Изобретение относится к области технологических процессов и может быть использовано для лазерного отжига пластин из полупроводниковых, керамических и стеклообразных материалов.
Известен способ обработки неметаллических материалов, в котором обработка пластин осуществляется путем облучения поверхности импульсом лазерного излучения. Временная форма импульса описывается определенным соотношением в зависимости от плотности потока энергии лазерного излучения, констант b1 и b2, характеризующих фронт и спад лазерного импульса, от длительности лазерного импульса, текущего времени от начала воздействия, плотности энергии и максимального значения плотности потока лазерного излучения в импульсе. Эффект достигается тем, что формируют лазерный импульс, временная форма которого описывается соотношением
где q(t) – плотность мощности лазерного излучения, Вт/м2;
τ – длительность импульса лазерного излучения, с;
b1 и b2 – константы, характеризующие фронт и спад лазерного импульса;
е – основание натурального логарифма;
t – текущее время от начала воздействия, с.
Патент РФ № 2211753, МПК H01L 21/42, B23K 26/00, G01N 25/72, 10.09.2003.
Указанный способ позволяет минимизировать термоупругие напряжения в поглощающем слое материала пластины при воздействии лазерных импульсов длительностью менее 10-6 с, когда рассматривается динамическая задача термоупругости [Коваленко А.Ф. Экспериментальная установка для исследования влияния параметров лазерного импульса на разрушение неметаллических материалов // Приборы и техника эксперимента. – 2004. № 4. – С. 119-124]. Но этот способ не работает, когда длительность лазерного импульса составляет ~ 10-2–10-6 с или осуществляется отжиг в непрерывном режиме воздействия лазерного излучения в течение нескольких секунд, когда необходимо рассматривать квазистатическую задачу термоупругости.
Известен способ лазерной обработки, в частности, используемый для лазерного отжига неметаллических пластин излучением непрерывного СО2-лазера, в котором плотность энергии на поверхности пластины определяют по соотношению
где Tf – температура отжига;
T0 – начальная температура;
h – толщина пластины;
с и ρ – удельная теплоемкость и плотность материала пластины соответственно;
τ=аt/h2 – критерий Фурье;
а – коэффициент температуропроводности материала пластины;
t –время воздействия лазерного излучения;
n – натуральное число (n=1, 2, …);
е – основание натурального логарифма.
Коваленко А.Ф. Режимы высокотемпературного лазерного отжига оптической керамики КО-1 и КО-5 излучением СО2-лазера // Стекло и керамика. 2014. №9. С. 9–13.
Известен также способ лазерной обработки неметаллических пластин, включающий предварительный нагрев пластин до температуры, определяемой по уравнению
где σВР – предел прочности материала пластины на растяжение;
ν – коэффициент Пуассона;
Е – модуль Юнга;
αТ – коэффициент линейного расширения материала пластины,
и облучении их поверхности непрерывным лазерным излучением с плотностью энергии, определяемой по уравнению
Патент РФ № 2649054, МПК H01L 21/42, B23K 26/00, G01N 25/72, 29.03.2018.
Недостатком указанного способа является то, что он не исключает разрушение пластин термоупругими напряжениями в процессе обработки, когда коэффициент линейного расширения материала пластин зависит от температуры.
Техническим результатом изобретения является повышение выхода годных пластин из неметаллических материалов за счёт исключения их разрушения термоупругими напряжениями при лазерном отжиге.
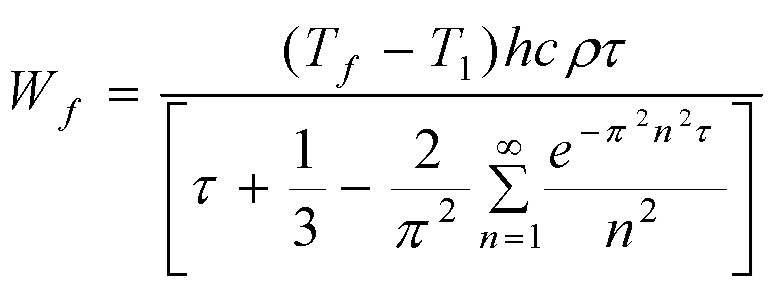
Технический результат достигается тем, что в способе лазерной обработки неметаллических пластин, заключающемся в предварительном нагреве пластин до некоторой температуры и облучении их поверхности непрерывным лазерным излучением с плотностью энергии, определяемой по уравнению
где Wf – плотность энергии лазерного излучения, необходимая для достижения поверхностью пластины температуры отжига;
Tf – температура отжига;
T1 – температура, до которой необходимо нагреть пластины;
h – толщина пластин;
с и ρ – удельная теплоемкость и плотность материала пластин соответственно;
τ=аt/h2 – критерий Фурье;
а – коэффициент температуропроводности материала пластин;
t –время воздействия лазерного излучения;
е – основание натурального логарифма;
n – натуральное число 1, 2, 3 …;
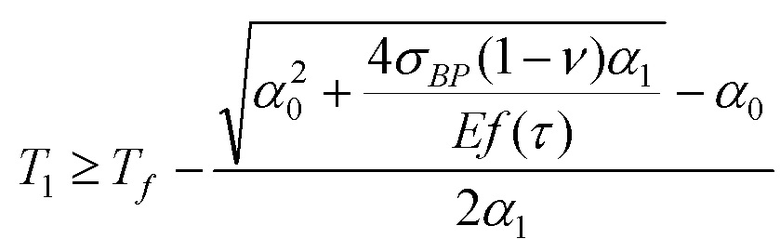
нагрев пластины производят до температуры, определяемой по уравнению
где σВР – предел прочности материала пластин на растяжение;
ν – коэффициент Пуассона;
Е – модуль Юнга;
α0 – коэффициент линейного расширения материала пластин при начальной температуре Т0;
α1 – коэффициент, определяющий зависимость коэффициента линейного расширения от температуры.
Ниже приводится более подробное описание способа лазерной обработки со ссылкой на рисунок.
Рассмотрим пластину в виде диска толщиной h, ограниченную плоскостями 

Для предотвращения изгиба при обработке пластину, как правило, свободно защемляют по контуру [Коваленко А.Ф. Режимы высокотемпературного лазерного отжига оптической керамики КО-1 и КО-5 излучением СО2-лазера // Стекло и керамика. 2014. №9. С. 9 – 13]. Пластина полностью накрывается лазерным излучением. В этом случае температурное поле в пластине будет изменяться только по ее толщине. Температуру в пластине определяют по уравнению [Коваленко А.Д. Термоупругость. – Киев, Вища школа, 1973. – 216 с.]
где ξ=z/h – безразмерная координата. отсчитываемая от облучаемой поверхности пластины вглубь;
z – текущая координата;
λ = асρ – коэффициент теплопроводности;
q – поглощенная плотность мощности лазерного излучения;

R – коэффициент отражения лазерного излучения от поверхности пластины;
q0 – плотность мощности лазерного излучения, падающая на поверхность пластины.
В свободно защемлённой по контуру пластине под действием температурного поля, изменяющегося только по толщине, возникают термоупругие напряжения [Коваленко А.Д. Термоупругость. Киев, «Вища школа», 1973. – 216 с.]:
где 
αТ – коэффициент линейного расширения материала пластин
T(z,t) – температура в точке с координатой z в момент времени t.
Подставив (1) в (3) и (4), после проведения математических преобразований, получим соотношение для расчёта термоупругих напряжений в пластине
Анализ соотношения (5) показывает, что термоупругие напряжения изменяются по толщине пластины от максимальных сжимающих в сечении пластины ξ=1/2, где температура максимальна, до максимальных растягивающих напряжений в сечении ξ=-1/2, где температура имеет минимальное значение.
Так как неметаллические материалы имеют предел прочности на растяжение примерно в пять раз меньше, чем на сжатие [Феодосьев В.И. Сопротивление материалов. М.: Наука. 1986. – 512 с.], дальнейший анализ проведём для растягивающих напряжений. Из уравнения (5) получим соотношение для максимальных растягивающих напряжений при ξ=-1/2

Из (5) найдём поглощенную плотность мощности лазерного излучения, приводящую к разрушению пластины термоупругими напряжениями:
Из уравнения (1) найдём поглощенную плотность мощности лазерного излучения, требуемую для достижения на облучаемой поверхности пластины температуры отжига

Разделив (12) на (13) и поставив условие qT/qf
Учитывая, что для ряда материалов коэффициент линейного расширения линейно зависит от температуры, можно записать

где α0 – коэффициент линейного расширения материала пластин при начальной температуре Т0;
α1 – коэффициент, определяющий зависимость коэффициента линейного расширения от температуры.
С учетом (10), неравенство (9) примет вид:

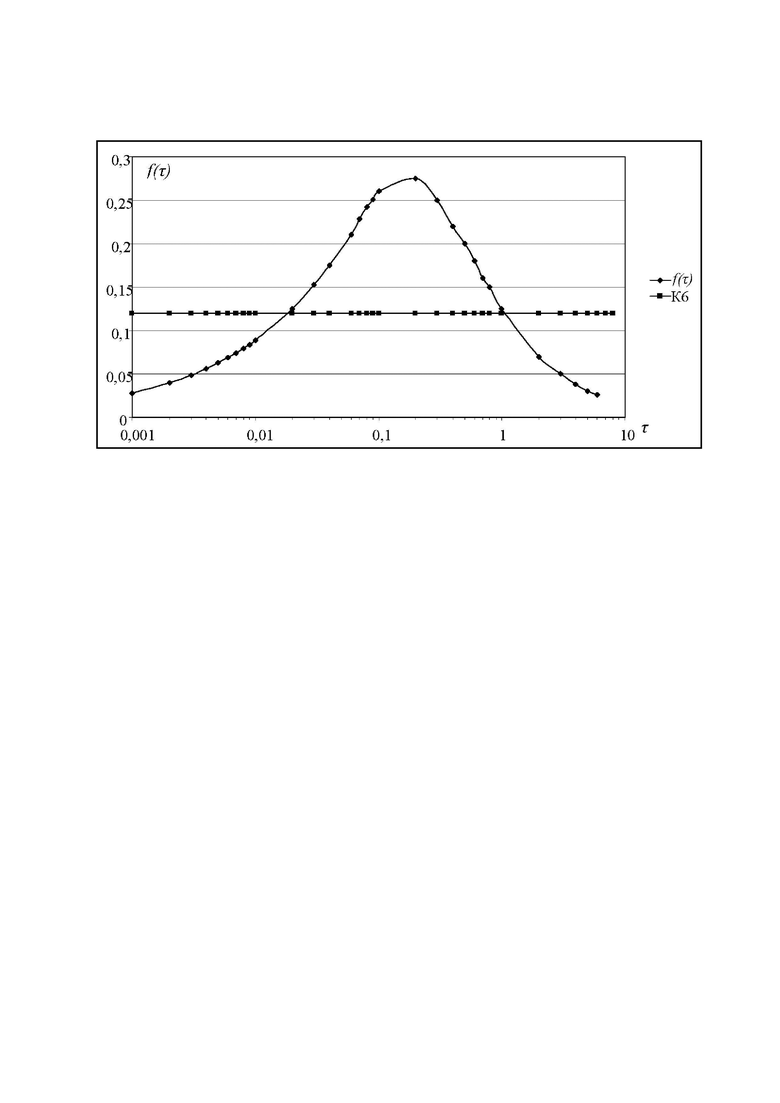
Неравенство (11) является условием термопрочности пластины для случая линейной зависимости коэффициента линейного расширения материала пластины от температуры. Если оно выполняется, поверхность пластины можно нагреть до температуры отжига за заданное время воздействия лазерного излучения. При этом термоупругие напряжения не превысят предел прочности материала пластины. Левая часть неравенства (11) является константой, характеризующей отношение предела прочности на растяжение материала пластины, свободно защемлённой по контуру, к максимальным растягивающим напряжениям в ней при одностороннем нагреве поверхностным источником тепла. Правая часть неравенства является функцией безразмерного параметра f(τ) (критерия Фурье). В качестве примера на рисунке представлено графическое решение неравенства (11) для пластины из оптического стекла К6. Левая часть неравенства (11) не зависит от τ и представлена на графике прямой линией, параллельными оси абсцисс. Функция f(τ) является выпуклой и достигает максимального значения, равного 0,275, при τ ≈ 0,2. Видно, что условие термопрочности выполняется при при τ1 < 0,018 и τ2 > 1,2. При значениях параметра 0,018 < τ < 1,2 пластина будет разрушена термоупругими напряжениями.
Из неравенства (11) найдем значение температуры, до которой необходимо предварительно нагреть пластину, чтобы она не была разрушена термоупругими напряжениями в процессе лазерной обработки

Из уравнений (7) и (8) найдем значение плотности энергии лазерного излучения, необходимой для достижения поверхностью пластины температуры отжига при новом значении начальной температуры Т1

и плотности энергии, приводящей к разрушению пластины термоупругими напряжениями

Пример реализации способа. Необходимо осуществить отжиг поверхности пластины из оптического стекла К6 излучением СО2-лазера. Толщина пластины равна 1,4 см, время воздействия лазерного излучения – 10 с. Левая часть неравенства (9) составляет 0,11, τ=0,03, f(τ)=0,153. Условие термопрочности пластины не выполняется. Для подтверждения невыполнения условия термопрочности по уравнениям (11) и (12) находим, что Wf=327 Дж/см2, WТ=189 Дж/см2 (без учета температурной зависимости коэффициента линейного расширения WТ=215 Дж/см2). Видно, что разрушение пластины термоупругими напряжениями происходит при меньшей платности энергии лазерного излучения, чем требуется для достижения поверхностью пластины температуры отжига. Расчеты проведены для следующих исходных данных для стекла К6: Е=80 ГПа, αТ=7,2·10-6 + 2,2·10-9(Тf – T0) К-1, Тf=1100 К, Т0=300 К, с=760 Дж/(кг·К), ρ=2500 кг/м3, ν=0,2, σВР=70 МПа, а=6·10-3 см2/с. Исходные данные взяты из ГОСТ 13659-78. Стекло оптическое бесцветное. Физико-химические характеристики. – М.: Издательство стандартов, 1985, - 48 с. Для предотвращения разрушения пластины термоупругими напряжениями по уравнению (12) рассчитываем температуру, до которой необходимо нагреть пластину. Получаем Т1 ≥ 580 К. Помещаем пластину в муфельную печь, нагреваем до температуры не менее 580 К (в запас возьмем до 590 К), выдерживаем при этой температуре в течение времени ~ 980 с, обеспечивающем равномерное распределение температуры по толщине пластины (время выдержки в печи определяется критерием Фурье 
Таким образом, реализация предложенного способа лазерной обработки неметаллических пластин непрерывным лазерным излучением позволяет исключить их разрушение термоупругими напряжениями и повысить выход годной продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерной обработки неметаллических пластин | 2017 |
|
RU2649054C1 |
| Способ лазерной обработки неметаллических пластин | 2017 |
|
RU2649238C1 |
| Способ лазерной обработки неметаллических материалов | 2017 |
|
RU2646177C1 |
| Способ лазерной обработки неметаллических материалов | 2018 |
|
RU2695440C1 |
| Способ лазерной обработки неметаллических материалов | 2020 |
|
RU2773255C2 |
| Способ лазерной обработки неметаллических пластин | 2016 |
|
RU2624998C1 |
| Способ лазерной обработки неметаллических пластин | 2018 |
|
RU2685427C1 |
| Способ лазерной обработки неметаллических пластин | 2018 |
|
RU2691923C1 |
| Способ лазерного отжига неметаллических пластин | 2021 |
|
RU2757537C1 |
| Способ лазерного отжига неметаллических пластин | 2016 |
|
RU2630197C1 |
Изобретение относится к области технологических процессов и может быть использовано для лазерного отжига пластин из полупроводниковых, керамических и стеклообразных материалов. Техническим результатом изобретения является исключение разрушения пластин термоупругими напряжениями в процессе обработки и повышение выхода годных. Технический результат достигается тем, что в способе лазерной обработки неметаллических пластин осуществляют предварительный их нагрев до температуры, определяемой из условия термопрочности пластин и облучают их поверхность непрерывным лазерным излучением с плотностью энергии, достаточной для достижения на поверхности температуры отжига. 1 ил.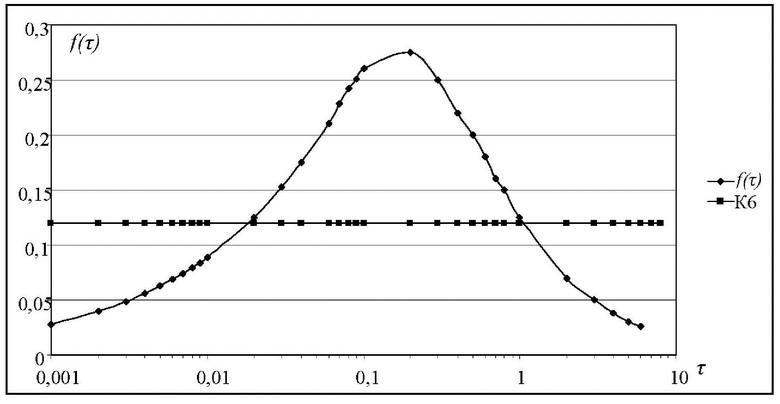
Способ лазерной обработки неметаллических пластин, заключающийся в предварительном нагреве пластин до некоторой температуры и облучении их поверхности непрерывным лазерным излучением с плотностью энергии, определяемой по уравнению
 ,
,
где Wf – плотность энергии лазерного излучения, необходимая для достижения поверхностью пластины температуры отжига;
Tf – температура отжига;
T1 – температура, до которой необходимо нагреть пластины;
h – толщина пластин;
с и ρ – удельная теплоемкость и плотность материала пластин соответственно;
τ=аt/h2 – критерий Фурье;
а – коэффициент температуропроводности материала пластин;
t –время воздействия лазерного излучения;
е – основание натурального логарифма;
n – натуральное число 1, 2, 3 …,
отличающийся тем, что нагрев пластины производят до температуры, определяемой по уравнению
 ,
,
где σВР – предел прочности материала пластин на растяжение;
ν – коэффициент Пуассона;
Е – модуль Юнга;
 ;
;
α0 – коэффициент линейного расширения материала пластин при начальной температуре Т0;
α1 – коэффициент, определяющий зависимость коэффициента линейного расширения от температуры.
| Способ лазерной обработки неметаллических пластин | 2017 |
|
RU2649054C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2014 |
|
RU2574327C1 |
| JP 2004214240 A, 29.07.2004 | |||
| JP 2019192681 A, 31.10.2019. | |||

