Изобретение относится к способам повышения стойкости к электрохимической коррозии изготавливаемой сварной металлоконструкции из взаимозаменяемых заготовок, и может быть использовано на этапе сборки полотнищ обшивок судов, резервуаров и трубопроводов различного назначения, стойких к электрохимической коррозии.
Известен способ контроля режима работы систем протекторной защиты стальных корпусов кораблей и судов [патент № 2589246, Способ контроля режима работы протекторной защиты стальных корпусов кораблей и судов G01N17/00, опубл. 10.07.2016, Бюл. 19], включающий периодическое измерение потенциала корпуса защищаемого объекта в контрольных точках по длине корпуса с помощью переносного электроизмерительного прибора и переносного электрода сравнения. Одновременно в контрольных точках измеряют силу тока в электрической измерительной цепи, образованной корпусом судна, электроизмерительным прибором, присоединенным к корпусу, переносным электродом, подключенным к электроизмерительному прибору, и водой. Далее результаты измерений потенциалов и токов в контрольных точках сравнивают с их допустимыми значениями, оценивая состояние протекторов, лакокрасочного покрытия и водонепроницаемости корпуса судна.
Недостатки:
– способ относится к средствам оперативного контроля систем фактической защиты стальных корпусов кораблей и судов от коррозии, и может быть использован на действующем судне при сдаче его в эксплуатацию, а также для оперативного контроля режима работы систем защиты судна от коррозии в процессе их эксплуатации. На этапе же сборки стальных корпусов и других металлоконструкций, когда основные сварные швы, протекторная и изолирующая защита еще отсутствуют, указанные средства контроля защиты не применимы;
– измерение силы тока в контрольных точках в электрической измерительной цепи, образованной корпусом судна, электроизмерительным прибором, присоединенным к корпусу, переносным электродом сравнения, подключенным к электроизмерительному прибору, и водой на этапе сборки металлоконструкции невозможно. Это связано с отсутствием на момент сборки металлоконструкции цельного корпуса судна и отсутствием его контакта с водой.
Известен способ контроля режима работы систем протекторной защиты стальных корпусов кораблей и судов [ГОСТ 9.056-75. Стальные корпуса кораблей и судов. Общие требования к электрохимической защите при долговременном стояночном режиме. М.: Госстандарт. - 14 с.], включающий периодическое (1 раз в месяц) измерение потенциала корпуса защищаемого объекта в контрольных точках по длине корпуса с помощью переносного электроизмерительного прибора (милливольтметра) и переносного электрода сравнения (хлорсеребряного электрода сравнения), сравнение результатов измерения потенциала с их допустимыми значениями, а также периодический (1 раз в месяц) визуальный осмотр протекторов и оценивание степени их износа.
Недостатки:
– способ может быть использован для оперативного контроля режима работы систем защиты судна от коррозии на действующем судне при сдаче его в эксплуатацию, а также в процессе самой эксплуатации. На этапе же сборки стальных корпусов и других металлоконструкций, когда основные сварные швы, протекторная и изолирующая защита еще отсутствуют, указанные средства контроля защиты не применимы;
– способ является средством контроля режима работы систем протекторной защиты стальных корпусов кораблей и судов, он не устраняет имеющие место причины возникновения повышенной электрохимической коррозии в сварных швах металлоконструкций – большой разности потенциалов, вызываемых повышенной разнородностью заготовок, сваренных между собой в полотнища стальных корпусов кораблей и судов. В условиях разности температур снаружи и внутри корпуса судна эти сварные соединения создают термопары. Согласно эффекта Зеебека между сваренными заготовками возникают термоэлектродвижущие силы (ТЭДС). В результате скорость электрохимической коррозии сварных швов обшивок судов чрезвычайно высока – достигает 1,0-3,0 мм/год [Андреев, Н.Т. и др. Ремонт судов. - Л.: Судостроение, 1972. - 568 с.], в то время как скорость коррозии самих заготовок наружной обшивки в подводной части корпуса судна много ниже, и не превышает 0,19 мм/год [Андреев Н.Т. и др. Ремонт судов. - Л.: Судостроение, 1972. - 568 с.];
– в действующем судне заготовки сварены между собой и независимое измерение потенциала отдельно каждой заготовки для оценки вариантов их сборки и последующей сварки с целью снижения склонности всех соединений к электрохимической коррозии оказывается невозможным.
Наиболее близким по технической сущности к предлагаемому является способ и устройство защиты от электрохимической коррозии сварной металлоконструкции [патент 2571293, Способ и устройство защиты от электрохимической коррозии сварной металлопродукции, МПК C23F 13/00; опубл. 20.12.2015, Бюл. 35], при котором измеряют термоэлектродвижущие силы (ТЭДС) в контактах всех допустимых сочетаний заготовок металлоконструкций и определяют оптимальное распределение заготовок в сварной металлоконструкции для соблюдения условий минимизирования максимальных по модулю значений ТЭДС, создаваемых по всем контактам пар заготовок. При превышении ТЭДС хотя бы в одной паре заготовок допустимых значений осуществляют замену заготовок до достижения установленных требований. Затем осуществляют остальные технологические операции по изготовлению сварной металлоконструкции.
Недостатки:
– в данном способе признак склонности металлоконструкции к электрохимической коррозии (ЭХК) носит дифференциальный характер. Для его реализации требуется большой объем трудоемких измерений ТЭДС всех допустимых сочетаний заготовок;
– переход от измерения ТЭДС одной пары заготовок к другой связан со значительными трудозатратами;
– использование автоматических процедур упорядочения по поиску оптимального распределения заготовок не приводит к существенному сокращению трудоемкости реализации способа, т.к. поиск требует проведения измерения в каждом варианте.
Технический результат изобретения способа изготовления коррозионно-стойкой сварной металлоконструкции из взаимозаменяемых заготовок обеспечивает значительное снижение трудоёмкости выполнения защиты от электрохимической коррозии сварной металлоконструкции из взаимозаменяемых заготовок, расширение технологических возможностей и существенно сокращает сроки и объем производимых операций. Для этого перед сборкой металлоконструкции измерения напряжений проводят микровольтметром в паре с электродом сравнения отдельно в контакте с каждой заготовкой. Измеряют собственный потенциал заготовки в замкнутом контуре. По ней заготовки при сборке раскладывают по объекту так, чтобы в среднем по всей изготавливаемой металлоконструкции минимизировать модули перепадов измеренных потенциалов между всеми парами соседних заготовок. После чего выполняют другие операции по производству металлоконструкции.
В сравнении со способом-аналогом [Андреев, Н.Т. и др. Ремонт судов. - Л.: Судостроение, 1972. - 568 с.] предложенный способ даёт следующие преимущества:
– при измерении при повышенной температуре рабочего спая в предложенном способе электрод сравнения нагревается (не остается холодным, как в способе-аналоге [Андреев, Н.Т. и др. Ремонт судов. - Л.: Судостроение, 1972. - 568 с.]. Это позволяет увеличить величину собственного потенциала как заготовки, так и электрода сравнения, повысить точность определения разности потенциалов в спае термопары при рабочей температуре измерения tрi, а значит – повысить чувствительность и точность измерения собственного потенциала заготовки;
– использование в измерениях ненадежного хлорсеребряного электрода сравнения в способе-аналоге [Андреев, Н.Т. и др. Ремонт судов. - Л.: Судостроение, 1972. - 568 с.] снижает эксплуатационные свойства устройства-аналога. В предлагаемом способе электрод сравнения может быть достаточно разнообразным. Требуется лишь подобрать высокочувствительный электрод в паре со сталью;
– использование в измерительных цепях компенсационных проводов, позволяет минимизировать дополнительные погрешности измерения, связанные с несоответствием свойств соединительных проводов свойствам самих термоэлектродов.
Основным преимуществом использования в предлагаемой системы измерения по сравнению с дифференциальной в способе-прототипе [патент 2571293, Способ и устройство защиты от электрохимической коррозии сварной металлопродукции МПК C23F 13/00; опубл. 20.12.2015, Бюл. 35] является то, что реализация предлагаемой системы измерения не требует трудозатратного проведения измерений во всех возможных комбинациях заготовок. В предлагаемом способе число комбинированных измерений мало и равняется числу заготовок.
Основная идея способа и устройства его реализации состоит в учете при изготовлении сварных металлоконструкций, стойких к электрохимической коррозии, специфичных свойств сталей. Как показали наши исследования, собственные потенциалы сталей отличаются огромным разнообразием – от положительных до отрицательных значений. Они зависят от многих легирующих, включая кремний, углерод, марганец, алюминий и др. элементы. Эти зависимости оказываются многообразными, трудно предсказуемыми и существенно нелинейными. Большинство из них претерпевает перелом с возрастающего участка к понижающему в районе 30-40°С, соответствующему температурной области эксплуатации обшивок судов. В этих условиях расстановка заготовок полотнищ обшивок судов только по единственному перепаду температуры, например, при 20°С чревато тем, что при изменении перепада в ходе эксплуатации металлоконструкции в сварные узлы попадут заготовки с очень большими отличиями по собственному потенциалу. И этот узел будет быстро разрушаться. Поэтому на этапе сборки сварной стальной металлоконструкции предложено полнее измерять и учитывать собственные потенциалы стальных заготовок – не один, а несколько перепадов температуры, характерные для области эксплуатации обшивок судов, либо других сварных металлоизделий. По ним – выбрать фактически имеющие место самые опасные перепады (с максимальными значениями собственных потенциалов) для каждой заготовки. А уже с отобранными собственными потенциалами заготовок производить оптимизацию распределения заготовок в сварной металлоконструкции. Общее понижение термоэлектродвижущих сил во всех сварных соединениях обеспечивает пониженную электрохимическую коррозию сварных узлов. А именно они определяют срок службы стальной сварной металлоконструкции. Применение традиционной изолирующей, катодной и протекторной защиты лишь устраняет негативные последствия неправильной сборки металлоизделия, способствует снижению склонности металлоконструкции к электрохимической коррозии. Правильный же подбор заготовок в конструкции устраняет саму причину возникновения ЭХК – понижает ТЭДС ниже опасного уровня.
Вторая по значимости идея способа и устройства для его реализации состоит в замене при измерении стандартного электрода сравнения на электрод термопары, обладающий высоко чувствительной, стабильной, симметричной, простой (монотонно изменяющейся), желательно линейной зависимостью собственного потенциала от перепада температуры между концами электрода. Целесообразно также при нулевом перепаде температур иметь нулевой собственный потенциал. В примере в качестве материала электрода сравнения рассмотрен константан, отвечающий всем этим требованиям.
Указанная замена позволила использовать в тяжелых производственных условиях надежный заменитель ненадежного стандартного электрода сравнения.
Третья идея способа и устройства состоит в разработке и использовании быстрого, надежного, высокотехнологичного и точного способа нагрева до небольших перепадов температур между рабочим и свободными концами термопары. Так, например, обшивка судов, в основном, эксплуатируется при перепаде температур до 30°С. Кроме того, разработана процедура медленного охлаждения овала изотермы нагрева, позволяющая успевать надежно измерять температуру овала при каждом перепаде температур.
Четвертая идея – для упрощения процедуры измерения, повышения надежности, точности, оперативности и эргономичности измерения температуры – использовать бесконтактный инфракрасный термометр, постоянно устанавливаемый в измерительном кондукторе, направляемый на изотермический овал заготовки, и служащий для измерения как температуры окружающей среды, так и температуры рабочего спая термопары.
Технический результат изобретения способа изготовления коррозионно-стойкой сварной металлоконструкции из взаимозаменяемых заготовок обеспечивает значительное снижение трудоёмкости выполнения защиты от электрохимической коррозии сварной металлоконструкции из взаимозаменяемых заготовок, расширение технологических возможностей и существенно сокращает сроки и объем производимых операций. Кроме того, способ повышает гарантии защиты изготовленной металлоконструкции от электрохимической коррозии при широком изменении условий эксплуатации. Для этого перед сборкой металлоконструкции измеряют напряжения в термопарах каждой заготовки с электродом сравнения. В качестве электрода сравнения используют электрод термопары из материала, чувствительного к изменению температуры. Измеряют собственный потенциал заготовки в замкнутом контуре при нескольких перепадах температуры между рабочим спаем и свободными концами термопары, при которых эксплуатируется металлоконструкция. По всем перепадам температур каждой заготовки находят максимальные собственные потенциалы заготовок. По ним заготовки при сборке раскладывают по объекту так, чтобы в среднем по всей изготавливаемой металлоконструкции минимизировать модули перепадов максимальных по всем перепадам потенциалов между всеми парами соседних заготовок. После чего выполняют другие операции по производству металлоконструкции.
Предложен способ изготовления стальной сварной металлоконструкции, подвергаемой электрохимической коррозии и выполненной из взаимозаменяемых заготовок с близкими толщинами и физико-химическими свойствами, включающий зачистку поверхностей заготовок, последовательное нахождение с использованием измерений максимальных значений термоэлектродвижущих сил, создаваемых в термопарах, образованных в контактах всех пар заготовок металлоконструкции, определение оптимального распределения заготовок в сварной металлоконструкции путем соблюдения условий минимизации максимальных по модулю значений термоэлектродвижущих сил, создаваемых по всем контактам, и отсутствия превышения в контакте хотя бы одной пары заготовок предельно допустимых значений термоэлектродвижущих сил, составляющих 5-8 мВ, осуществление сборочно-сварочных операций и нанесение противокоррозионного покрытия. При этом при измерениях максимальных значений термоэлектродвижущих сил температуру заготовок уравнивают путем предварительных настроек нагревателя контактной сварки, используемого для нагрева упомянутых заготовок, а при несоответствии заготовками в парах указанным условиям осуществляют замену заготовок до их соответствия в каждой паре данным условиям. При этом измерение максимальных значений термоэлектродвижущих сил, создаваемых в термопарах, образованных в контактах всех пар заготовок металлоконструкции, осуществляют в кондукторе, собранном на базе установки для измерения термоэлектродвижущей силы термопары, изготовленной из двух электродов: из материала заготовки и материала электрода сравнения с известной стабильной зависимостью и высокой чувствительностью потенциала от температуры, путем измерения напряжения рабочего спая термопары при его нагреве до повышенной температуры tрi, соответствующей заданной температуре эксплуатации металлоконструкции. При этом свободные концы электродов находятся при меньшей температуре окружающей среды tci. В качестве нагревателя заготовки используют пистолет для односторонней контактной сварки. Электроды, которого фиксируют на заданном межэлектродном расстоянии, определяют ширину овала изотермы нагрева заготовки, на определенную ширину овала устанавливают наконечник и электрод сравнения, утыкая их в заготовку, направляют луч лазера бесконтактного инфракрасного термометра на овал изотермы нагрева. Измеряют термометром температуру окружающей среды tci, приравнивая её к температуре свободных концов термопары. Измеряют собственный потенциал отдельно каждой заготовки в произвольной последовательности в электрической цепи измерительного устройства: «заготовка – контакт наконечника компенсационного провода термопары с заготовкой – сам наконечник – компенсационный провод из материала, близкого к материалу заготовок – микровольтметр – компенсационный провод из материала, близкого к материалу электрода сравнения – электрод сравнения – контакт электрода сравнения с заготовкой – заготовка». При перепадах температуры Δti=tрi–tci между рабочим спаем tрi и свободными концами термопары tci, при которых эксплуатируется металлоконструкция, задают диапазон рабочих температур эксплуатации стальной сварной металлоконструкции и интервал дискретизации рабочих температур, определяя тем самым число требуемых экспериментальных нагревов овала изотермы для каждой заготовки, зная tci и выбрав перепад температуры ∆ti, находят требуемую рабочую температуру овала tрi. При каждом измерении, пистолетом 4-5 импульсами тока предварительно подогревают овал изотермы до температуры (tрi + (40-50°С)) с получением расширенной области овала, которую затем медленно охлаждают до температуры овала tрi, измеряемой с помощью бесконтактного инфракрасного термометра, с фиксацией по показаниям микровольтметра напряжения u(∆ti) при снижении температуры. Затем по справочной таблице находят потенциал ϕС(∆ti) электрода сравнения при перепаде температур ∆ti, а собственный потенциал заготовки ϕЗАГ(∆ti) при перепаде температур ∆ti находят вычитанием ϕс(∆ti) из u(∆ti) при их одинаковой полярности или сложением при их разной полярности. Таким образом, измеряют собственные потенциалы заготовок при всех учитываемых перепадах температур, далее находят максимальные значения собственных потенциалов по всем перепадам температур в каждом данном контакте заготовок. Причем при сборке заготовки раскладывают по металлоконструкции так, чтобы в среднем по ней минимизировать модули максимальных алгебраических разностей собственных потенциалов, соответствующих максимальным по модулю значениям термоэлектродвижущих сил. По намеченным перепадам температур между всеми парами соседних заготовок. При этом если собственные потенциалы обеих заготовок имеют одинаковые знаки, то алгебраическую разность получают вычитанием, а если разные – сложением.
При этом устройство для изготовления стальной сварной металлоконструкции, подвергаемой электрохимической коррозии и выполненной из взаимозаменяемых заготовок с близкими толщинами и физико-химическими свойствами, включающее сборочно-сварочные приспособления, блок управления, источник питания и средства измерения в контакте заготовок, включающие нагреватель с высоко электропроводными электродами для контактной сварки, предназначенный для прижатия каждой заготовки и нагрева пропусканием тока, контакт с заготовкой с возможностью его позиционирования на каждой из заготовок на заданном расстоянии от электродов упомянутого нагревателя, соединенный коммутирующим проводом с размещенным в корпусе прибором для измерения в контакте заготовки. Средства измерения предназначены для измерения температуры рабочего спая термопары tрi и температуры окружающей среды tci инфракрасным термометром, напряжения u(∆ti) микровольтметром в замкнутой цепи измерения. Дополнительно содержат бесконтактный инфракрасный термометр, лучом лазера точно направленный на овал изотермы, электрод сравнения, соединенный с первой клеммой микровольтметра компенсационным проводом из материала, близкого по химическому составу к материалу электрода сравнения, обладающего известной стабильной зависимостью и высокой чувствительностью потенциала от температуры, измерительный кондуктор для измерения значений термоэлектродвижущих сил и собственных потенциалов заготовок. При этом электрод сравнения прижат к заготовке по ширине овала изотермы её нагрева. Вторая клемма микровольтметра соединена компенсационным проводом с наконечником, который выполнен из материала, близкого к материалу заготовки, и прижат к заготовке по ширине овала изотермы её нагрева. С другой стороны по отношению к электроду сравнения, для нагревания заготовки использован пистолет для односторонней контактной сварки, осуществляющий программированную подачу подогревающих и основного импульсов тока. Причем электроды пистолета, наконечник и электрод сравнения подпружинены относительно плоскости заготовки, а кондуктор снабжен подъемно-поворотным стуслом, содержащим корпус стусла и его заменяемую часть, изготовленные из прочного термостойкого неэлектропроводного материала.
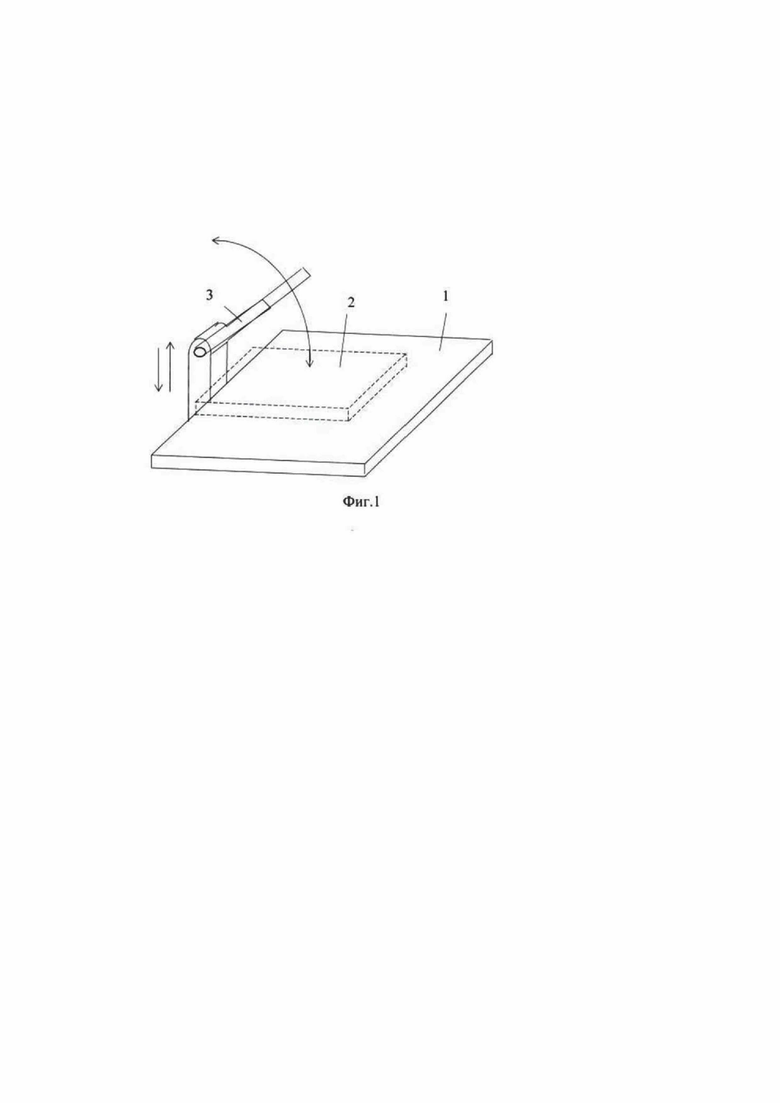
На фиг. 1 представлен измерительный кондуктор с подъемно-поворотным стуслом.
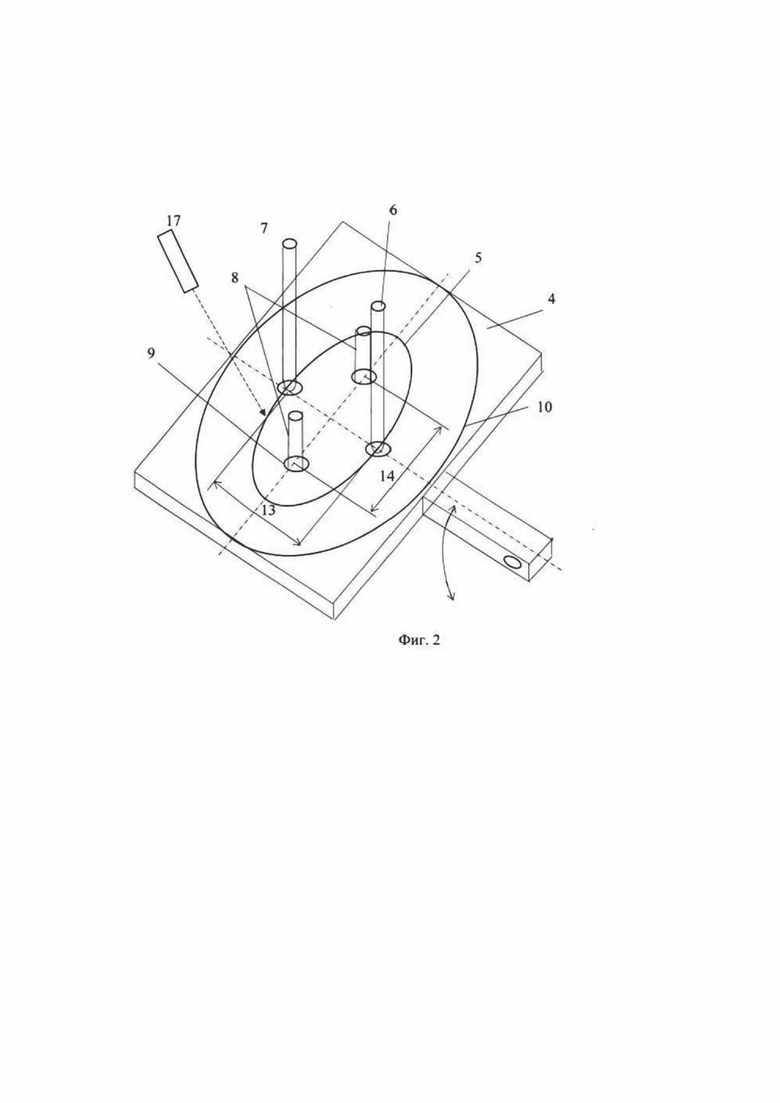
На фиг. 2 показано подъемно-поворотное стусло измерительного кондуктора.
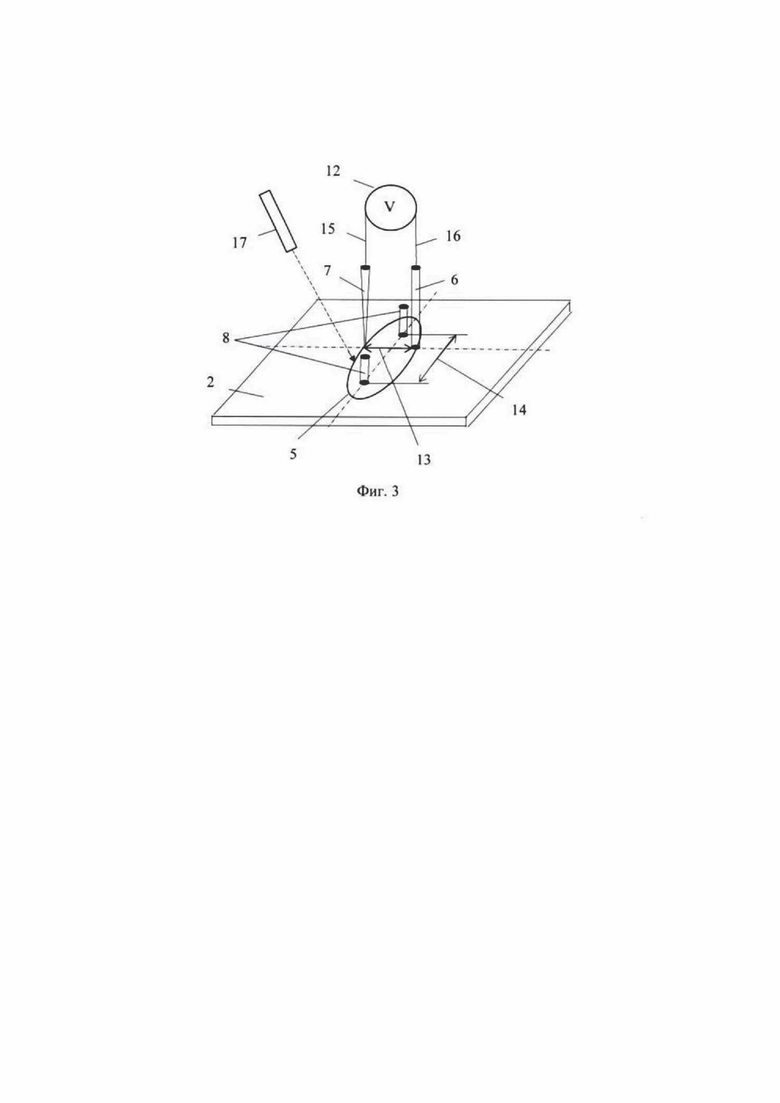
На фиг. 3 приведено устройство для измерения в замкнутом контуре.
На фиг. 1 обозначено: 1 – установочная плита; 2 – заготовка; 3 – подъемно-поворотное стусло.
На фиг. 2 обозначено: 4 – корпус стусла; 5 – овал изотермы нагрева заготовки до заданной рабочей температуры; 6 – электрод сравнения; 7 – наконечник компенсационного провода термопары; 8 – электроды пистолета для односторонней контактной сварки; 9 – отверстие в корпусе стусла под электрод; 10 – заменяемая часть стусла; 13 – расстояние между наконечником компенсационного провода термопары 7 и электродом сравнения 6, равное ширине овала изотермы заданной температуры заготовки; 14 – расстояние между электродами пистолета для односторонней контактной сварки 8
На фиг. 3 обозначено: 2 – заготовка; 5 – овал изотермы нагрева заготовки до заданной рабочей температуры; 7 – наконечник компенсационного провода термопары; 8 – электроды пистолета для односторонней контактной сварки; 6 – электрод сравнения; 12 – микровольтметр; 13 – расстояние между наконечником компенсационного провода термопары 7 и электродом сравнения 6, равное ширине овала изотермы заданной температуры заготовки; 14 – расстояние между электродами пистолета для односторонней контактной сварки 8; 15 – компенсационный провод термопары из материала, близкого к материалу заготовки; 16 – компенсационный провод термопары из материала, близкого к материалу электрода сравнения, 17 – инфракрасный термометр.
Как следует из фиг. 1, заготовка 2 размещается сверху установочной плиты 1 измерительного кондуктора. Заготовка устанавливается так, чтобы подъемно-поворотное стусло 3 могло свободно наклоняться и подниматься, как показано стрелками. При этом стусло при его опускании и повороте устанавливается в горизонтальное положение, и прижимается к заготовке. На стусле крепятся элементы устройства для измерения напряжения термопары, приведенного на фиг. 3.
Как следует из фиг. 2, в корпусе 4 подъемно-поворотного стусла измерительного кондуктора прорезаны четыре отверстия 9, в которые по одной оси симметрии корпуса 4 вставлены два электрода 8 пистолета для односторонней контактной сварки, а по другой – ортогональной ей оси симметрии корпуса 4 – наконечник 7 компенсационного провода термопары и электрод сравнения 6. Причем наконечник 7 и электрод сравнения 6 размещены на расстоянии друг от друга 13, равном ширине овала изотермы 5 заданной температуры заготовки, и располагаются в местах пересечения овала изотермы 5 с ортогональной осью симметрии корпуса 4. Электроды 8 пистолета расставлены на расстоянии 14. По ним протекает ток подогрева, обеспечивая создание овала изотермы на самой заготовке 2. Овал 5 на корпусе 4 в точности повторяет расположение и форму овала на заготовке. Инфракрасный термометр 17 укреплен на корпусе 4 стусла.
Заменяемая часть 10 стусла представляет собой овал большего, чем овал изотермы 5 размера, примерно эквидистантно вписывающий в себя овал 5. Заменяемая часть 10 устанавливается и закрепляется в корпусе 4.
Как следует из фиг. 3, наконечник 7 компенсационного провода термопары компенсационным проводом соединен с одной клеммой микровольтметра 12. Электрод сравнения 6 соединен с другой клеммой микровольтметра 12. С заготовкой 2 по одной оси симметрии контактируют два электрода 8 пистолета, разведенные на расстояние 14. Вокруг них образуется овал 5 изотермы заданной температуры заготовки. По ширине овала на расстоянии 13 расположены наконечник 7 и электрод сравнения 6. И наконечник 7 и электрод 6 также контактируют с заготовкой 2. Инфракрасный термометр 17 лучом лазера направлен на овал изотермы 5.
Установочная плита 1 и подъемно-поворотное стусло 3 выполнены из прочного тепло- и электроизоляционного материала, например, из текстолита. Стойка и ось измерительного кондуктора изготовлены из стали. Электроды 8 пистолета для односторонней контактной сварки изготовлены из бронзы. Наконечник 7 компенсационного провода термопары, как и сам компенсационный провод от наконечника 7 до клеммы микровольтметра 14, выполнены из материала, близкого к материалу заготовок. Например, из стали 09Г2С. Электрод сравнения 6 выполнен из материала с известной стабильной зависимостью и высокой чувствительностью собственного потенциала от температуры. Этот материал в паре с материалом заготовки должен давать большую термоэлектродвижущую силу (ТЭДС). Например, константан. В паре со сталью он образует высокочувствительную термопару.
Компенсационный провод 16, выполненный из материала, близкого к материалу электрода сравнения 6 (например, из константана), соединяет электрод сравнения 6 с микровольтметром 12.
В качестве микровольтметра 12 используется, например, микровольтнаноамперметр Ф136 в режиме измерения микронапряжения.
В качестве нагревателя для односторонней контактной сварки используется, например, пистолет для односторонней контактной сварки марки Dalex 3151-3. Пистолет формирует и подает по программе подогревающие и основной импульсы тока. Электроды располагаются друг за другом на расстоянии 38 мм. Используется воздушное охлаждение. Усилие на электродах создается посредством принудительного нажатия на пистолет при механизированном повороте подъемно-поворотного стусла. Каждый электрод прижимается к заготовке через промежуточную пружину, вмонтированную в пистолет, и ограничивающую численное значение передаваемого усилия. В качестве термометра для измерения рабочей температуры и температуры окружающей среды (совпадающей с температурой свободных концов термопары) используется, например, бесконтактный инфракрасный термометр марки B. Well. Диапазон измерения – 10-50°С. Время измерения – 2 с. Точность – 0,1°С.
Для реализации известных способа и устройства защиты необходимо измерение термоэлектродвижущих сил во всех вариантах контактов заготовок металлоконструкции по 2. Число сочетаний из n заготовок по k требует сравнения числа вариантов:

где n – число заготовок в металлоконструкции, k – число заготовок в одном сочетании.
При k = 2 число сочетаний заготовок равно:

Так, при числе заготовок в металлоконструкции n = 5 число сочетаний (равное числу измерений) составит 10. При 10 минутах затрат времени на подготовку и проведение одного измерения общая длительность измерений составит 1,7 часа. При 10 заготовках – 45 вариантов, 7,5 часов. При 100 заготовках – 4950 вариантов, 825 часов и т.д.
Для предложенного способа и устройства защиты от электрохимической коррозии сварной металлоконструкции такого сочетания заготовок по 2 не требуется. Достаточно вместо указанных вариантов измерений термоэлектродвижущих сил во всех возможных контактах заготовок по две провести измерения в любой последовательности в n заготовках. В результате число измерений сокращается на величину
ΔN =  ,
,
где n – число заготовок в металлоконструкции (например, в полотнище).
При 10 заготовках в металлоконструкции экономия времени составит 45 мин, при 100 заготовках – 8 часов. При двух повторениях измерений экономия возрастает в 2 раза. Одновременно полностью сокращаются значительные трудозатраты на поиск и сведение вместе требуемых пар заготовок.
Для поиска наилучшего расположения заготовок в полотнище используют методы направленного или случайного поиска.
В общем, в качестве способа расставления заготовок по объекту, позволяющий достичь в среднем по всей металлоконструкции минимальные по модулю перепады измеренных потенциалов между всеми парами соседних заготовок (входящими в будущие сварные соединения), используют различные известные процедуры упорядочения: линейного, нелинейного, динамического программирования, ветвей и границ, доминирования, логические процедуры, поисковые алгоритмы: итерационный метод Гаусса-Зейделя, метод Галеркина, случайный поиск и др.
Остановимся на отличительных признаках формулы изобретения.
Измерение, производимое в кондукторе, собранном на базе установки для измерения термоэлектродвижущей силы термопары обеспечило высокий уровень механизации выполняемых в кондукторе работ, позволяет повысить качество измерения, увеличить производительность и улучшить эргономику труда.
Создание термопары из двух электродов: материала заготовки и материала электрода сравнения позволило найти собственный потенциал заготовки, отказавшись от стандартного электрода сравнения и заменив его электродом термопары.
Нагрев рабочего спая термопары до повышенной температуры tрi позволил воспроизвести рабочие условия заготовки. С другой стороны повышенная температура рабочего спая термопары позволила увеличить чувствительность измерения и повысить обоснованность и точность оптимизации размещения заготовок в полотнище.
Измерение температуры окружающей среды tсi позволило найти собственный потенциал электрода сравнения и измерить собственный потенциал заготовки при заданном перепаде температур Δti,.
Использование в качестве нагревателя заготовки пистолета для односторонней контактной сварки позволило при измерении организовать удобный односторонний доступ к заготовке, сохранив и дополнив функции быстрого нагрева элементов заготовки.
Фиксирование электродов пистолета на заданном межэлектродном расстоянии при условии обоснования тока нагрева и усилий прижатия электродов позволило рассчитать, а далее – уточнить и задать овал изотермы нагрева заготовки до повышенной (рабочей) температуры tрi.
Определение ширины овала изотермы нагрева заготовки позволило найти места установки наконечника и электрода сравнения, а значит – выполнить отверстия под них в заменяемой части стусла.
Кроме того, определение геометрии овала изотермы нагрева позволяет направить луч лазера бесконтактного инфракрасного термометра на овал, что обеспечивает возможность измерения температуры в двух режимах: свободных концов термопары tсi (фиксация температуры овала изотермы без нагрева) и температуры рабочего спая tрi при нагревании.
Установка наконечника и электрода сравнения на ширину овала изотермы нагрева заготовки позволило уровнять между собой температуры контактов «наконечник-заготовка» и «заготовка-электрод сравнения» и с рабочей температурой заготовки. По нашим исследованиям, при условии надежности этих контактов, это равносильно спайке указанных контактов в один («заготовка-электрод сравнения») и их нахождению при рабочей температуре заготовки tрi.
Утыкание наконечника и электрода сравнения в заготовку позволило замкнуть измерительный контур. При этом микровольтметр при рабочей температуре рабочего спая по отношению к температуре свободных концов термопары измеряет разность (либо сумму) собственных потенциалов заготовки и электрода сравнения.
Проведение измерений отдельно для каждой заготовки в произвольной последовательности обуславливается несвязным характером измерений: в каждом акте измерения участвуют не две, а одна заготовка. Именно независимый способ измерений каждой заготовки позволил отказаться от попарного участия заготовок в измерениях, и позволил выполнять измерения в произвольной последовательности заготовок, существенно сократив измерительную часть способа.
Задание диапазона рабочих температур эксплуатации стальной сварной металлоконструкции и интервала дискретизации рабочих температур, позволило определить число требуемых экспериментальных нагревов овала изотермы для каждой заготовки.
Измерение термометром температуры окружающей среды tci и приравнивание её к температуре свободных концов термопары tсi позволило найти перепады температур Δti = tрi – tci между рабочим спаем tрi и свободными концами термопары tci, при которых эксплуатируется металлоконструкция. Найти и установить tрi – рабочую температуру овала tрi при каждом измерении напряжения микровольтметром. По справочной таблице найти собственный потенциал электрода сравнения ϕС(Δti) при перепаде Δti.
Предварительный подогрев несколькими импульсами тока изотермического овала до температуры (tрi + (40-50°С)) позволил прогреть изотермический овал заготовки и соседние с ним области. Перегрев tрi на 40-50°С также способствует снижению скорости охлаждения зоны овала.
Медленное охлаждение расширенной области овала до намеченной температуры овала tрi увеличило резерв времени на принятие решений при измерении и позволило точнее определиться с моментом достижения при охлаждении овала изотермы до температуры tрi .
Температуры в способе измеряют с помощью бесконтактного инфракрасного термометра, что позволило повысить скорость позиционирования системы измерения, а также точность и оперативность фиксации показаний.
В условиях известного перепада температур ∆ti по справочной таблице находят собственный потенциал электрода сравнения ϕС(∆ti), что позволило далее найти вклад в показания микровольтметра собственного потенциала заготовки.
Собственный потенциал заготовки ϕЗАГ(∆ti) при перепаде температур ∆ti находят вычитанием ϕС(∆ti) из u(∆ti), если ϕС(∆ti) и u(∆ti) имеют одинаковые полярности, и сложением ϕС(∆ti) с u(∆ti), если разные. Например, если электрод сравнения выполнен из константана, имеющего отрицательный собственный потенциал, показания микровольтметра положительные, то для нахождения собственного потенциала заготовки нужно показания микровольтметра сложить с собственным потенциалом константана при одинаковом перепаде температур.
Измерение собственных потенциалов заготовок при всех учитываемых перепадах температур позволило отобрать максимальные значения собственных потенциалов по всем перепадам температур в каждом данном контакте заготовок.
Распределение заготовок по металлоконструкции при сборке так, чтобы в среднем по металлоконструкции минимизировать модули максимальных алгебраических разностей собственных потенциалов по намеченным перепадам температур между всеми парами соседних заготовок позволило для каждой пары заготовок найти наиболее опасные варианты перепадов температур. И это не обязательно большие перепады. Именно алгебраические разности собственных потенциалов контактирующих заготовок при наиболее опасных перепадах по модулю далее учитываются при поиске наилучшего варианта расстановки заготовок по стальной металлоконструкции. Так, если собственные потенциалы обеих заготовок имеют одинаковые полярности, то результат получают вычитанием, если разные – сложением. Результат берется по модулю, так как для ЭХК важна абсолютная величина ТЭДС в сварном соединении.
Дополнение средства измерения измерительным кондуктором позволило механизировать процесс измерения.
Снабжение кондуктора подъемно-поворотным стуслом позволило механизировать процесс подготовки, установки измерительного устройства в рабочее положение над заготовкой, а также возврата установки в исходное положение.
Изготовление корпуса стусла и его заменяемой части из прочного, термостойкого и неэлектропроводного материала позволило надежно закрепить на его верхней части пистолет для контактной сварки, и подпружиненные измерительные электроды (наконечник и электрод сравнения).
Использование для нагревания заготовки пистолета для односторонней контактной сварки позволило использовать в измерительном кондукторе менее сложную одностороннюю компоновку оборудования и приспособлений, и задействовать удобный поворотный привод прижатия всех четырёх электродов к заготовке. Это позволило механизировать, а значит – упростить, увеличить производительность и повысить качество измерения.
Подпружинивание в измерительном кондукторе электродов пистолета для односторонней контактной сварки и измерительных электродов (наконечника и электрода сравнения) относительно плоскости заготовки позволило при прижатии заготовки подъемно-поворотным стуслом задавать на контакты этих электродов с заготовкой регламентированные по величине усилия.
Измерение температуры окружающей среды tci и напряжения u(∆ti) в замкнутой цепи измерения с участием каждой данной заготовки, позволило измерить собственный потенциал этой заготовки.
Включение в средства измерения термометра позволило измерить температуру окружающей среды tci и температуру tрi рабочего спая термопары.
Соединение электрода сравнения с первой клеммой микровольтметра, прижатие нагретого электрода сравнения к заготовке по ширине овала изотермы её нагрева, а также соединение второй клеммы микровольтметра компенсационным проводом с наконечником, которые выполнены из материала, близкого к материалу заготовки, с прижатием наконечника к заготовке по ширине овала изотермы её нагрева, по отношению к нагреваемому электроду сравнения – с другой стороны овала, позволило с коммутировать измерительную цепь напряжения в контакте с заготовкой.
Использование в измерительной цепи кондуктора компенсационных проводов позволило снизить погрешности измерения напряжения термопары, связанные с возникновением дополнительных термоЭДС в местах контакта разнородных проводов.
Прижатие наконечника и нагреваемого электрода сравнения к заготовке по ширине овала изотермы её нагрева позволило заменить последовательную цепь двух контактов («наконечник-заготовка» при температуре tрi и «заготовка-электрод сравнения» также при температуре tрi) на эквивалентную цепь одного контакта «заготовка - электрод сравнения» при температуре tрi.
Из сказанного следует, несмотря на то, что большинство вновь введенных операций предложенного способа изготовления сварной металлоконструкции, выполненной из взаимозаменяемых заготовок с близкими толщинами и физико-химическими свойствами, подвергаемой электрохимической коррозии, и элементы устройства его реализации широко известны, их введение в указанной связи друг с другом позволяет говорить о том, что предложенный способ и устройство для его реализации представляет новые, ранее неизвестные возможности сокращения трудозатрат на снижение склонности металлоконструкций к электрохимической коррозии, повышения качества сборки металлоконструкций путем целенаправленного сокращения объема и трудоемкости необходимых измерительных экспериментов, повышения надежности измерительной аппаратуры, а также повышения точности измерения.
Способ и устройство реализуется следующим образом.
Заготовки правят, зачищают, размечают (либо намечают), режут в размер, после чего стопами размещают в складском месте перед измерительным кондуктором. При смене толщины либо материала заготовки производят замену заменяемой части корпуса стусла.
При изготовлении заменяемой части стусла учитывают геометрию растекания тока в теле заготовки в области между электродами пистолета. Эффективная ширина зоны растекания в заготовке тока на участке электрической цепи между электродами может быть найдена по формуле [Кочергин, К.А. Контактная сварка/ К.А. Кочергин/ Л.: Машиностроение, 1987. - С. 75.]:
h  , мм, (3)
, мм, (3)
где:
h – эффективная ширина зоны растекания в заготовке электрического тока на участке цепи между электродами,
l – длина участка АВ, мм, т.е. расстояние между осями электродов,
d – диаметр рабочей (контактной) поверхности электрода, мм.
Кроме того, эта ширина растекания может быть найдена по графику 2.9 на стр. 75 [Кочергин, К.А. Контактная сварка/ К.А. Кочергин/ Л.: Машиностроение, 1987. - С. 75].
Так, при l = 38 мм, d = 5 мм h = 46 мм;
при l = 70 мм, d = 5 мм h = 63 мм.
Наконечник и нагреваемый электрод устанавливают симметрично относительно линии положения нагревательных электродов пистолета для контактной сварки на поверхности заготовки. Для этого на заменяемой части стусла между электродами пистолета намечают середину и проводят линию расположения измерительных электродов, перпендикулярно линии положения нагревательных электродов. На ней откладывают половину расстояния h по обе стороны оси нагревательных электродов. В намеченные места заменяемой части стусла сверлятся четыре отверстия так, чтобы обеспечить свободное перемещение электродов.
Поскольку все четыре электрода находятся близко друг к другу, измерительные электроды и пружины к ним изготавливают небольшого диаметра: электроды диаметром до 5 мм, пружины – диаметром до 10 мм. Максимальное усилие сжатия пружин измерительных электродов – до 5 кгс. Максимальное усилие сжатия каждого нагревательного электрода не зависимо от толщины заготовки – 20 кгс при рабочем диаметре контакта в 5 мм.
После наладки подъемно-поворотного стусла приступают к настройке. Величину силы тока рассчитывают по типовой методике для двухсторонней точечной контактной сварки – стр. 30-31 [Орлов Б.Д и др. Технология и оборудование контактной сварки учебник для машиностроительных вузов - М.: Машиностроение, 1986. - 352 с.]. Найденное значение тока увеличивают на 20% с учетом растекания для условий одностороннего тока. Для температур нагрева заготовки менее 50°С принимается первая ступень источника питания пистолета, что соответствует примерно 40% номинального тока пистолета. Время (длительность) нагрева находят по выражению:
tСВ = (0,05-0,1) δ, с,
где δ – толщина листа заготовки, мм.
Причем меньшее значение коэффициента принимается для толщин листа заготовки меньше 5 мм.
Число подогревающих импульсов тока – 4-5. Интервал между импульсами –1-2 с. Ток подогрева – 0,3 от основного тока. Найденный режим нагрева заготовки далее необходимо уточнить по результатам настроечного эксперимента. Требуется добиться нагрева изотермического овала заготовки до температуры (tрi + (40-50°С)). Методом последовательных приближений изменением силы тока и времени нагрева заготовки добиваются хорошего схождения фактической температуры с заданной. В каждом опыте температуру контакта измерительного электрода с заготовкой измеряют бесконтактным способом. Затем приступают к основным измерениям.
Измерение выполняют в измерительном кондукторе.
Вначале задают непрерывный диапазон рабочих температур эксплуатации стальной сварной металлоконструкции tр ⊂ [tрМИН; tрМАКС] и интервал дискретизации рабочих температур ∆tр, которым разбивают диапазон рабочих температур на несколько дискретных значений температур tрi0 ⊂ [tр10; tр20; tр30;…; tрn0] при условных (нулевых) температурах свободных концов термопар. Это и есть перечень перепадов температур между рабочим спаем и нулевыми температурами свободных концов термопар, образованных в контактах заготовок на реальном объекте – в сварных соединениях стальной металлоконструкции:
В условиях отсутствия подогрева изотермического овала, измеряют температуру tci окружающей среды.
Дискретные значения температур tрi0 складывают с температурой tci окружающей среды, получая tрi ⊂ [tр1; tр2; tр3; …; tрn], перечень рабочих температур термопар при ненулевых температурах свободных концов. Откуда перепад температур ∆ti, которые нужно воспроизвести в ходе нескольких циклов измерения в кондукторе, ∆ti = tрi – tci между рабочим спаем tрi и свободными концами термопары tci. При этих перепадах в кондукторе воспроизводится режим реальной эксплуатации металлоконструкции.
При каждом цикле измерения, зная tci и выбрав перепад температуры ∆ti, находят требуемую рабочую температуру овала tрi.
Подогревают область овала с помощью пистолета. При замедленном её охлаждении фиксируют по термометру достижение температуры овала tрi. В этот момент снимают показание микровольтметра u(∆ti).
По справочной таблице находят ϕС(∆ti) – потенциал электрода сравнения при перепаде температур ∆ti, а собственный потенциал заготовки ϕЗАГ(∆ti) при перепаде температур ∆ti находят вычитанием ϕС(∆ti) из u(∆ti), если ϕС(∆ti) и u(∆ti) имеют одинаковую полярность, и сложением ϕС(∆ti) с u(∆ti), если разные.
После измерения собственных потенциалов всех заготовок, максимальные значения термоэлектродвижущих сил в каждом данном контакте заготовок находят вычитанием собственных потенциалов контактирующих заготовок.
Оптимальное распределение заготовок в сварной металлоконструкции находят исходя из требований соблюдения условий минимизации максимальных по модулю значений термоэлектродвижущих сил, создаваемых по всем контактам, и отсутствия превышения в контакте хотя бы одной пары заготовок предельно допустимых значений термоэлектродвижущих сил, составляющих 5-8 мВ. Поиск оптимального варианта ведут методами направленного или случайного поиска. После чего выполняют остальные сборочно-сварочные операции и нанесение противокоррозийного покрытия.
При этом в ходе каждого цикла измерения (одной заготовки) измерительный кондуктор приводят в исходное положение: стусло с укрепленными на ней пистолетом, измерительными электродами и термометром поднимают над установочной плитой. На плиту горизонтально укладывают заготовку. Стусло поворачивают и, оно, нажимая на заготовку четырьмя электродами, прижимает заготовку к установочной плите.
Измеряют температуру окружающей среды. Уточняют температуру рабочего спая термопары.
Включают пистолет и нагревают заготовку. Время нагрева задается и выдерживается автоматически. Проводят оставшиеся измерения в рабочем режиме. Возвращают стусло в исходное положение.
Пример 1.
Термопара «Железо-константан» является одной из наиболее чувствительных. Термоэлектродвижущая сила (ЭДС), развиваемая термопарой «Железо-константан» при температуре свободных концов 0°С имеет следующую зависимость от температуры рабочего спая [https://infotables.ru>Физика>Термопара железо-константан, значения ЭДС (таблица)]:
Полярность термопары: «+» – железо, «–» – константан.
Пример 2.
Термопара «Сталь-константан» при разных химических составах стали имеет существенно нелинейные и различные зависимости термоэлектродвижущей силы от температуры рабочего спая при температуре свободных концов 0°С.
Например, в термопарах стали следующих составов:
стали
При этом со сталью № 1 имеет место зависимость термоэлектродвижущей силы от температуры рабочего спая при температуре свободных концов 0°С:
Полярность термопары: «+» – сталь, «–» – константан.
При этом со сталью № 2 имеет место зависимость термоэлектродвижущей силы от температуры рабочего спая при температуре свободных концов 0°С:
Полярность термопары: «+» – сталь, «–» – константан.
Пример 3.
Собственные потенциалы константана, железа и других материалов в функции перепада температур на рис. 4 [Исакович, Р.Я. Теплотехнические измерения и приборы. - М.: Недра, 1970. – 488 с.].
Изобретение может использоваться для защиты от электрохимической коррозии сварной металлоконструкции, выполненной из взаимозаменяемых заготовок с близкими толщинами и физико-химическими свойствами при изготовлении и ремонте обшивок судов, многочисленных палубных настилов, переборок, танков с использованием различных типов сварных швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ЗАЩИТЫ ОТ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ | 2014 |
|
RU2571293C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| Способ защиты от электрохимической коррозии сварной металлоконструкции | 2017 |
|
RU2687647C2 |
| Способ получения сварного соединения стальных деталей, стойкого к электрохимической коррозии | 2017 |
|
RU2688023C2 |
| Термопара | 1928 |
|
SU30327A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 1998 |
|
RU2152112C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ В ПОВЕРХНОСТНОМ СЛОЕ ЗАГОТОВКИ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2198085C2 |
| Способ геофизического исследования скважин | 1989 |
|
SU1817857A3 |
| Устройство для определения градиента температур в зоне сварки профилей при контактной стыковой сварке | 2016 |
|
RU2636782C1 |
| Способ контроля полярности термоэлектродов | 2020 |
|
RU2780703C2 |
Изобретение относится к области производства сварных металлоконструкций и может быть использовано при изготовлении и ремонте листовых, оболочковых, резервуарных, трубных, а также корпусных, решетчатых металлоконструкций, стойких к электрохимической коррозии и выполняемых из взаимозаменяемых заготовок с близкими толщинами и физико-химическими свойствами. При изготовлении металлоконструкции проводят независимое измерение собственного потенциала каждой заготовки с помощью электроизмерительного прибора и электрода сравнения. Измерение выполняют в кондукторе, собранном на базе установки для измерения термоэлектродвижущей силы термопары, изготовленной из двух электродов: из материала заготовки и материала электрода сравнения. Измерение проводят в замкнутом контуре при нескольких перепадах температуры между рабочим спаем и свободными концами термопары, при которых эксплуатируется металлоконструкция. По всем перепадам температур каждой заготовки находят максимальные собственные потенциалы заготовок. При сборке заготовки расставляют по металлоконструкции так, чтобы в среднем по ней минимизировать модули максимальных алгебраических разностей собственных потенциалов, соответствующих максимальным по модулю значениям термоэлектродвижущих сил, по намеченным перепадам температур между всеми парами соседних заготовок, при этом если собственные потенциалы обеих заготовок имеют одинаковые знаки, то алгебраическую разность получают вычитанием, а если разные – сложением. Достигается повышение производительности изготовления сварных металлоконструкций при снижении трудоемкости выполнения защиты от электрохимической коррозии. 2 н.п. ф-лы, 3 ил., 3 пр.
1. Способ изготовления стальной сварной металлоконструкции, подвергаемой электрохимической коррозии и выполненной из взаимозаменяемых заготовок с близкими толщинами и физико-химическими свойствами, включающий зачистку поверхностей заготовок, последовательное нахождение с использованием измерений максимальных значений термоэлектродвижущих сил, создаваемых в термопарах, образованных в контактах всех пар заготовок металлоконструкции, определение оптимального распределения заготовок в сварной металлоконструкции путем соблюдения условий минимизации максимальных по модулю значений термоэлектродвижущих сил, создаваемых по всем контактам, и отсутствия превышения в контакте хотя бы одной пары заготовок предельно допустимых значений термоэлектродвижущих сил, составляющих 5-8 мВ, осуществление сборочно-сварочных операций и нанесение противокоррозийного покрытия, при этом при измерениях максимальных значений термоэлектродвижущих сил температуру заготовок уравнивают путем предварительных настроек нагревателя контактной сварки, используемого для нагрева упомянутых заготовок, а при несоответствии заготовками в парах указанным условиям осуществляют замену заготовок до их соответствия в каждой паре данным условиям, отличающийся тем, что измерение максимальных значений термоэлектродвижущих сил, создаваемых в термопарах, образованных в контактах всех пар заготовок металлоконструкции, осуществляют в кондукторе, собранном на базе установки для измерения термоэлектродвижущей силы термопары, изготовленной из двух электродов: из материала заготовки и материала электрода сравнения с известной стабильной зависимостью и высокой чувствительностью потенциала от температуры, путем измерения напряжения рабочего спая термопары при его нагреве до повышенной температуры tрi, соответствующей заданной температуре эксплуатации металлоконструкции, при этом свободные концы электродов находятся при меньшей температуре окружающей среды tci, в качестве нагревателя заготовки используют пистолет для односторонней контактной сварки, электроды которого фиксируют на заданном межэлектродном расстоянии, определяют ширину овала изотермы нагрева заготовки, на определенную ширину овала устанавливают наконечник и электрод сравнения, утыкая их в заготовку, направляют луч лазера бесконтактного инфракрасного термометра на овал изотермы нагрева и измеряют термометром температуру окружающей среды tci, приравнивая её к температуре свободных концов термопары, измеряют собственный потенциал отдельно каждой заготовки в произвольной последовательности в электрической цепи измерительного устройства: «заготовка – контакт наконечника компенсационного провода термопары с заготовкой – сам наконечник – компенсационный провод из материала, близкого к материалу заготовок – микровольтметр – компенсационный провод из материала, близкого к материалу электрода сравнения – электрод сравнения – контакт электрода сравнения с заготовкой – заготовка» при перепадах температуры ∆ti=tрi–tci между рабочим спаем tрi и свободными концами термопары tci, при которых эксплуатируется металлоконструкция, задают диапазон рабочих температур эксплуатации стальной сварной металлоконструкции и интервал дискретизации рабочих температур, определяя тем самым число требуемых экспериментальных нагревов овала изотермы для каждой заготовки, зная tci и выбрав перепад температуры ∆ti, находят требуемую рабочую температуру овала tрi при каждом измерении, пистолетом 4-5 импульсами тока предварительно подогревают овал изотермы до температуры (tрi + (40-50°С)) с получением расширенной области овала, которую затем медленно охлаждают до температуры овала tрi, измеряемой с помощью бесконтактного инфракрасного термометра, с фиксацией по показаниям микровольтметра напряжения u(∆ti) при снижении температуры, затем по справочной таблице находят потенциал ϕС(Δti) электрода сравнения при перепаде температур Δti, а собственный потенциал заготовки ϕЗАГ(Δti) при перепаде температур Δti находят вычитанием ϕС(Δti) из u(Δti) при их одинаковой полярности или сложением при их разной полярности, таким образом измеряют собственные потенциалы заготовок при всех учитываемых перепадах температур, далее находят максимальные значения собственных потенциалов по всем перепадам температур в каждом данном контакте заготовок, причем при сборке заготовки раскладывают по металлоконструкции так, чтобы в среднем по ней минимизировать модули максимальных алгебраических разностей собственных потенциалов, соответствующих максимальным по модулю значениям термоэлектродвижущих сил, по намеченным перепадам температур между всеми парами соседних заготовок, при этом если собственные потенциалы обеих заготовок имеют одинаковые знаки, то алгебраическую разность получают вычитанием, а если разные – сложением.
2. Устройство для изготовления стальной сварной металлоконструкции, подвергаемой электрохимической коррозии и выполненной из взаимозаменяемых заготовок с близкими толщинами и физико-химическими свойствами, способом по п.1, включающее сборочно-сварочные приспособления, блок управления, источник питания и средства измерения в контакте заготовок, включающие нагреватель с высокоэлектропроводными электродами для контактной сварки, предназначенный для прижатия каждой заготовки и нагрева пропусканием тока, контакт с заготовкой с возможностью его позиционирования на каждой из заготовок на заданном расстоянии от электродов упомянутого нагревателя, соединенный коммутирующим проводом с размещенным в корпусе прибором для измерения в контакте заготовки, отличающееся тем, что средства измерения предназначены для измерения температуры рабочего спая термопары tрi и температуры окружающей среды tci инфракрасным термометром, напряжения u(Δti) микровольтметром в замкнутой цепи измерения и дополнительно содержат бесконтактный инфракрасный термометр, лучом лазера точно направленный на овал изотермы, электрод сравнения, соединенный с первой клеммой микровольтметра компенсационным проводом из материала, близкого по химическому составу к материалу электрода сравнения, обладающего известной стабильной зависимостью и высокой чувствительностью потенциала от температуры, и измерительный кондуктор для измерения значений термоэлектродвижущих сил и собственных потенциалов заготовок, при этом электрод сравнения прижат к заготовке по ширине овала изотермы её нагрева, вторая клемма микровольтметра соединена компенсационным проводом с наконечником, который выполнен из материала, близкого к материалу заготовки, и прижат к заготовке по ширине овала изотермы её нагрева с другой стороны по отношению к электроду сравнения, для нагревания заготовки использован пистолет для односторонней контактной сварки, осуществляющий программированную подачу подогревающих и основного импульсов тока, причем электроды пистолета, наконечник и электрод сравнения подпружинены относительно плоскости заготовки, а кондуктор снабжен подъемно-поворотным стуслом, содержащим корпус стусла и его заменяемую часть, изготовленные из прочного термостойкого неэлектропроводного материала.
| СПОСОБ И УСТРОЙСТВО ЗАЩИТЫ ОТ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ | 2014 |
|
RU2571293C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ | 2011 |
|
RU2476621C2 |
| Способ защиты от электрохимической коррозии сварной металлоконструкции | 2017 |
|
RU2687647C2 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |

