Изобретение относится к радиоэлектронной аппаратуре, а именно к способам герметизации низкочастотных разъемов электрических жгутов и кабелей, и может быть использовано при конструировании низкочастотных герметизированных узлов кабельных соединителей с обеспечением повышения надежности их работы с исключением обрыва проводов при вибрации, влагозащиты монтажа, а также высокочастотной герметичности в устройствах радиоэлектронной аппаратуры различного вида базирования.
Из уровня техники известен способ заливки субминиатюрных соединителей типа PC, MP для повышения надежности их работы в части исключения обрыва проводов при вибрации, влагозащиты монтажа, а также для снижения веса (ОСТ4 ГО.010.016 стр. 93, 94 п. 6.5.10., стр. 98 Черт. 111), заключающийся в бескорпусной заливке соединителей заполнением пространства между проводами после монтажа разъема термореактивным компаундом, например, марки ЭЗК-6 или равноценным с помощью шприца при помещении разъема с проводами в специальную прессформу, состоящую из двух полуматриц.
Недостатком данного способа является то, что существующая технология построена на использовании одного заливочного материала, что обусловлено рядом недостатков, например:
- применение силиконовых материалов - в виде заливочных материалов, у которых низкая адгезия к поверхностям и высокая усадка, что влияет на степень смешивания составных частей, например, пасты и катализатора и, как следствие, незастывание участков герметика. Для устранения данного недостатка применяют разбавители (в соответствии с ОСТ 4ГО.053.213-83), при этом чем больше разбавителя, тем больше усадка. Отрицательный фактор увеличения усадки, это отслоение герметика от проводов и, как следствие, негерметичность разъема;
- применение жесткого эпоксидного и полиэфирного компаунда, в виде заливочного материала, при этом возникают напряжения при отверждении, что приводит к обрыву проводников в местах распайки, а так же не обеспечивает высокочастотную герметизацию (обеспечение поглощения высокочастотных наводок - паразитных сигналов).
Наиболее близким по технической сущности и достигаемым результатам к предлагаемому техническому решению является способ герметизации низкочастотных разъемов электрических жгутов и кабелей (Патент РФ на изобретение №2540325, МПК: H02G 15/08, 2013), заключающийся в заполнении внутреннего пространства разъема герметиком после монтажа разъема и обезжиривания проводов, при этом заполнение проводится в три этапа и основан на комбинированном применении эластичных и жестких материалов различной вязкости, причем на первом этапе контактную часть разъема со стороны проводов заполняют эластичным герметиком, который наносят также на места соприкосновения корпуса с патрубком разъема, затягивают гайку патрубка разъема и после отверждения герметика в течение 15-24 часов весь объем патрубка разъема со стороны проводов заполняют заливочным компаундом заподлицо с краем патрубка, после чего происходит отверждение компаунда в течении 24 часов, затем провода, выходящие из разъема, смазывают эластичным герметикам на длину термоусаживаемой трубки, которую сдвигают на патрубок разъема, излишки герметика, выходящие за пределы термоусаживаемой трубки, удаляют, а отверждение герметика наступает через 15-24 часа.
Описанный выше способ герметизации применяют при герметизации разъемов, который обусловлен их строением, например, наличием корпуса у низкочастотных разъемов типа 2РМ с электрическим жгутом или кабелем обеспечивающим надежность их работы с исключением обрыва проводов при вибрации, влагозащиты монтажа, при этом он не обеспечивает высокочастотную герметичность, при наличии сложного техпроцесса и, как следствие, его высокая трудоемкость.
Техническая проблема, решаемая созданием данного способа, заключается в обеспечении высокочастотной герметизации.
Технический результат, на достижение которого направлен заявляемый способ герметизации низкочастотных разъемов электрических жгутов и кабелей, заключается в обеспечении высокочастотной герметичности низкочастотных разъемов, улучшении их эксплуатационно-технических характеристик, за счет устранения механических напряжений в местах паек проводов и контактах при перепаде температур, вибрационных воздействиях, обеспечении поглощения высокочастотных наводок - паразитных сигналов.
Технический результат достигается тем, что способ герметизации низкочастотных разъемов электрических жгутов и кабелей, заключающийся в заполнении внутреннего пространства разъема герметиком после монтажа разъема и обезжиривания проводов, проводится в несколько этапов и основан на комбинированном применении эластичных и жестких материалов различной вязкости, причем на первом этапе контактную часть разъема со стороны проводов заполняют эластичным герметиком, провода, выходящие из разъема, смазывают эластичным герметиком на длину термоусаживаемой трубки, которую сдвигают на патрубок разъема, а излишки герметика, выходящие за пределы термоусаживаемой трубки, удаляют.
В отличие от прототипа, на первом этапе часть патрубка, зафиксированного на резьбовой части разъема, заполняется эластичным герметиком с высокой адгезией и низкой вязкостью на высоту Н, которая выбрана из условия:
Н≥d,
где d - наибольший диаметр провода в изоляции.
Отверждение эластичного герметика производится в течение времени Т, выбранному из условия:
Т=2/3t,
где t - время полного отверждения герметика.
На втором этапе заполняют ферритовым порошком, образующим диск высотой H1, которая выбрана из условия:
H1≥Н, при этом
H1=L/K,
где L - величина экранировки (потерь "паразитного" СВЧ сигнала),
К - удельный коэффициент, обратно пропорциональный длине волны λ и размеру гранул порошка, определяемый эмпирическим путем.
На третьем этапе заполняют жестким герметиком, содержащим не менее 70% ферритового порошка на высоту Н2, которая выбрана из условия:
Н2≥Н1,
при этом возможно дальнейшее заполнение патрубка чередованием ферритового порошка и жесткого герметика.
На четвертом этапе - провода, выходящие из патрубка разъема, смазывают эластичным герметиком, и выполняют термоусадку термотрубки, излишки герметика, выходящие за пределы термотрубки, удаляют.
Сущность изобретения поясняется чертежами, где:
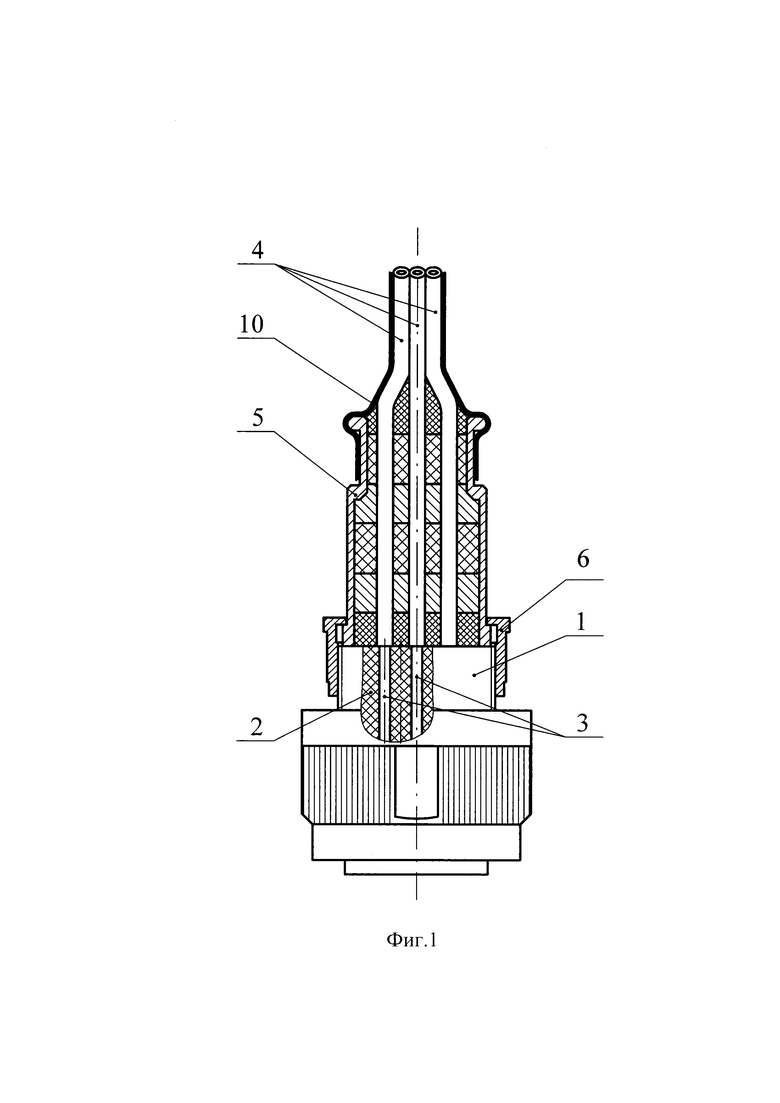
Фиг. 1 - общий вид узла низкочастотного герметизированного разъема электрических жгутов и кабелей;
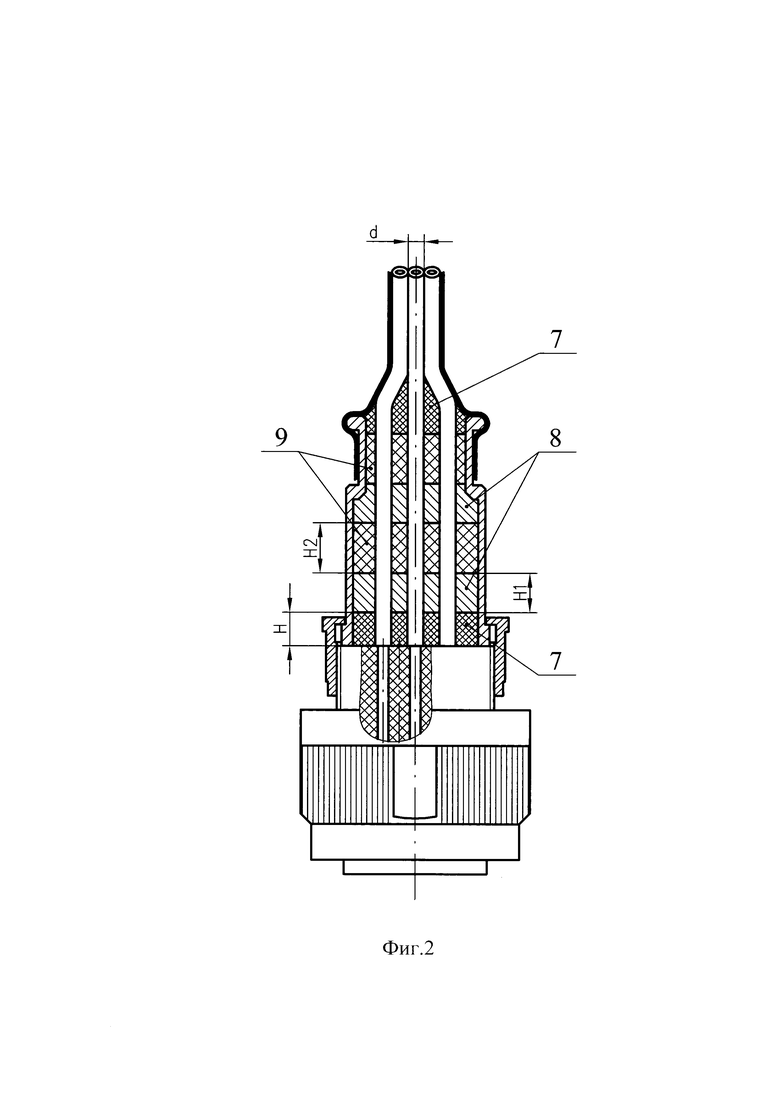
Фиг. 2 - общий вид высоты размещения компонентов герметизации.
Узел низкочастотного герметизированного разъема электрических жгутов и кабелей содержит корпус 1 (фиг. 1) разъема, изолятор 2 (фиг. 1) разъема, контакты 3 (фиг. 1) разъема, провода 4 (фиг. 1), патрубок 5 (фиг. 1), гайку патрубка 6 (фиг. 1), эластичный герметик 7 (фиг. 2) ферритовый порошок 8 (фиг. 2), жесткий герметик 9 (фиг. 2), термоусадочную трубку (далее -термотрубку) 10 (фиг. 1).
Предлагаемый способ герметизации низкочастотных разъемов электрических жгутов и кабелей, а также высокочастотной герметизации заключается в следующем.
Перед началом герметизации производится снятие изоляции с проводов 4, обжатие контактов 3 на жилах проводов 4 в соответствии с рекомендациями ТУ на разъем. Установить контакты 3 с проводами 4 в изолятор 2, который размещен в корпусе 1 разъема, обезжирить провода 4, поверхность изолятора 2 разъема со стороны проводов 4 и внутреннюю поверхность патрубка 5, далее навинчивают гайку патрубка 6 на резьбовую часть корпуса 1 разъема.
Первая ступень.
Патрубок 5, зафиксированный на резьбовой части корпуса 1 разъема гайкой патрубка 6, заполняют эластичным герметиком 7 с высокой адгезией и низкой вязкостью на высоту Н (фиг. 2), которая выбрана из условия:
H>d,
где: d (фиг. 2) - наибольший диаметр провода в изоляции. Отверждение эластичного герметика 7 производится в течение Т - часов, выбранному из условия:
Т=2/3t,
где t - время полного отверждения герметика.
Роль первой ступени герметизации заключается в нивелировании механических напряжений в местах входа проводов 4 в контакты 3 и их в изолятор 2 при перепаде температур, вибрационных воздействиях и влагозащите монтажа, а также в создание агдезионной поверхности для второй ступени.
Вторая ступень.
Часть патрубка 5 заполняют ферритовым порошком 8 образуя диск высотой H1 (фиг. 2), которая выбрана из условия:
H1≥Н, при этом
H1=L/K,
где L - величина экранировки (потерь "паразитного" СВЧ сигнала),
К - удельный коэффициент, обратно пропорциональный длине волны λ и размеру гранул порошка, определяемый эмпирическим путем.
Роль второй ступени герметизации заключается в формировании диска из ферритового порошка 8 для обеспечения высокочастотной герметизации, с целью ее повышения выполняется виброуплотнение ферритового порошка 8, например, на вибростенде с синусоидальной вибрацией 2g, что обусловлено сцеплением частиц ферритового порошка 8 между собой, а также с эластичным герметиком 7 первой ступени и равномерным плотным распределением его между проводов 4.
Третья ступень.
Часть патрубка 5 заполняют жестким герметиком 9, содержащим не менее 70% ферритового порошка, на высоту Н2 (фиг. 2), которая выбрана из условия:
Н2≥Н1,
при этом, например, возможно дальнейшее заполнение патрубка чередованием ферритового порошка 8 и жесткого герметика 9 (фиг. 2).
В отличие от первого этапа, в данном случае применяется герметик с более высокой вязкостью в виде жесткого герметика 9 с целью равномерного фиксирования ферритового порошка 8 в заполняемом объеме. Жесткий герметик 9 фиксирует поверхностный слой диска из ферритового порошка 8 своим проникновением в его поверхность.
Четвертая ступень.
Провода 4, выходящие из патрубка 5 разъема 1 смазывают эластичным герметиком 7, например, на длину, равную длине термотрубки 10 (фиг. 2). Термотрубку 10 сдвигают на патрубок 5 разъема 1, при этом выполняется термоусадка. За счет механического сжатия термотрубки 10 эластичный герметик 7 заполняет все пустоты между проводами 4, а излишки герметика выходящие за пределы термотрубки 10 удаляют.
Роль четвертой ступени герметизации заключается в выполнении функций демпфера проводов 4 кабеля при вибронагрузках, обеспечение контроля минимального радиуса его изгиба на выходе из патрубка 5.
Примером использования узла низкочастотного герметизированного кабельного соединителя может служить соединитель, в котором в качестве контактной части соединителя 1 может быть применена вилка СНЦ 144, с кабелем собранным из отдельных проводов 4, например, различного диаметра с контактами 3 данной вилки, обжатыми на проводах 4 кабеля.
Данный способ герметизации низкочастотных разъемов электрических жгутов и кабелей, за счет того, что способ проводится в четыре этапа и основан на комбинированном применении эластичных и жестких герметиков различной вязкости, с применением на первом этапе эластичного герметика с неполным его отверждением, а на втором и последующих этапах с чередованием ферритового порошка в виде диска и жесткого герметика содержащего не менее 70% ферритового порошка, обеспечивает высокочастотную герметичность низкочастотных разъемов с кабелями и жгутами в широком диапазоне климатических и механических воздействий за счет устранения механических напряжений в местах паек проводов и контактах при перепаде температур, вибрационных воздействиях, обеспечении поглощения высокочастотных наводок - паразитных сигналов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации низкочастотных разъемов электрических жгутов и кабелей | 2020 |
|
RU2752853C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ НИЗКОЧАСТОТНЫХ РАЗЪЕМОВ ЭЛЕКТРИЧЕСКИХ ЖГУТОВ И КАБЕЛЕЙ | 2013 |
|
RU2540325C1 |
| СПОСОБ ЗАДЕЛКИ В НИЗКОЧАСТОТНЫЕ РАЗЪЕМЫ ЭЛЕКТРИЧЕСКИХ ЖГУТОВ И КАБЕЛЕЙ | 2024 |
|
RU2823769C1 |
| УНИВЕРСАЛЬНАЯ ВОДОГАЗОНЕПРОНИЦАЕМАЯ МУФТА ДЛЯ ТЕЛЕФОННЫХ КАБЕЛЕЙ СВЯЗИ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ ЖИЛ | 2005 |
|
RU2284080C1 |
| ТЕРМОУСАЖИВАЕМАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА С РАДИОМЕТКОЙ | 2024 |
|
RU2831524C1 |
| РАЗВЕТВИТЕЛЬНАЯ МУФТА ДЛЯ ВЫПОЛНЕНИЯ ОТВЕТВЛЕНИЙ НИЗКОЧАСТОТНЫХ ТОКОПРОВОДЯЩИХ ЖИЛ ОТ КОМБИНИРОВАННОГО МЕДНО-ОПТИЧЕСКОГО КАБЕЛЯ СВЯЗИ С ТРАНЗИТНЫМ ПРОХОЖДЕНИЕМ ОПТИЧЕСКИХ ВОЛОКОН И ВЫСОКОЧАСТОТНЫХ ТОКОПРОВОДЯЩИХ МЕДНЫХ ЖИЛ | 2002 |
|
RU2228568C2 |
| ТУПИКОВАЯ МУФТА ДЛЯ КОМБИНИРОВАННОГО КАБЕЛЯ (ВАРИАНТЫ) | 2002 |
|
RU2207605C1 |
| СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ СИЛОВОГО КАБЕЛЯ С ИЗОЛЯЦИЕЙ ИЗ СШИТОГО ПОЛИЭТИЛЕНА И СПОСОБ МОНТАЖА МУФТЫ | 2001 |
|
RU2190913C1 |
| Способ соединения проводов | 1991 |
|
SU1758741A1 |
| СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА И СПОСОБ ЕЕ МОНТАЖА | 2005 |
|
RU2284620C1 |
Изобретение относится к радиоэлектронной аппаратуре, а именно к способам герметизации низкочастотных разъемов электрических жгутов и кабелей, и может быть использовано при конструировании низкочастотных герметизированных узлов кабельных соединителей. Способ заключается в заполнении внутреннего пространства разъема герметиком после монтажа разъема и обезжиривания проводов, проводится в несколько этапов и основан на комбинированном применении эластичных и жестких материалов различной вязкости, причем на первом этапе контактную часть разъема со стороны проводов заполняют эластичным герметиком, провода, выходящие из разъема, смазывают эластичным герметиком на длину термоусаживаемой трубки, которую сдвигают на патрубок разъема, а излишки герметика, выходящие за пределы термоусаживаемой трубки, удаляют. Технический результат заключается в обеспечении высокочастотной герметичности низкочастотных разъемов, улучшении их эксплуатационно-технических характеристик за счет устранения механических напряжений в местах паек проводов и контактах при перепаде температур, вибрационных воздействиях, обеспечении поглощения высокочастотных наводок - паразитных сигналов. 2 ил.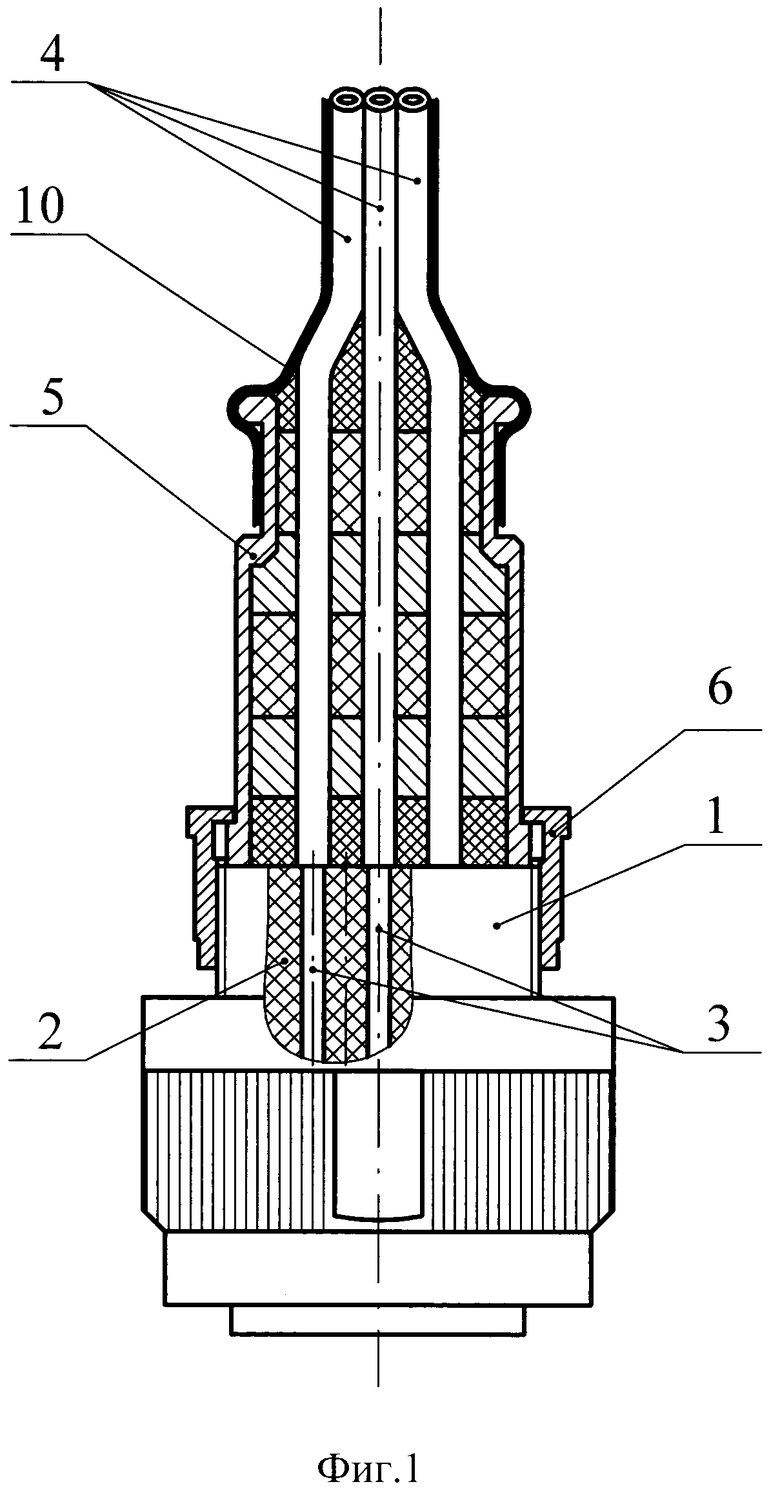
Способ герметизации низкочастотных разъемов электрических жгутов и кабелей, заключающийся в заполнении внутреннего пространства разъема герметиком после монтажа разъема и обезжиривания проводов, проводится в несколько этапов и основан на комбинированном применении эластичных и жестких материалов различной вязкости, причем на первом этапе контактную часть разъема со стороны проводов заполняют эластичным герметиком, провода, выходящие из разъема, смазывают эластичным герметиком на длину термоусаживаемой трубки, которую сдвигают на патрубок разъема, а излишки герметика, выходящие за пределы термоусаживаемой трубки, удаляют, отличающийся тем, что на первом этапе часть патрубка, зафиксированного на резьбовой части разъема, заполняют эластичным герметиком с высокой адгезией и низкой вязкостью на высоту Н, которая выбрана из условия:
Н≥d,
где d - наибольший диаметр провода в изоляции;
отверждение эластичного герметика производится в течение времени Т, выбранного из условия:
Т=2/3t,
где t - время полного отверждения герметика;
на втором этапе заполняют ферритовым порошком, образующим диск высотой H1, которая выбрана из условия:
H1≥Н, при этом
H1=L/К,
где L - величина экранировки (потерь "паразитного" СВЧ-сигнала),
К - удельный коэффициент, обратно пропорциональный длине волны λ и размеру гранул порошка, определяемый эмпирическим путем;
на третьем этапе заполняют жестким герметиком, содержащим не менее 70% ферритового порошка на высоту Н2, которая выбрана из условия:
Н2≥Н1,
при этом возможно дальнейшее заполнение патрубка чередованием ферритового порошка и жесткого герметика;
на четвертом этапе - провода, выходящие из патрубка разъема, смазывают эластичным герметиком и выполняют термоусадку термотрубки, а излишки герметика, выходящие за пределы термотрубки, удаляют.
| СПОСОБ ГЕРМЕТИЗАЦИИ НИЗКОЧАСТОТНЫХ РАЗЪЕМОВ ЭЛЕКТРИЧЕСКИХ ЖГУТОВ И КАБЕЛЕЙ | 2013 |
|
RU2540325C1 |
| УНИВЕРСАЛЬНАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА НАПРЯЖЕНИЕМ 1 - 10 КВ | 1990 |
|
RU2007809C1 |
| Способ герметичной прокладки пучка кабелей через переборки | 1987 |
|
SU1534590A1 |
| Устройство для радиотелеграфной манипуляции | 1931 |
|
SU24467A1 |
| СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ СИЛОВОГО КАБЕЛЯ | 2007 |
|
RU2337447C1 |
| WO 2005076426 A1, 18.08.2005. | |||

