослабленной прочности (31) смещено от соответствующей границы раздела (14) соседних табачных изделий (11) в направлении, противоположном направлению разрыва (Т) разрывной ленты (30).
5. Упаковка табачных изделий (10) по любому из предшествующих пунктов, отличающаяся тем, что консольная часть (32) разрывной ленты (30) выступает за оконечность (23) обертки (20) в направлении, противоположном направлению разрыва (Т) разрывной ленты (30).
6. Упаковка табачных изделий (10) по п. 5, отличающаяся тем, что длина консольной части (32) соответствует расстоянию между границей раздела (14) соседних табачных изделий (11) и соответствующей линией ослабленной прочности (21).
7. Упаковка табачных изделий (10) по любому из предшествующих пунктов, отличающаяся тем, что разрывная лента (30) сконфигурирована для отрыва на как минимум одной линии ослабленной прочности (31), если пользователь тянет за нее.
8. Упаковка табачных изделий (10) по любому из предшествующих пунктов, отличающаяся тем, что разрывная лента (30) прикреплена к обертке (20).
9. Упаковка табачных изделий (10) по любому из пп. 1-7, отличающаяся тем, что разрывная лента (30) сформирована как единое целое с оберткой (20).
10. Упаковка табачных изделий (10) по п. 9, отличающаяся тем, что разрывная лента (30) сформирована между двумя практически параллельными линиями разрыва ослабленной прочности (22) обертки (20), простирающимися вдоль направления выравнивания.
11. Упаковка табачных изделий (10) по любому из предшествующих пунктов, дополнительно включающая как минимум одну разделительную линию (21), простирающуюся по окружности вокруг обертки (20) и выровненную с границей раздела (14) соседних табачных изделий (11).
12. Упаковка табачных изделий (10) по п. 10 или 11, отличающаяся тем, что как минимум две линии разрыва ослабленной прочности (22), как минимум одна линия ослабленной прочности (31) и как минимум одна разделительная линия (21) получены посредством одного процесса.
13. Упаковка табачных изделий (10) по любому из предшествующих пунктов, отличающаяся тем, что как минимум одна линия ослабленной прочности (31) сформирована посредством как минимум одного местного истончения, как минимум одного разреза или множества перфораций в материале разрывной ленты (20).
14. Упаковка табачных изделий (10) по любому из предшествующих пунктов, отличающаяся тем, что обертка (2) и (или) разрывная лента (30) включает как минимум один слой, выполненный из бумаги, полимерного материала или алюминия.
15. Упаковка табачных изделий (10) по п. 10 или 14,
отличающаяся тем, что наружные поверхности (12, 15) как минимум двух табачных изделий (11) заключены как минимум в один слой обертки (20),
как минимум один слой, заключающий в себе табачные изделия, соединен сам с собой в как минимум одной области шва или в области перекрытия, и
как минимум одна линия разрыва ослабленной прочности (22) соответствует как минимум одной области шва и (или) расположена на краю области перекрытия, и (или)
разрывная лента (30) соответствует области перекрытия.
16. Способ изготовления упаковки табачных изделий (10), включающий следующие шаги:
выравнивание как минимум двух табачных изделий цилиндрической формы (11) в направлении выравнивания;
заключение выровненных табачных изделий (10) в слой обертки (20);
нанесение на слой обертки (20) как минимум двух практически параллельных линий разрыва ослабленной прочности (22), простирающихся вдоль направления выравнивания для формирования разрывной ленты (30);
нанесение на слой обертки (20) как минимум одной разделительной линии ослабленной прочности (21), простирающейся по окружности вокруг обертки (20) и выровненной с границей раздела (14) между соседними табачными изделиями (11); и
нанесение на разрывную ленту (30) как минимум одной линии ослабленной прочности (31) вблизи границы раздела (14) соседних табачных изделий (11).
17. Способ по п. 16, отличающийся тем, что как минимум два табачных изделия цилиндрической формы (11) выровнены в продольном направление (L) так, что торцевые области (15) соседних табачных изделий (11) обращены друг к другу, и линии разрыва ослабленной прочности (22) простираются в продольном направлении (L).
18. Способ по п. 16 или 17, отличающийся тем, что нанесение как минимум двух линий разрыва ослабленной прочности (22), как минимум одной разделительной линии (21) и как минимум одной линии ослабленной прочности (31) осуществляется посредством лазера, выдавливания, пробивания, ультразвука или резания после или до заключения в обертку выровненных табачных изделий (11).
| DE 102010019867 A1, 15.09.2011 | |||
| Подвеска осевого редуктора мотор-вагонного подвижного состава | 1959 |
|
SU138649A1 |
| WO 2013175242 A1, 28.11.2013 | |||
| (-)-1-( @ -Амино- @ -цианофенил)-2-изопропиламиноэтанол или его физиологически переносимая кислотно-аддитивная соль, обладающие @ -миметическим и улучшающим функции животных действиями | 1991 |
|
RU2002737C1 |

