Область техники, к которой относится изобретение
Настоящее изобретение относится к обертке для группы изделий табачной промышленности, в частности, но неисключительно, к обертке для упаковывания курительных изделий, таких как сигареты. Изобретение также относится к связке, содержащей обертку согласно изобретению, и к коробке для изделий табачной промышленности, содержащей связку.
Уровень техники
Известны коробки для сигарет, имеющие повторно закрывающуюся этикетку, предусмотренную на обернутой связке сигарет. Притягивание этикетки вызывает открывание отверстия для извлечения сигарет из связки. Этикетка содержит область с клеем, склеивающим при надавливании, который позволяет повторно размещать этикетку для закрывания отверстия для извлечения сигарет после первого открывания.
Раскрытие изобретения
Согласно вариантам выполнения изобретения предлагается обертка для группы изделий табачной промышленности, содержащая:
защитный материал;
линию реза в защитном материале для образования отгибаемого клапана, расположенного с возможностью притягивания, так что от конца линии реза распространяется разрыв для формирования отверстия для извлечения сигарет в защитном материале;
причем защитный материал содержит ослабленную область, которая имеет ширину больше ширины указанной линии реза и которая продолжается в направлении поперек конца указанной линии реза для контроля направления разрыва, распространяющегося от конца указанной линии реза.
Ослабленная область предпочтительно выполнена с возможностью направления разрыва, распространяющегося от конца линии реза.
Защитный материал может содержать основную поверхность и торцевую поверхность, отделенную от основной поверхности линией сгиба. Линия реза может быть образована в указанной основной поверхности, так что когда притягивают отгибаемый клапан, разрыв распространяется в основной поверхности от конца линии реза к указанной линии сгиба между указанной основной поверхностью и указанной торцевой поверхностью.
Предпочтительно, ослабленная область продолжается в торцевую поверхность от основной поверхности через линию сгиба.
Ослабленная область может содержать множество параллельных линий ослабления в защитном материале, которые продолжаются в направлении от конца указанной линии реза к торцевой поверхности, причем указанные линии ослабления параллельны прямолинейной траектории распространения разрывов, и прямолинейная траектория распространения разрывов определяется как самая короткая траектория, которая продолжается от конца линии реза к торцевой поверхности.
Линия реза может продолжаться между линиями ослабления.
В другом варианте выполнения линии ослабления могут быть расположены на расстоянии от конца линии реза в направлении прямолинейной траектории распространения разрывов.
В варианте выполнения, где используются параллельные линии ослабления, одна из указанных параллельных линий ослабления может продолжаться по указанной прямолинейной траектории распространения разрывов.
В другом варианте выполнения ослабленная область выполнена с возможностью переориентирования разрыва, распространяющегося от конца лини реза, к прямолинейной траектории распространения разрывов.
В этом варианте выполнения ослабленная область может содержать первую и вторую сходящиеся линии ослабления, причем указанные первая и вторая сходящиеся линии ослабления встречаются на указанной прямолинейной траектории распространения разрывов.
В некоторых вариантах выполнения конец линии реза продолжается между указанными первой и второй сходящимися линиями ослабления.
Предпочтительно, третья линия ослабления продолжается по указанной прямолинейной траектории распространения разрывов от места, где встречаются указанные первая и вторая линии ослабления.
В предпочтительных вариантах выполнения линии ослабления являются линиями надреза, продолжающимися частично по толщине защитного материала. Наиболее предпочтительно, линии ослабления являются линиями надреза, полученными лазерной резкой.
Линия реза предпочтительно продолжается по всей толщине защитного материала.
В предпочтительном варианте выполнения на защитном материале предусмотрен защитный клапан, который продолжается по линии реза, причем указанный защитный клапан прикреплен к защитному материалу, так что поднимание защитного клапана вызывает притягивание отгибаемого клапана и распространение разрыва от конца линии реза.
Предпочтительно, по меньшей мере, периферийная область защитного клапана, продолжающаяся за линией реза, прикреплена к защитному материалу клеем, склеивающим при надавливании с возможностью разъединения.
Защитный клапан может быть прикреплен к наружной стороне защитного материала с ослабленной областью, образованной на указанной наружной стороне. Как вариант, ослабленная область может быть образована на внутренней стороне, т.е. на поверхности защитного материала, которая обращена к курительным изделиям.
Согласно другому аспекту изобретения предлагается связка, содержащая обертку по изобретению, которая обернута вокруг группы изделий табачной промышленности.
Согласно другому аспекту изобретения предлагается коробка для изделия табачной промышленности, содержащая связку по изобретению и контейнер, имеющий основную часть и крышку, шарнирно прикрепленную к основной части, причем связка помещена в основную часть.
Краткое описание чертежей
Ниже только в качестве примера приведено описание вариантов выполнения изобретения со ссылкой на приложенные чертежи, на которых:
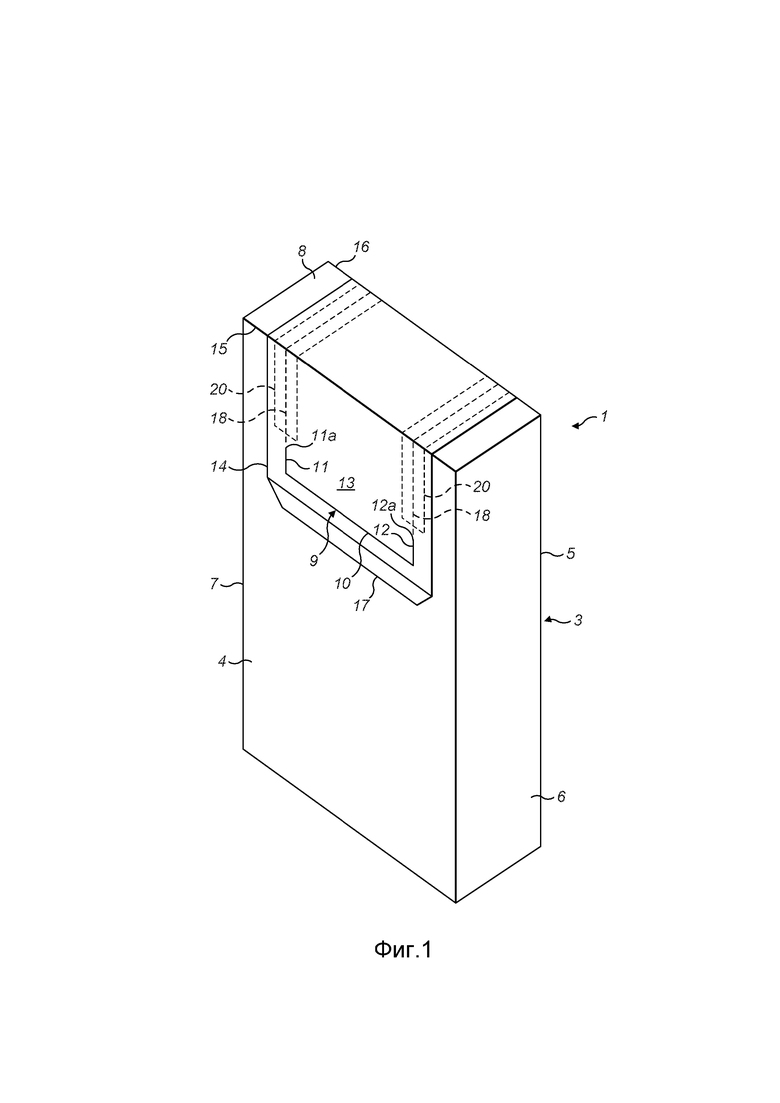
фиг. 1 - перспективный вид обернутой связки изделий табачной промышленности с этикеткой в закрытом положении;
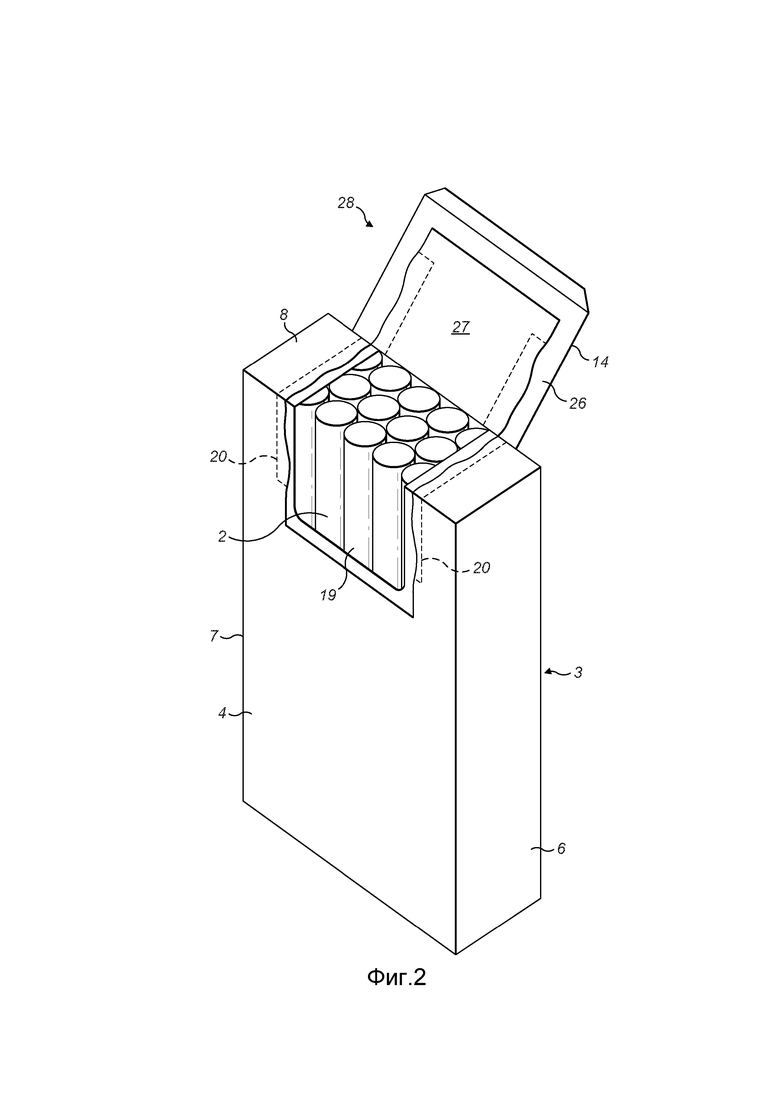
фиг. 2 - перспективный вид обернутой связки по фиг. 1 с клеевой этикеткой в открытом положении;
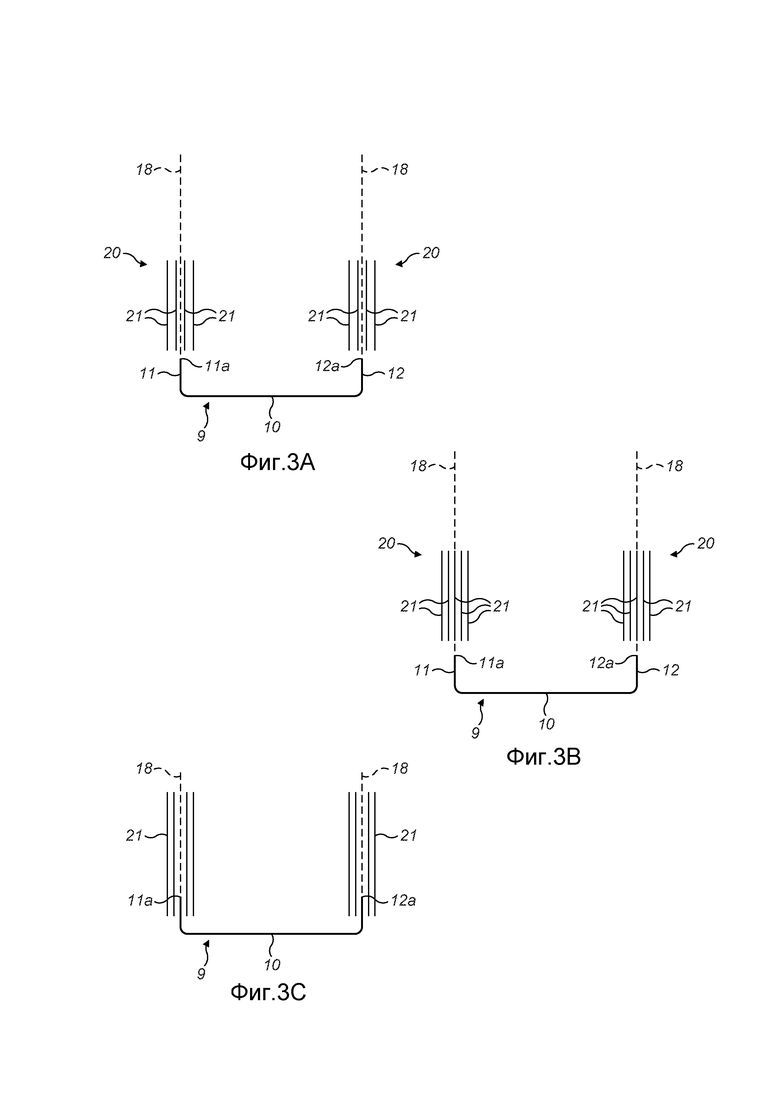
фиг. 3A - линия реза, образованная в защитном слое по фиг. 1 и 2, вместе с ослабленной областью по первому варианту выполнения изобретения;
фиг. 3B - модифицированное исполнение первого варианта выполнения, показанного на фиг. 3A;
фиг. 3C - модифицированный вариант выполнения по фиг. 3A, в котором ослабленная область продолжается ниже концов линий реза в основной поверхности обернутой связки;
фиг. 3D - модифицированный вариант выполнения по фиг. 3B, в котором ослабленная область продолжается ниже концов линий реза, и линия надреза, лежащая на прямолинейной траектории распространения разрывов, продолжается от конца линии реза.
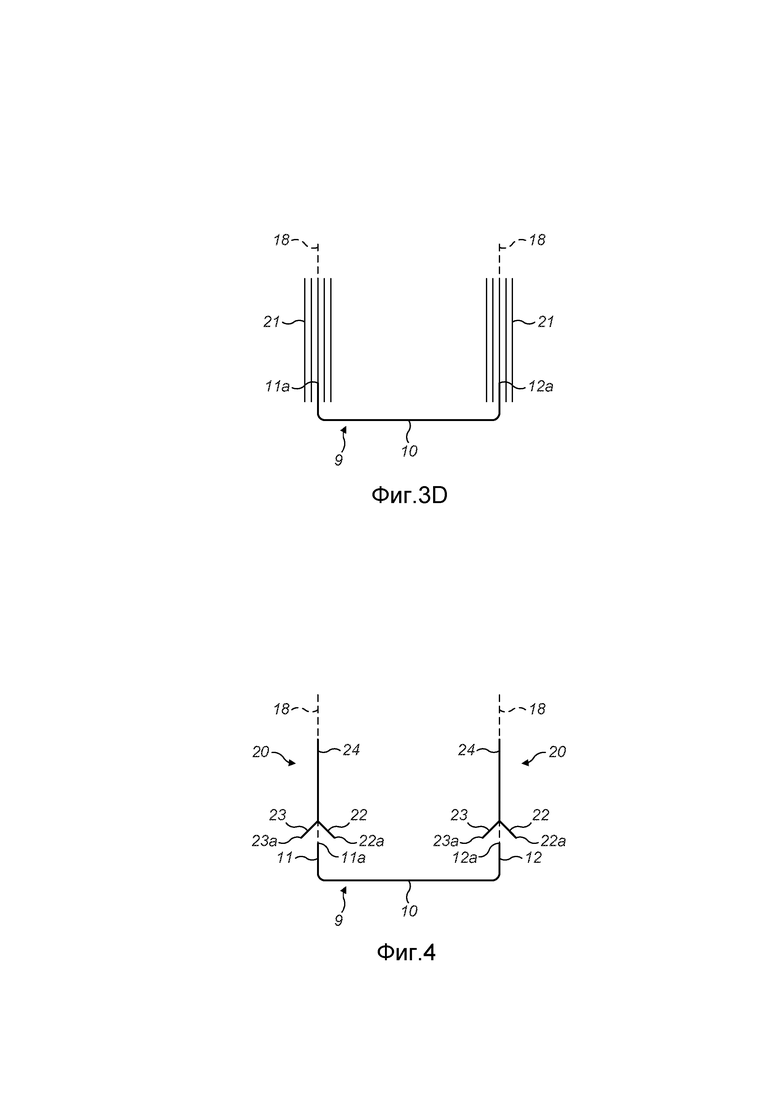
фиг. 4 - линия реза, образованная в защитном слое по фиг. 1 и 2, вместе с ослабленной областью по второму варианту выполнения изобретения;
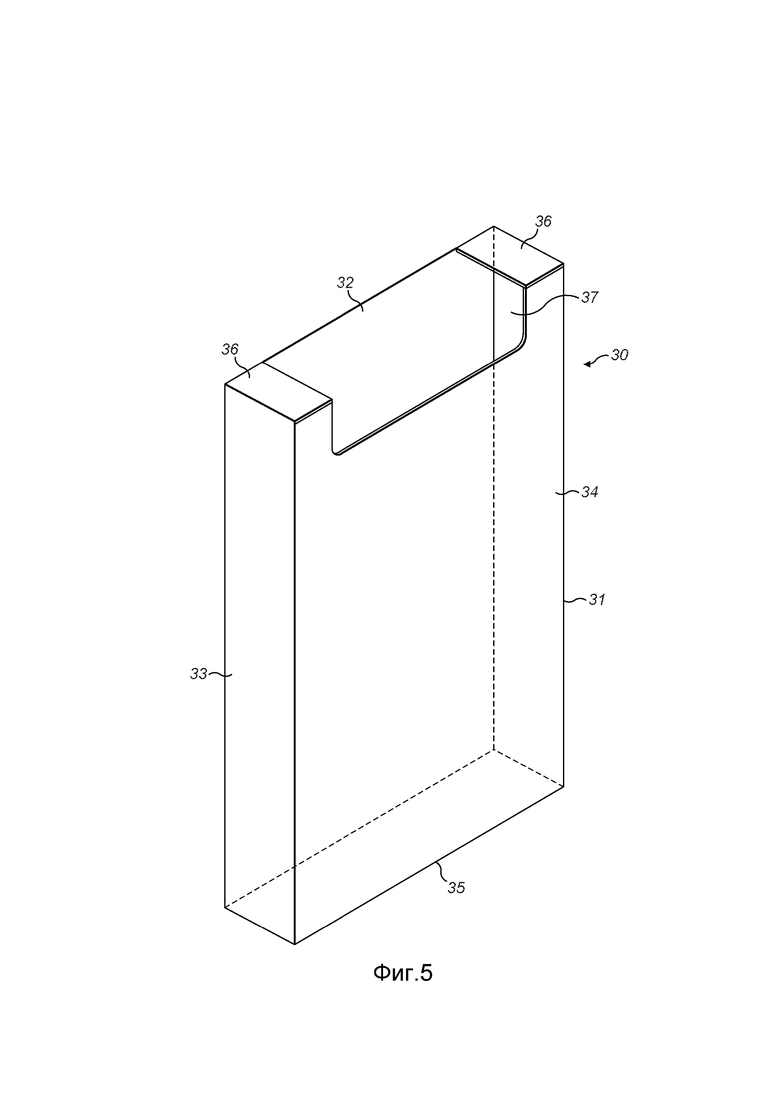
фиг. 5 - внутренняя рамка для обернутой связки изделий табачной промышленности;
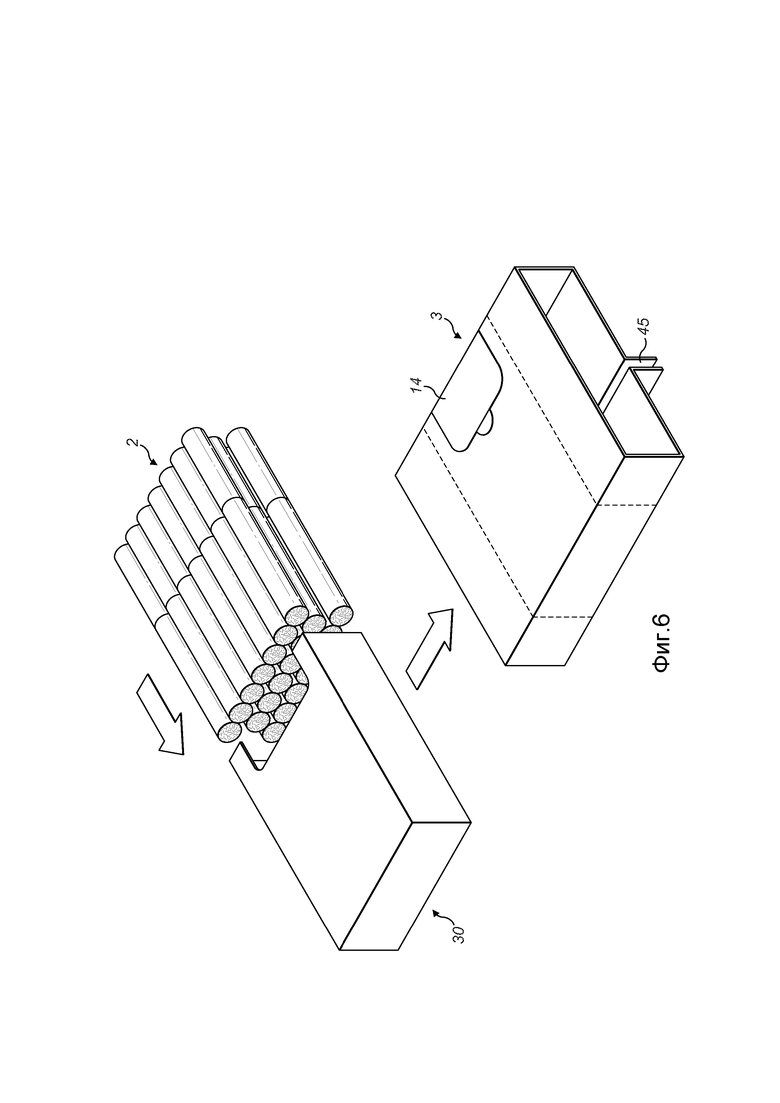
фиг. 6 - схематическое изображение процесса получения обернутой связки изделий табачной промышленности по варианту выполнения изобретения;
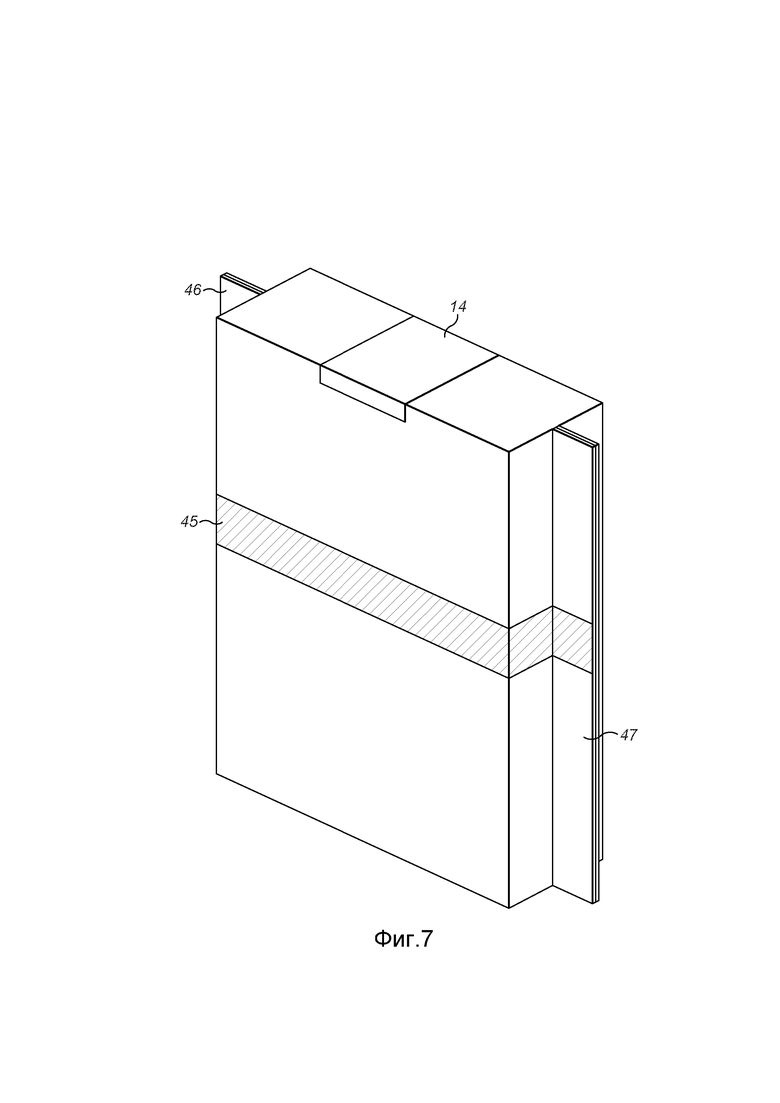
фиг. 7 - обернутая связка изделий табачной промышленности по варианту выполнения изобретения со сварными швами с отгибом;
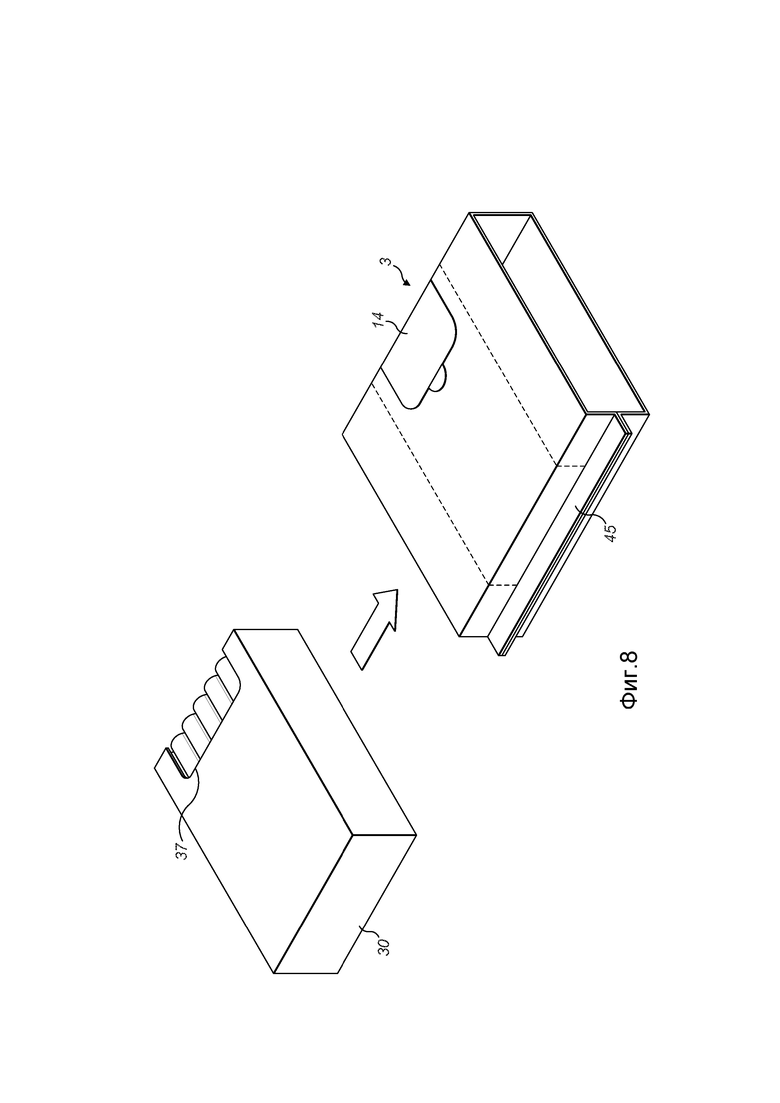
фиг. 8 - другое схематическое изображение процесса получения обернутой связки изделий табачной промышленности по варианту выполнения изобретения;
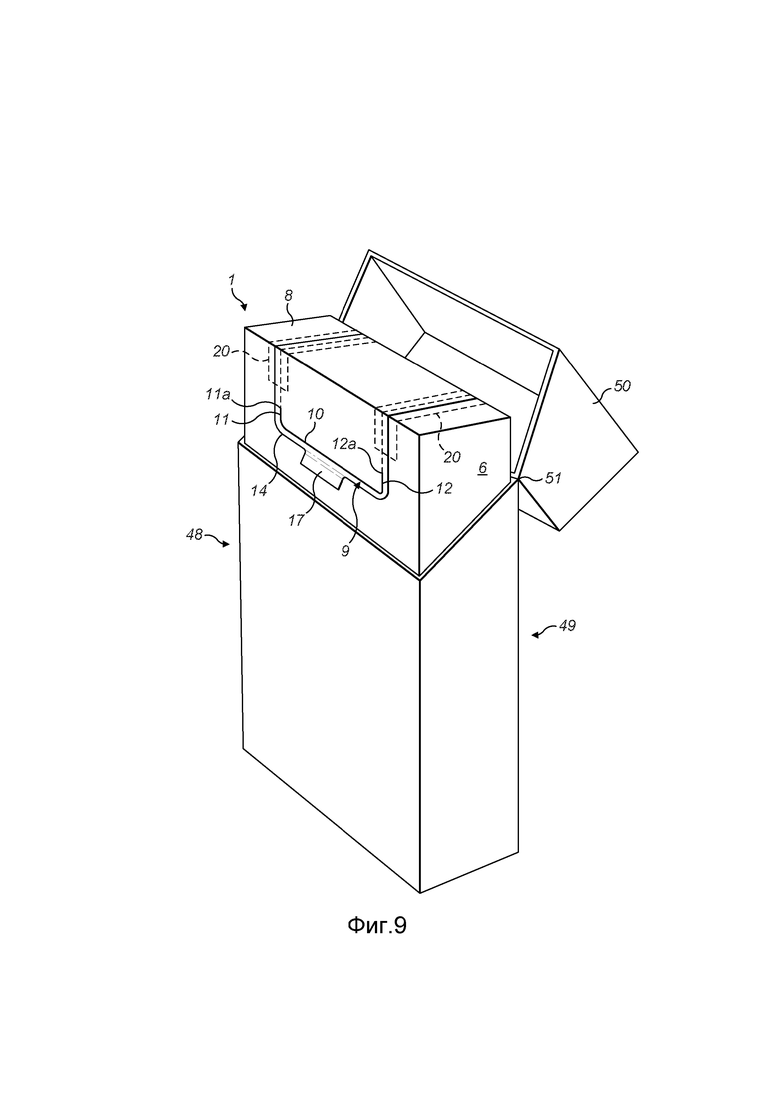
фиг. 9 - коробка, содержащая обернутую связку изделий табачной промышленности по любой из предыдущих фигур;
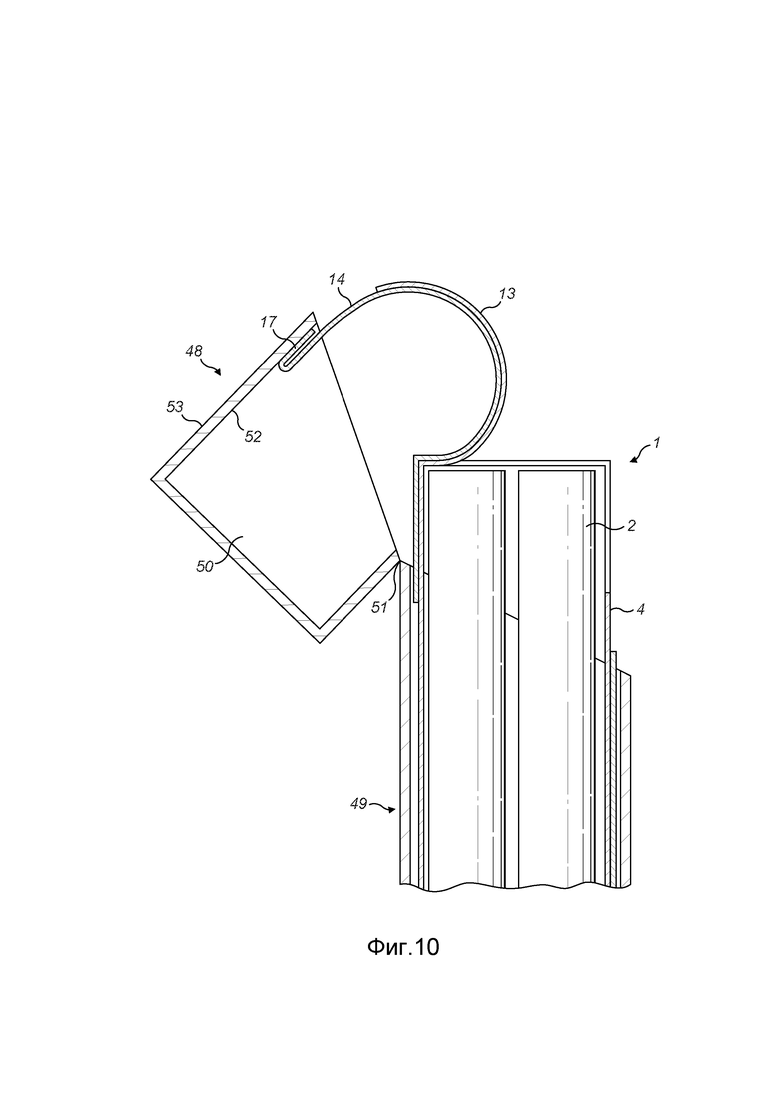
фиг. 10 - первый пример коробки, содержащей обернутую связку изделий табачной промышленности по вариантам выполнения изобретения, причем часть защитного материала прикреплена к крышке; и
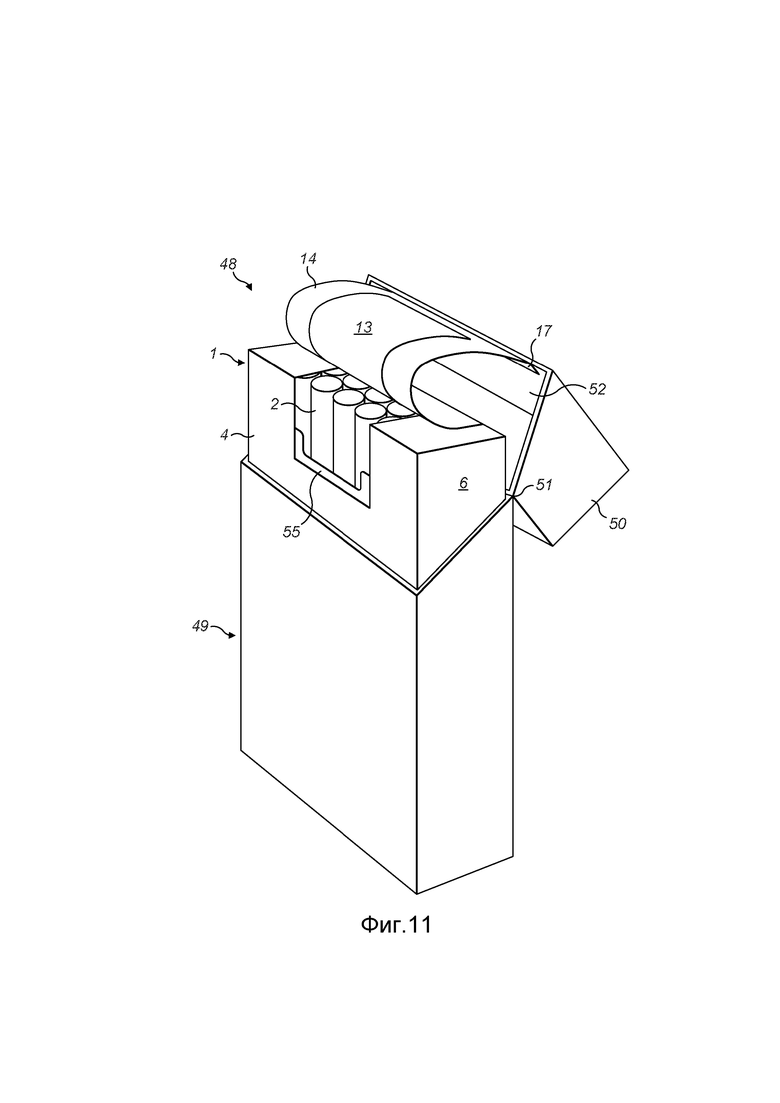
фиг. 11 - второй пример коробки, содержащей обернутую связку изделий табачной промышленности по вариантам выполнения изобретения, причем часть защитного материала прикреплена к крышке.
Осуществление изобретения
На фиг. 1 показана обернутая связка 1 изделий табачной промышленности, например, курительных изделий. В этом примере изделия табачной промышленности являются сигаретами 2.
Обернутая связка 1 содержит гибкий отрываемый защитный материал 3, обернутый вокруг группы сигарет 2, например, двадцати сигарет, как показано на фигурах. Сигареты 2 расположены рядами, так что общая форма обернутой связки 1 является, по существу, формой куба или параллелепипеда.
Защитный материал 3 содержит основную поверхность 4. заднюю поверхность 5, противоположные боковые поверхности 6, 7 и верхнюю торцевую поверхность 8. Обернутая связка 1, показанная на приложенных чертежах, имеет прямые кромки, но следует принять во внимание, что кромки могут быть закруглены или скошены.
Как показано на фиг. 1, основная поверхность 4 имеет начальный рез 9. Основная поверхность 4, по меньшей мере, частично прорезана в U-образной форме. Начальный рез 9 содержит первую или центральную линию 10 реза, продолжающуюся поперек основной поверхности 4 в направлении между противоположными боковыми поверхностями 6, 7, и вторую и третью линии 11, 12 реза, продолжающиеся на короткое расстояние от концов первой линии 10 реза в продольном направлении, которое продолжается к верхней торцевой поверхности 8 защитного материала 3. Начальный рез 9 ограничивает отгибаемый клапан 13, образованный первым, вторым и третьим резами 10, 11, 12.
Начальный рез 9 может иметь другие формы. Например, начальный рез 9 может содержать криволинейную форму или может быть образован в криволинейной форме.
К защитному слою 3 прикреплена клеевая этикетка 14, так что он закрывает и уплотняет начальный рез 9.
Клеевая этикетка 14, показанная на фиг. 1, продолжается от основной поверхности 4 защитного материала 3 по передней концевой кромке 15 и на верхней торцевой поверхности 8 защитного материала 3. Клеевая этикетка 14 также может продолжаться по задней концевой кромке 16 на заднюю поверхность 5 защитного материала 3, как показано на фиг. 1.
На фиг. 1 также показано, что клеевая этикетка 14 содержит отрывной язычок 17. Когда пользователь тянет отрывной язычок 17 в направлении от основной поверхности 4, клеевая этикетка 14 отслаивается от передней поверхности 4 и тянет за собой отгибаемый клапан 13, ограничиваемый начальным резом 9.
Когда пользователь тянет отрывной язычок 17 и, следовательно, отгибаемый клапан 13, в защитном материале 3 основной поверхности 4 образуются и распространяются разрывы, начиная от конца 11a, 12a каждого второго и третьего резов 11, 12. В идеальном случае разрывы распространяются по прямолинейной траектории 18 распространения разрывов (показана пунктирными линиями на фиг. 1), которая является линейным продолжением второго и третьего резов, к верхней торцевой поверхности 8 защитного материала 3. Прямолинейная траектория 18 распространения разрывов представляет собой самый короткий путь в основной поверхности 4 между концом 11a, 12a каждого из второго и третьего резов 11, 12 и передней концевой кромкой 15 между основной поверхностью 4 и верхней торцевой поверхностью 8. В частности, когда к отрывному язычку 17 прикладывают усилие, разрывы распространяются в основной поверхности защитного материала 3, по передней концевой кромке 15 и по торцевой поверхности 8. Передняя концевая кромка 15 образована линией сгиба между основной поверхностью 4 и торцевой поверхностью 8.
В зависимости от конструкции и размера клеевой этикетки 14 и степени, до которой пользователь тянет отрывной язычок 17, разрывы могут распространяться до точки на торцевой поверхности 8, до задней концевой кромки 16 или по задней концевой кромке 16 и по задней поверхности 5 обернутой связки 1.
Вышеописанное прикладывание тянущего усилия к клеевой этикетке 14 и последующее отрывание защитного материала 3 образует отверстие 19 для извлечения сигарет, как показано на фиг. 2. Отверстие 19 для извлечения сигарет продолжается от основной поверхности 4, по верхней концевой кромке 15 и в торцевую поверхность 9 защитного материала 3. Сигареты 2 можно удалять из обернутой связки 1 через отверстие 19 для извлечения сигарет, когда клеевая этикетка 14 находится в положении, показанном на фиг. 2.
В другом варианте выполнения начальный рез 9 содержит линию ослабления, а не сквозной рез, как описано выше. Таким образом, прикладывание тянущего усилия к отрывному язычку 17 вызывает отрывание линии ослабления и образование начального реза, от которой будет отрываться защитный материал 3 для образования отверстия 19 для извлечения сигарет.
Как указано выше, прямолинейная траектория 18 распространения разрывов в основной поверхности 4, по существу, является самой короткой линейной траекторией, продолжающейся от каждого конца 11a, 12a второй и третьей линий 11, 12 реза до передней концевой кромки 15 в продольном направлении к верхней торцевой поверхности 8. Однако в зависимости от незначительных отклонений в направлении, в котором может прикладываться тянущее усилие к отрывному язычку 17, разрыв может начинать распространяться от каждого конца 11a, 12a второй и третьей линий 11, 12 реза вдоль траектории распространения разрывов, которая точно не соответствует или не выровнена с траекторией 18 распространения разрывов.
Согласно вариантам выполнения настоящего изобретения для обеспечения контроля в направлении, в котором распространятся разрыв от каждого конца 11a, 12a второй и третьей линий 11, 12 реза начального реза 9 защитный материал 3 имеет ослабленную область 20, показанную только в общих чертах на фиг. 1 и 2, которая продолжается в направлении поперек концов 11a, 12a второй и третьей линий 11, 12 реза в основной поверхности 4 и которая служит для контроля направления, в котором распространяется разрыв от каждого конца 11a, 12a второй и третьей линий 11, 12 реза, так чтобы разрыв, который распространяется в сторону от прямолинейной траектории 18 распространения разрывов, направлялся назад к прямолинейной траектории 18 распространения разрывов. Как вариант, ослабленная область 20 может препятствовать отклонению разрыва от прямолинейной траектории 18 распространения разрывов.
Ослабленная область 20 продолжается поперек основной поверхности 4 защитного слоя, так что она перекрывает прямолинейную траекторию 18 распространения разрывов, т.е. она продолжается в боковом направлении поперек основной поверхности 4 защитного материала 3 в направлении между противоположными боковыми поверхностями 6, 7. Ширина каждой ослабленной области 20 больше ширины каждой из второй и третьей линий 11, 12 реза. В частности, общая ширина ослабленной области 20 в направлении, которое продолжается между противоположными боковыми поверхностями 6, 7, является, по меньшей мере, достаточной чтобы обеспечить, что распространение разрывов от концов 11a, 12a второй и третьей линий 11, 12 реза в результате притягивания отрывного язычка всегда будет соответствовать ослабленной зоне 20 и поэтому будет направляться, даже когда распространение разрывов от концов 11a, 12a второй и третьей линий 11, 12 реза не происходит по прямолинейной траектории 18 распространения разрывов.
Отдельная ослабленная зона 20 продолжается поперек концов 11a, 12a второй и третьей линий реза, как показано на фиг. 1 и 2. Однако предусмотрено, что одна ослабленная область 20 могла бы продолжаться по основной поверхности 4 защитного слоя и поперек концов 11a, 12a второй и третьей линий 11, 12 реза.
Ослабленная область 20 расположена на расстоянии от каждого конца 11a, 12a второй и третьей линий 11, 12 реза, так что разрывы, распространяющиеся от каждого конца второй и третьей линий 11, 12 реза, будут встречаться или пересекаться с ослабленной областью 20 после инициирования разрыва. Однако в некоторых вариантах выполнения ослабленная область 20 может быть расположена так, что на направление, в котором распространяются разрывы от каждого конца второй и третьей линий реза, непосредственно влияет и выполняет контроль ослабленная область 20 сразу после инициирования разрыва. Например, ослабленная область 20 может продолжаться выше или ниже концов 11a, 12a линий 11, 12 реза, и ослабленная область может продолжаться непосредственно от концов 11a, 12a линий 11, 12 реза.
Как показано на фиг. 1 и 2, ослабленная область 20 может продолжаться от основной поверхности 4 защитного слоя, по верхней концевой кромке 15 и поперек верхней торцевой поверхности 8 к задней концевой кромке 16. Однако ослабленная область 20 может продолжаться только частично поперек верхней торцевой поверхности 8 или может заканчиваться на основной поверхности 4, не достигая передней концевой кромки 15. Предпочтительно, ослабленная область 20 продолжается так, что разрыв направляется ослабленной областью 20 по всей его длине.
В предпочтительном варианте выполнения защитный слой имеет ослабленную область 20 на его внутренней поверхности, т.е. поверхности, которая обращена к курительным изделиям. Однако ослабленная область 20 также может быть образована на наружной поверхности, обращенной к клеевой этикетке 14.
На фиг. 3A детально показаны линия 9 реза и часть ослабленной области 20 по первому варианту выполнения изобретения. В частности, ослабленная область 20 содержит в защитном материале группу расположенных на расстоянии друг от друга параллельных линий 21 надреза, каждая из которых продолжается параллельно прямолинейной траектории 18 распространения разрывов, так что разрыв, распространяющийся от концов 11a, 12a линии 11, 12 реза, пересекается с одной из линий 21 надреза, если он отклоняется от прямолинейной траектории 18 распространения разрывов, которая продолжается между двумя линиями 21 надреза. Поскольку каждая линия 21 надреза имеет ослабление в основной поверхности 4 защитного материала 3, она образует траекторию наименьшего сопротивления, так что дальнейшее притягивание отгибаемого клапана 13 вызывает распространение разрыва по линии 21 надреза, которая пересекается с распространяющимся разрывом. Таким образом, дальнейшее распространение разрыва направляется линией 21 надреза, что препятствует дальнейшему отклонению разрыва от прямолинейной траектории 18 распространения разрывов, поскольку линии 21 надреза параллельны прямолинейной траектории 18 распространения разрывов.
В другой конструкции, показанной на фиг. 3B, одна из линий 21 надреза может соответствовать и быть выровненной с прямолинейной траекторией 18 распространения разрывов, так что если разрыв изначально распространяется о конца 11a, 12a второй и третьей линий 11, 12 реза по прямолинейной траектории 18 распространения разрывов, он направляется линией 21 надреза, выровненной с прямолинейной траекторией 18 распространения разрывов, так что исключается отклонение разрыва от прямолинейной траектории 18 распространения разрывов. Также облегчается выполнение разрыва по прямолинейной траектории 18 распространения разрывов, поскольку линия 21 надреза выровнена с прямолинейной траекторией 18 распространения разрывов.
В модифицированном варианте выполнения из фиг. 3A, показанном на фиг. 3C, линии 21 надреза продолжаются ниже концов 11a, 12a линий 11, 12 реза, так что линии 21 надреза и линии 11, 12 реза перекрываются в направлении поперек поверхности защитного материала. Сходным образом на фиг. 3D показан модифицированный вариант выполнения из фиг. 3B, в котором линии 21 надреза продолжаются ниже концов 11a, 12a линий 11, 12 реза, так что одна линия надреза, которая лежит на прямолинейной траектории 18 распространения разрывов, продолжается непосредственно от концов 11a, 12a линий 11, 12 реза. В другом варианте выполнения также предусмотрено, что линии реза могут быть выровнены с концами 11a, 12a линий реза, а не перекрывать концы 11a, 12a линий 11, 12 реза.
В другом варианте выполнения, показанном на фиг. 4, ослабленная зона 20 содержит линии надреза, которые совместно образуют в основной поверхности 4 защитного материала 3 рисунок в виде перевернутой Y-образной формы. В частности, ослабленная область 20 содержит первую линию 22 надреза и вторую линию 23 надреза, которые сходятся друг с другом поперек ослабленной области 20 и в направлении от линии 11, 12 реза к торцевой поверхности 8. Первая и вторая линии 22, 23 надреза встречаются на прямолинейной траектории 18 распространения разрывов. Третья линия 24 ослабления продолжается от точки, в которой первая и вторая линии 22, 23 надреза встречаются на прямолинейной траектории 18 распространения разрывов, в направлении от второй и третьей линий 11, 12 реза к торцевой поверхности 8. Сходным образом с предыдущим вариантом выполнения концы 22a, 23a первой и второй линий 22, 23 надреза могут быть расположены на расстоянии от концов 11a, 12a линии 9 реза в направлении прямолинейной траектории 18 распространения разрывов. Как вариант, концы 22a, 23a могут быть выровнены с концами 11a, 12a или продолжаться ниже них и перекрываться с ними в направлении, которое продолжается поперек поверхности защитного слоя.
Следует принять во внимание, что ослабленная область, образованная первой и второй линиями 22, 23 надреза, имеет ширину больше ширины линии реза, т.е. расстояние между концами 22a, 23a линий 22, 23 реза намного больше ширины линий 11, 12 реза. Поскольку вход сходящихся линий надреза открыт в направлении, обращенном к концам 11a, 12a линий 11, 12 реза, они продолжаются поперек конца указанной линии реза и контролируют направление разрыва, распространяющегося от конца 11a, 12a линии 11, 12 реза, даже если разрыв не следует прямолинейной траектории 18 распространения разрывов.
Когда разрыв распространяется от каждого конца второй и третьей линий 11, 12 реза в направлении, которое не соответствует прямолинейной траектории 18 распространения разрывов, он пересекается с первой или второй линией 22, 23 надреза. Когда пользователь продолжает притягивать отгибаемый клапан 13, разрыв направляется пересекаемой линией 22, 23 надреза, которая образует траекторию наименьшего сопротивления, в направлении к прямолинейной траектории 18 распространения разрывов до тех пор, пока он не достигнет прямолинейной траектории распространения разрывов в точке, в которой первая и вторая линии 22, 23 линии реза встречаются друг с другом. Как только разрыв достигнет этой точки, дальнейшее притягивание отгибаемого клапана 13 вынуждает разрыв распространяться по прямолинейной траектории 18 распространения разрывов с помощью третьей линии 24 надреза, которая образует дополнительную траекторию наименьшего сопротивления, по которой распространяется разрыв. Таким образом, этот вариант выполнения имеет преимущество, состоящее в направлении разрыва, который отклоняется от прямолинейной траектории 18 распространения разрывов, обратно к прямолинейной траектории 18 распространения разрывов и его последующего направления по прямолинейной траектории 18 распространения разрывов.
В модифицированном варианте выполнения третья линия 24 надреза может быть опущена, так что разрыв направляется в точку, в которой первая и вторая линии 22, 23 линии реза встречаются друг с другом на прямолинейной траектории 18 распространения разрывов. Далее разрыв продолжает распространяться за этой точкой без направления во время дальнейшего притягивания отгибаемого клапана 13.
Следует принять во внимание, что в вышеописанных вариантах выполнения начальный рез 9 предпочтительно является сквозным резом в основной поверхности 4 защитного материала 3. Однако он может быть линией ослабления, образованной посредством надреза или частичной резки защитного материала по линии 9 реза.
Клеевая этикетка 14 может быть, по меньшей мере, частично прикреплена к защитному материалу 3 клеем, склеивающим при надавливании. В частности, как показано на фиг. 1 и фиг. 2, края клеевой этикетки 14 смещены от линий 10, 11, 12 реза начального реза 9 и, следовательно, смещены от краев отверстия 19 для извлечения сигарет в защитном материале 3 после первого открывания обернутой связки 1.
Следовательно, этикетка 14 содержит перекрывающую область 26, которая окружает отверстие 19 для извлечения сигарет. Эта перекрывающая область 26 клеевой этикетки 14 может иметь покрытие из клея, склеивающего при надавливании, так что клеевую этикетку 14 можно снова размещать поверх отверстия 19 для извлечения сигарет, и клей, склеивающий при надавливании, снова будет соединяться с защитным материалом 3 и удерживать клеевую этикетку 14 на месте поверх отверстия 19 для извлечения сигарет.
Нижняя поверхность клеевой этикетки 14 может быть полностью покрыта клеем, склеивающим при надавливании, или участки нижней поверхности могут быть покрыты постоянным клеем или не покрыты клеем помимо клея, склеивающего при надавливании, нанесенного в перекрывающей области 26.
Отрывная секция 27 защитного материала 3, которая была отделена от остального защитного материала 3 для образования отверстия 19 для извлечения сигарет, остается присоединенной к клеевой этикетке 14, как показано на фиг. 2.
Отрывная секция 27 может быть прикреплена к клеевой этикетке 14 клеем, склеивающим при надавливании, или с помощью участка постоянного клея, нанесенного между отрывной секций 27 и клеевой этикеткой 14. Если отрывная секция 27 прикреплена к клеевой этикетке 14 клеем, склеивающим при надавливании, клей, склеивающий при надавливании, может иметь увеличенную массу покрытия в области отрывной секции 27 во избежание отсоединения отрывной секции 27 от клеевой этикетки 14 во время использования. Прочность клея, который прикрепляет этикетку 14 к отрывной секции 27, такова, что защитный слой 3 будет отрываться. Таким образом, исключается отделение отрывной секции 27 от клеевой этикетки 14.
Следовательно, клеевая этикетка 14 и отрывная секция 27 защитного материала 3 образуют защитный клапан 28 многократного использования для закрывания отверстия 19 для извлечения сигарет после первого использования. Клей, склеивающий при надавливании, на перекрывающей области 26 клеевой этикетки 14 используется для повторного крепления защитного клапана 28 к защитному материалу 3.
В другом варианте выполнения клеевая этикетка имеет на перекрывающей области 26 клей разового использования, так что защитный клапан 28 можно повторно размещать поверх отверстия 19 для извлечения сигарет, но клеевую этикетку 14 нельзя повторно прикрепить к защитному материалу 3.
Часть клеевой этикетки 14 может быть постоянно прикреплена к защитному материалу 3, так что защитный клапан 28 удерживается на обернутой связке 1 и не может быть полностью удален. В других вариантах выполнения защитный клапан 28 может быть удален полностью с обернутой связки 1 при открывании, используя клей одноразового применения на всей клеевой этикетке 14 или с помощью отрывной линии, выполненной на клеевой этикетке 14.
Благодаря совместному использованию клеевой этикетки 14, закрывающей начальный рез 9, переднюю поверхность 3, торцевую поверхность 8 и заднюю поверхность, 5 обернутая связка 1 герметично закрыта перед первым открыванием посредством притягивания отрывного язычка 17.
На фиг. 5 показана внутренняя рамка 30, которая удерживает сигареты 2 (см. фиг. 2) и обернута защитным материалом 3 для образования обернутой связки 1 показанной на фиг. 1 и 2. Другими словами, показанная внутренняя рамка 30 может быть расположена между сигаретами 2 и защитным материалом 3.
Внутренняя рамка 30 содержит переднюю стенку 31, заднюю стенку 32, противоположные боковые стенки 33, 34, нижнюю стенку 35 и верхнюю стенку 36, которые соответствуют передней поверхности 4, задней поверхности 5, противоположным боковым поверхностям 6, 7 и торцевым поверхностям 8, 9 обернутой связки 1, когда внутренняя рамка 30 обернута защитным материалом 3. Внутренняя рамка 30 также содержит отверстие 37, образованное в торцевой стенке 36 и передней стенке 31, которое выровнено с вышеописанным отверстием 19 для извлечения сигарет после первого открывания обернутой связки 1, как показано на фиг. 2.
В этом примере отверстие 37 во внутренней рамке 30 продолжается частично поперек верхней стенки 36 и передней стенки 31 внутренней рамки 30. Следовательно, после образования отверстия 19 для извлечения сигарет оно будет выровнено с отверстием 37 во внутренней рамке 30.
Внутренняя рамка 30 обеспечивает дополнительную прочность и поддерживает сигареты 2. Кроме того, если в обернутой связке 1 создано пониженное внутреннее давление, например, частичный вакуум, внутренняя рамка 30 способствует защите сигарет 2 от раздавливающего усилия атмосферного давления, действующего на наружную сторону обернутой связки 1.
В некоторых примерах отверстие 37 во внутренней рамке 30 имеет такие размеры и расположено таким образом, что после образования отверстия 19 для извлечения сигарет в защитном материале 3 посредством притягивания клеевой этикетки 17, по меньшей мере, некоторые края отверстия 37 расположены внутри отверстия 19 для извлечения сигарет.
Неповрежденный участок защитного материала 3 предпочтительно содержит полимер, например, полипропилен. В этом случае волокна полимерного материала могут быть ориентированы, и защитный материал 3 расположен таким образом, что волокна ориентированы в направлении желательных линий разрыва. Следовательно, полимерный материал разрывается более легко и более аккуратно, когда пользователь притягивает клеевую этикетку 14 для образования отверстия 19 для извлечения сигарет. В ином случае полимер может растягиваться и деформироваться, когда его разрывают, что ведет к образованию отверстия 19 для извлечения сигарет с неровными краями, и поверх таких краев сложно приклеивать клеевую этикетку 14.
Защитный материал 3 можно резать или ослаблять с помощью механических средств, например, ротационного резательного устройства, имеющего фиксированную высоту ножа. Как вариант, защитный материал 3 можно резать, используя лазеры с предварительно заданной мощностью и/или длиной волны, так что лазер прорезает только требуемые части слоев защитного материала 3.
Защитный материал 3 может содержать полимер (например, полипропилен), металлическую фольгу, металлизированную пленку (например, металлизированный полимер) или любой другой гибкий материал, пригодный для упаковывания.
В предпочтительном примере защитный материал 3 содержит трехслойный слоистый материал, имеющий наружные слои ориентированного полипропилена и средний слой металлической фольги, например, алюминиевой фольги.
Как описано ниже, для образования обернутой связки 1 защитный материал 3 обернут вокруг группы сигарет 2 и герметично закрыт. Сигареты 2 сначала могут быть помещены во внутреннюю рамку 30 для поддержки и защиты сигарет 2, и затем защитный материал 3 может быть обернут вокруг внутренней рамки 30 и группы сигарет 2.
В одном примере края защитного материала 3 могут быть согнуты у сторон содержимого обернутой связки 1, например, у внутренней рамки 30, для образования перекрывающихся клапанов, которые герметично соединены друг с другом, например, используя клей, термосварку или ультразвуковую сварку.
В другом примере, показанном на фиг. 6, защитный материал 3 может быть сложен вокруг внутренней рамки 30, а концы защитного материала 3 могут быть сварены по отгибам.
В частности, сигареты 2 могут быть помещены во внутреннюю рамку 30, например, посредством складывания внутренне рамки 30 вокруг группы сигарет 2, после чего защитный материал 3 может быть обернут вокруг внутренней рамки, как показано.
Прежде всего, края защитного материала 3 могут быть сварены по отгибам друг с другом для образования первого сварного шва 45 по отгибам, т.е. защитный материал 3, обернутый вокруг внутренней рамки 30, приобретает трубчатую форму. Далее концы трубчатого защитного материала 3 могут быть сварены по отгибам для образования второго и третьего сварных швов 46, 47 по отгибам, как показано на фиг. 7. В этом примере сваренная по отгибам связка 1, показанная на фиг. 7, имеет первый сварной шов 45 по отгибам, продолжающийся через заднюю поверхность 5 обернутой связки 1, и второй и третий сварные швы 46, 47 по отгибам, продолжающиеся вдоль противоположных боковых сторон 6, 7 обернутой связки 1.
В другом примере, схематически показанном на фиг. 8, первый шов 45 по отгибам может быть образован через торцевую поверхность 8 обернутой связки 1, которая расположена напротив торцевой поверхности 9, имеющей клеевую наклейку 14. Далее второй и третий сварные швы 46, 47 по отгибам могут быть образованы вдоль противоположных боковых поверхностей 6, 7 обернутой связки 1.
В другом примере первый сварной шов 45 по отгибу может быть образован через переднюю поверхность 4 обернутой связки 1 ниже клеевой этикетки 14.
Как показано на фиг. 7, сварные швы 45, 46, 47 по отгибам могут быть сложены у поверхностей обернутой связки 1.
Сварной шов по отгибу может быть образован посредством сжатия частей защитного материала 3 и подачи тепла и/или нанесения клея для соединения частей защитного материала 3 друг с другом. Тепло может расплавлять и соединять компоненты защитного материала 3 друг с другом.
Вышеописанная сваренная по отгибам обернутая связка 1 обеспечивает прочное герметичное сварное соединение, способное сохранять разность давлений. Например, внутреннее пространство обернутой связки может иметь давление выше или ниже атмосферного давления.
Увеличенное давление внутри обернутой связки 1 может быть обеспечено с помощью добавления воздуха, или какого-либо другого газа, или жидкости во внутреннее пространство обернутой связки 1 до формирования окончательного сварного шва. Уменьшенное давление, например, частичный вакуум, может быть обеспечен во внутреннем пространстве обернутой связки 1 посредством отвода воздуха перед формированием окончательного сварного шва, например, посредством выполнения процесса обертывания и сварки, описанного со ссылкой на фиг. 6 или 8, в среде низкого давления.
Как вариант, обернутая связка 1 может быть снабжена клапаном одностороннего действия, допускающим течение воздуха только в одном направлении. Этот клапан на обернутой связке 1 может быть снабжен или источником высокого давления, или источником низкого давления для движения воздуха в обернутую связку 1 или из нее.
Как вариант, внутреннее пространство обернутой связки 1 может содержать другой газ, а не воздух, например, инертный газ. Кроме того, во внутреннее пространство коробки могут быть добавлены другие вещества, такие как жидкость, для испарения внутри обернутой связки 1, например, с целью увеличения давления внутри обернутой связки 1.
Как показано на фиг. 9 и 10, различные обернутые связки 1, описанные со ссылкой на фиг. 1 - 8, могут быть помещены в контейнер 48 с шарнирной крышкой для получения коробки сигарет.
Как вариант, обернутая связка 1 сама по себе может быть упаковкой без какой-либо наружной коробки или крышки.
Как показано на фиг. 9, коробка 48 с шарнирной крышкой имеет основную часть 49 в форме параллелепипеда, которая предназначена для размещения обернутой связки 1, так что обернутая связка 1 выступает из основной части 49. В этом положении клеевая этикетка 14, в частности, отрывной язычок 17, доступны для открывания обернутой связки 1 и обеспечения доступа к сигаретам.
Крышка 50 шарнирно соединена с основной частью 49 шарниром 51. Крышка 50 может поворачиваться между закрытым положением, в котором крышка 50 закрывает обернутую связку 1, и открытым положением, в котором обернутая связка 1 доступна. На фиг. 9 крышка 50 показана в открытом положении, так что пользователь может захватывать отрывной язычок 17 на клеевой этикетке 14, и тянуть его для разрывания защитного материала 3 и формирования отверстия для извлечения сигарет.
В других вариантах выполнения, как показано на фиг. 10 и 11, часть клеевой этикетки 14, такая как отрывной язычок 17, прикреплена к внутренней поверхности 52 крышки 50, так что клеевая этикетка 14 поднимается, когда крышку 50 поднимают для формирования отверстия для извлечения сигарет, и опускается, когда крышку 50 закрывают для закрывания отверстия для извлечения сигарет.
Наружная поверхность отрывного язычка 17 может быть прикреплена непосредственно к внутренней стороне 52 передней стенки 53 крышки, как показано на фиг. 10. Как вариант, отрывной язычок 17 может быть загнут и назад и прикреплен к внутренней стороне 52 передней стенки 53 крышки, как показано на фиг. 11.
В вариантах выполнения на фиг. 10 и фиг. 11 крепление отрывного язычка 17 к крышке 50 имеет преимущество, состоящее в том, что клеевая этикетка 14 тянется равномерно и плавно, когда крышку 50 поднимают в первый раз, что может способствовать контролю разрывов в защитном материале 3.
Обернутая связка 1 может быть снабжена внутренней рамкой 55, расположенной между курительными изделиями 2 и защитным материалом, для придания дополнительно жесткости обернутой связке 1 и создания реактивной поверхности для обеспечения прижатия клеевой наклейки 14 поверх отверстия для извлечения сигарет.
В контексте настоящего описания термин «клей, склеивающий при надавливании» означает клеи, которые можно использовать многократно. Другими словами, этот клей является постоянно липким, так что два компонента могут разъединяться и соединяться многократно.
В контексте настоящего описания термин «постоянный клей» означает клеи, которые предназначены для прочного соединения двух компонентов, так чтобы они не отсоединялись при нормальном использовании.
В контексте настоящего изобретения термин «изделие табачной промышленности» включает в себя курительные изделия, содержащие сгораемые курительные изделия, такие как сигареты, тонкие сигарки, сигары, табак для трубок или сигареты собственного изготовления (на основе табака, производных табака, экспандированного табака, восстановленного табака, заменителей табака или другого образующего дым материала), электронные курительные изделия, такие как электронные сигареты, нагревательные устройства, которые высвобождают соединения из материалов подложки без горения, такие как изделии с нагревом табака; и гибридные системы для генерирования аэрозоля из комбинации материалов подложки, например, гибридные системы, содержащие гелиевую или твердую подложку.
В варианте выполнения изделие табачной промышленности является курительным изделием для сгорания, выбранным из группы, состоящей из сигареты, тонкой сигарки или сигары.
В варианте выполнения изделие табачной промышленности является несгораемым курительным изделием.
В варианте выполнения изделие табачной промышленности является нагревательным устройством, которое высвобождает соединения посредством нагрева, но не сгорания материала подложки. Этот материал может быть, например, табачным или нетабачным изделием, которое может содержать никотин или может не содержать никотин. В варианте выполнения нагревательное устройство может быть устройством для нагрева табака.
В другом варианте выполнения изделие табачной промышленности является гибридной системой для генерирования аэрозоля посредством нагрева, а не сгорания, комбинации материалов подложки. Материалы подложки могут содержать, например, твердое вещество, жидкость или гель, которые могут содержать никотин или могут не содержать никотин. В варианте выполнения гибридная система содержит жидкую или гелиевую подложку, или твердую подложку. Твердая подложка может быть, например, табачным или нетабачным изделием, которое может содержать никотин или может не содержать никотин. В варианте выполнения гибридная система содержит жидкую или гелиевую подложку и табак.
Обертка и связка описаны со ссылкой на изделия табачной промышленности, например, сигареты. Однако предусмотрено, что обертка, как вариант, может использоваться для обертывания продуктов или изделий, которые не относятся к табачной промышленности. Например, она может использоваться для обертывания пищевых продуктов, электронных изделий или других потребительских товаров.
Для решения различных проблем и повышения существующего уровня техники в настоящем описании представлены различные иллюстративные варианты выполнения, с помощью которых заявленное изобретение (изобретения) может найти практическое применение и обеспечить получение высококачественной обертки для группы изделий табачной промышленности. Преимущества и отличительные характеристики изобретения относятся только к репрезентативному образцу вариантов выполнения и не являются исчерпывающими и/или исключительными. Они предназначены только для способствования пониманию и изучению заявленных идей изобретения. Следует принять во внимание, что преимущества, варианты выполнения, примеры, функции, отличительные характеристики, конструкции и/или другие аспекты изобретения не должны рассматриваться в качестве ограничений изобретения, как определено формулой изобретения, или ограничений эквивалентов формулы изобретения, и что можно использовать другие варианты выполнения, и можно выполнять модификации без отклонения от объема и/или сущности изобретения. Различные варианты выполнения могут надлежащим образом содержать, состоять или, по существу, состоять из различных комбинаций описанных элементов, компонентов, признаков, частей, этапов, средств и т.д. Кроме того, описание включает в себя другие изобретения, которые не заявлены в настоящем документе, но могут быть заявлены в дальнейшем.
Изобретение относится к обертке для группы изделий табачной промышленности. Обертка содержит защитный материал (3) и линию (9) реза в защитном материале для образования отгибаемого клапана, расположенного с возможностью притягивания, так что от конца линии реза распространяется разрыв для формирования отверстия (19) для извлечения сигарет в защитном материале. Защитный материал содержит ослабленную область (20), которая имеет ширину больше ширины указанной линии реза и которая продолжается в направлении поперек конца указанной линии реза для контроля направления разрыва, распространяющегося от конца указанной линии реза. 3 н. и 18 з.п.ф-лы, 14 ил.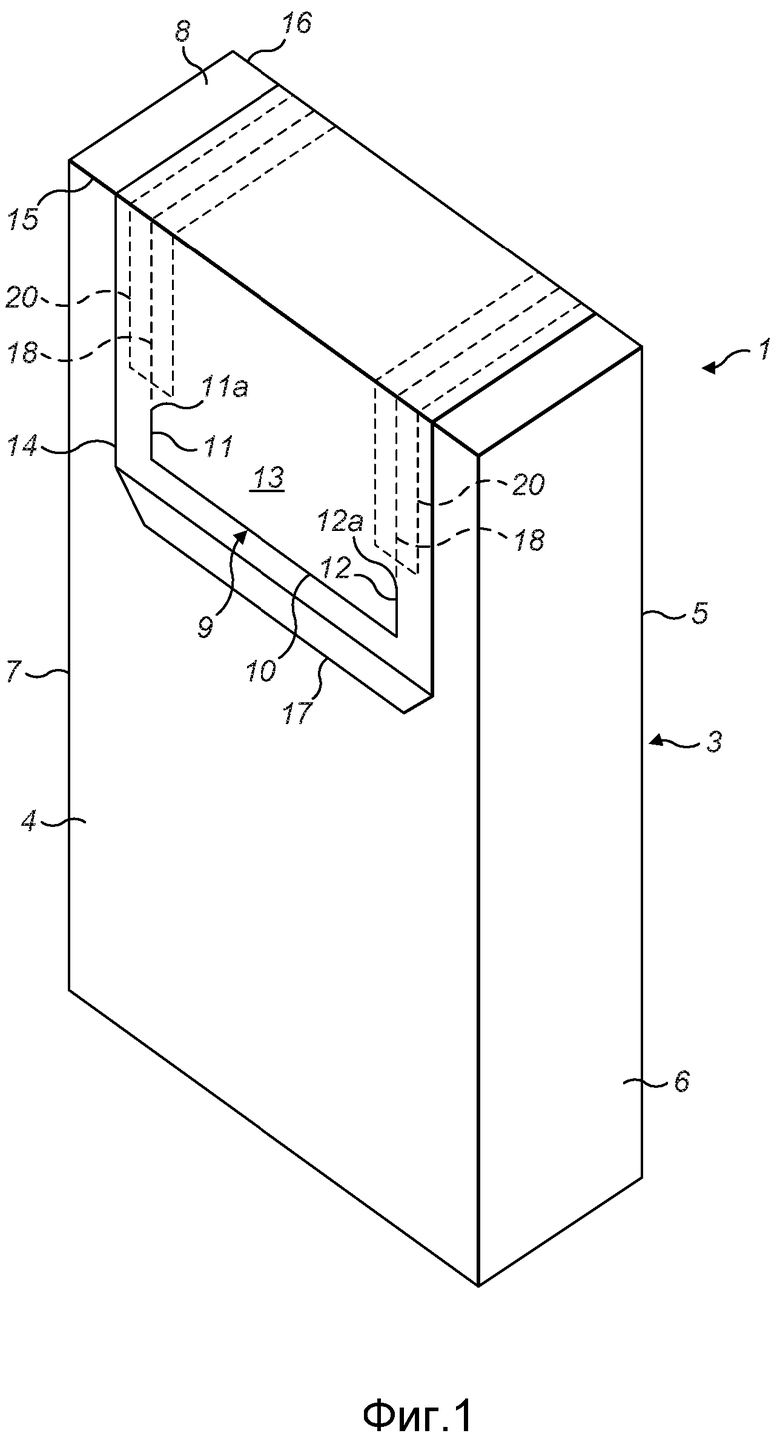
1. Обертка для группы изделий табачной промышленности, содержащая:
защитный материал;
линию реза в защитном материале для образования отгибаемого клапана, расположенного с возможностью притягивания, так что от конца линии реза распространяется разрыв для формирования отверстия для извлечения сигарет в защитном материале;
причем защитный материал содержит ослабленную область, которая имеет ширину больше ширины указанной линии реза и которая продолжается в направлении поперек конца указанной линии реза для контроля направления разрыва, распространяющегося от конца указанной линии реза.
2. Обертка по п. 1, в которой указанная ослабленная область выполнена с возможностью направления разрыва, распространяющегося от конца линии реза.
3. Обертка по п. 1 или 2, в которой защитный материал содержит основную поверхность и торцевую поверхность, отделенную от основной поверхности линией сгиба, причем линия реза образована в указанной основной поверхности, так что когда притягивают отгибаемый клапан, разрыв распространяется в основной поверхности от конца линии реза к указанной линии сгиба между указанной основной поверхностью и указанной торцевой поверхностью.
4. Обертка по п. 3, в которой ослабленная область продолжается в торцевую поверхность от основной поверхности через линию сгиба.
5. Обертка по п. 3 или 4, в которой ослабленная область содержит множество параллельных линий ослабления в защитном материале, которые продолжаются в направлении от конца указанной линии реза к торцевой поверхности, причем указанные линии ослабления параллельны прямолинейной траектории распространения разрывов, и прямолинейная траектория распространения разрывов определяется как самая короткая траектория, которая продолжается от конца линии реза к торцевой поверхности.
6. Обертка по п. 5, в которой линия реза продолжается между линиями ослабления.
7. Обертка по п. 5, в которой линии ослабления расположены на расстоянии от конца линии реза в направлении прямолинейной траектории распространения разрывов.
8. Обертка по любому из пп. 5-7, в которой одна из указанных параллельных линий ослабления продолжается по указанной прямолинейной траектории распространения разрывов.
9. Обертка по п. 3 или 4, в которой ослабленная область выполнена с возможностью переориентирования разрыва, распространяющегося от конца линии реза, к прямолинейной траектории распространения разрывов, причем прямолинейная траектория распространения разрывов определяется как самая короткая траектория, которая продолжается от конца линии реза к линии сгиба между основной поверхностью и торцевой поверхностью.
10. Обертка по п. 9, в которой ослабленная область содержит первую и вторую сходящиеся линии ослабления, причем указанные первая и вторая сходящиеся линии ослабления встречаются на указанной прямолинейной траектории распространения разрывов.
11. Обертка по п. 10, в которой конец линии реза продолжается между указанными первой и второй сходящимися линиями ослабления.
12. Обертка по п. 10 или 11, в которой третья линия ослабления продолжается по указанной прямолинейной траектории распространения разрывов от места, где встречаются указанные первая и вторая линии ослабления.
13. Обертка по любому из пп. 5-8, 10 или 11, в которой линии ослабления являются линиями надреза, продолжающимися частично по толщине защитного материала.
14. Обертка по п. 13, в которой линии ослабления являются линиями надреза, полученными лазерной резкой.
15. Обертка по любому из пп. 1-14, в которой линия реза продолжается по всей толщине защитного материала.
16. Обертка по любому из пп. 3-15, содержащая на защитном материале защитный клапан, который продолжается по линии реза, причем указанный защитный клапан прикреплен к защитному материалу, так что поднимание защитного клапана вызывает притягивание отгибаемого клапана и распространение разрыва от конца линии реза.
17. Обертка по п. 16, в которой, по меньшей мере, периферийная область защитного клапана, продолжающаяся за линией реза, прикреплена к защитному материалу клеем, склеивающим при надавливании с возможностью разъединения.
18. Обертка по п. 16 или 17, в которой защитный клапан прикреплен к наружной стороне защитного материала, причем указанная ослабленная область образована на указанной наружной стороне.
19. Обертка по п. 16 или 17, в которой защитный клапан прикреплен к наружной стороне защитного материала, причем указанная ослабленная область образована на внутренней стороне.
20. Связка, содержащая обертку по любому из пп. 1-19, обернутую вокруг группы изделий табачной промышленности.
21. Коробка для изделий табачной промышленности, содержащая связку по п. 20 и контейнер, имеющий основную часть и крышку, шарнирно прикрепленную к основной части, причем связка помещена в основную часть.
| WO 2016087828 A1, 09.06.2016 | |||
| Аналого-цифровой преобразователь | 1984 |
|
SU1216827A1 |
| US 4293068 A1, 06.10.1981 | |||
| WO 2002066341 A1, 29.08.2002. | |||

