Изобретение относится к области технологических процессов и может быть использовано для лазерного отжига пластин из полупроводниковых, керамических и стеклообразных материалов.
Известен способ лазерной обработки, в частности используемый для лазерного отжига неметаллических пластин, заключающийся в облучении поверхности пластины с плотностью энергии, определяемой по уравнению
 ,
,
где Wf – плотность энергии лазерного излучения, требуемая для нагрева поверхности пластины до температуры отжига;
Tf – температура отжига пластины;
T0 – начальная температура пластины;
с и γ – удельная теплоемкость и плотность материала пластины соответственно;
R – коэффициент отражения материала пластины;
χ – показатель поглощения материала пластины на длине волны лазерного излучения.
Коваленко А. Ф. Неразрушающие режимы импульсного лазерного отжига стеклянных и керамических пластин // Стекло и керамика. 2006. №7. С. 31-33.
Недостатком указанного способа является то, что он не позволяет исключить режимы воздействия, при которых возможно разрушение пластин термоупругими напряжениями, и повысить выход годных пластин в процессе лазерной обработки.
Известен также способ лазерной обработки неметаллической пластины, заключающийся в предварительном нагреве пластины до температуры, определяемой по уравнению
 ,
,
где σР – предел прочности материала пластины на растяжение;
ν – коэффициент Пуассона материала пластины;
h – толщина пластины;
Е – модуль Юнга;
αТ – коэффициент линейного расширения материала пластины;
е – основание натурального логарифма,
и облучении её поверхности импульсом лазерного излучения с плотностью энергии, определяемой по уравнению
 .
.
Патент РФ на изобретение № 2602402, МПК H01L 21/428, 20.11.2016.
Недостатком указанного способа является то, что он применим только в том случае, когда поверхность пластины полностью накрывается лазерным излучением. В практике есть случаи, когда необходим лазерный отжиг только центральной части пластины, например, после ионной имплантации. Если радиус лазерного пучка меньше радиуса обрабатываемой пластины, термоупругие напряжения в ней описываются другими уравнениями, и указанный способ применять нельзя.
Известен также способ лазерного отжига неметаллических пластин, заключающийся в облучении центральной части пластины лазерным пучком, плотность энергии в котором определяют по уравнению
 ,
,
а диаметр лазерного пучка меньше диаметра пластины.
Коваленко А. Ф. Лазерный импульсный отжиг стеклянных пластин при частичном их накрытии излучением. Стекло и керамика. 2018. № 2. С. 27–31. Этот способ выбран в качестве прототипа.
Недостатком указанного способа является то, что он не позволяет исключить режимы воздействия, при которых возможно разрушение пластин термоупругими напряжениями, и повысить выход годных пластин в процессе лазерной обработки.
Техническим результатом изобретения является исключение разрушения пластин из полупроводниковых, керамических и стеклообразных материалов термоупругими напряжениями в процессе лазерного отжига и повышение выхода годных пластин.
Технический результат достигается тем, что в способе лазерной обработки неметаллических пластин, заключающемся в облучении их поверхности импульсом лазерного излучения с плотностью энергии, определяемой по уравнению
 ,
,
где Tf – температура отжига пластины;
T0 – начальная температура пластины;
с и γ – удельная теплоемкость и плотность материала пластины соответственно;
R – коэффициент отражения материала пластины;
χ – показатель поглощения материала пластины на длине волны лазерного излучения,
и диаметром лазерного пучка меньше диаметра пластины, осуществляют предварительный нагрев пластины до температуры, определяемой по уравнению
 ,
,
где σР – предел прочности материала пластины на растяжение;
ν – коэффициент Пуассона материала пластины;
Е – модуль Юнга;
αТ – коэффициент линейного расширения материала пластины;
 ;
;
 – безразмерный радиус лазерного пучка;
– безразмерный радиус лазерного пучка;
rp – радиус пучка лазерного излучения на пластине;
 - радиус пластины;
- радиус пластины;
h – толщина пластины;
е – основание натурального логарифма.
Ниже приводится более подробное описание заявляемого способа лазерной обработки неметаллических пластин со ссылкой на чертёж.
Рассмотрим пластину толщиной h и радиусом Rpl, ограниченную плоскостями ±h/2. На плоскость –h/2 воздействует пучок лазерного излучения радиусом rp. Будем считать пластину термопрочной, если её поверхность можно нагреть одиночным импульсом лазерного излучения до температуры отжига. Оси пластины и лазерного пучка совпадают, что позволяет рассматривать задачу термоупругости в цилиндрических координатах. Ограничимся длительностью импульса лазерного излучения ~10-2<τ<10-6 c, когда охлаждением поглощающего слоя за счёт теплопроводности за время действия лазерного импульса и динамическими эффектами можно пренебречь [Коваленко А.Ф. Лазерный импульсный отжиг стеклянных пластин при частичном их накрытии излучением. Стекло и керамика. 2018. № 2. С. 27–31]. Потери за счёт конвективного теплообмена и переизлучения по закону Стефана-Больцмана за время действия лазерного импульса будут также пренебрежимо малы. Будем считать свойства материала пластины независимыми от температуры. Тогда температурное поле в пластине в момент окончания лазерного импульса будет описываться соотношением
 (1)
(1)
где Т(z,r) – температура;
z – координата;
r – текущий радиус;
Т0 – начальная температура пластины;
R – коэффициент отражения материала пластины;
χ – показатель поглощения материала пластины на длине волны лазерного излучения;
с и γ – удельная теплоёмкость и плотность материала пластины соответственно;
 – плотность энергии лазерного излучения;
– плотность энергии лазерного излучения;
q – плотность мощности лазерного излучения;
t – время;
τ – длительность лазерного импульса;
h – толщина пластины.
Под действием температурного поля, изменяющегося по толщине и радиусу пластины, в ней возникают термоупругие напряжения, которые приближённо можно представить суммой напряжений плоского напряжённого состояния и напряжений изгиба [Коваленко А.Ф. Лазерный импульсный отжиг стеклянных пластин при частичном их накрытии излучением. Стекло и керамика. 2018. № 2. С. 27–31] соответственно:

 (3)
(3)
 (4)
(4)
 (5)
(5)
 (6)
(6)
где σr(ρ,z), σθ(ρ,z) – термоупругие напряжения;
 – напряжения плоского напряженного состояния;
– напряжения плоского напряженного состояния;
 – напряжения изгиба;
– напряжения изгиба;
ρ=r/Rpl – безразмерный радиус;
E – модуль Юнга;
ν – коэффициент Пуассона;
αТ – средний в интервале температур коэффициент линейного расширения материала пластины.
Уравнения (2)–(6) справедливы для тонких пластин, для которых отношение толщины к диаметру составляет менее 0,5. Естественно предположить, что термоупругие напряжения в пластине будут максимальными в момент окончания действия лазерного импульса, когда градиент температуры максимален. Подставив (1) в (3)–(6) и выполнив математические преобразования с учётом (2), получим соотношения для термоупругих напряжений в пластине:
 (7)
(7)
 (8)
(8)
где rp – радиус пятна лазерного излучения на пластине;
– безразмерный радиус пятна.
Исследования уравнений (7) и (8) показывают, что напряжения σr и σθ имеют максимальные значения в сечении z=-h/2. Напряжения σr являются сжимающими и уменьшаются от максимального значения в области максимальных температур до нуля при r=Rpl. Напряжения σθ являются сжимающими при r≤rp. При r>rp они являются растягивающими, скачком возрастают до максимального значения, а затем уменьшаются, оставаясь растягивающими.
Из (8) получим соотношения для максимальных растягивающих напряжений на поверхности z=-h/2
 (9)
(9)
Из (9) определим плотность энергии лазерного излучения, вызывающую разрушение пластины термоупругими напряжениями
 (10)
(10)
где σВ – предел прочности материала пластины на растяжение.
Плотность энергии, требуемая для достижения облучаемой поверхностью пластины температуры фазового перехода, определяется из (1) и составляет
 (11)
(11)
Разделив (10) на (11) и поставив условие WT/Wf ≥1, получим критерий термопрочности пластины
 (12)
(12)
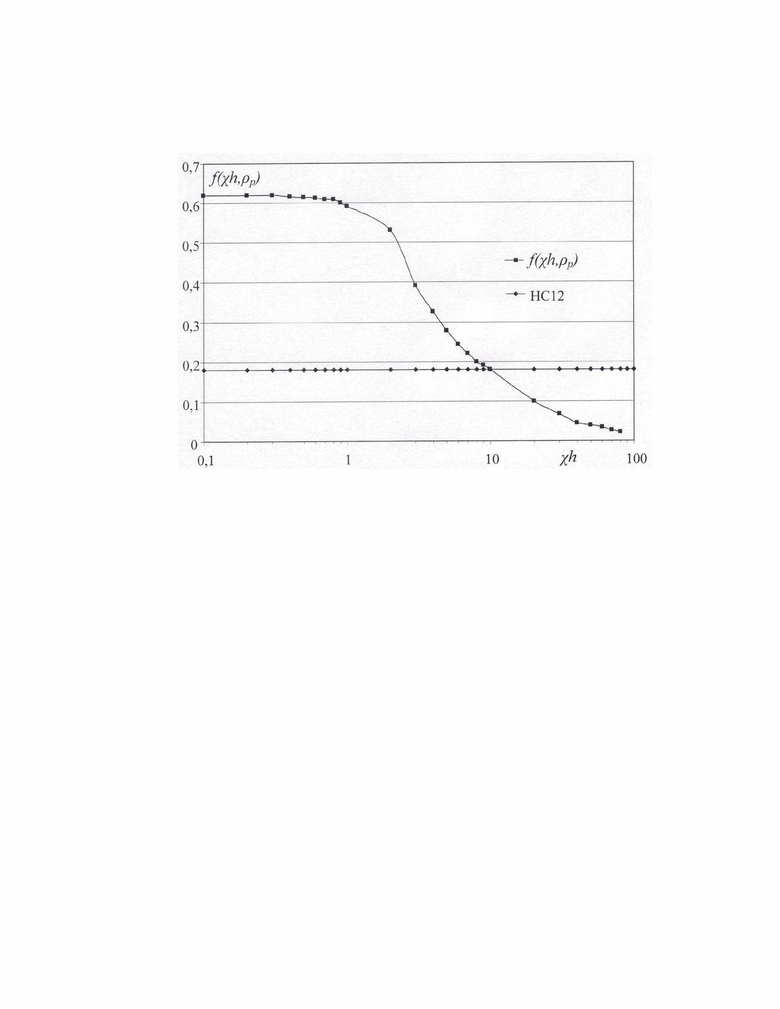
Левая часть неравенства (12) является константой, характеризующей свойства материала пластины, правая часть – функцией двух безразмерных параметров χh и ρp. Анализ показывает, что функция f(χh,ρp,) является нелинейной и убывающей. Увеличение ρp однозначно приводит к увеличению функции f(χh,ρp). Неравенство (12) является условием термопрочности пластины и позволяет определить неразрушающие режимы импульсного лазерного отжига в рамках квазистатической задачи термоупругости. Анализ целесообразно проводить для пластины из конкретного материала. В качестве примера на чертеже представлено графическое решение неравенства (12) для пластины из оптического стекла ЛК3 при ρp =0,5. Видно, что условие термопрочности пластины выполняется при χh≥10. При меньших значениях χh условие термопрочности не выполняется и пластина будет разрушена термоупругими напряжениями. Для предотвращения разрушения пластины термоупругими напряжениями необходимо повысить её начальную температуру. Из уравнение (12) найдем значение температуры Т0, обеспечивающей выполнение критерия термопрочности пластины
, (13)
где .
Нагрев пластины осуществляют в муфельной печи до требуемой температуры Т0 и выдерживают необходимое время для выравнивания температуры по толщине пластины. Время выдержки определяют из критерия Фурье, определяющего тепловую инерцию пластины
 (14)
(14)
где а – коэффициент температуропроводности материала пластины;
tB – время выдержки пластины в муфельной печи.
Пример осуществления способа. Необходимо провести лазерный отжиг поверхности пластины из оптического стекла НС12 диаметром 4 см и толщиной 0,5 см. Диаметр лазерного пучка составляет 2 см. Показатель поглощения данной марки стекла для излучения с длиной волны 1,06 мкм составляет 17 см-1 [ГОСТ 9411-90. Стекло цветное оптическое. М.: Изд-во стандартов. 1992. – 48 с.]. Безразмерный параметр χh = 8,5. Начальную температуру пластины примем равной 300 К, температуру отжига – 820 К. Расчет по уравнению (11) показывает, что для отжига пластины потребуется плотность энергии в лазерном импульсе 52 Дж/см2. Расчет по уравнению (10) показывает, что для разрушения термоупругими напряжениями пластины требуется плотность энергии 43 Дж/см2, то есть меньше, чем для отжига. Рассчитаем левую и правую части критерия термопрочности (12). Правая часть неравенства (10) при χh = 8,5 и ρp=0,5 составляет 0,195. Левая часть неравенства (10) составляет 0,177. Видно, что критерий термопрочности не выполнен. Пластина будет разрушена термоупругими напряжениями. Чтобы этого не произошло, необходимо пластину предварительно нагреть в муфельной печи до температуры не менее 348 К и выдержать при этой температуре не менее 125 секунд для выравнивания температуры по толщине пластины. Расчеты выполнены по уравнениям (13) и (14) при следующих исходных данных: σР = 70 МПа, Е = 80 ГПа, ν = 0,2, αТ = 7,6·10-6 К-1, а = 6·10-3 см2/с. Затем воздействуют на пластину лазерным импульсом с плотностью энергии 51 Дж/см2. Расчеты проведены по уравнению (11) для нового значения Т0 = 350 К. Температура поверхности пластины при этом достигает температуры отжига, а термоупругие напряжения не превысят предела прочности материала.
Таким образом, реализация предложенного способа лазерной обработки неметаллических пластин приводит к исключению их разрушения термоупругими напряжениями в процессе лазерного отжига и повышению выхода годных пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерного отжига неметаллических пластин | 2021 |
|
RU2757537C1 |
| Способ лазерной обработки неметаллических пластин | 2018 |
|
RU2685427C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2015 |
|
RU2602402C1 |
| Способ лазерной обработки неметаллических пластин | 2016 |
|
RU2624998C1 |
| Способ лазерного отжига неметаллических пластин | 2016 |
|
RU2630197C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2016 |
|
RU2624989C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2014 |
|
RU2573181C1 |
| Способ лазерной обработки неметаллических пластин | 2017 |
|
RU2649238C1 |
| Способ лазерной обработки неметаллических пластин | 2021 |
|
RU2760764C1 |
| Способ лазерной обработки неметаллических пластин | 2017 |
|
RU2649054C1 |
Изобретение относится к области технологических процессов и может быть использовано для лазерного отжига пластин из полупроводниковых, керамических и стеклообразных материалов. В способе лазерной обработки неметаллических пластин, заключающемся в облучении их поверхности импульсом лазерного излучения с плотностью энергии, зависящей от температуры отжига, начальной температуры пластины, удельной теплоемкости и плотности материала пластины, а также показателя поглощения материала пластины на длине волны лазерного излучения, осуществляют предварительный нагрев пластины до определенной температуры. Технический результат - исключение разрушения пластин термоупругими напряжениями в процессе обработки и повышение выхода годных пластин. 1 ил.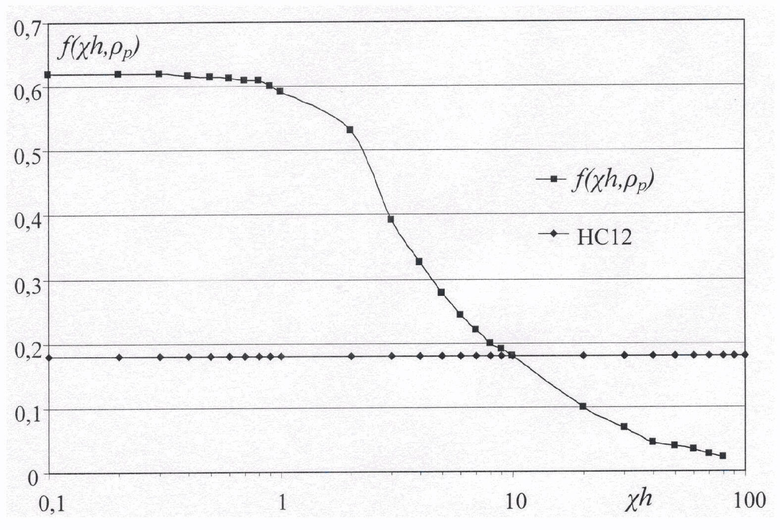
Способ лазерной обработки неметаллических пластин, заключающийся в облучении их поверхности импульсом лазерного излучения с плотностью энергии, определяемой по уравнению
где Tf – температура отжига пластины;
T0 – начальная температура пластины;
с и γ – удельная теплоемкость и плотность материала пластины соответственно;
R – коэффициент отражения материала пластины;
χ – показатель поглощения материала пластины на длине волны лазерного излучения,
и диаметром лазерного пучка меньше диаметра пластины, отличающийся тем, что осуществляют предварительный нагрев пластины до температуры, определяемой по уравнению

где σР – предел прочности материала пластины на растяжение;
ν – коэффициент Пуассона материала пластины;
E – модуль Юнга;
αТ – коэффициент линейного расширения материала пластины;


rp – радиус пучка лазерного излучения на пластине;

h – толщина пластины;
e – основание натурального логарифма.
| Коваленко А | |||
| Ф., "Лазерный импульсный отжиг стеклянных пластин при частичном их накрытии излучением", Стекло и керамика, 2018, номер 2, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2015 |
|
RU2602402C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2014 |
|
RU2573181C1 |
| КОВАЛЕНКО А.Ф., ВОРОБЬЕВ А.А., "МЕТОД ОПРЕДЕЛЕНИЯ НЕРАЗРУШАЮЩИХ РЕЖИМОВ ИМПУЛЬСНОГО ЛАЗЕРНОГО ОТЖИГА ДИЭЛЕКТРИЧЕСКИХ И ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН", ИЗВЕСТИЯ ВУЗОВ | |||
| МАТЕРИАЛЫ ЭЛЕКТРОННОЙ ТЕХНИКИ, номер 3, 2014, с.206-210 | |||
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2015 |
|
RU2583870C1 |
| СПОСОБ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2000 |
|
RU2211753C2 |
| US 9302348 B2, 05.04.2016 | |||
| US 8034196 B2, 11.10.2011. | |||

