Данное изобретение относится к литографическим шаблонам, к способам их получения и применения.
Под литографическим шаблоном здесь следует понимать структурированный слой на подложке, как правило, полученный посредством одного из методов: электронной литографии, рентгеновской литографии, ионно-лучевой литографии, импринт литографии, фотолитографии, а также посредством процессов самоорганизации и т.д. Отметим, что в данном случае термин «шаблон» тождествен термину «маска», который более широко применяется в фотолитографии для обозначения объектов данного типа. В общем случае шаблон представляет собой слой на подложке, в состав которого входят элементы двух типов. Обозначим элементы первого типа как «окна шаблона», а второго типа как «островки шаблона». Окна представляют собой открытые области на подложке, свободные от материала шаблона. Через окна шаблона могут осуществляться следующие виды целевого воздействия на подложку: нанесение материала, травление, легирование, функционализация и т.д. Островки шаблона - области подложки, покрытые материалом шаблона. Материал шаблона защищает данные области подложки от таких видов целевого воздействия как: травление, осаждение материала, легирование, функционализация и т.д., которые осуществляются в процессе формирования функциональной структуры. В настоящем документе термин «функциональная структура» приравнивается к термину «целевая структура». Под целевой структурой далее следует понимать структуру из целевых материалов, сформированную с использованием шаблона на подложке путем применения вышеописанных видов воздействия с последующим удалением указанного шаблона. Таким образом, шаблон задает те области подложки, которые подвергаются целевым воздействиям, и, соответственно, те, которые данным воздействиям не подвергаются. Тем самым шаблон задает «рисунок» целевой структуры. Следует отметить, что рисунок целевой структуры повторяет рисунок шаблона, через который данная структура была сформирована. Окна шаблона являются инверсией островков шаблона, т.е. сумма площадей окон и островков шаблона равна общей площади шаблона, который нанесен на подложку. В частном случае окна шаблона могут занимать как более 90% всей его площади, так и менее 10%. В свою очередь, в составе поверхности каждого островка шаблона условно можно выделить верхнюю, нижнюю и боковую грани. Верхняя грань - поверхность, которая параллельна нижней грани. Нижняя грань - поверхность островков шаблона, прилегающая к подложке. Боковая грань - поверхность островка шаблона, соединяющая верхнюю и нижнюю грани, как правило, перпендикулярна подложке, однако, в некоторых случаях может иметь острый или тупой угол с ней, и/или иметь сложную форму (например: https://www.google.ch/patents/US6495311).
Посредством вышеописанных шаблонов на подложках создают целевую структуру с определенным рисунком, которую используют в широком спектре приложений, например, в электротехнике и электронике. Задание определенного рисунка целевой структуры требуется при изготовлении различных интегральных схем, дискретных электронных компонентов (транзисторов, конденсаторов, проводников, микроантенн и т.д.), и других функциональных элементов электронных устройств (2011. Nano Lett. 11, 4, 1412-1417; Krutarth Trivedif, Hyungsang Уикф, Herman Carlo Florescat, Moon J. Ютф, and Walter Ни). В частности, с использованием литографического шаблона изготавливают EAS - метки и антенны для RFID (Radio Frequency Identification) систем (https://encrypted.google.com/patents/US7333061), а также осуществляют формирование слоев с функцией электромагнитного экранирования, создают прозрачные проводящие покрытия и др. Прозрачные проводящие покрытия, в свою очередь, используют в сенсорных дисплеях, электрохромных устройствах, солнечных батареях (фотовольтаических ячейках) и других оптических приложениях.
Существует два основных способа создания целевых структур посредством литографического шаблона:
1) Метод прямой литографии - шаблон наносят на подложку, покрытую слоем целевого материала, затем происходит удаление или модификация материала через окна шаблона, после чего удаляют и сам шаблон. В итоге получают целевую структуру, повторяющую рисунок шаблона, где целевой материал располагается в тех областях, где ранее находились островки шаблона.
2) Метод обратной (взрывной, или lift-off) литографии - шаблон формируют на чистой подложке, затем на всю подложку поверх шаблона однородно наносится целевой материал, после чего шаблон удаляют вместе с той частью материала, которая нанесена поверх островков шаблона. В результате описанной процедуры получают целевую структуру, материал которой локализован в областях, где ранее находились окна шаблона.
Обратная литография обладает рядом существенных преимуществ в сравнении с прямой. В прямой литографии необходимо сначала произвести травление или модификацию слоя из целевого материала, а затем произвести операцию удаления самого шаблона. В отличие от шаблона, целевая структура может быть выполнена из материалов с различными свойствами. Для каждого отдельного материала целевой структуры следует подбирать свой индивидуальный селективный травитель, причем такой, чтобы он не травил материал шаблона. Многие из этих травителей являются дорогостоящими и/или вредными для человека и окружающей среды. Кроме того, для определенных, практически значимых целевых структур, площадь окон шаблона намного больше площади его островков, поэтому необходимо использовать большие объемы травителя, а сам процесс травления может занимать длительное время. Совокупность вышеописанных недостатков значительно снижает производительность, экологичность и общую технологичность производственных процессов, базирующихся на методах прямой литографии. Возникает необходимость заново подбирать селективный травитель и вносить изменения в технологический процесс для каждого нового целевого материала. Кроме того, в процессе травления целевой материал претерпевает химические преобразования, из-за чего процесс его рекуперации усложняется и зачастую становится экономически не выгодным. Ситуация многократно усугубляется, если целевая структура формируется из нескольких слоев разнородных материалов. В случае использования метода обратной литографии травление целевого материала не требуется. Данный фактор полностью исключает вышеперечисленные недостатки. К тому же, значительно упрощается процесс рекуперации наносимого материала, т.к. он не подвергается химическим преобразованиям и, как правило, требуется лишь очистить его от остатков вещества шаблона.
Однако, обратная литография имеет и определенные недостатки. Существует вероятность удаления элементов формируемой целевой структуры вместе с островками шаблона при отделении этих островков от подложки. Данная проблема обусловлена образованием на боковых гранях островков шаблона сплошной пленки наносимого материала, которая соединена с целевым материалом в окне шаблона. Данное соединение приводит к оказанию механического воздействия на элементы формируемой целевой структуры при удалении шаблона. При недостатке адгезии целевого материала к подложке и/или при малой площади элементов формируемой структуры, часть формируемой структуры может быть удалена вместе с шаблоном. Чтобы удалить шаблон и не повредить сформированную целевую структуру, важно, чтобы осажденный материал на подложке был механически не связан с материалом, осажденным на боковой грани шаблона, либо, чтобы эта связь была достаточно слабой и при удалении шаблона она разрушалась, с сохранением целостности формируемой целевой структуры. Обозначим эту механическую связь термином «перемычка». Таким образом, перемычка - образование из осажденного материала, механически соединяющее осажденный слой из целевого материала (т.е. слой в окнах шаблона) со слоем материала, осевшего на боковых гранях островков шаблона. Отметим, что в случае обратной литографии, целевая структура формируется из целевого материала, который нанесен в окнах шаблона. После удаления шаблона именно этот материал остается на подложке и выполняет полезную функцию, в то время как материал, осажденный на поверхность островков шаблона, удаляется вместе с указанными островками и не принимает участия в составе формируемой целевой структуры. Как следствие приведенного выше механизма, возникают существенные ограничения на максимальную допустимую толщину целевого материала, наносимого через литографический шаблон в случае обратной литографии. Иными словами, чем больше толщина наносимого слоя целевого материала, тем выше вероятность образования перемычки, достаточно толстой (и, следовательно, достаточно прочной) для повреждения целевой структуры при удалении шаблона. В одном из возможных вариантов реализации процесса фотолитографии данная проблема частично решается за счет формирования отрицательного угла наклона боковых граней шаблона. Иными словами, боковая грань шаблона под определенным углом нависает над подложкой, в результате чего осаждение целевого материала на нее замедляется, что снижает толщину образующейся перемычки (https://www.google.ch/patents/US6933099). Благодаря такому техническому решению достигается повышение допустимой толщины нанесения материала.
В существующем уровне техники, адаптация литографического шаблона под геометрические параметры конкретной целевой структуры происходит на этапе формирования данного шаблона. Для того чтобы обеспечить заданную максимальную толщину нанесения слоя, также задают необходимые геометрические формы и размеры элементов шаблона. Для некоторых прикладных задач актуально изменять толщину нанесения материала или сам материал, но при этом использовать один и тот же рисунок шаблона. С технологической точки зрения целесообразно иметь универсальный шаблон, обеспечивающий вариабельность параметров формируемой целевой структуры. К примеру, для прозрачных нагревателей могут использоваться металлы и сплавы с высоким удельным сопротивлением, в то время как для прозрачных электродов солнечных элементов подходят только высокопроводящие металлы, такие как медь, алюминий и серебро. В силу различий физических свойств данных металлов, для их напыления к шаблону предъявляют разные требования. Например, серебро обладает высокой пластичностью и ему свойственно образовывать перемычки, в силу чего требования к толщине шаблона и/или отрицательному углу наклона боковых граней островков ужесточаются. В то же время для вольфрама, как для более хрупкого материала, данная проблема менее выражена, и усложнять или изменять геометрические параметры шаблона в этом случае нецелесообразно. Аналогичная ситуация складывается в случае варьирования толщины напыляемого материала. Для низкоомных проводящих покрытий может требоваться толщина напыления металла от 500 нанометров до нескольких десятков микрометров. Подобные покрытия широко используются, например, в фотовольтаических приложениях, электрохромных пленках, прозрачных электромагнитных экранах и т.д. В то время как для прозрачных электродов сенсорных экранов, а также некоторых прозрачных нагревателей и других устройств требуемая толщина напыления металла может не превышать 100-150 нм. Чтобы удовлетворить вышеописанным требованиям к параметрам целевой структуры, приходится вносить изменения в параметры самого шаблона - увеличивать или уменьшать толщину шаблона, изменять форму и углы наклона боковых граней островков и т.п. Приходится вносить коррективы в технологический процесс формирования шаблона, менять режимы его нанесения и экспонирования, что снижает общую технологичность процесса. Таким образом, входящие в существующий уровень техники литографические шаблоны не способны подстраиваться под параметры формируемой целевой структуры. В этом смысле их можно отнести к «пассивным шаблонам», т.е. форма и размер элементов шаблона задаются на этапе формирования шаблона и в дальнейшем не изменяются. Напротив, заявителем предложен шаблон, элементы которого способны совершать микромеханическое движение. Такой шаблон заявителем обозначен как «активный шаблон». Под микромеханическим движением элементов шаблона заявитель подразумевает механическое движение элементов шаблона или их частей относительно подложки на расстояния от 1 нм до 500 мкм.
Техническая проблема, решаемая с использованием разработанного технического решения, состоит в том, что в существующем уровне техники максимальная допустимая толщина нанесения целевого материала через традиционный шаблон в случае обратной литографии существенно ограничена (вследствие эффекта образования перемычек). Также в существующем уровне техники затруднительно формировать сложные многослойные целевые структуры, в частности структуру «ядро-оболочка» («Core-Shell»). Решение задачи повышения максимальной допустимой толщины нанесения целевого материал и формирования сложных многослойных целевых структур достигается путем существенного усложнения технологии формирования традиционного шаблона. Также вследствие того, что в существующем уровне техники невозможно управлять геометрическими параметрами шаблона непосредственно на этапе формирования целевой структуры, литографический шаблон готовится отдельно для каждой конкретной технологической задачи. То есть шаблон является узкоспециализированным и даже при незначительных изменениях требуемых параметров целевой структуры приходится изготавливать новый шаблон. Вследствие этого, в том числе становится невозможной настройка геометрических параметров формируемой структуры in situ (то есть в самом процессе формирования целевой структуры) на основе интерактивно получаемой обратной связи о свойствах формируемой структуры.
Технический результат, достигаемый заявленным изобретением, состоит в создании шаблона нового типа для обратной литографии, способа его формирования и способа формирования целевых структур с использованием данного шаблона, обеспечивающих увеличение максимальной допустимой толщины наносимого через шаблон целевого материала, увеличение технологичности создания данного шаблона и увеличение технологичности создания целевой структуры при помощи указанного шаблона.
Указанный технический результат достигается путем создания активного литографического шаблона.
Активный литографический шаблон, согласно настоящему техническому решению, содержит элементы в виде островков и окон, причем элементы в виде островков выполнены с возможностью совершать микромеханическое движение на этапе формирования шаблона и/или на этапе нанесения слоя/слоев целевого материала через данный шаблон, причем указанное движение обусловлено наличием механических напряжений в островках шаблона, механические напряжения, в свою очередь, вызваны протеканием физической и/или химической реакции в веществе островков шаблона, инициируемой внешним физическим и/или химическим воздействием. Указанным физическим и/или химическим воздействием может выступать в том числе комплексное воздействие на шаблон, представляющее собой совокупность воздействий различных типов, выполняемых одновременно или в разные моменты времени.
В некоторых вариантах реализации края островков шаблона, по меньшей мере, вдоль части своего периметра, отделены от подложки и представляют собой консоль.
В других вариантах реализации указанная консоль выполнена не способной совершать движение на этапе нанесения слоя/слоев целевого материала через данный шаблон или указанным движением можно пренебречь. То обстоятельство, можно ли пренебречь указанным микромеханическим движением определяется условиями конкретной технологической задачи. Под краями островка шаблона следует понимать периферийную часть островка шаблона. То есть островок шаблона условно разделяется на центральную часть и периферийную часть (край островка). Форма и относительная площадь центральной и периферийной частей могут определяться условиями решения конкретной технологической задачи с использованием активного шаблона. Под консолью заявитель подразумевает объект (островок шаблона) любой формы, зафиксированный только с одной его стороны. В частном случае незафиксированная часть указанного островка шаблона может касаться подложки (лежать на ней). Во всех случаях незафиксированная часть островка шаблона способна совершать микромеханическое движение вследствие возникающих в нем механических напряжений.
Указанная консоль может быть выполнена способной совершать микромеханическое движение по механизму изгиба консоли.
По меньшей мере, часть островков шаблона могут быть выполнены способными совершать планарные перемещения, обеспечивающие изменение размеров окон шаблона. Под планарными перемещениями заявитель подразумевает такое движение частей островков шаблона, которое не сопровождается их изгибом.
В некоторых вариантах реализации, по меньшей мере, часть островков шаблона выполнены способными совершать микромеханическое движение, которое, в свою очередь, представляет собой комбинацию движения по механизму изгиба консоли и планарного перемещения.
Элементы указанного шаблона могут быть выполнены с возможностью совершать движение по механизму изгиба консоли, и/или планарные перемещения и/или их комбинации таким образом, чтобы толщина перемычек из наносимого на шаблон целевого материала между целевым материалом на боковых гранях островков шаблона и целевым материалом на подложке в окнах шаблона, по меньшей мере, была меньше, чем в случае выполнения указанных элементов неподвижными.
Также для достижения указанного технического результата предложено использовать разработанный способ получения шаблона. При реализации разработанного способа на подложке формируют островки шаблона, которые обладают такой величиной адгезии к подложке, внутренней структурой и химическим составом, что при определенном физическом и/или химическом воздействии на вещество шаблона на этапе формирования шаблона и/или на этапе нанесения слоя/слоев целевого материала через данный шаблон, по меньшей мере, в отдельных участках указанных островков возникают механические напряжения, в следствие которых, по меньшей мере, отдельные части указанных островков приходят в микромеханическое движение. Механические напряжения в островках шаблона возникают вследствие протекания в веществе указанных островков физической и/или химической реакции, которая, в свою очередь, инициируется внешним физическим и/или химическим воздействием на вещество шаблона, при этом параметры указанной реакции определяются внутренней структурой и составом островков шаблона. Микромеханическое движение по меньшей мере отдельных участков островков шаблона является следствием релаксации механических напряжений в веществе указанных островков. Однако, релаксация механических напряжений происходит только в том случае, когда сила адгезии по меньшей мере отдельных участков островков шаблона к подложке достаточно мала, чтобы произошло отделение этих участков от указанной подложки, но при этом достаточно велика для прочной фиксации оставшихся участков островков, движение которых не требуется в рамках условий решаемой технологической задачи.
В некоторых вариантах реализации формируют островки шаблона, представляющие собой совокупность двух или более слоев материалов с различающимся коэффициентом теплового расширения и/или различающейся способностью к сорбции/десорбции паров определенного вещества и/или отличающейся способностью к набуханию/усадке.
В других вариантах реализации разработанного способа формируют островки шаблона, состоящие из вещества, объем которого способен изменяться в результате сорбции/десорбции и/или нагрева/охлаждения и/или изменения внутренней структуры вещества указанных островков и/или химической реакции одного из компонентов вещества островков шаблона с сопутствующим газообразованием.
Обычно требуемую величину адгезии островков шаблона к подложке достигают посредством подбора пары материалов «подложка/вещество шаблона», и/или нанесения на подложку слоя третьего вещества с требуемыми параметрами адгезии к подложке и/или шаблону, и/или активации/пассивации поверхности подложки. Под активацией/пассивацией заявитель подразумевает обработку по меньшей мере отдельных участков поверхности подложки, приводящую к изменению их поверхностной энергии. Изменение поверхностной энергии обрабатываемых участков в частном случае может достигаться посредством функционализации их поверхности и/или изменения шероховатости указанных участков.
В некоторых вариантах реализации способа используют физическое воздействие, представляющее собой нагрев и/или охлаждение, и/или изменение давления, и/или обработку ионным пучком, и/или обработку электронным пучком, и/или обработку пучком нейтральных частиц, и/или обработку плазмой, и/или экспонирование электромагнитным излучением, и/или выдержку в жидкости, и/или выдержку в насыщенных/ненасыщенных парах вещества, причем выдержку в жидкости и/или парах, проводят таким образом, чтобы не происходила химическая реакция ни с одним компонентом вещества шаблона.
В других вариантах реализации способа используют химическое воздействие, представляющее собой выдержку в жидком химическом реактиве, и/или выдержку в насыщенных/ненасыщенных парах реактивов и/или выдержку в газообразном химическом реактиве и/или выдержку в растворе химических реактивов и/или паро-газовой смеси химических реактивов, причем указанное воздействие проводят таким образом, чтобы, по меньшей мере, один компонент вещества островков шаблона вступал в химическую реакцию.
Также для достижения указанного технического результата предложено использовать разработанный способ формирования целевой структуры с использованием активного шаблона. При его реализации в процессе осуществления способа на подложку с активным шаблоном оказывают физическое и/или химическое воздействие одновременно с нанесением целевых материалов и/или с последующим нанесением целевых материалов, после чего островки шаблона удаляют вместе с излишками наносимых материалов, причем указанное физическое и/или химическое воздействие приводит островки активного шаблона в микромеханическое движение.
Интенсивность указанных воздействий может быть выбрана таким образом, чтобы микромеханическое движение указанных островков шаблона на этапе формирования целевой структуры было незначительно.
В некоторых вариантах реализации разработанного способа используют способ нанесения целевого материала на подложку с активным шаблоном также выполняющий функцию указанного физического и/или химического воздействия.
В качестве способа нанесения целевого материала может быть использован метод вакуумного нанесения материала с использованием несбалансированного магнетрона и/или методом ионно-ассистированного напыления материала. Указанные методы нанесения материала всегда сопровождаются термическим нагружением подложки, на которую наносится материал.
В некоторых вариантах разработанного способа нанесение целевых материалов проводят в несколько этапов, причем между этапами и/или одновременно с ними осуществляют физическое и/или химическое воздействие.
В других вариантах разработанного способа нанесение целевых материалов проводят таким образом, что в процессе поэтапного нанесения различных целевых материалов ранее указанное микромеханическое движение происходит таким образом, что, по меньше мере, один из слоев целевого материала со всех сторон покрывает один или несколько слоев целевых материалов, нанесенных на предыдущих этапах, за исключением той стороны внутреннего слоя или слоев, которая контактирует с подложкой.
Также возможен вариант нанесения целевых материалов методом термического напыления материала, и/или магнетронного напыления материала, и/или дугового напыления материала, и/или газофазного осаждения материала и/или жидкофазного осаждения материала, и/или электрохимического осаждения материала, и/или нанесение материала осуществляют аэрозольным методом.
Указанный перечень не ограничивает возможные варианты способов нанесения целевого материала.
Поставленная задача решается, а технический результат достигается благодаря использованию в технических решениях нижеследующих признаков:
- Признак «активный литографический шаблон, содержащий элементы в виде островков и окон, которые способны совершать микромеханическое движение на этапе формирования шаблона» в общем случае обеспечивает возможность технологично сформировать шаблон, элементы которого способны совершать микромеханическое движение также и на этапе формирования целевой структуры.
- Признак «активный литографический шаблон, содержащий элементы в виде островков и окон, которые способны совершать микромеханическое движение на этапе нанесения слоя/слоев целевого материала через данный шаблон» обеспечивает возможность адаптировать геометрические параметры указанного шаблона под требования со стороны формируемой структуры непосредственно в процессе формирования этой структуры и таким образом повысить технологичность использования активного шаблона.
- Признак «элементы указанного шаблона способны совершать движение по механизму изгиба консоль, и или планарные перемещения, и/или их комбинацию таким образом, чтобы толщина перемычек из наносимого на шаблон целевого материала между целевым материалом на боковых гранях островков шаблона и целевым материалом на подложке в окнах шаблона по меньшей мере была меньше, чем в том случае, когда элементы указанного шаблона неподвижны» обеспечивает повышение максимально возможной толщины нанесения материала через шаблон.
В дальнейшем разработанное техническое решение будет рассмотрено более подробно.
Данное техническое решение включает в себя активный шаблон, способ создания активного шаблона и способ создания целевых структур с использованием активного шаблона. Под активным шаблоном заявитель подразумевает шаблон, элементы которого способны совершать контролируемое микромеханическое движение под влиянием внутренних механических напряжений в веществе данного шаблона. Как было указано выше, под микромеханическим движением элементов шаблона заявитель подразумевает механическое движение элементов шаблона или их частей относительно подложки на расстояния до 500 мкм. Описываемое микромеханическое движение представляет собой изменение геометрических параметров островков шаблона вследствие протекания в их веществе химических и/или физических реакций. Указанные реакции инициируются физическим и/или химическим воздействием. При этом внутренняя структура вещества островков шаблона, и/или его химический состав и/или интенсивность оказываемого на него воздействия подбираются таким образом, чтобы указанные физические и/или химические реакции протекали по заранее заданному сценарию. В ходе протекания указанных реакций в островках шаблона возникают заданные механические напряжения, которые и порождают микромеханическое движение, сопровождающееся релаксацией указанных механических напряжений. Для релаксации механических напряжений в островках шаблона, необходимо, чтобы произошла деформация указанных островков. Любая деформация островков может интерпретироваться как микромеханическое движение. Однако, чтобы микромеханическое движение было целесообразным для формирования целевой структуры, должно произойти отделение некоторых участков островков шаблона от подложки, при этом оставшиеся участки должны быть прочно зафиксированы на ней. Иными словами, контролируемое микромеханическое движение островков шаблона осуществляется не только посредством задания требуемых механических напряжений внутри указанных островков, но и посредством управления процессом релаксации данных напряжений. В свою очередь, процессом релаксации механических напряжений можно управлять посредством подбора величины силы адгезии по меньшей мере отдельных участков островков шаблона к подложке. Таким образом, в частном случае отдельные участки островков могут иметь различную адгезию к подложке. В качестве частных примеров микромеханического движения островков шаблона можно привести планарное перемещение боковых граней островков шаблона, либо изгиб краев островков шаблона по механизму изгиба консоли, либо совокупность вышеописанных движений. Как было сказано ранее, элементы шаблона подразделяются на островки и окна. Описываемое микромеханическое движение совершаются островками шаблона, но так как окна являются инверсией островков шаблона, то, с формальной точки зрения, окна также совершают микромеханическое движение. Диапазон возможных величин микромеханического движения закладывают на этапе формирования шаблона, посредством подбора внутренней структуры островков шаблона, и/или химического состава вещества указанных островков, и/или силы адгезии к подложке по меньшей мере некоторых участков островков шаблона. Количественное управление величиной микромеханического движения осуществляют посредством контроля параметров физического и/или химического воздействия, оказываемого на вещество островков шаблона. В частном случае, указанное воздействие может представлять собой выдержку шаблона в среде, характеризуемой следующими параметрами: влажность, температура, давление, агрегатное состояние и химический состав компонентов среды, а также зависимость указанных параметров от времени. Воздействие может быть оказано в процессе нанесения материала целевой структуры, формируемой с использованием шаблона, и/или до указанного процесса нанесения.
Причиной контролируемого микромеханического движения является создание определенных механических напряжений в островках шаблона. Внешние химические и/или физические воздействия могут инициировать и/или стимулировать (интенсифицировать] физические или химические реакции в веществе шаблона, которые в свою очередь вызывают в нем контролируемые механические напряжения, что, в свою очередь вызывает микромеханическое движение островков шаблона в требуемых диапазонах и направлениях по указанному выше механизму. Под движением островков шаблона следует понимать движение отдельных его частей, таким образом, как минимум отдельные области островка остаются в контакте с подложкой и не меняют своего положения относительно нее. В качестве физического воздействия могут выступать нагрев/охлаждение, изменение давления, обработка ионным пучком, обработка электронным пучком, обработка пучком нейтральных частиц, обработку плазмой, экспонирование электромагнитным излучением и др. Например, в процессе нагрева/охлаждения происходит расширение/сжатие элементов шаблона в заданных пределах. В случае возникновения градиента температуры, направленного от верхней грани к нижней или наоборот, происходит соответствующее градиентное изменение объема вещества шаблона. В зависимости от направления указанного градиента температуры происходит либо нависание верхней грани над подложкой без отделения нижней грани, либо происходит изгиб краев островков шаблона по механизму изгиба консоли с отделением части нижней грани от подложки. Также к физическим воздействиям можно отнести выдержку подложки шаблона при пониженном давлении. Материал шаблона подобран таким образом, что при указанном воздействии происходит испарение по меньшей мере одного из компонентов вещества шаблона. При достаточно малой скорости данного процесса уменьшение объема островков шаблона происходит однородно. При этом в веществе островков шаблона возникают механические напряжения, стремящиеся сдвинуть края указанных островков относительно подложки. Когда сила, порождаемая указанными механическими напряжениями, превосходит силу адгезии краев островков шаблона к подложке, указанные края отделяются от подложки и совершают планарные перемещения относительно нее. В случае увеличения скорости испарения, например, вследствие еще большего понижения давления окружающей среды и/или вследствие обдува сухим воздухом или инертным газом, внешние слои вещества островков сжимаются сильнее, чем внутренние, возникает градиент механических напряжений, который в свою очередь обеспечивает возникновение изгиба краев островков шаблона по механизму изгиба консоли. К примерам химического воздействия можно отнести выдержку шаблона в атмосфере насыщенных или ненасыщенных паров вещества (реагента), с которым реагирует по меньшей мере один компонент вещества шаблона (напр. инициатор полимеризации), однородно или неоднородно уменьшаясь при этом в объеме. Так как площадь контакта наружного слоя вещества островков шаблона с парами указанного реагента намного больше, чем площадь контакта внутренних слоев с указанными парами, то скорости реакции верхнего слоя вещества выше, чем нижнего. Поэтому, объем верхнего слоя стремительно сокращается, в тоже время объем нижнего слоя остается прежним или сокращается с отставанием. Вследствие чего в островках шаблона возникает градиент механических напряжений таким образом, что провоцируется изгиб их краев по механизму изгиба консоли. Влияния химического состава, внутренней структуры вещества шаблона и химического/физического демонстрирует следующий пример: в материал шаблона добавляются два реакционноспособных компонента, стимулом к реакции которых является внешнее химическое и/или физическое воздействие, а интенсивность химической реакции зависит от концентраций этих компонентов и интенсивности внешнего химического и/или физического воздействия. В ходе указанной реакции происходит уменьшение объема островков шаблона и возникновение требуемых механических напряжений. Если параметры адгезии по меньшей мере отдельных участков островков шаблона к подложке подобраны таким образом, что энергетически более выгодным является отрыв отдельных частей островков шаблона от подложки, то указанные островки приходят в микромеханические движения с сопутствующей релаксацией механических напряжений, возникших в ходе реакции. В качестве другого примера влияния внутренней структуры, химического состава вещества островков шаблона и физического/химического воздействия можно привести следующее: островки шаблона представляют собой совокупность двух или более слоев материалов с разным коэффициентом теплового расширения. Причем материалы подобраны таким образом, что при нагреве/охлаждении указанных островков шаблона верхние слои сжимаются/расширяются сильнее/слабее нижних слоев, в следствие чего возникает градиент механических напряжений, который стремится изогнуть края островков. Если параметры адгезии подобраны таким образом, что энергетически более выгодным является отрыв отдельных частей островков шаблона от подложки, то указанные края островков отрываются от подложки и приходят в микромеханическое движение. При этом степень изгиба краев островков шаблона напрямую зависит от температуры нагрева/охлаждения, что позволяет количественно управлять указанным микромеханическим движением.
Реализация описанных выше принципов формирования и использования активного шаблона дополнительно иллюстрируется нижеследующим примером. На подложке формируют островки шаблона, которые выполнены из материала, способного набухать в процессе сорбции растворителя из окружающей среды. Указанную подложку помещают в атмосферу паров растворителя достаточно малой концентрации, в результате чего сорбция паров осуществляется с достаточно малой скоростью и сорбированный растворитель успевает перераспределяться в веществе островков. В следствие этого происходит квазиоднородное увеличение объема островков шаблона (набухание). Данный процесс сопровождается возникновением механических напряжений внутри вещества островков шаблона, величина которых увеличивается от центра островков к их краям. Указанные механические напряжения способствуют отделению краев островков шаблона от подложки и их последующему микромеханическому движению. Таким образом, края ранее указанных островков шаблона совершают планарное перемещение в контролируемом диапазоне. Если островки шаблона насыщены парами растворителя однородно, то после нагрева поверхности указанных островков происходит градиентное уменьшение концентрации растворителя в веществе шаблона (в области нижней грани концентрация растворителя выше, в области нагреваемой верхней грани концентрация растворителя ниже], и соответствующее уменьшение объема вещества островка в направлении от верхней его грани к нижней в (области нагреваемой верхней грани объем вещества островка уменьшается сильнее, чем в области нижней грани). Благодаря этому в островке шаблона возникают механические напряжения, провоцирующие края островка шаблона прийти в микромеханическое движение, отделиться от подложки и деформироваться по механизму изгиба консоли. Контроль величины указанного выше микромеханического движения обеспечивается контролем концентрации паров растворителя, воздействующего на шаблон, и/или интенсивностью нагрева поверхности шаблона, и/или временем нагрева и/или выдержки в атмосфере паров растворителя. Таким образом, вышеописанный пример демонстрирует основные этапы процесса формирования и использования активного шаблона. Сначала, в процессе выдержки шаблона в парах растворителя и в процессе последующего нагрева, происходят градиентные или однородные физические и/или химические превращения в материале шаблона, благодаря чему в островках шаблона возникают механические напряжения. Когда сила, порождаемая механическими напряжениями, превосходит силу адгезии островка шаблона к подложке, возникает контролируемая деформация островков шаблона, которая является способом релаксации созданных механических напряжений. Вследствие этого размеры элементов шаблона и/или их форма меняются заранее запланированным образом. Указанное микромеханическое движение элементов шаблона может происходить в процессе формирования самого шаблона, или непосредственно в процессе нанесения на шаблон слоя/слоев из целевых материалов, или в обоих перечисленных процессах.
Технический результат «обеспечение технологичного способа создания активного шаблона» достигается нижеследующим. Заявителем экспериментально обнаружено, что придание элементам шаблона способности совершать микромеханическое движение во время формирования слоев целевого материала является относительно сложной технологической задачей. Процесс микромеханического движения по механизму, описанному выше, происходит вследствие физических и/или химических воздействий на шаблон. Наиболее полный спектр возможных физических и/или химических воздействий на шаблон доступен на этапе его формирования. В то время как в процессе нанесения слоя целевого материала на спектр возможных воздействий на шаблон накладываются физические и/или технические ограничения, характерные для конкретного метода нанесения и типа целевого материала. На этапе формирования шаблона имеется больше степеней свободы по типам и интенсивностям воздействия на указанный шаблон, чем на этапе формирования слоев целевого материала через данный шаблон. В то же время, Заявителем показано, что если активный литографический шаблон приобретает способность к микромеханической подвижности на этапе формирования шаблона, то эти свойства указанного шаблона, как правило, возможно перенести на этап формирования слоя/слоев целевого материала через данный шаблон. Следовательно, упрощается задача создания условий на этапе формирования слоя/слоев целевого материала, приводящих шаблон в микромеханическое движение, относительно случая, когда на этапе формирования шаблона островки этого шаблона не были приведены к способности совершать микромеханическое движение. Учет указанных обстоятельства и придание островкам шаблона способности совершать микромеханическое движение на этапе формирования шаблона, обеспечивает повышение технологичности создания шаблона, способного совершать микромеханическое движение на этапе формирования слоев целевого материала.
Технический результат «повышение технологичности создания целевой структуры при помощи указанного шаблона» обеспечивается нижеследующим. Существуют конечные задачи литографии, для которых сохраняется общий «рисунок» шаблона, в то время как необходимо варьировать отдельные параметры рисунка (например, ширину проводящих дорожек), а также варьировать толщину и/или тип наносимых материалов, физические и технологические условия нанесения. Если для одной из таких задач изменяются требования к вышеописанным параметрам (например, требования к типу материала, к скорости его нанесения, толщине и т.д.), то в рамках существующего уровня техники необходимо изготавливать отдельный шаблон, подготовленный к специфике поставленной технологической задачи. В качестве примера можно привести нижеследующее. Требуется адаптировать некоторое изделие, изготавливаемое литографическими методами, к работе при повышенных температурах и/или в агрессивных химических условиях, сохранив при этом его электрические свойства. Для этого необходимо нанести через литографический шаблон тугоплавкий, химически стабильный металл, такой как палладий, вместо легкоплавкой и химически нестабильной меди. Чтобы электрическое сопротивление палладия было эквивалентно электрическому сопротивлению меди, слой палладия должен быть в ~ 6 раз толще, т.к. удельное электрическое сопротивление палладия в ~ 6 раз выше, чем у меди. Рисунок шаблона, в данном случае, не изменяется. Однако, вследствие необходимости напыления более толстого слоя палладия, а также в силу его высокой пластичности, выдвигаются особые требования к геометрическим параметрам элементов шаблона. Данный факт обусловлен тем, что с ростом толщины нанесения материала возрастает также и толщина перемычки причем перемычка из палладия значительно прочнее перемычки из меди с аналогичной толщиной. Чтобы предотвратить образование перемычек в процессе нанесения слоя целевого материала, в случае традиционного «пассивного» шаблона приходится применять различные технологические решения, такие как: искусственное формирование отрицательного угла наклона боковых граней островков шаблона, повышение толщины самих островков и т.д. Иными словами, в рамках поставленной задачи необходимо сформировать более толстый шаблон, края островков которого имели бы сложную форму, но «рисунок» шаблона оставался бы неизменным. Современные литографические шаблоны не являются универсальными, их свойства ориентированы на конкретную частную технологическую задачу и задаются на этапе формирования шаблона («пассивный» шаблон). Активный шаблон, в свою очередь, более универсален. Один и тот же активный шаблон подходит для нанесения широкого спектра материалов и с широким диапазоном возможных толщин, в различных физических и технологических условиях. Это позволяет снизить номенклатуру используемых шаблонов, оперативно адаптировать имеющийся в наличии шаблон к изменившейся специфике задачи, следовательно, повысить технологичность использования требуемых литографических шаблонов. В общем случае, унификация шаблонов ведет к росту технологичности их создания. Активный шаблон возможно более точно подготовить/«настроить» к нанесению требуемого материала заранее перед началом процесса нанесения. Допускается использовать заранее сформированную заготовку активного шаблона с нанесенным «рисунком» для последующей ее адаптации к специфике поставленной задачи. Также можно адаптировать шаблон в ходе самого процесса нанесения целевого материала путем инициации и/или стимуляции контролируемого микромеханического движения островков шаблона внешним физическим и/или химическим воздействием. В результате чего происходит изменение геометрических параметров по меньшей мере отдельных участков островков шаблона. В частном случае таким воздействием может выступать сам процесс нанесения материала, в ходе которого шаблон испытывает радиационную нагрузку и/или нагревается и/или подвергается условиям пониженного давления и др. Процесс адаптации литографического шаблона может быть продемонстрирован нижеследующим примером. Требуется сформировать целевую структуру, причем на всем протяжении процесса ее формирования соблюдаются определенные качественные или количественные критерии, например, величина удельного поверхностного электрического сопротивления. В процессе напыления одного из материалов целевой структуры in situ отслеживается величина удельного электрического сопротивления по меньшей мере отдельных участков указанной структуры. Величина удельного электрического сопротивления по каким-либо причинам может не соответствовать той величине, которая должна быть на текущем этапе процесса формирования целевой структуры. В этом случае на литографический шаблон может быть оказано физическое и/или химическое воздействие, которое порождает микромеханическое движение островков указанного шаблона таким образом, чтобы ширина проводящих дорожек целевой структуры увеличилась/уменьшилась и удельное электрическое сопротивление целевой структуры уменьшилось/увеличилось и достигло требуемого значения. Поэтому, контролируемое изменение геометрических параметров шаблона может происходить в едином вакуумном цикле с нанесением целевого материала, без необходимости введения дополнительных вакуумных циклов.
Выделим в целевой структуре верхнюю, нижнюю и боковые грани. Нижняя грань - грань целевой структуры, которая контактирует с подложкой. Форма нижней грани всегда повторяет форму поверхности подложки. Верхняя грань целевой структуры также повторяет форму подложки, поскольку целевой материал наносится конформно и повторяет форму подложки (на форму верхней грани не влияет форма боковой грани островка шаблона). Боковые грани целевой структуры соединяют ее верхнюю и нижнюю грани и могут иметь сложную форму. В отличие от традиционных (пассивных) литографических шаблонов, благодаря микромеханической подвижности островков активного шаблона возможно управляемо варьировать форму боковых граней этих островков непосредственно в процессе нанесения материала. Протяженность окна шаблона в каждый момент времени в процессе нанесения может быть контролируемо задана. И, как следствие, форма поперечного сечения формируемого слоя целевого материала может быть задана произвольным образом, согласно условиям конкретной технологической задачи. Подобным образом в едином вакуумном цикле можно нанести сразу несколько слоев из разнородных материалов с различной формой поперечного сечения для каждого слоя (трапециевидной, треугольной, округлой и т.д.). При послойном нанесении материала при помощи активного шаблона возможно сформировать многослойную трехмерную целевую структуру с заданным рисунком и сложной пространственной геометрией. Как ранее было отмечено, толщина целевой структуры, сформированной с использованием активного шаблона, может быть значительно больше, чем в случае использования традиционного литографического шаблона. Таким образом, активный шаблон открывает дополнительные возможности управления формой боковых граней формируемой целевой структуры. Частным примером реализации возможности управления формой боковых граней может выступать целевая структура в виде «ядро - оболочка». В данной структуре «ядро», состоящее из одного или нескольких целевых материалов, со всех сторон покрыто слоем другого целевого материала («оболочкой») таким образом, чтобы контакт ядра с окружающей средой был полностью исключен. Также целевая структура «ядро-оболочка» (Core-Shell, см. пример №2) является ярким примером задачи, в которой шаблон должен иметь одинаковый рисунок, но предназначен для нанесения различных материалов, с различной пространственной геометрией и в различных физических и технологических условиях. Структура «ядро-оболочка» формируется посредством поочередного нанесения двух или более слоев материала, таким образом, чтобы каждый последующий слой полностью закрывал собой предыдущий. Каждый слой данной структуры выполняет свой набор функций. В частном случае структура «ядро-оболочка» состоит из двух слоев -ядро, которое выполняет токопроводящую функцию, и оболочка, которая защищает ядро от химического и/или механического воздействия. Таким образом, ядро представляет собой толстый слой высокопроводящего металла (напр. серебро) на подложке7 а оболочка - тонкий слой другого материала, стабильного в агрессивных химических условиях и стойкого к механическим повреждениям (например, слой благородного металла, коррозионностойкого сплава, полимера или др.) со всех сторон покрывающий ядро. В существующем уровне техники сложность изготовления шаблона для формирования структуры «ядро-оболочка», необходимость введения дополнительных вакуумных циклов, проведение промежуточных этапов селективного удаления фоторезиста, ограничивают применимость данной технологии, делая ее использование экономически и технологически неоправданным во многих практических случаях. В качестве примера реализации технологии создания слоев со структурой «ядро - оболочка» в существующем уровне техники можно привести нижеследующее. Технология создания слоев целевых материалов со структурой «ядро-оболочка» современным методами обратной литографии подразделятся на несколько этапов. На начальном этапе необходимо подготовить шаблон, изготовленный специальным образом. На подложку наносят слой фоторезиста и экспонируют его через трафарет, повторяющий контуры будущей оболочки целевой структуры. После удаления лишних частей фоторезиста, т.е. формирования окон шаблона, наносится второй слой фоторезиста поверх первого. Материал второго слоя фоторезиста подбирается таким образом, чтобы его можно было селективно отделить от первого слоя на следующих этапах реализации технологии. Далее, второй слой фоторезиста экспонируется через трафарет, повторяющий контуры будущего ядра целевой структуры. После удаления лишних участков фоторезиста шаблон готов к этапу нанесения ядра структуры. В частном случае, ядро представляет собой толстый слой высокопроводящего металла - серебра, а оболочка представляет собой тонкий слой химически стабильного металла - палладия. На следующем этапе через шаблон в вакууме напыляется толстый слой серебра (ядро), после чего подложку с шаблоном необходимо извлечь из установки и селективно удалить верхний слой фоторезиста, вместе с излишками серебра. Затем подложка с шаблоном и сформированным ядром снова помещается в установку напыления металла, в которой поверх серебряного ядра напыляют палладиевую оболочку. На завершающем этапе подложку с шаблоном вновь извлекают из установки и удаляют оставшийся слой фоторезиста вместе с излишками палладия.
Технология создания слоев целевых материалов со структурой «ядро-оболочка» с использованием активного шаблона значительно проще в реализации и состоит из меньшего количества этапов шагов. Не требуется вносить существенные изменения в существующие технологические процессы, а также вводить дополнительные. Использование активного шаблона повышает технологичность формирования целевых структур, увеличивает максимальную толщину нанесения материала, что значительно расширяет возможности использования многих видов обратной литографии (в т.ч. на основе процессов самоорганизации) посредством повышенной вариабельности параметров шаблона и возможности адаптировать шаблон к требуемой задаче непосредственно в процессе формирования целевой структуры. Как уже отмечалось, в частности существенно снижаются ограничения на максимальную толщину нанесения целевого материала, появляется возможность формировать универсальный шаблон под различные толщины нанесения материала.
Возможность реализации предложенной группы изобретений демонстрируются нижеследующими примерами выполнения. Примеры:
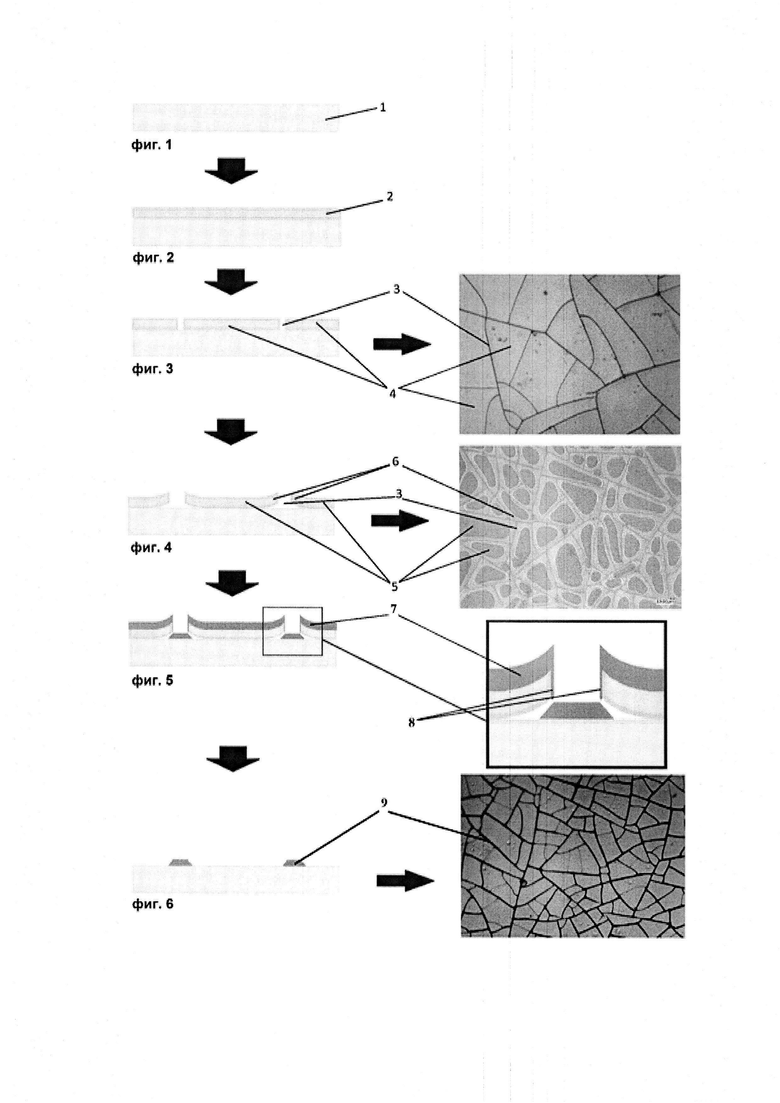
В рамках первого примера реализации изобретения на ПЭТ подложку 1 (фиг. 1) наносится слой вещества 2 (фиг. 2) в виде водного коллоидного раствора полимерных (каучуковых) частиц - латекса. При высыхании данный слой образует перколированную систему трещин 3 (фиг. 3) шириной от 3 до 10 мкм (ширина трещин зависит от исходной толщины слоя латекса, а также других параметров, см. http://www.findpatent.ru/patent/257/2574249.html) и систему островков 4. В данном примере перколированная система трещин 3 является окнами/окном шаблона. Далее, подготовленная указанным образом подложка кратковременно помещается в атмосферу с относительной влажностью воздуха 95-100% и температурой 40°С, островки шаблона 4 адсорбируют влагу из воздуха и набухают. После чего данная подложка интенсивно высушивается потоком теплого (50-70°С) сухого воздуха со скоростью 1 м/с.Верхняя грань шаблона подвергается более интенсивной сушке, чем нижняя, объем вещества верхних слоев островков 4 шаблона уменьшается сильнее, чем нижних. Вследствие этого, в островках 4 шаблона возникают механические напряжения, которые в свою очередь приводят к возникновению силы, стремящейся изогнуть края островков 4 по механизму изгиба консоли и оторвать их от подложки 1. Когда вышеуказанная сила превосходит силу адгезии островков 4 шаблона к подложке 1, происходит отрыв указанных краев островков 4 от подложки 1. Края островков 4 повисают над подложкой 1 и представляют собой консоль. Тем самым, островок 4 разбивается на две области - область 5, контактирующая с подложкой 1, и область 6, нависающая над подложкой 1 в виде консоли (фиг. 4). Оторвавшийся от подложки 1 край 6 островка шаблона продолжает уменьшаться в объеме, благодаря чему, боковые грани островков шаблона осуществляют планарное перемещение, увеличивая ширину трещин 3. Затем, процесс сушки кратковременно интенсифицируют, посредством увеличения скорости обдува воздухом до 2 м/с и повышения его температуры до 90°С. Вследствие этого в островках 4 шаблона возникают механические напряжения, стремящиеся изогнуть края 6 островков по механизму изгиба консоли вдоль всего их периметра, что в процессе последующего вакуумного напыления целевого материала будет препятствовать образованию перемычек. На следующем этапе на подложку 1 с подготовленным активным шаблоном методом вакуумного напыления наносится слой материала 7 (фиг. 5σ. В процессе напыления металла, в зависимости от выбранного технологического режима, происходит термическое нагружение активного шаблона. Благодаря этому, величина изгиба консольно нависающих краев 6 островков шаблона увеличивается пропорционально интенсивности термического нагружения. В свою очередь, интенсивность указанного термического нагружения пропорциональна скорости напыления материала. Таким образом, в процессе напыления целевого материала 7 на верней грани островка 4 шаблона формируется тонкая сплошная пленка из целевого материала 7. Коэффициент теплового расширения у целевого материала 7 меньше, чем у вещества островка 4 шаблона. Вследствие этого в островках 4 шаблона возникают механические напряжения, способствующие дальнейшему изгибу краев 6 островков шаблона. Тепловая нагрузка на шаблон подбирается таким образом, чтобы консольный изгиб краев непрерывно увеличивался на протяжении всего этапа формирования целевой структуры 9. При этом край 6 островков шаблона постоянно удаляется от фронта формируемой целевой структуры 9 по мере роста ее толщины, не позволяя материалу 8 на боковой грани края 6 островка шаблона и материалу целевой структуры 9 сомкнуться перемычкой. Иными словами, по мере роста толщины формируемой целевой структуры 9, фронт целевого материала движется, а края 6 островков шаблона движутся вслед за ним на минимальном расстоянии. Что с одной стороны препятствует попаданию наносимого целевого материала 7 под островок 4 шаблона на протяжении всего процесса формирования целевой структуры, а с другой стороны устраняет/нивелирует риск формирования перемычек благодаря сохраняющемуся зазору. Таким образом, происходит контролируемая адаптация активного шаблона к повышенным толщинам металла непосредственно в процессе формирования целевой структуры. На завершающем этапе островки 4 активного шаблона удаляются вместе с излишками целевого материала 7 (фиг. 6)
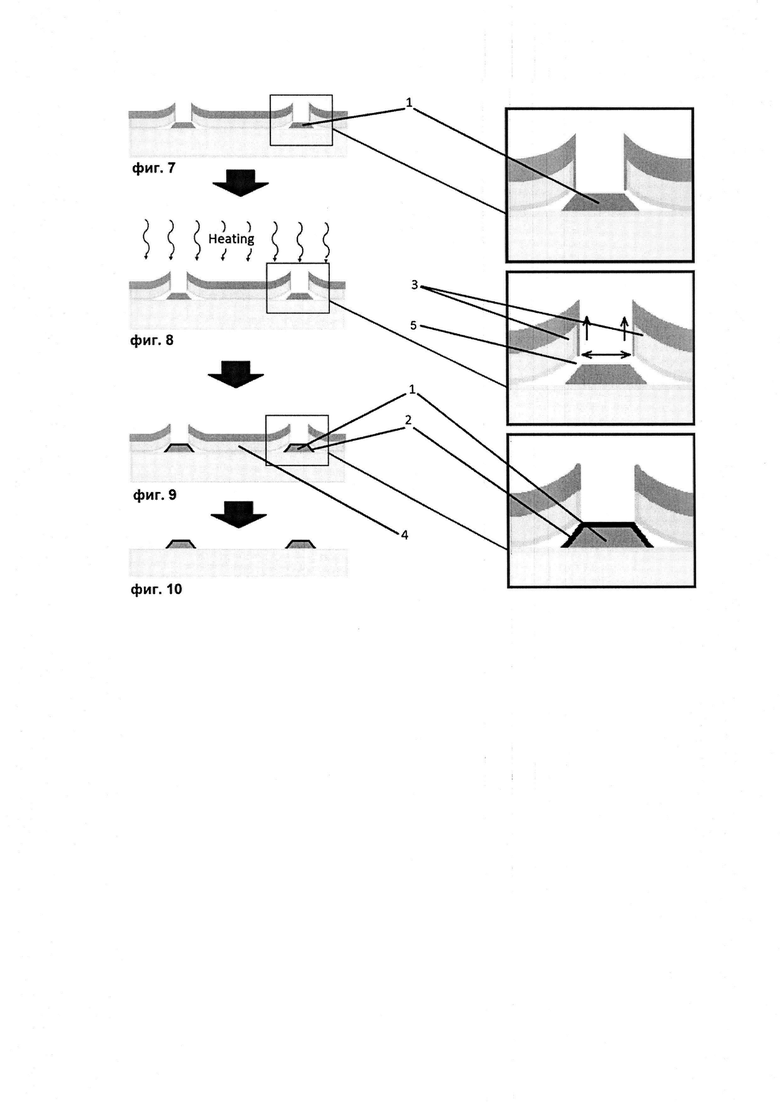
В рамках второго примера реализации изобретения используется подложка с активным литографическим шаблоном из первого примера с нанесенным слоем 7 целевого материала (фиг. 5). Причем часть целевого материала 7 (фиг. 5), которая была нанесена на участки окон шаблона 3 (фиг. 3) выполняет функцию «ядра» 1 (фиг. 7) в формируемой структуре «ядро-оболочка». Указанная подложка с активным шаблоном подвергается нагреву до температуры 110°С (фиг. 8). В процессе нагрева консольный изгиб краев 3 островков 4 шаблона дополнительно увеличивается. Наряду с изгибом происходят планарные перемещения краев 3 островков 4 шаблона в направлении удаления от формируемой целевой структуры. Планарные перемещения краев 3 островков 4 шаблона обусловлены уменьшением объема островков 4 вследствие испарения растворителя и изменения внутренней структуры вещества шаблона. Таким образом, микромеханическое движение краев 3 островков 4 шаблона представляет собой комбинацию движения по механизму изгиба консоли и планарного перемещения. Интенсивность и продолжительность осуществляемого нагрева влияет одновременно на оба указанных типа движения. В результате вышеописанного микромеханического движения элементов шаблона открывается зазор 5, через который осуществляется доступ для напыляемого материала оболочки. После чего происходит напыление оболочки 2 (фиг. 9). В процессе напыления ядра 1 и оболочки 2 можно произвольно менять интенсивность физического воздействия (в данном случае - нагрева), что позволяет управлять величиной перемещения краев 3 островков 4 шаблона. На завершающем этапе формирования целевой структуры удаляются островки 4 шаблона вместе с излишками целевых материалов (фиг. 10). Реализовать технологию получения структуры «ядро - оболочка» возможно в едином вакуумном цикле, а последующий процесс удаления шаблона не отличается от стандартного. Это существенно повышает технологичность формирования структуры «ядро-оболочка», при этом обеспечивается условие полного покрытия «ядра» 1 материалом «оболочки» 2.
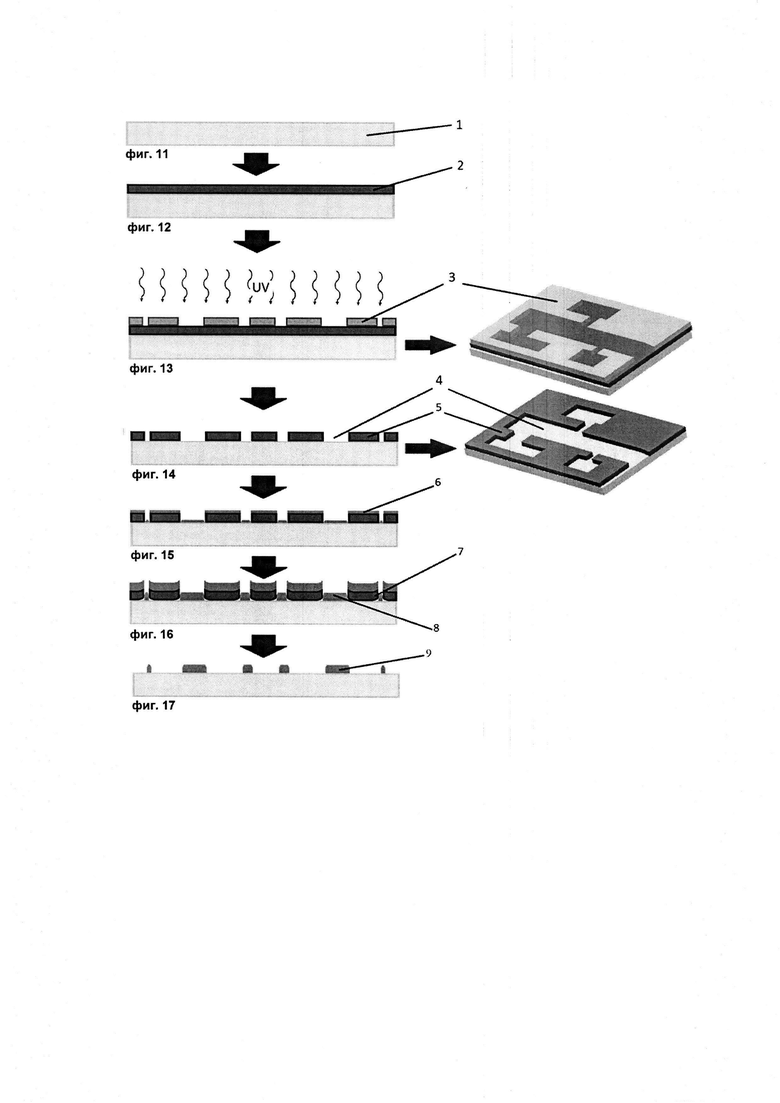
В рамках третьего примера реализации изобретения на подложку 1 (фиг. 11) наносится слой 2 фоточувствительного полимера (фоторезиста) (фиг. 12) толщиной 600 нм. Далее, фоторезист 2 экспонируется ультрафиолетовым излучением (фиг. 13) через заранее подготовленный трафарет 3 с требуемым рисунком шаблона. После чего, происходит обработка слоя 2 фоторезиста раствором проявителя (например раствором гидроксида тетраметиламмония) в процессе которой в указанном слое 2 фоторезиста формируются сквозные отверстия - окна 4 шаблона (фиг. 14). Оставшиеся участки слоя 2 фоторезиста представляют собой островки 5 шаблона. Подготовленную указанным образом подложку 1 помещают в установку магнетронного напыления металлов и наносят сплошной слой 6 нихрома (фиг. 15) толщиной 100 нм. При этом, слой 6 нихрома, который попадает в области окон 4 шаблона, выполняет функцию адгезионного слоя для структуры 8 из целевого материала (фиг. 16). Способность шаблона совершать микромеханическое движение обуславливается тем, что коэффициент теплового расширения полимерного слоя 2 фоторезиста и слоя 6 нихрома значительно отличаются. При нагреве шаблона слой 2 фоторезиста расширяется сильнее, чем слой 6 нихрома, который нанесен сверху, что приводит к возникновению механических напряжений в указанной двухслойной системе. Механические напряжения приводят к возникновению силы, стремящейся изогнуть края 7 островков шаблона 5 и оторвать их от подложки 1. Когда вышеуказанная сила превосходит силу адгезии островка 5 шаблона к подложке 1, происходит отрыв краев 7 указанных островков шаблона и их консольное нависание над подложкой 1. Напыление целевого металла 8 через активный шаблон производится в едином вакуумном цикле с напылением слоя нихрома 6. В процессе напыления целевого металла 8 (фиг. 16) происходит контролируемое термическое нагружение шаблона посредством воздействия на шаблон парами этого металла и/или потоком ионов, в случае ионно-ассистированного напыления. Нагрев поверхности шаблона приводит края 7 островков 5 указанного шаблона в движение по механизму изгиба консоли. Величина указанного изгиба пропорциональна интенсивности нагрева шаблона, которая, в свою очередь, контролируется интенсивностью напыления целевого металла 8 и/или интенсивностью потока ионов. На заключительном этапе шаблон селективно удаляется (фиг. 17) и на подложке остается только структура 9 из целевого материала, повторяющая рисунок шаблона.
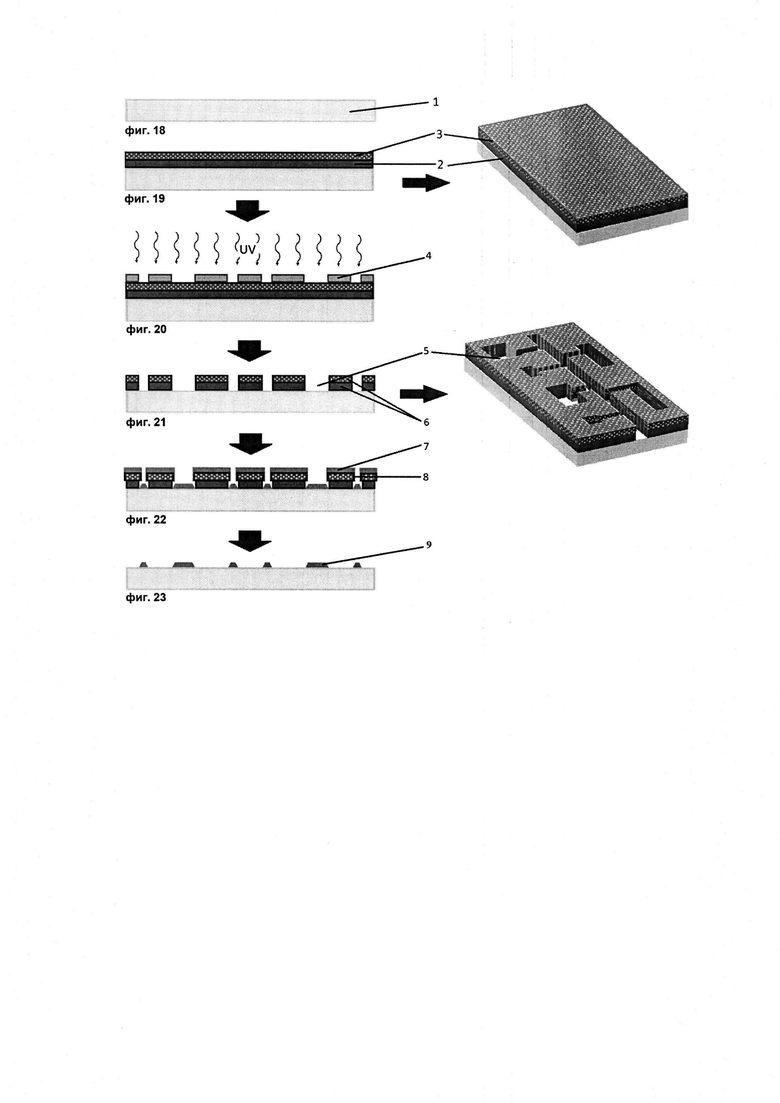
В рамках четвертого примера реализации изобретения на подложку 1 (фиг. 18) наносится слой фоторезиста 2 (фиг. 19). Далее, в раствор фоторезиста добавляется мелкодисперсный порошок пероксодисульфата аммония, после чего раствор интенсивно перемешивается. Частицы пероксодисульфата аммония не растворяются в растворе фоторезиста, поэтому образуют с ним коллоидную систему. Непосредственно после завершения этапа перемешивания, слой 3 полученного раствора фоторезиста наносится на подложку 1 поверх первого, уже сформированного слоя 2 фоторезиста (фиг. 19). Совокупная толщина обоих слоев 2 и 3 равна общей толщине формируемого фотолитографического шаблона. Далее, слои фоторезиста 2 и 3 на подложке 1 подвергаются сушке при температуре, не превышающей 70°С. Затем, полученные слои фоторезиста 2 и 3 экспонируются ультрафиолетовым излучением через подготовленный трафарет 4 с рисунком шаблона (фиг. 20). На завершающем этапе формирования шаблона оба слоя 2 и 3 обрабатываются раствором проявителя (напр. гидроксид тетраметиламмония), в процессе чего в обоих слоях 2 и 3 фоторезиста формируются сквозные отверстия - окна 5 шаблона (фиг. 21). В то же время на подложке остаются островки шаблона 6, состоящие из слоев 2 и 3. Подложку, подготовленную указанным образом, помещают в установку вакуумного напыления, в которой происходит нанесение слоя 7 целевого материала через полученный фотолитографический активный шаблон (фиг. 22). В процессе нанесения слоя 7 целевого материала слои фоторезиста 2 и 3 подвергается тепловому воздействию паров наносимого материала 7, благодаря чему, температура поверхности слоя 3 достигает температуры разложения пероксодисульфата аммония с выделением кислорода (120°С). В процессе разложения коллоидных частиц пероксодисульфата аммония, вследствие образования пузырьков газа в объеме верхнего слоя 3 фоторезиста, происходит его разбухание (фиг. 22). Слой 3 однородно увеличивается в объеме, в то время как объем слоя 2 фоторезиста остается неизменным. Таким образом, формируется край 8 островка шаблона 6, консольно нависающий над подложкой 1 и препятствующий образованию перемычек в процессе нанесения целевого материала 7. Степень нависания краев 8 контролируется концентрацией коллоидных частиц пероксодисульфата аммония в растворе с фоторезистом, а также интенсивностью нагрева слоя 3, которая, в свою очередь, зависит от интенсивности нанесения целевого материала 7. На заключительном этапе шаблон селективно удаляется и на подложке 1 остается только целевая структура 9 (фиг. 23) из наносимого целевого материала 7, повторяющая рисунок шаблона.
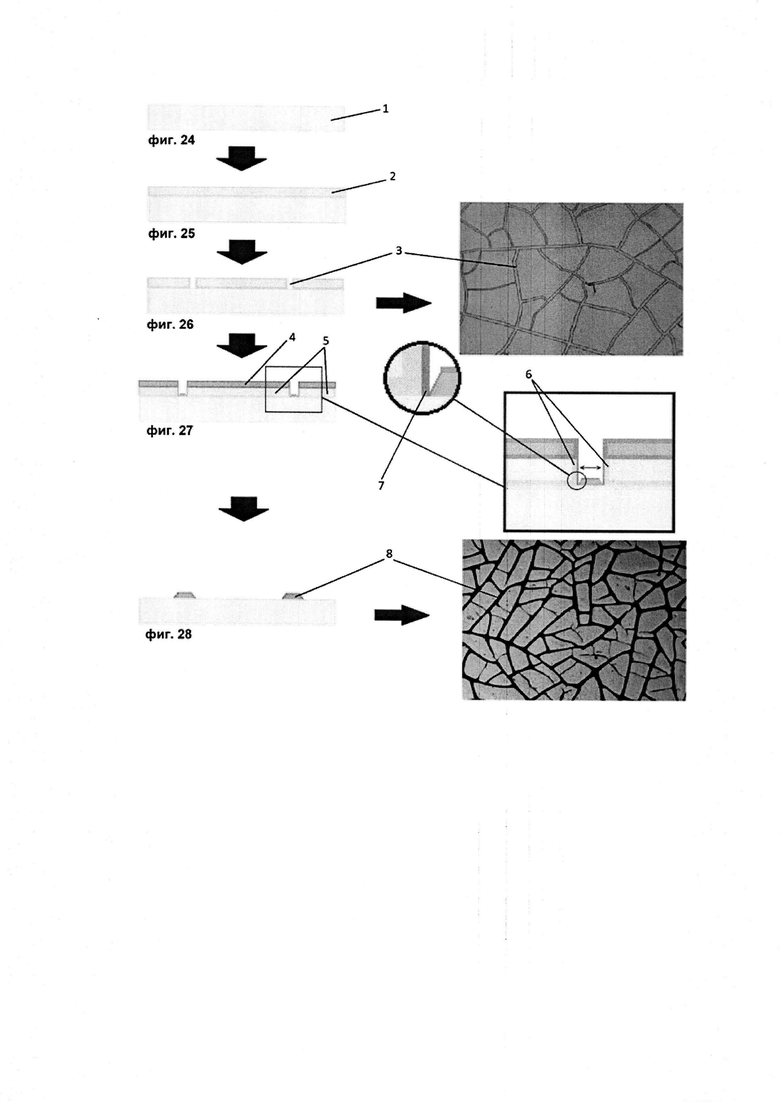
В рамках пятого примера реализации изобретения подготавливается коллоидный раствор (лиозоль) диоксида кремния. Для этого к трем частям интенсивно перемешивающегося тетраэтоксисилана (ТЭОС) приливают две части этанола для замедления реакции гидролиза ТЭОС с водой, после чего приливают две части деионизированной воды для инициации реакции гидролиза. В процессе гидролиза тетраэтоксисилана происходит образование золя диоксида кремния в воде. К полученной смеси добавляют 10 мл глицерина на 1 литр полученного золя, для уменьшения механических напряжений в процессе перехода золя в гель. Далее, рН раствора доводится до 2, посредством добавления в него концентрированной соляной кислоты, которая является катализатором реакции гидролиза и позволяет контролировать ее интенсивность. На подготовленную подложку 1 (фиг. 24) наносится слой 2 полученного золя диоксида кремния (фиг. 25) толщиной 30-40 мкм, после чего подложка подвергается сушке при температуре 20-30°С и относительной влажности воздуха около 40%. В процессе сушки золь диоксида кремния превращается в гель, в структуре нанесенного слоя 2 возникают механические напряжения в результате релаксации которых происходит растрескивание слоя 2, и образования перколированной системы трещин 3 (фиг. 26) шириной от 3 до 10 мкм. Далее, на подложку с полученным самоорганизованным литографическим шаблоном напыляется целевой металл 4 (фиг. 27) вакуумным методом. В процессе напыления островки 5 шаблона подвергается тепловому воздействию паров целевого металла 4, которое способствует интенсификации процесса испарения воды из островков 5 шаблона, вследствие чего объем указанных островков 5 однородно уменьшается. В веществе островков 5 шаблона возникают механические напряжения, стремящиеся сдвинуть края 6 островков 4 шаблона относительно подложки 1. Когда сила, порождаемая указанными механическими напряжениями, превосходит силу адгезии краев 6 островков 4 шаблона к подложке 1, края 6 островков 4 отделяются от подложки 1 и совершают планарные перемещения относительно подложки 1 в направлении удаления от фронта напыляемого целевого металла 4. Благодаря непрерывному движению краев 6 островков шаблона перемычка 7 не успевает образовываться, либо ее толщина пренебрежимо мала. Режим напыления целевого металла 4 подбирается таким образом, чтобы градиент температуры островков 5 шаблона был недостаточен для возникновения механических напряжений, стремящихся изогнуть края 6 островков шаблона по механизму изгиба консоли. Диапазон возможных планарных перемещений определяется пропорцией реагентов на этапе приготовления золя диоксида кремния, количеством глицерина (релаксанта механических напряжений) и количеством катализатора гидролиза (соляная кислота). Величина и скорость планарных перемещений краев 6 островков шаблона контролируется посредством изменения интенсивности напыления целевого металла 4, и, как следствие, интенсивности нагрева островков 5 шаблона. На заключительном этапе шаблон селективно удаляется и на подложке остается только сетка 8 (фиг. 28) из наносимого материала 4, повторяющая рисунок шаблона.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПОЛИМЕРНЫХ ШАБЛОНОВ НАНОСТРУКТУР РАЗНОЙ ГЕОМЕТРИИ | 2014 |
|
RU2574527C1 |
| Способ градиентного ионно-плазменного травления через маску | 2023 |
|
RU2805030C1 |
| Способ изготовления шаблона | 1982 |
|
SU1064352A1 |
| Способ изготовления шаблона | 1988 |
|
SU1788532A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ LIGA-ШАБЛОНА | 2010 |
|
RU2431882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СУБМИКРОННЫХ И НАНОМЕТРОВЫХ ЭЛЕМЕНТОВ ТВЕРДОТЕЛЬНЫХ ПРИБОРОВ | 1994 |
|
RU2094902C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОЛИТОГРАФИЧЕСКИХ РИСУНКОВ С КРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ СО СВЕРХРАЗВИТОЙ ПОВЕРХНОСТЬЮ | 2017 |
|
RU2655651C1 |
| РЕНТГЕНОЛИТОГРАФИЧЕСКИЙ ШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2339067C1 |
| РЕНТГЕНОЛИТОГРАФИЧЕСКИЙ ШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2469369C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОЛИТОГРАФИЧЕСКИХ РИСУНКОВ С УПОРЯДОЧЕННОЙ СТРУКТУРОЙ СО СВЕРХРАЗВИТОЙ ПОВЕРХНОСТЬЮ | 2021 |
|
RU2757323C1 |
Изобретение относится к литографическим шаблонам. Активный литографический шаблон характеризуется тем, что он содержит элементы в виде островков и окон, причем элементы в виде островков выполнены с возможностью совершать микромеханическое движение на расстояния от 1 нм до 500 мкм на этапе формирования шаблона и/или на этапе нанесения слоя/слоев целевого материала через данный шаблон, причем указанное движение обусловлено релаксацией механических напряжений в островках шаблона, механические напряжения, в свою очередь, вызваны протеканием физической и/или химической реакции в веществе островков шаблона, инициируемой внешним физическим и/или химическим воздействием. Изобретение обеспечивает увеличение максимальной допустимой толщины наносимого через шаблон материала и увеличение технологичности создания и использования шаблона. 3 н. и 17 з.п. ф-лы, 28 ил.
1. Активный литографический шаблон, характеризующийся тем, что он содержит элементы в виде островков и окон, причем элементы в виде островков выполнены с возможностью совершать микромеханическое движение на расстояния от 1 нм до 500 мкм на этапе формирования шаблона и/или на этапе нанесения слоя/слоев целевого материала через данный шаблон, причем указанное движение обусловлено релаксацией механических напряжений в островках шаблона, механические напряжения, в свою очередь, вызваны протеканием физической и/или химической реакции в веществе островков шаблона, инициируемой внешним физическим и/или химическим воздействием.
2. Активный литографический шаблон по п. 1, отличающийся тем, что края островков шаблона, по меньшей мере вдоль части своего периметра, отделены от подложки и представляют собой консоль.
3. Активный литографический шаблон по п. 2, отличающийся тем, что указанная консоль выполнена не способной совершать движение на этапе нанесения слоя/слоев целевого материала через данный шаблон или указанным движением можно пренебречь.
4. Активный литографический шаблон по п. 2, отличающийся тем, что указанная консоль выполнена способной совершать микромеханическое движение по механизму изгиба консоли.
5. Активный литографический шаблон по п. 1, отличающийся тем, что по меньшей мере часть островков шаблона выполнены способными совершать планарные перемещения, обеспечивающие изменение размеров окон шаблона.
6. Активный литографический шаблон по п. 1, отличающийся тем, что по меньшей мере часть островков шаблона выполнены способными совершать микромеханическое движение, которое, в свою очередь, представляет собой комбинацию движения по механизму изгиба консоли и планарного перемещения.
7. Активный литографический шаблон по п. 1, отличающийся тем, что элементы указанного шаблона выполнены с возможностью совершать движение по механизму изгиба консоли и/или планарные перемещения таким образом, чтобы толщина перемычек из наносимого на шаблон целевого материала между целевым материалом на боковых гранях островков шаблона и целевым материалом на подложке в окнах шаблона, по меньшей мере, была меньше, чем в случае выполнения указанных элементов неподвижными.
8. Способ получения активного шаблона по п. 1, характеризующийся тем, что на подложке формируют островки шаблона, которые обладают такой величиной адгезии к подложке, внутренней структурой и химическим составом, что при определенном физическом и/или химическом воздействии на вещество шаблона на этапе формирования шаблона и/или на этапе нанесения слоя/слоев целевого материала через данный шаблон, по меньшей мере, в отдельных участках указанных островков возникают механические напряжения, вследствие которых, по меньшей мере, отдельные части указанных островков приходят в микромеханическое движение.
9. Способ получения шаблона по п. 8, отличающийся тем, что формируют островки шаблона, представляющие собой совокупность двух или более слоев материалов с различающимся коэффициентом теплового расширения и/или различающейся способностью к сорбции/десорбции паров определенного вещества и/или отличающейся способностью к набуханию/усадке.
10. Способ получения шаблона по п. 8, отличающийся тем, что формируют островки шаблона, состоящие из вещества, объем которого способен изменяться в результате следующих процессов: нагрева/охлаждения и/или изменения внутренней структуры вещества указанных островков, и/или химической реакции одного из компонентов вещества островков шаблона с сопутствующим газообразованием, либо сорбции/десорбции и/или нагрева/охлаждения, и/или изменения внутренней структуры вещества указанных островков.
11. Способ получения активного шаблона по п. 8, отличающийся тем, что требуемую величину адгезии островков шаблона к подложке достигают посредством подбора пары материалов «подложка/вещество шаблона», и/или нанесения на подложку слоя третьего вещества с требуемыми параметрами адгезии к подложке или шаблону, или активации/пассивации поверхности подложки.
12. Способ получения активного шаблона по п. 8, отличающийся тем, что используют физическое воздействие, представляющее собой изменение температуры, или изменение давления, или обработку ионным пучком, или обработку электронным пучком, или обработку пучком нейтральных частиц, или обработку плазмой, или экспонирование электромагнитным излучением, или выдержку в жидкости, или выдержку в насыщенных/ненасыщенных парах вещества, причем выдержку в жидкости или парах проводят таким образом, чтобы не происходила химическая реакция ни с одним компонентом вещества шаблона.
13. Способ получения активного шаблона по п. 8, отличающийся тем, что используют химическое воздействие, представляющее собой выдержку в жидком химическом реактиве, или выдержку в насыщенных/ненасыщенных парах реактивов, или выдержку в газообразном химическом реактиве, или выдержку в растворе химических реактивов или парогазовой смеси химических реактивов, причем указанное воздействие проводят таким образом, чтобы по меньшей мере один компонент вещества островков шаблона вступал в химическую реакцию.
14. Способ формирования целевой структуры с использованием активного шаблона по п. 1, характеризующийся тем, что в процессе осуществления способа на подложку с активным шаблоном оказывают физическое и/или химическое воздействие одновременно с нанесением целевых материалов и/или с последующим нанесением целевых материалов, после чего островки шаблона удаляют вместе с излишками наносимых материалов, причем указанное физическое и/или химическое воздействие приводит островки активного шаблона в микромеханическое движение.
15. Способ формирования целевой структуры с использованием активного шаблона по п. 14, отличающийся тем, что интенсивность указанных воздействий выбрана таким образом, чтобы микромеханическое движение указанных островков шаблона на этапе формирования целевой структуры было в диапазоне от 1 нм до 500 мкм.
16. Способ формирования целевой структуры по п. 14, отличающийся тем, что используют способ нанесения целевого материала на подложку с активным шаблоном, также выполняющий функцию указанного физического и/или химического воздействия.
17. Способ формирования целевой структуры по п. 15, отличающийся тем, что в качестве способа нанесения целевого материала используют метод вакуумного нанесения материала с использованием несбалансированного магнетрона или методом ионно-ассистированного напыления материала.
18. Способ формирования целевой структуры по п. 14, отличающийся тем, что нанесение целевых материалов проводят в несколько этапов, причем между этапами и/или одновременно с ними осуществляют физическое и/или химическое воздействие.
19. Способ формирования целевой структуры по п. 17, отличающийся тем, что нанесение целевых материалов проводят таким образом, что в процессе поэтапного нанесения различных целевых материалов ранее указанное микромеханическое движение происходит таким образом, что по меньше мере один из слоев целевого материала со всех сторон покрывает один или несколько слоев целевых материалов, нанесенных на предыдущих этапах, за исключением той стороны внутреннего слоя или слоев, которая контактирует с подложкой.
20. Способ формирования целевой структуры по п. 14, отличающийся тем, что нанесение целевых материалов осуществляют методом термического напыления материала, или магнетронного напыления материала, или дугового напыления материала, или газофазного осаждения материала, или жидкофазного осаждения материала, или электрохимического осаждения материала, или нанесение материала осуществляют аэрозольным методом.
| ЛИТОГРАФИЧЕСКАЯ МАСКА ДЛЯ LIGA-ТЕХНОЛОГИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2350995C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГРАФИЧЕСКОЙ МАСКИ ДЛЯ LIGA-ТЕХНОЛОГИИ | 2007 |
|
RU2350996C1 |
| Способ изготовления рентгенолитографического шаблона | 2019 |
|
RU2704673C1 |
| Шаблон для рентгенолитографии | 1979 |
|
SU864383A1 |
| RU 2013112860 A, 27.09.2014 | |||
| US 6933099 B2, 23.08.2005. | |||

