Изобретение относится к области технологических процессов и может быть использовано для лазерного отжига пластин из полупроводниковых, керамических и стеклообразных материалов.
Известен способ обработки неметаллических материалов, применяемый для аморфизации кремния и заключающийся в облучении поверхности пластины импульсом лазерного излучения [1] с плотностью энергии, достаточной для плавления поверхностного слоя. Известен также способ обработки неметаллических материалов, применяемый для отжига ионно-легированного кремния [2]. Недостатком указанных способов является то, что они не учитывают термоупругие напряжения, возникающие в пластинах в процессе обработки. Так как обрабатываемые материалы являются частично прозрачными для воздействующего излучения, возможны такие режимы, при которых термоупругие напряжения, способные разрушить пластины, будут определяющими в технологических процессах.
Также известен способ обработки неметаллических материалов [3], в котором обработка пластин осуществляется путем облучения поверхности импульсом лазерного излучения. Временная форма импульса описывается определенным соотношением в зависимости от плотности потока энергии лазерного излучения, констант b1 и b2, характеризующих фронт и спад лазерного импульса, от длительности лазерного импульса, текущего времени от начала воздействия, плотности энергии и максимального значения плотности потока лазерного излучения в импульсе. Эффект достигается тем, что формируют лазерный импульс, временная форма которого описывается соотношением 
где q(t) - плотность потока энергии лазерного излучения, Вт/м2;
τ - длительность импульса лазерного излучения, с;
b1 и b2 - константы, характеризующие фронт и спад лазерного импульса;
t - текущее время от начала воздействия, с.
Указанный способ позволяет минимизировать термоупругие напряжения в поглощающем слое материала пластины при воздействии лазерных импульсов длительностью менее 10-6 с, когда рассматривается динамическая задача термоупругости [4]. Но этот способ не работает, когда длительность лазерного импульса составляет ~10-2-10-6 с, и необходимо рассматривать квазистатическую задачу термоупругости.
Наиболее близкий по существенным признакам является способ лазерной обработки [5], в частности, используемый для лазерного отжига неметаллических пластин, в котором плотность энергии на поверхности пластины определяется по соотношению

где Tf - температура отжига;
Т0 - начальная температура;
c и ρ - удельная теплоемкость и плотность материала пластины соответственно;
R - коэффициент отражения материала пластины;
χ - показатель поглощения материала пластины на длине волны лазерного излучения.
Этот способ выбран в качестве прототипа. Недостатком способа является то, что он не позволяет минимизировать термоупругие напряжения и уменьшить энергетические затраты в процессе обработки.
Целью предлагаемого изобретения является снижение энергетических затрат и уменьшение термоупругих напряжений при лазерном отжиге неметаллических материалов, обладающих объемным поглощением лазерного излучения, например полупроводниковых, керамических и стеклообразных материалов.
Поставленная цель достигается тем, что вышедшее из пластины лазерное излучение возвращается в нее при помощи зеркала с коэффициентом отражения ~0,99, а плотность энергии лазерного излучения на облучаемой поверхности пластины рассчитывают по уравнению

где h - толщина пластины.
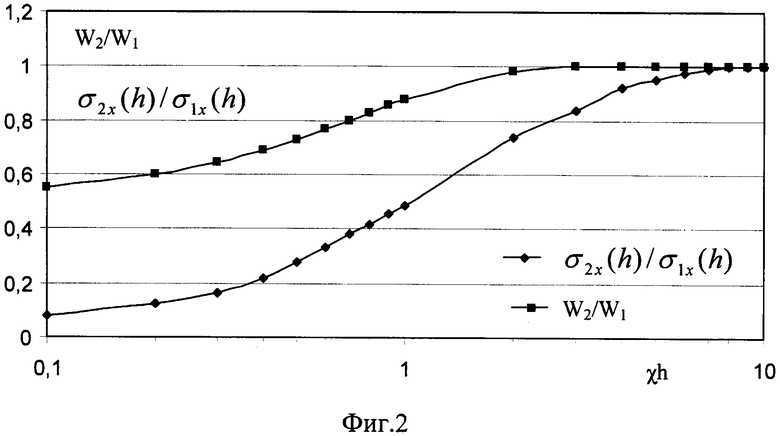
Ниже приводится более подробное описание способа обработки неметаллических материалов с поясняющей схемой на фиг. 1 и основными зависимостями на фиг. 2
Сущность способа состоит в следующем. Для осуществления лазерного отжига пластины 3 из неметаллического материала ее поверхность подвергают воздействию лазерного импульса. Для предотвращения изгиба пластины 3 при обработке ее, как правило, свободно защемляют по контуру [6]. Пластина 3 полностью накрывается лазерным излучением. Полное накрытие лазерным излучением обеспечивается расфокусирующей или собирающей линзой 2 в зависимости от выходной апертуры лазера 1. В этом случае температурное поле в пластине будет изменяться только по ее толщине. В свободно защемленной по контуру пластине под действием температурного поля, изменяющегося только по толщине пластины, возникают термоупругие напряжения [6]:

где: 
E - модуль Юнга материала пластины;
ν - коэффициент Пуассона материала пластины;
αT - коэффициент линейного расширения материала пластины;
z - координата, отсчитываемая от облучаемой поверхности пластины вглубь.
Уравнения (3) и (4) показывают, что максимальные растягивающие напряжения возникают в сечении пластины z=h, где температура минимальна.
Если выполняется условие

то температурное поле в пластине к концу действия лазерного импульса будет определяться уравнением [7]

a - коэффициент температуропроводности материала пластины;
τu - длительность лазерного импульса;
 - плотность энергии лазерного излучения.
- плотность энергии лазерного излучения.
Условие (5) для большинства полупроводниковых, стеклообразных и керамических материалов выполняется при τu<0,01 с.
Если лазерное излучение, вышедшее из пластины, при помощи зеркала 4 с коэффициентом отражения, близким к 1, направить назад в пластину, то температурное поле в пластине будет определяться соотношением

Подставив (6) и (7) в (4) и (3) и выполнив математические преобразования, получим соотношения для расчета максимальных растягивающих термоупругих напряжений, возникающих в сечении пластины z=h, где температура минимальна, для случая традиционного облучения поверхности пластины лазерным излучением

и для случая возвращения вышедшего из пластины излучения при помощи зеркала с коэффициентом отражения, близким к единице

Если максимальные растягивающие напряжения превысят предел прочности материала пластины на растяжение, она будет разрушена термоупругими напряжениями. Так как предел прочности материала имеет разброс от образца к образцу и в различных партиях пластин вследствие дефектов неизбежен брак в процессе их обработки.
Плотность энергии лазерного излучения, необходимая для достижения облучаемой поверхностью температуры отжига, для первого и второго случаев рассчитывают по уравнениям (1) и (2) соответственно. Для оценки положительного эффекта найдем отношения:


На фиг. 2 представлены зависимости указанных отношений от безразмерного параметра χh. Видно, что положительный эффект по уменьшению энергетических затрат проявляется при χh<2 и может приводить к экономии до 40% энергии излучения лазера при χh~0,1. Уменьшение максимальных растягивающих напряжений при реализации описанного способа обработки проявляется при χh<8. Максимальные растягивающие напряжения могут быть уменьшены, например, более чем в 10 раз при χh~0,1, что должно существенно повысить выход годных пластин при высокотемпературном лазерном отжиге.
Таким образом, реализация предложенного способа лазерной обработки неметаллических материалов приводит к уменьшению энергетических затрат и снижению максимальных растягивающих напряжений в обрабатываемых пластинах.
Литература
1. Боязитов P.M. и др. Аморфизация и кристаллизация кремния субнаносекундными лазерными импульсами. Тезисы докладов Всесоюзной конференции по взаимодействию оптического излучения с веществом. Ленинград. 11-18 марта 1988 г., с. 24.
2. Кузменченко Т.А. и др. Лазерный отжиг ионно-легированного кремния излучением с длиной волны 2,94 мкм. Тезисы докладов Всесоюзной конференции по взаимодействию оптического излучения с веществом. Ленинград. 11-18 марта 1988 г., с. 29.
3. Патент RU 2211753.
4. Коваленко А.Ф. Экспериментальная установка для исследования влияния параметров лазерного импульса на разрушение неметаллических материалов // Приборы и техника эксперимента. - 2004. №4. - С. 119-124.
5. Коваленко А.Ф. Неразрушающие режимы импульсного лазерного отжига стеклянных и керамических пластин // Стекло и керамика. 2006. №7. С. 31-33.
6. Коваленко А.Д. Термоупругость. Киев, «Вища школа», 1973, - 216 с.
7. Лазерная и электронно-лучевая обработка материалов: Справочник / Н.Н. Рыкалин, А.А Углов, И.В. Зуев, А.Н. Кокора. - М.: Машиностроение, 1985, - 496 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерного отжига неметаллических пластин | 2016 |
|
RU2630197C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2014 |
|
RU2573181C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2016 |
|
RU2624989C1 |
| Способ лазерного отжига неметаллических пластин | 2021 |
|
RU2757537C1 |
| Способ лазерной обработки неметаллических пластин | 2016 |
|
RU2624998C1 |
| Способ лазерной обработки неметаллических пластин | 2018 |
|
RU2685427C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2015 |
|
RU2602402C1 |
| Способ лазерной обработки неметаллических пластин | 2018 |
|
RU2691923C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2014 |
|
RU2574222C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2015 |
|
RU2583870C1 |
Использование: для лазерного отжига пластин из полупроводниковых, керамических и стеклообразных материалов. Сущность изобретения заключается в том, что способ лазерной обработки неметаллических материалов заключается в облучении их поверхности импульсом лазерного излучения, формируют лазерный импульс, плотность энергии которого на облучаемой поверхности пластины определяется по представленному соотношению. Технический результат: обеспечение возможности снижения энергетических затрат и уменьшения термоупругих напряжений. 2 ил.
Способ лазерной обработки неметаллических материалов, заключающийся в облучении их поверхности импульсом лазерного излучения, отличающийся тем, что формируют лазерный импульс, плотность энергии которого на облучаемой поверхности пластины определяется по соотношению
где T
f
- температура отжига;
T
0 - начальная температура;
c и ρ - удельная теплоемкость и плотность материала пластины соответственно;
R - коэффициент отражения материала пластины;
χ - показатель поглощения материала пластины на длине волны лазерного излучения;
h - толщина пластины,
а вышедшее через тыльную поверхность пластины лазерное излучение при помощи зеркала с коэффициентом отражения, близким к единице, возвращают в пластину.
| US 20080003708 A1, 03.01.2008 | |||
| US 20060079069 A1, 13.04.2006 | |||
| WO 2009114375 A2, 17.09.2009 | |||
| US 20020086532 A1, 04.07.2002 | |||
| СПОСОБ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2011 |
|
RU2486628C1 |

