Изобретение относится к радиоэлектронной аппаратуре (РЭА), а именно к способам герметизации низкочастотных разъемов электрических жгутов и кабелей и может быть использовано при конструировании низкочастотных герметизированных узлов кабельных соединителей с обеспечением повышения надежности их работы с исключением обрыва проводов при вибрации, влагозащиты монтажа, а также высокочастотной герметичности в устройствах РЭА различного вида базирования.
Из уровня техники известен способ герметизации низкочастотных разъемов электрических жгутов и кабелей (Патент РФ на изобретение №2540325, МПК: H02G 15/08, 2013), заключающийся в заполнении внутреннего пространства разъема герметиком после монтажа разъема и обезжиривания проводов, проводится в три этапа и основан на комбинированном применении эластичных и жестких материалов различной вязкости, причем на первом этапе контактную часть разъема со стороны проводов заполняют эластичным герметиком, который наносят также на места соприкосновения корпуса с патрубком разъема, затягивают гайку патрубка разъема и после отверждения герметика в течение 15-24 часов весь объем патрубка разъема со стороны проводов заполняют заливочным компаундом заподлицо с краем патрубка, после чего происходит отверждение компаунда в течение 24 часов, затем провода, выходящие из разъема, смазывают эластичным герметиком на длину термоусаживаемой трубки, которую сдвигают на патрубок разъема, излишки герметика, выходящие за пределы термоусаживаемой трубки, удаляют, а отверждение герметика наступает через 15-24 часа Описанный выше способ герметизации применим при герметизации разъемов и обусловлен их строением таких как, например, наличием корпуса у низкочастотных разъемов типа 2РМ с электрическим жгутом или кабелем, обеспечивающим надежность их работы с исключением обрыва проводов при вибрации, влагозащиты монтажа, но он не обеспечивает высокочастотную герметичность, кроме того сложность техпроцесса и как следствие его высокая трудоемкость.
Наиболее близким по технической сущности и достигаемым результатам к предлагаемому техническому решению является способ заливки субминиатюрных соединителей типа PC, MP для повышения надежности их работы в части исключения обрыва проводов при вибрации, влагозащиты монтажа, а также для снижения веса (ОСТ4 ГО.010.016 с 93 п. 6.5.10., с 94, Чертеж 111), заключающийся в бескорпусной заливке соединителей заполнением пространства между проводами после монтажа разъема термореактивным компаундом, например, ЭЗК-6 или равноценным с помощью шприца при помещении разъема с проводами в специальную прессформу, состоящую из двух полуматриц.
Недостатком данного способа является то, что существующая технология построена на использовании одного заливочного материала, что обусловлено рядом недостатков, например:
- недостаток силиконовых материалов - низкая адгезия к поверхностям и высокая усадка, а также возникновение вероятности неперемешивание составных частей, например, пасты и катализатора и как следствие незастывших участков герметика, для устранения данного недостатка применяют разбавители (в соответствии с ОСТ 4ГО.053.213-83), при этом чем больше разбавителя, тем больше усадка. Отрицательный фактор увеличения усадки, это отслоение герметика от проводов и как следствие негерметичность разъема;
- недостаток жесткого эпоксидного и полиэфирного компаунда создает большие напряжения при их отверждении, что создает возможность обрыва проводников в местах распайки;
- не обеспечивает высокочастотную герметизацию - обеспечение поглощения высокочастотных наводок - паразитных сигналов.
Техническая проблема, решаемая созданием данного способа, заключается в возникновении механических напряжений в местах паек проводов и контактах при перепаде температур, вибрационных воздействиях, обеспечении поглощения высокочастотных наводок - паразитных сигналов, то есть обеспечение высокочастотной герметизации.
Технический результат, на достижение которого направлен заявляемый способ герметизации низкочастотных разъемов электрических жгутов и кабелей, заключается в обеспечении высокочастотной герметичности низкочастотных разъемов, улучшении их эксплуатационно-технических характеристик это достигается за счет того, что герметизация проводится в два этапа и основана на комбинированном применении эластичных и жестких герметиков различной вязкости.
Технический результат достигается тем, что способ герметизации низкочастотных разъемов электрических жгутов и кабелей, заключающийся в бескорпусной заливке соединителей заполнением пространства между проводами после монтажа разъема компаундом при помещении разъема с проводами в прессформу, перед помещением разъема с проводами в прессформу производят обезжиривание проводов и часть разъема со стороны размещения проводов, при этом заливку производят в два этапа, которые основаны на комбинированном применении эластичных и жестких герметиков различной вязкости, при этом на первом этапе контактную часть разъема со стороны проводов заполняют герметиком на высоту Н, которая выбрана из условия:
Н=Н1+Н2, где:
H1 - высота границы удаленной изоляции проводов от поверхности разъема;
Н2 - высота заливки от границы удаленной изоляции проводов выбрана из условия: Н2>d, где:
d - наибольший диаметр провода в изоляции, после отверждения герметика в течение Т - часов выбранному из условия:
Т=2/3t, где:
t - полное отверждения герметика, на втором этапе весь оставшийся объем прессформы со стороны проводов заполняют заливочным жестким герметиком, содержащим не менее 70% ферритового порошка, заподлицо с ее краем, излишки герметика, выходящие за пределы прессформы, удаляют и выдерживают до полного отверждения герметика, при этом прессформа выполнена и/или покрыта антиадгезионным материалом.
Сущность способа поясняется чертежами.
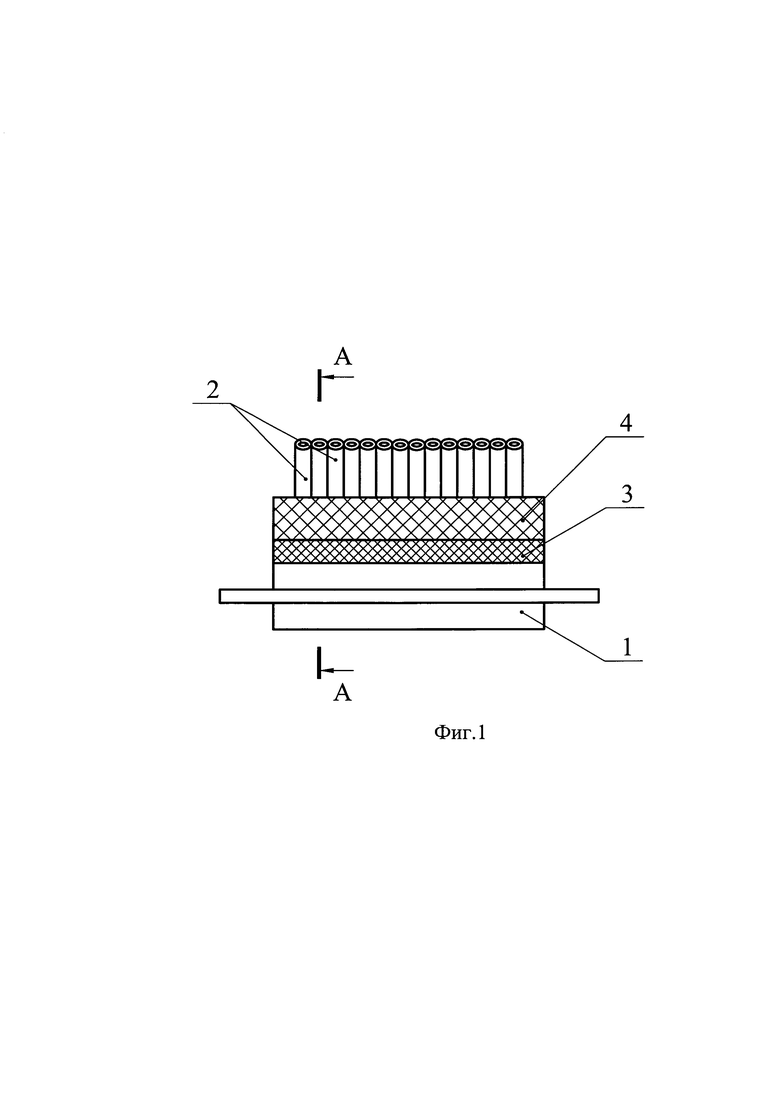
На фиг. 1 - изображен общий вид узла низкочастотного герметизированного разъема электрических жгутов и кабелей.
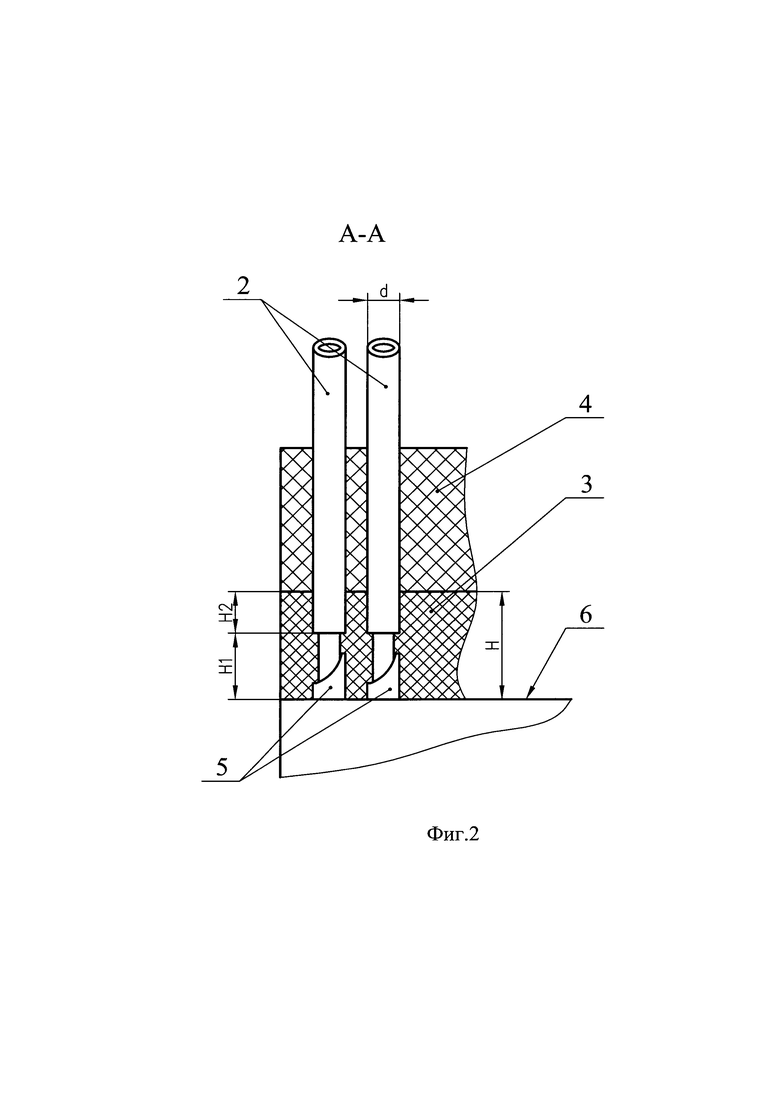
На фиг. 2 - сечение по А-А фиг. 1.
На фиг. 1 показан общий вид узла низкочастотного герметизированного разъема электрических жгутов и кабелей, содержащий разъем 1 с проводами 2 кабеля, эластичный и жесткий герметики 3, 4 (фиг. 1, 2).
Предлагаемый способ герметизации низкочастотных разъемов электрических жгутов и кабелей, а также высокочастотной герметизации заключается в следующем.
Кабель может быть, как промышленного изготовления типа КУШГПР, так и собранного из отдельных проводов 2.
Перед началом герметизации производится снятие изоляции с проводов 2 и их распайка на контакты 5 (фиг. 2) припоем рекомендованным в ТУ для данного типа разъемов, обезжиривание проводов 2 контактов 5 и поверхности 6 (фиг. 2) разъема 1 со стороны проводов 2.
Первый этап.
На поверхность разъема со стороны проводов устанавливают специальную прессформа (условно не показана), выполненная из антиадгезионного материалом или с антиадгезионным покрытием внутренней поверхности и заполняется эластичным герметиком 3 с высокой адгезией и низкой вязкостью на высоту Н (фиг. 2).
Н выбрана из условия: H1+Н2, где:
H1 - высота границы удаленной изоляции проводов 2 от поверхности 6 разъема 1;
Н2 - высота заливки от границы удаленной изоляции проводов 2 выбрана из условия: Н2>d, где:
d - наибольший диаметр провода в изоляции.
Отверждение эластичного герметика производится в течение Т - часов выбранному из условия: Т=2/3t, где: t - полное отверждения герметика.
Применение более жестких герметиков в первом этапе ограничено из-за больших напряжений, возникающих при отверждении этих материалов, в результате чего возможен обрыв проводников в местах распайки.
Роль первого этапа герметизации заключается в нивелировании механических напряжений в местах паек проводов к контактам при перепаде температур, вибрационных воздействиях и влагозащите монтажа.
Как известно, около 70-80% отказов изделий связано с воздействием вибрационных и механических нагрузок и наибольшую опасность представляют вибрационные воздействия, возникающие на резонансных частотах, когда собственная частота изделия совпадает с частотой внешних механических воздействий. Сложные динамические и климатические условия эксплуатации систем РЭА в сочетании с жесткими требованиями к надежности их работы накладывают серьезные ограничения на роль первого этапа герметизации.
Второй этап.
Весь оставшийся объем прессформы заполняют жестким герметиком 4, содержащим не менее 70% ферритового порошка, в данном случае применяется герметик с более высокой вязкостью, чем в первом этапе с целью равномерного распределения ферритового порошка в заполняемом объеме. Излишки герметика 4, выходящие за пределы прессформы удаляют и после его полного отверждения снимают прессформу, выполненную из антиадгезионного материалом или с антиадгезионным покрытием внутренней поверхности.
Роль второго этапа герметизации заключается в обеспечении высокочастотной герметизации, ферритовый порошок распределяют вокруг проводов, что обеспечивает поглощение высокочастотных наводок - паразитных сигналов. Содержание ферритового порошка повышает жесткость герметика, обеспечивая бескорпусную заливку, при которой роль корпуса выполняет жесткий герметик 4, обеспечивая при этом надежность в широком диапазоне механических нагрузок, климатических воздействий, а также снижение веса, что является существенным фактором, например, для беспилотных летательных аппаратов.
Примером использования узла низкочастотного герметизированного кабельного соединителя, в котором в качестве контактной части соединителя 1, может служить вилка M83513/01FN фирмы Glenair с кабелем 2, собранным из отдельных проводов различного диаметра и распаянных на контакты данной вилки.
Данный способ герметизации низкочастотных разъемов электрических жгутов и кабелей, за счет того, что способ проводится в два этапа и основан на комбинированном применении эластичных и жестких герметиков различной вязкости, с применением на первом этапе эластичного герметика с неполным его отверждением, а на втором этапе, жесткого герметика содержащим ферритовый порошок, все это обеспечивает высокочастотную герметичность низкочастотных разъемов с кабелями и жгутами в широком диапазоне климатических и механических воздействий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации низкочастотных разъемов электрических жгутов и кабелей | 2021 |
|
RU2760565C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ НИЗКОЧАСТОТНЫХ РАЗЪЕМОВ ЭЛЕКТРИЧЕСКИХ ЖГУТОВ И КАБЕЛЕЙ | 2013 |
|
RU2540325C1 |
| СПОСОБ ЗАДЕЛКИ В НИЗКОЧАСТОТНЫЕ РАЗЪЕМЫ ЭЛЕКТРИЧЕСКИХ ЖГУТОВ И КАБЕЛЕЙ | 2024 |
|
RU2823769C1 |
| УНИВЕРСАЛЬНАЯ ВОДОГАЗОНЕПРОНИЦАЕМАЯ МУФТА ДЛЯ ТЕЛЕФОННЫХ КАБЕЛЕЙ СВЯЗИ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ ЖИЛ | 2005 |
|
RU2284080C1 |
| ЭЛЕКТРОИЗОЛЯЦИОННЫЙ ЗАЛИВОЧНЫЙ КОМПАУНД | 2007 |
|
RU2343577C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ БЕСКОРПУСНЫХ ЭЛЕМЕНТОВ | 2019 |
|
RU2741623C1 |
| ТУПИКОВАЯ МУФТА ЭКРАНИРОВАННЫХ КАБЕЛЕЙ СВЯЗИ ДЛЯ СТРУКТУРИРОВАННЫХ КАБЕЛЬНЫХ СЕТЕЙ (СКС) | 2006 |
|
RU2321123C1 |
| ЭЛЕКТРИЧЕСКИЙ РАЗЪЕМНЫЙ ВАКУУМНЫЙ СОЕДИНИТЕЛЬ ДЛЯ ГЕРМЕТИЗАЦИИ ФИЗИЧЕСКИХ ПРИБОРОВ | 2010 |
|
RU2452065C1 |
| ГЕРМЕТИЧНЫЙ ВВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2608359C2 |
| СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ СИЛОВОГО КАБЕЛЯ С ИЗОЛЯЦИЕЙ ИЗ СШИТОГО ПОЛИЭТИЛЕНА И СПОСОБ МОНТАЖА МУФТЫ | 2001 |
|
RU2190913C1 |
Изобретение относится к радиоэлектронной аппаратуре (РЭА), а именно к способам герметизации низкочастотных разъемов электрических жгутов и кабелей, и может быть использовано при конструировании низкочастотных герметизированных узлов кабельных соединителей с обеспечением повышения надежности их работы. Способ герметизации низкочастотных разъемов электрических жгутов и кабелей заключается в бескорпусной заливке соединителей заполнением пространства между проводами после монтажа разъема компаундом при помещении разъема с проводами в пресс-форму, перед помещением разъема с проводами в пресс-форму производят обезжиривание проводов и части разъема со стороны размещения проводов, при этом заливку производят в два этапа, которые основаны на комбинированном применении эластичных и жестких герметиков различной вязкости, при этом на первом и втором этапах разъем заполняют герметиком при соблюдении определенных условий. Технический результат заключается в обеспечении высокочастотной герметичности низкочастотных разъемов, улучшении их эксплуатационно-технических характеристик. 2 ил.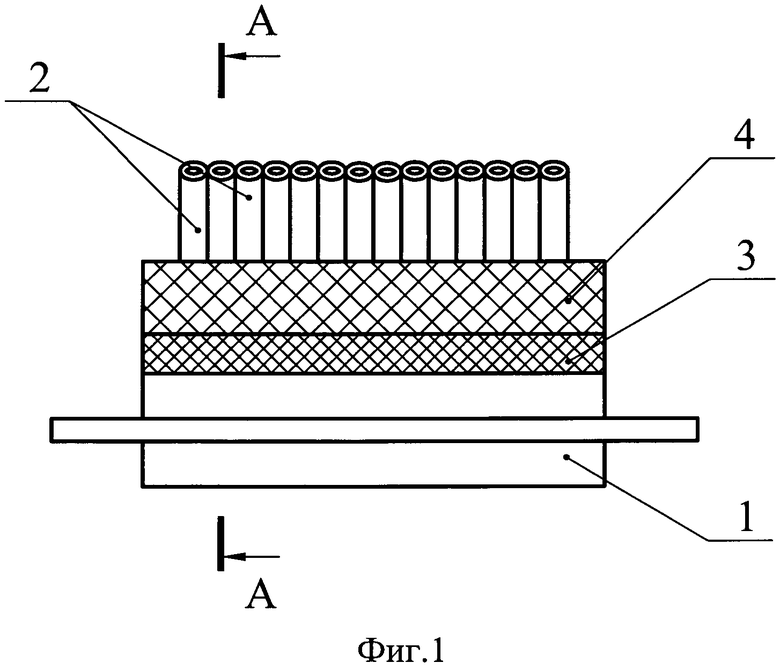
Способ герметизации низкочастотных разъемов электрических жгутов и кабелей, заключающийся в бескорпусной заливке соединителей заполнением пространства между проводами после монтажа разъема компаундом при помещении разъема с проводами в пресс-форму, отличающийся тем, что перед помещением разъема с проводами в пресс-форму производят обезжиривание проводов и части разъема со стороны размещения проводов, при этом заливку производят в два этапа, которые основаны на комбинированном применении эластичных и жестких герметиков различной вязкости, при этом на первом этапе контактную часть разъема со стороны проводов заполняют герметиком на высоту Н, которая выбрана из условия:
H=H1+H2, где:
H1 - высота границы удаленной изоляции проводов от поверхности разъема;
Н2 - высота заливки от границы удаленной изоляции проводов выбрана из условия: Н2>d, где:
d - наибольший диаметр провода в изоляции, после отверждения герметика в течение Т часов, выбранного из условия:
Т=2/3t, где:
t - полное отверждения герметика,
на втором этапе весь оставшийся объем пресс-формы со стороны проводов заполняют заливочным жестким герметиком, содержащим не менее 70% ферритового порошка, заподлицо с ее краем, излишки герметика, выходящие за пределы пресс-формы, удаляют и выдерживают до полного отверждения герметика, при этом пресс-форма выполнена и/или покрыта антиадгезионным материалом.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ НИЗКОЧАСТОТНЫХ РАЗЪЕМОВ ЭЛЕКТРИЧЕСКИХ ЖГУТОВ И КАБЕЛЕЙ | 2013 |
|
RU2540325C1 |
| УНИВЕРСАЛЬНАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА НАПРЯЖЕНИЕМ 1 - 10 КВ | 1990 |
|
RU2007809C1 |
| СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ СИЛОВОГО КАБЕЛЯ С ИЗОЛЯЦИЕЙ ИЗ СШИТОГО ПОЛИЭТИЛЕНА И СПОСОБ МОНТАЖА МУФТЫ | 2001 |
|
RU2190913C1 |
| RU 1822506 C1, 15.06.1993 | |||
| СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ СИЛОВОГО КАБЕЛЯ | 2007 |
|
RU2337447C1 |
| 6-(БИС-N-2,7-ОКТИДИЕНИЛ)-АМИНОХИНОЛИН В КАЧЕСТВЕ ИНГИБИТОРА КИСЛОТНОЙ КОРРОЗИИ СТАЛИ | 1986 |
|
SU1387366A1 |
| Лепестковый круг | 1988 |
|
SU1558657A1 |

