Изобретение относится к смазочном кольцу в соответствии с ограничительной частью п. 1 формулы изобретения. Изобретение также относится к способу изготовления смазочного кольца с признаками п. 6 формулы изобретения.
Из практики изготовления экспандеров для калибровки труб большого диаметра известно размещение смазочного кольца между приводимым в движение тягой клином и диском. Пакет, состоящий из диска, смазочного кольца и клина при этом нагружают высоким усилием в направлении тяги. Тяга прикладывает усилие к компонентам. Последние перемещаются от тяги в направлении цилиндра. Тяга закреплена на цилиндре, выдвигающемся и втягивающемся под действием гидравлического давления. Расположенных на клине сегменты выжимаются радиально наружу и растягивают подлежащую калибровке трубу. Смазочный материал для смазки зазора между клином и сегментами подают сквозь смазочное кольцо к отверстиям в клине, причем смазочное кольцо содержит две системы Common Rail и двухтрубный распределитель для управления потоком смазочного материала.
При изготовлении труб большого диаметра их после сварки наружных и внутренних швов калибруют с помощью механического экспандера по округлости и соблюдению размеров. При каждом процессе расширения возникает высокое контактное напряжение и, таким образом, трение между поверхностями сегментов и клином. Трение уменьшают с помощью определенной смазки. Для подачи смазочного материала к определенным местам смазочное кольцо служит в качестве распределителя смазки, а также для направления масла экспандера.
До настоящего времени смазочные кольца компании “SMS group GmbH” изготавливались с помощью традиционных методов производства. Отдельные гидравлические каналы высверливаются частично проходящими в двух плоскостях.
Конкурирующее предприятие “Hausler AG” использует для распределения и направления масла экспандера соединительные шланги, а предприятие “Fontijne Grotness” предусмотрело для выполнения указанной функции изогнутые трубы.
WO 2015 / 032228 A1 описывает экспандер для калибровки труб, в котором предусмотрено смазочное кольцо обычной конструкции. Такие смазочные кольца изготавливаются из стальных деталей с помощью формования, обработки резанием и других обычных методов.
WO 2016 / 149774 A1 описывает крыльчатку в виде быстро вращающегося компонента турбокомпрессора. При этом выполненное вращательно-симметричным основание крыльчатки изготавливается методом аддитивного производства, а после этого методом аддитивного производства может быть наложена другая структура.
US 2017 / 0260997 A1 описывает производство крыльчатки в виде быстро вращающегося компонента турбомашины с помощью горячего изостатического прессования. В качестве возможного альтернативного способа производства в общем виде упоминается также аддитивное производство.
DE 10 2011 106 605 B3 описывает механический экспандер растяжения без конкретизации метода производства.
Задачей настоящего изобретения является предложение способа упрощенного и воспроизводимого изготовления смазочного кольца для распределения и направления масла экспандера. Также задачей настоящего изобретения является уменьшение размеров конструктивных элементов для изготовления труб большого диаметра с диаметрами не более 14 дюймов.
Применительно к указанному выше смазочному кольцу эта задача решается в соответствии с изобретением с помощью отличительных признаков п. 1 формулы изобретения.
В предпочтительном варианте выполнения изобретения изготовленная методом аддитивного производства часть состоит из высокопрочной стали.
Кроме того, трубы большого диаметра имеют диаметр предпочтительно 14 дюймов (35,56 см) или меньше.
Особо предпочтительным образом предусмотрено, что изготовленная методом аддитивного производства часть содержит проходящие по периметру системы Common Rail для подачи смазочного материала.
Для общей оптимизации распределения смазочного материала может быть выгодным образом предусмотрено, что изготовленная методом аддитивного производства часть выполнена для интеграции функции двухтрубных распределителей.
Изобретение относится также к способу изготовления соответствующего изобретению смазочного кольца, отличающемуся тем, что включает следующие этапы:
а. изготовление кольца из стали традиционным образом;
b. ориентацию и установку кольца в качестве заготовки в рабочем пространстве принтера;
c. нанесение слоев металлического порошка и наплавление на заготовке с помощью лазера.
Область применения изобретения: изобретение можно использовать как в новых установках, так и в существующих установка в качестве решения по модернизации. Ключевые слова к настоящему изобретению: установки для сварки труб, трубы электрошлаковой сварки, механический экспандер, инструмент для экспандера, калибровка труб большого диаметра.
Целью настоящего изобретения является упрощенное и воспроизводимое изготовление инструментов экспандеров для калибровки труб большого диаметра с диаметрами 14 дюймов и меньше.
Недостатки ранее известных решений: в частности, для инструментов экспандеров для малых диаметров труб (например, 14 дюймов и менее) традиционное изготовление достигло своих границ. Причина этого заключается в малом монтажном пространстве в смазочном кольце, которое усложняет позиционирование и изготовление отверстий для текучей среды. Поскольку для отвода текучей среды под углом 90° необходимы два отверстия, одно - в вертикальном и другое - в горизонтальном направлениях. В результате изготовление смазочных колец для труб диаметром 14 дюймов становится очень дорогостоящим и рискованным, поскольку в некоторых областях лишь несколько миллиметров отделяют от опасности пересечения с другим гидравлическим отверстием. Если это происходит, то деталь идет в брак.
Основная идея решения настоящего изобретения заключается в том, что согласно изобретению речь идет о гибридном конструктивном элементе, объединяющем обычное производство с аддитивным. В качестве основы используется кольцо из менее прочной, при этом менее дорогостоящей конструкционной стали, на которое методом аддитивного производства или также называемым методом 3D-печати послойно наносят более сложную часть из высокопрочного материала.
Для кольца достаточно конструкционной стали с низкими прочностными характеристиками, поскольку критическое поперечное сечение расположено не в этой области конструктивного элемента. Сначала обычным образом изготавливают сквозные отверстия в стальном кольце для последующей установки и гидравлические линии. Затем для послойного нанесения кольцо в завершение ориентируют и устанавливают в рабочем пространстве принтера, и на заготовку наносят слои металлического порошка и наплавляют их с помощью лазера. При аддитивном производстве никакой инструмент не задает геометрию или прохождение каналов, так что они интегрированы максимально компактно, и за счет этого уменьшена высота конструктивного элемента. Кроме того, конструкция компании “SMS group” отличается двумя проходящими по периметру системами Common Rail. Они снабжают маслом экспандера отдельные каналы, проходящие к двухтрубным распределителям.
Дополнительные меры, улучшающие настоящее изобретение, заключаются в интеграции функции двухпроводного распределителя для обеспечения точно определенной выдачи масла экспандера.
Дальнейшие преимущества изобретения: уменьшение количества уплотнений (возможностей утечек) с 68 до 50, поскольку присоединения каналов осуществляются лишь при помощи двух присоединительных точек, расположенных со стороны диска. Отказ от дополнительно приобретаемых специальных уплотнений за счет интеграции двух, проходящих по периметру систем Common Rail, которые берут на себя функцию распределителя и обеспечивают снабжение каналов. Уменьшение высоты конструктивного элемента, в результате чего расположенные вокруг компоненты могут быть также выполнены с меньшими размерами. Упрощение прилегающих компонентов, поскольку здесь нет необходимости в изготовлении отверстий, проходящих, в частности, под наклоном в трех плоскостях. Уменьшение количества деталей и связанных с этим монтажных расходов. Инновационная защита.
Ниже описан и более подробно пояснен на основании приложенных чертежей предпочтительный пример исполнения изобретения.
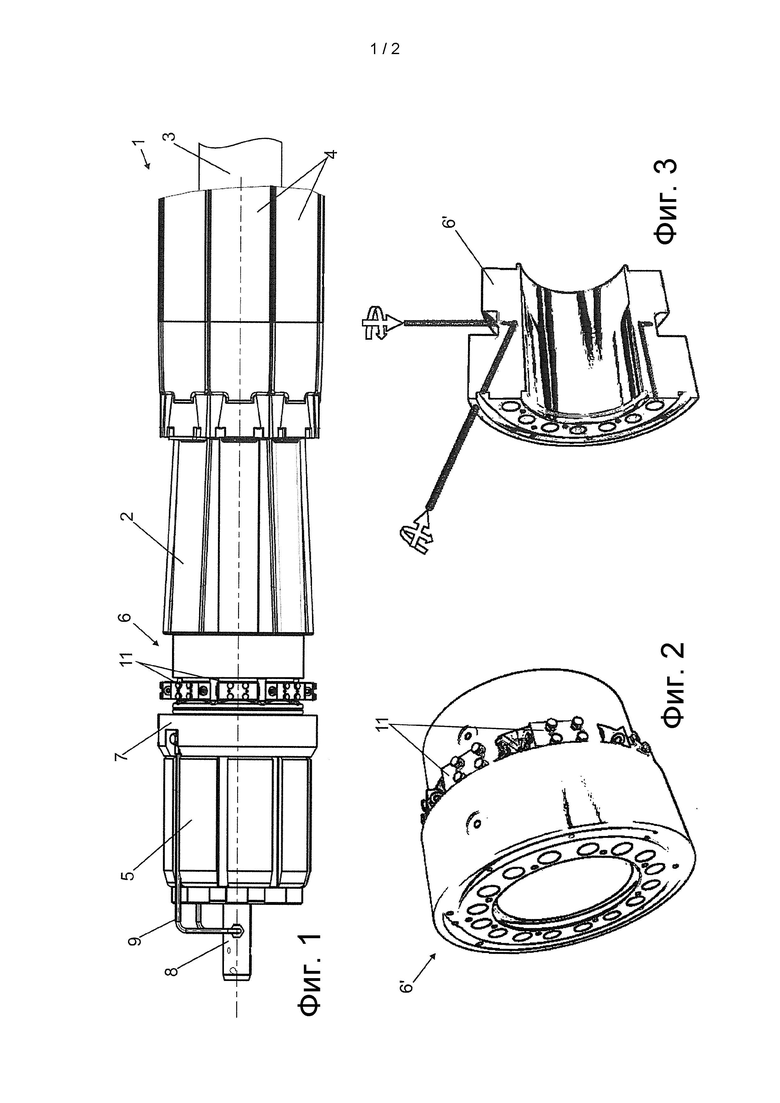
Фиг. 1 показывает вид в разрезе известного экспандера с соответствующим изобретению смазочным кольцом.
Фиг. 2 показывает пространственный вид смазочного кольца в соответствии с уровнем техники.
Фиг. 3 показывает смазочное кольцо по фиг. 2 с частичным разрезом с обозначенными технологическими этапами изготовления отверстий.
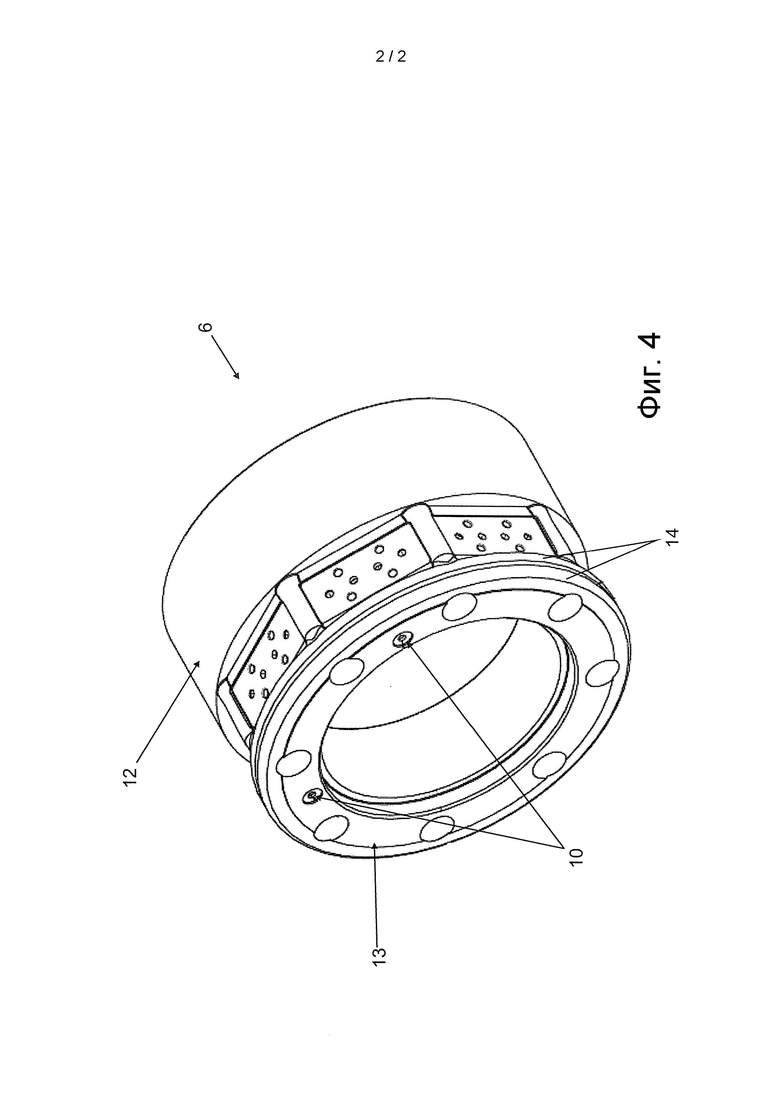
Фиг. 4 показывает пространственный вид соответствующего изобретению смазочного кольца по фиг. 1 или, соответственно, смазочного кольца в виде гибридного конструктивного элемента.
Показанный на фиг. 1 экспандер 1 содержит клин 2, который выполнен с возможностью перемещения посредством тяги 3 относительно сформованных противолежащих сегментов 4, в результате чего происходит выдавливание сегментов 4 радиально наружу для деформирования или, соответственно, калибровки трубы (не показана) изнутри.
Клин 2 содержит каналы (не показаны) для смазочного материала, которые транспортируют смазочный материал в зазор между клином 2 и сегментами 4.
Клин 2 с помощью гайки 5 соединен с тягой. Между гайкой 5 в направлении тяги расположены в виде пакета диск 7 и затем смазочное кольцо 6. Смазочный материал подводят от питающей цапфы 8 по наружным трубопроводам 9 к каналам диска 7. Каналы в диске 7 примыкают в осевом направлении к каналам 10 смазочного кольца 6. На смазочном кольце 6 расположены двухтрубные распределители 11 (на фиг. 4 не показаны), которые осуществляют управление потоком смазочного материала.
Фиг. 2 и 3 показывают известное, изготовленное традиционным образом смазочное кольцо. Фиг. 3 поясняет при этом, каким образом ранее отверстия для текучей среды или, соответственно, каналы для смазочного материала были выполнены посредством отверстий в смазочном кольце.
Известное смазочное кольцо 6’ в соответствии с фиг. 2 может быть предусмотрено в экспандере по фиг. 1 альтернативно соответствующему изобретению смазочному кольцу 6 по фиг. 4, или, соответственно, соответствующее изобретению смазочное кольцо 6 может заменять обычное смазочное кольцо 6’, при необходимости с дополнительной подгонкой диска 7.
Соответствующее изобретению смазочное кольцо 6 по фиг. 4 содержит изготовленную традиционным образом часть 12 в форме кольца, форма которой в этой области в значительной мере соответствует соответствующей части смазочного кольца 6’ по фиг. 2. Изготовленная методом аддитивного производства часть 13 примыкает в осевом направлении к изготовленной традиционным образом части 12. Изготовленная методом аддитивного производства часть 13 обращена к диску 7 и прилегает к нему. Смазочное кольцо 6 по фиг. 4 выполнено, тем самым, в виде гибридного конструктивного элемента. Изготовленная традиционным образом часть 12 состоит из конструкционной стали. Изготовленная методом аддитивного производства часть 13 состоит из высокопрочной стали.
В изготовленной методом аддитивного производства части 13 предусмотрены две проходящих по периметру трубопровода 14 системы Common Rail для распределения смазочного материала, в том числе на двухтрубный распределитель 11.
Метод аддитивного производства: раскрытие сущности изобретения, смазочное кольцо в виде гибридного конструктивного элемента.
При изготовлении труб большого диаметра их после внутренней и наружной сварки калибруют по их округлости и соблюдению размеров с помощью механического экспандера 1. При каждом процессе расширения возникает высокое контактное напряжение и, тем самым, трение между поверхностями сегментов и клина. Трение снижают с помощью определенной смазки. Для подвода смазочного материала к соответствующим местам смазочное кольцо служит в качестве распределителя смазочного материала и средства его направления.
В частности, в случае инструментов экспандеров 1 для малых диаметров труб (например, 14 дюймов и меньше), традиционное производство достигло своих границ. Причина этого заключается в малом монтажном пространстве в смазочном кольце 6’, которое затрудняет позиционирование и изготовление отверстий для текучей среды.
Благодаря технологии аддитивного производства возникают новые возможности. Конечно, часто высокоточные структуры, которые связывают с аддитивным производством, могут применяться, в частности, в тяжелом машиностроении, достаточно ограниченно, поскольку часто имеют место достаточно суровые условия эксплуатации, и для пластической деформации необходимы высокие усилия, что приводит к массивной конструкции компонентов.
Массивное исполнение также учитывалось в процессе разработки продукта. При этом возникло новое смазочное кольцо 6 с гибридной конструкцией, в которой объединены конструкции, изготовленные традиционным и аддитивным методом. Основу для послойного нанесения образует стальное кольцо 12, в котором первые отверстия для подвода текучей среды к клину 2 уже были выполнены с помощью традиционных средств. Кольцо 12 ориентируют и устанавливают в рабочем пространстве принтера. В завершение осуществляют надстройку с помощью технологии аддитивного производства. При компактном расположении каналов для текучей среды высота подлежащего нанесению слоя составляет всего лишь 70 мм. Максимальные размеры были уменьшены по сравнению с первоначальной конструкцией на 10% в наружном диаметре и почти на 30% в общей высоте конструктивного элемента, что ведет одновременно к уменьшению размеров расположенных вокруг компонентов. Поскольку с помощью технологии аддитивного производства каналы 10, 14 могут изготавливаться полностью независимо от контура производственных инструментов и достаточно компактно выполняться в ограниченном монтажном пространстве.
Конструкция компании “SMS group” характеризуется двумя проходящими по периметру системами 14 Common Rail. Они снабжают отдельные каналы, проходящие к двухтрубным распределителям 11, в которых затем производится выталкивание точно заданного количества смазочного материала. Подвод смазочного масла для обеих систем 14 Common Rail происходит лишь через два канала 10, что создает большое преимущество для количества необходимых уплотнений и, соответственно, возможных мест утечки, поскольку это количество уменьшается на 17%. За счет этого также отпадает необходимость в специальных уплотнениях. Кроме того, подвод смазочного средства только через два канала 10 упрощает конструкцию прилегающих конструктивные элементов, например, изготовленного традиционным методом диска. Конструкция области АМ задана таким образом, что расходы на последующую постобработку поддерживаются на предельно низком уровне. Для этого все углы в направлении давления выбраны таким образом, что отпадает необходимость в опорных структурах. Последующая обработка для посадки двухтрубного распределителя 11 также сведена к минимуму.
Комбинация методов традиционного и аддитивного производства выгодная не только технически, но и экономически и будет в будущем играть значительную роль в тяжелом машиностроении.
Перечень ссылочных обозначений
1 Экспандер
2 Клин
3 Тяга
4 Сегменты
5 Гайка
6 Смазочное кольцо
6’ Обычное смазочное кольцо
7 Диск
8 Питающая цапфа
9 Наружные трубопроводы
10 Каналы смазочного кольца
11 Двухтрубный распределитель
12 Часть, изготовленная традиционным методом, кольцо из стали
13 Часть, изготовленная методом аддитивного производства
14 Трубопроводы системы Common Rail
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ИНВЕРТИРОВАННЫЙ РЕАКТОР И СПОСОБ ДЛЯ ПРОЕКТИРОВАНИЯ И ИЗГОТОВЛЕНИЯ УНИВЕРСАЛЬНОГО ИНВЕРТИРОВАННОГО РЕАКТОРА | 2019 |
|
RU2760231C1 |
| УНИВЕРСАЛЬНЫЙ ИНВЕРТИРОВАННЫЙ РЕАКТОР И СПОСОБ ДЛЯ ПРОЕКТИРОВАНИЯ И ИЗГОТОВЛЕНИЯ УНИВЕРСАЛЬНОГО ИНВЕРТИРОВАННОГО РЕАКТОРА | 2019 |
|
RU2835393C2 |
| ПОДШИПНИК С ВКЛАДЫШАМИ, СОДЕРЖАЩИМИ ОХЛАЖДАЮЩИЕ МИКРОКАНАЛЫ, И СПОСОБ | 2020 |
|
RU2788249C1 |
| ПЕРЕПУСКНОЙ КЛАПАН СИСТЕМЫ ВПРЫСКИВАНИЯ ТОПЛИВА | 2011 |
|
RU2604980C2 |
| ТЕПЛООБМЕННИК | 2017 |
|
RU2717726C2 |
| САМОСМАЗЫВАЮЩЕЕСЯ ПОВОРОТНОЕ СОЕДИНЕНИЕ | 2006 |
|
RU2414642C2 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2559601C2 |
| ПОДШИПНИК С САМОУСТАНАВЛИВАЮЩИМИСЯ СЕГМЕНТНЫМИ ПОДУШКАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2717302C1 |
| Многократно заполняемый аэрозольный картридж | 2015 |
|
RU2692223C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОСРЕДСТВОМ АДДИТИВНОГО ПРОИЗВОДСТВА | 2017 |
|
RU2705841C1 |
Изобретение относится к смазочному кольцу (6) для механического экспандера для калибровки труб большого диаметра. Упомянутое смазочное кольцо (6) содержит кольцо (12) из стали, в частности конструкционной стали, причем в кольце (12) предусмотрены отверстия для текучей среды. Смазочное кольцо (6) содержит дополнительную часть (13), которая изготовлена с помощью технологии аддитивного производства и вместе с кольцом (12) образует смазочное кольцо (6), причем указанная дополнительная часть (13) содержит проходящую по периметру систему (14) Common Rail для подачи смазочного материала. В результате обеспечивается упрощенное и воспроизводимое изготовление смазочного кольца для распределения и направления масла экспандера и уменьшение размеров конструктивных элементов для изготовления труб большого диаметра с диаметрами не более 14 дюймов. 2 н. и 3 з.п. ф-лы, 4 ил.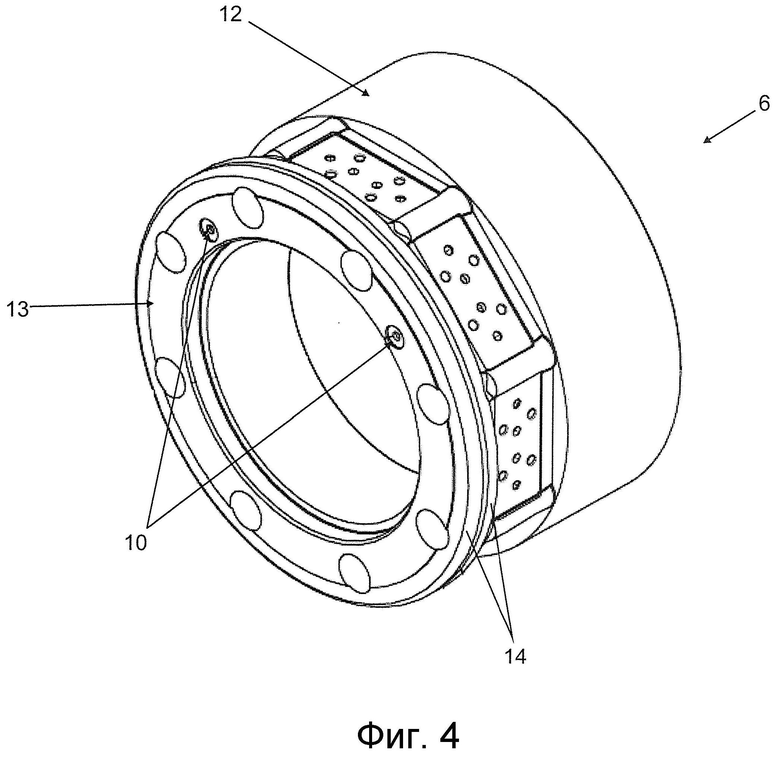
1. Смазочное кольцо для механического экспандера (1) для калибровки труб большого диаметра, содержащее
кольцо (12) из стали, в частности конструкционной стали,
причем в кольце (12) предусмотрены отверстия для текучей среды,
отличающееся тем, что
смазочное кольцо (6) содержит дополнительную часть (13), которая изготовлена с помощью технологии аддитивного производства и вместе с кольцом (12) образует
смазочное кольцо (6), причем указанная дополнительная часть (13) содержит проходящую по периметру систему (14) Common Rail для подачи смазочного материала.
2. Смазочное кольцо по п. 1, отличающееся тем, что изготовленная методом аддитивного производства часть (13) состоит из высокопрочной стали.
3. Смазочное кольцо по одному из предшествующих пунктов, отличающееся тем, что трубы большого диаметра имеют диаметр 14 дюймов (35,56 см) или меньше.
4. Смазочное кольцо по одному из предшествующих пунктов, отличающееся тем, что изготовленная методом аддитивного производства часть (13) выполнена для интеграции функции двухтрубных распределителей (11).
5. Способ изготовления смазочного кольца по одному из пп. 1-4, отличающийся тем, что включает следующие этапы:
а) изготовление кольца (12) из стали,
b) ориентацию и установку кольца (12) в качестве заготовки в рабочем пространстве принтера,
с) нанесение слоев металлического порошка и наплавление на заготовке с помощью лазера с обеспечением изготовления дополнительной части (13), которая вместе с кольцом (12) образует смазочное кольцо (6), причем
указанная дополнительная часть (13) содержит проходящую по периметру систему (14) Common Rail для подачи смазочного материала.
| WO 2015032228 A1, 12.03.2015 | |||
| Смазочное кольцо | 1931 |
|
SU25359A1 |
| DE 102011106605 B3, 20.09.2012. | |||

